1. Introduction
With anticipated climate change, tree species with a wide ecological valence are starting to become the focus of forest management. One of these species is birch (Betula pendula). In complex forest management, it is necessary to look at these tree species not only as a substitute from an ecological aspect, but also from a production aspect (i.e., to provide enough material for the processing industry). For the processing industry, not only the quantity of raw materials, but in particular qualitative criteria are important for products with higher added value. There are a lack of studies from the Czech Republic addressing the issue of birch trees in a comprehensive way, including also wood quality. The aim of this research is to demonstrate the potential of birch wood and provide missing knowledge about this issue.
In the last century, a considerable number of pure or mixed birch stands were established in the Czech Republic in order to evaluate different managing methods on stand microclimates, quantity of leaf-fall, soil conditions and forest regeneration of other tree species. At present there are a relatively large number of studies and contributions available, mostly foreign but also Czech, dealing with this issue [
1,
2,
3,
4,
5,
6,
7,
8,
9,
10,
11,
12,
13,
14,
15,
16,
17]. These studies, however, predominantly assess only increment and volume production, or the influence of different methods of management on the microclimate and regeneration. The quality of wood is also important for wood processing and its subsequent use. This can be understood differently depending on the wood processing technology and the nature of the final product. Qualitative parameters are mostly understood by the industry as the size and frequency of knots, the presence of a false heartwood, the density of the wood (impact on dry mass yield) and above all strength, toughness and modules of elasticity (MOE) [
18].
The selection of optimal habitat, the method of establishing a stand and appropriate silviculture methods are tools of forest managers through which they try to optimize and maximize the volume production of forest stands. This issue is well researched in the Czech Republic as well as for the birch in general, and a large number of works have been devoted to it, such as [
19,
20,
21]. However, in developed European countries, the issue is dealt with more complexly, mainly in relation to higher efficiency and the use of wood as a major renewable raw material. The subject of interest is also the impact of silviculture methods on wood quality and the possibility of subsequent use [
22].
Information on the qualitative parameters of wood is very important to the industry and may vary depending on how it is used. Above all, it is the already-mentioned wood density (volume of dry mass in volume unit) as one of the main indicators of wood quality, which significantly affects other properties, as well as strength or dimensional changes of the wood. Wood density, shrinkage, wood strength and flexibility, false heartwood proportion or rate of knots are all among the highly variable features of wood [
23], and depend to a large extent on the distance between trees, their social status, the width of their annual rings and their associated latewood share [
24]. Thus, forest management has the tools not only to influence the quantitative but also qualitative parameters of wood, and therefore can affect better evaluation and utilization. The issue of the impact of silviculture methods on the quality of wood has been given considerable attention at the international level. Studies from Scandinavian countries, such Sweden [
25,
26] and Finland [
27], as well as other surrounding countries, especially Poland [
16], have primarily been devoted to the influence of the initial number of individuals and silviculture methods on the quality of wood. The importance of adequate thinning intensity, in order to not significantly reduce the quality of wood, is referred to in the literature (e.g., in [
28]).
Studies from the Czech Republic that deal with the impact of silviculture on the qualitative characteristics of wood in our economically-important tree species are rather rare and do not address the issue in a comprehensive way. Although there are a considerable number of experimental birch plots in the Czech Republic where different silviculture methods have been applied, there is no relevant assessment of site impact and silviculture methods on the quality of wood.
In the Czech Republic, birch is considered to be an important soil-improving, reinforcing and pioneering tree species, while at the same time it is often considered undesirable due to a rapid initial growth that can adversely inhibit the growth of other tree species. At present, with regard to the decline of spruce stands, an opportunity has arisen to use the “creative forces of nature” and possibly purposefully regulate the development of self-seeded birch trees until their felling age. For example, in Finland, birch is the third main tree species just after spruce and pine, and is often used to produce valuable veneers (“Karelian” birch), but it is also used as solid timber, or to be heat-treated for final use [
29]. One of the key research reports on Scandinavian birch is, for example, a study [
22] which comprehensively deals with the cultivation of birch, including impact on wood properties.
In terms of processing, birch is a medium-hard timber with good mechanical properties and extensive processing possibilities. It has a low resistance to wood-destroying fungi attacks and weather conditions, and is therefore not suitable for outdoor use. Due to the aforementioned low durability, typically small dimensions and frequent curvature, the use of birch timber for construction purposes is not considered. When extracting precious varieties for veneering and plywood use, extraction in the winter and fast processing are necessary, as gradual irreversible color change to the wood may otherwise occur, and will degrade the section for use on ornamental veneers [
30]. It is clear, however, that birch wood has comparable properties to the tree species currently being used, even after heat treatment [
31,
32], and can be appreciated in a better way than is currently happening in the Czech Republic (firewood) for which it certainly deserves more attention.
The aim of this paper is at least to contribute to the possibility that forest owners and managers in the Czech Republic obtain important information about the influence and meaningfulness of activities carried out in relation to the quality of birch wood, and consequently its better appreciation [
22,
30,
31,
33]. It is through heat treatment that some of the negative features of birch can be reduced. In terms of the heat-treatment process and ThermoWood properties, which are widely used in Finland and other western European countries, much has been described [
34,
35,
36,
37,
38,
39,
40,
41,
42,
43]. In the context of this paper, which is a free continuation of a 2018 paper by Borůvka et al. [
31] that focused on the study of elasticity and strength properties and the dimensional stability of birch wood from different sites before and after heat treatment, there should be another prepared paper. This paper will focus on the surface properties of birch wood in the form of veneers (color, hardness and roughness), and in particular on an economic evaluation of the thermo-treatment process and its possible practical uses in the Czech Republic.
In any case, it is necessary to realize that via the thermal modification of wood many of its properties can be permanently improved, and in regards to birch this includes its low durability in the native state. In addition, high temperature treated wood is naturally friendly as only heat and steam and no additional chemical or other components are used during the production process.
2. Materials and Methods
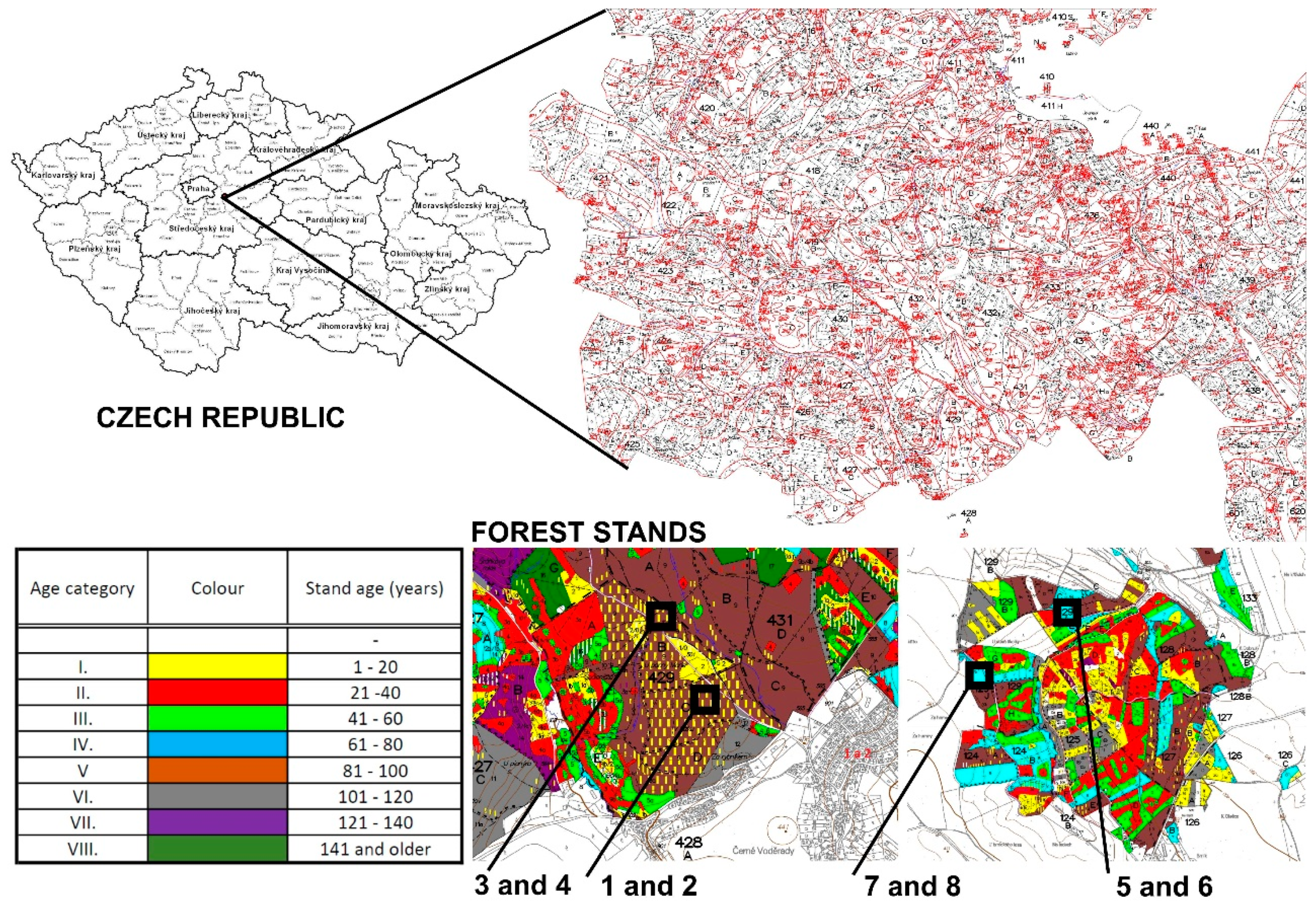
Samples of birch tree stems were collected in forest stands of the School Forest Enterprise of the Czech University of Life Sciences in Kostelec nad Černými Lesy for analysis (see location in
Figure 1) [
44].
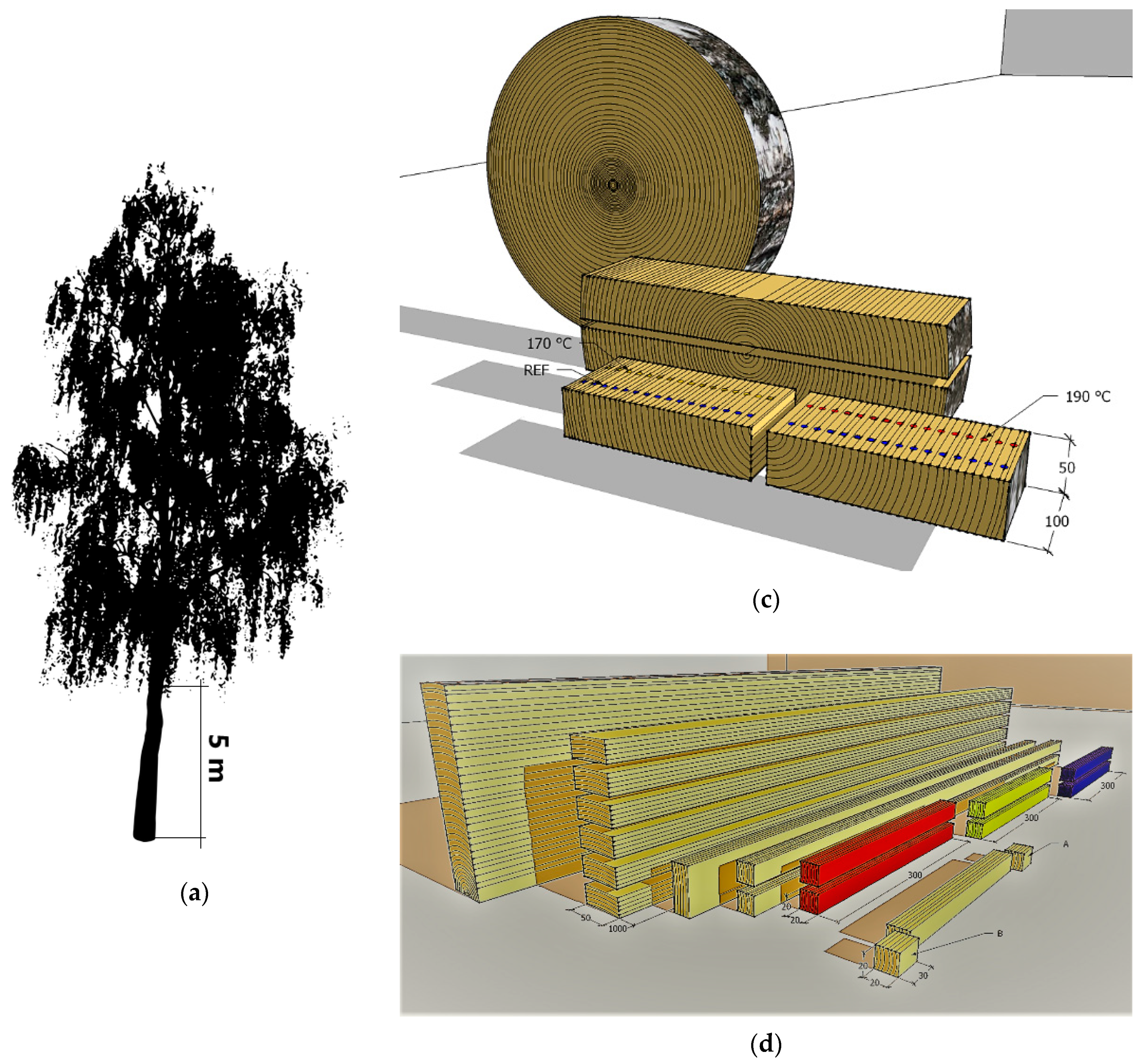
We cut samples from eight trees in total, coming from four stands. The sections (5 m long) were cut off from the basal part of each sample tree. The diameter of the trees at breast height ranged from 32 to 45 cm, with heights from 24 to 29 m and ages from 58 to 81 years (
Table 1). The share of birches in these stands was between 5 and 15%. The characteristics of the area where the samples were taken were as follows: In terms of natural conditions, the territory belonged to Nature Forest Area 10 (Central Bohemian Uplands) [
45] and the rock subsoil for stems 1–4 was formed by granite rock, or in the case of stems 5–8 by claystone [
46]. Using the Forest Management Institute typological system [
47], soil in the case of stems 1, 2, 5 and 6 was characterized by an organic acidic range, and for stems 3, 4, 7 and 8 by an organic range of nutrients. Stems 1–4 were collected at altitudes of 440 to 460 m and stems 5–8 at altitudes of 340–380 m.
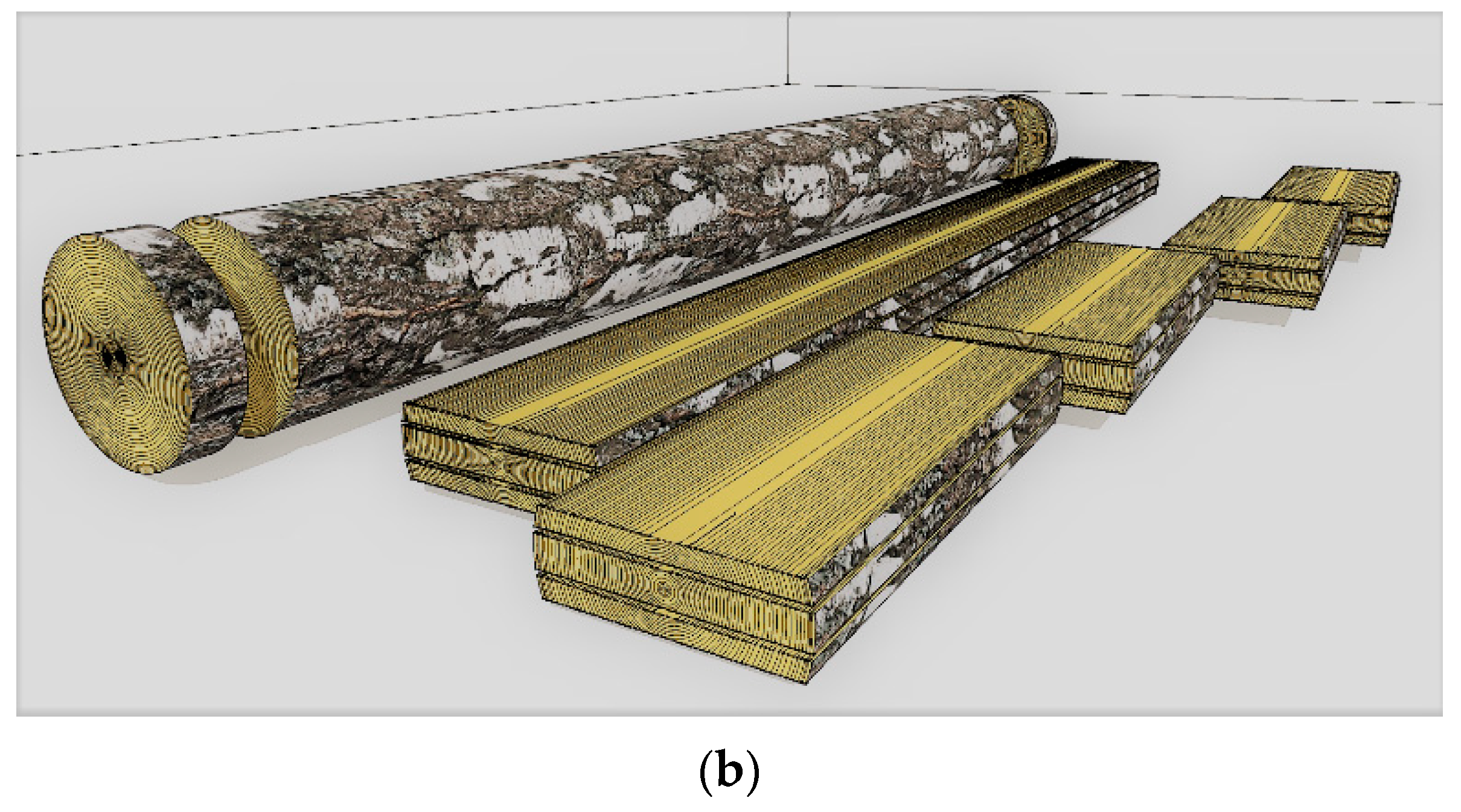
A section was made from each stem in the basal section (see the diagram in
Figure 2). A disc for the hardness test was cut from the section (see
Figure 2c), and the remainder of the section was then cut into planks, followed by prisms measuring 25 × 50 × 1000 mm (R × T × L). From each prism, 6 test pieces of dimensions R × T × L = 20 × 20 × 300 mm were made for a mutual comparison that would ensure the longitudinal parallelism of reference test specimens for the two selected heat treatment steps, and lateral parallelism for the two series of tests (see the cut diagram in
Figure 2d). In addition, test specimens with transverse dimensions of 20 × 100 mm and a 300-mm length in the direction of the fibers were removed from the appropriate remains of the planks, in the amount of 180 pieces, for color measurement and subsequent determination of the most appropriate level of treatment (see the method used for color measurement in the following paragraphs).
A total of 720 primary test specimens were manipulated in the series of 30 pieces using 3 treatment steps, including untreated reference samples, from 8 stems (see the diagram in
Figure 2d). Samples for hardness tests were made according to the scheme in
Figure 2c. Samples with dimensions of R × T × L = 20 × 20 × 30 mm for density determination, swelling and compressive strength were cut from the ends of 300 mm samples after the end of the bending and impact bending tests. The general condition was that none of the specimens contain knots, cracks or reaction wood, and that the fiber deflection in the longitudinal direction be as small as possible (<5°). The specimens were then conditioned to equilibrium moisture content in climatic chamber CLIMACELL 707 (BMT Medical Technology Ltd., Brno, Czech Republic) with a relative humidity of 65 ± 5% and a temperature of 20 ± 2 °C.
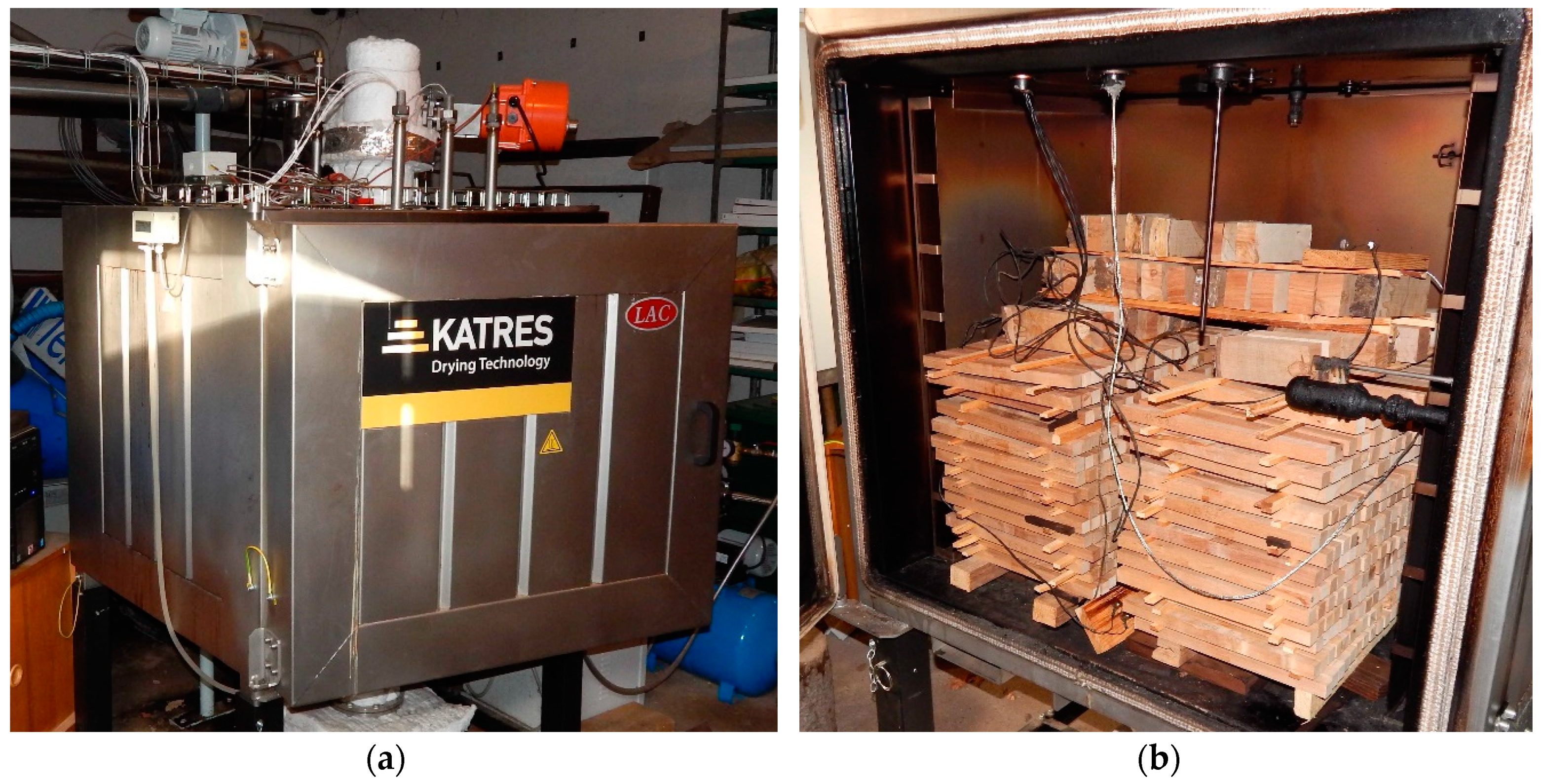
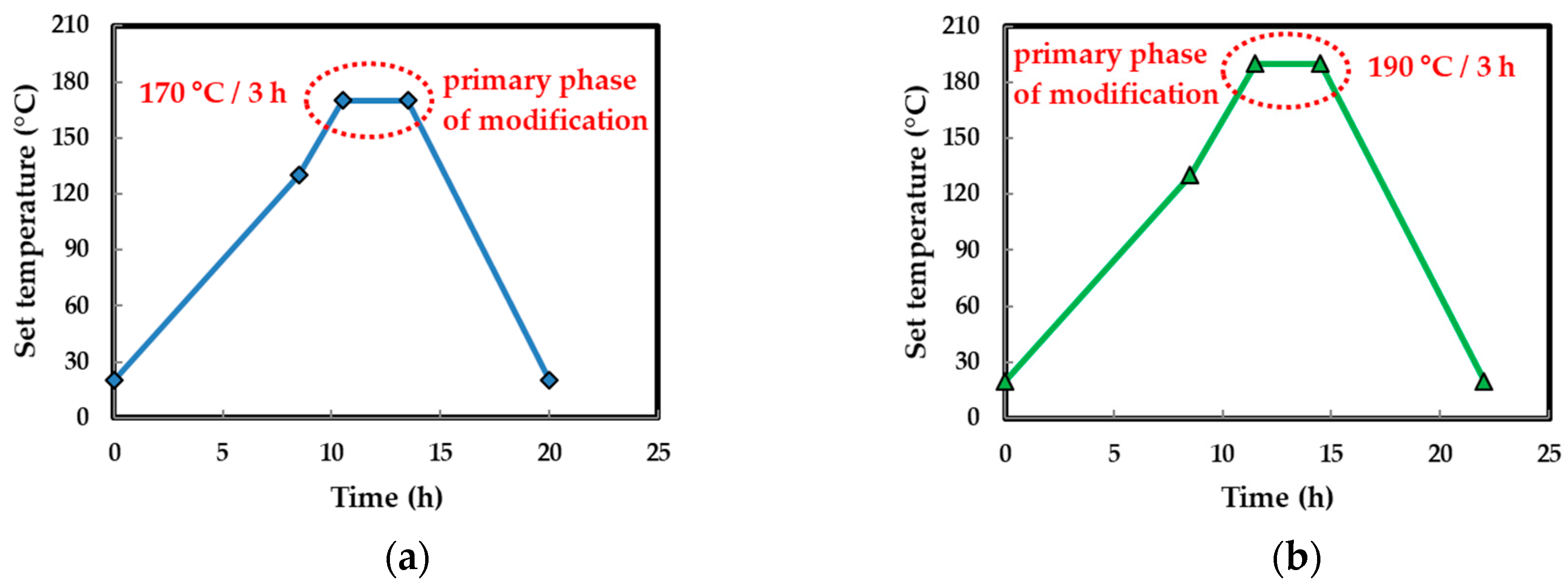
A third of the primary test specimens were subsequently subjected to thermo-treatment in an air atmosphere at 170 °C, then a different third at 190 °C, in accordance with the known Finnish patent for the thermal modification of wood, Pat. EP-0759137 [
29,
37]. The production was carried out in a laboratory high temperature chamber A type KHT (Katres Ltd., Jihlava, Czech Republic), see
Figure 3, with a filling capacity of 0.38 m
3, a maximum load capacity of 150 kg, a maximum operating temperature of 250 °C and a power consumption of 3 kWh. During the treatment we used a water curtain spray unlike the steam used in Finnish technology. The detailed course of the production is shown in
Figure 4. The thermally modified test specimens were then air conditioned again to equilibrium moisture content in an environment with a relative humidity of 65 ± 5% and a temperature of 20 ± 2 °C.
All of the tests were carried out completely according to the testing standards of Czech national standardization [
48,
49,
50,
51,
52,
53,
54,
55,
56,
57,
58], and the determination of the dynamic elasticity modulus was based on the methodology specified in the Fakopp instrumentation manual [
59].
Standard color measurement (CIE
L*
a*
b*) was carried out on specimens in untreated and heat-treated conditions with a Spectrophotometer CM-600d (Konica Minolta, Osaka, Japan). The total color difference of the wood related to the white color before and after the thermal modification was determined by the colorimetric parameter ΔE, which is calculated as the square root of the sum of the squares of the partial deviations (ΔL* is the difference in the brightness axis, Δa* is the difference in the green-red axis and Δb* is the difference in the blue-yellow axis). It therefore represents the shortest distance between coordinates of the standard, which in our case is a white color and a sample in the color space [
48,
49].
As one of the comparable properties, color was additionally measured on samples of birch with 160 °C, 180 °C and 200 °C heat treatments, and on steamed and native beech samples, for comparison with the selected 170 °C and 190 °C treatment degrees, in order to evaluate the potential of birch wood to substitute beech wood for practical uses. Heat treatments at 160 °C, 180 °C and 200 °C were carried out in the same way as at 170 °C and 190 °C (see
Figure 4). This means that up to a temperature of 130 °C, the rate of increase was about 13 °C per hour, and the peak stage was reached at about 20 °C per hour. The final cooling after the end of the primary phase of modification took place at a rate in the range of 20–25 °C per hour.
The sound propagation velocity in the test specimens was determined by measuring the ultrasonic pulse transit time between the two pressure piezoelectric probes of the Fakopp Ultrasonic Timer instrument (Fakopp Enterprise Bt., Ágfalva, Hungary). From the dynamic modulus of elasticity (MOE) in literature [
60] arises:
where
Ed is the dynamic modulus of elasticity in MPa,
c is the speed of sound propagation in m·s
−1 and
ρ is the wood density in kg·m
−3 [
59].
Charpy’s hammer (CULS, Prague, Czech Republic) was used to ascertain impact bending strength (toughness). The direction of the hammer impact was tangential [
55].
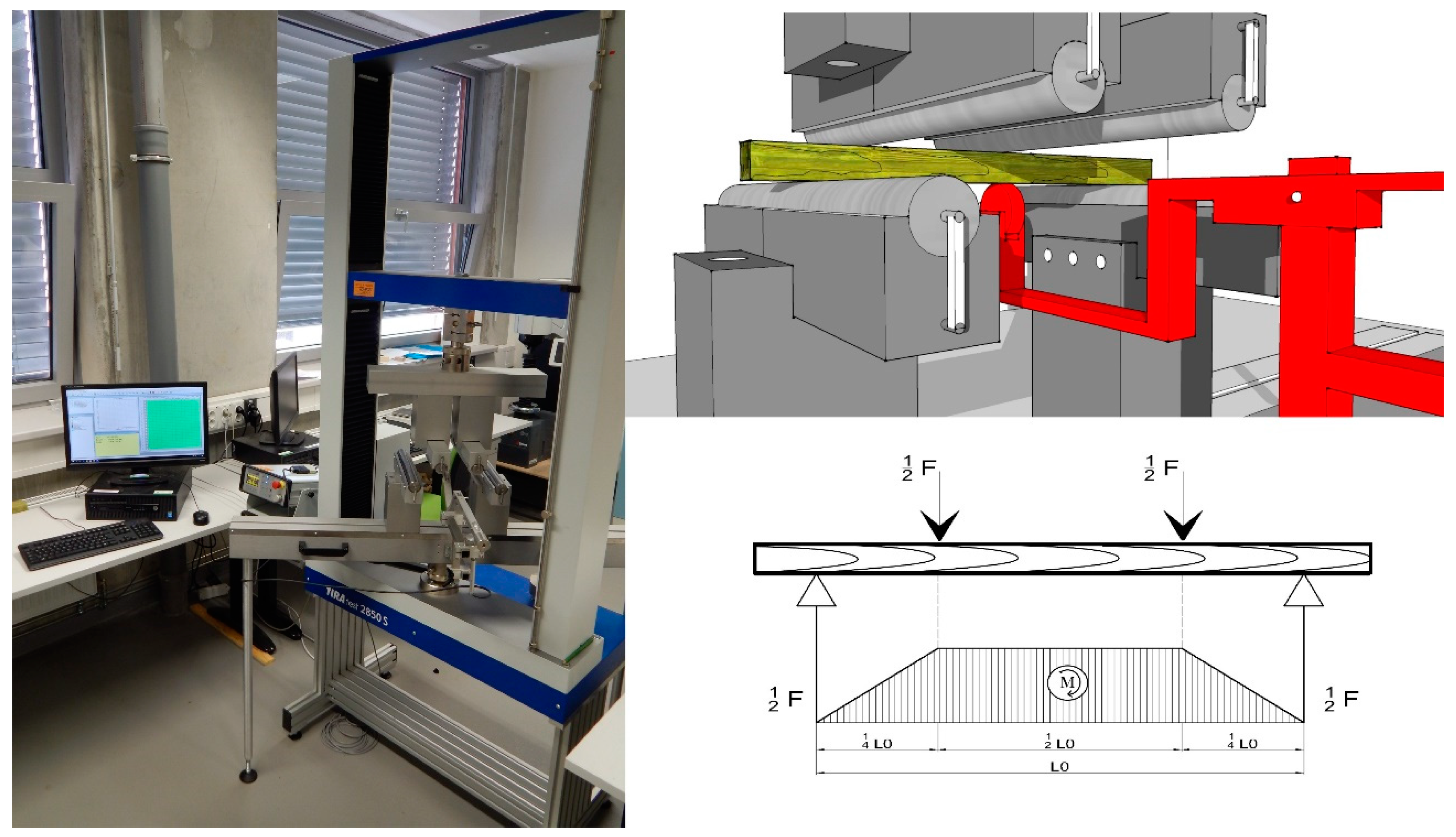
Static bending strength (MOR) and modulus of elasticity (MOE) were determined on the Tira 50 kN testing machine (Tira GmbH, Schalkau, Germany) under the load of two forces at quarter distances from the supports to eliminate shear stress (see
Figure 5) [
53,
54].
Brinell hardness the radial plane was measured with the hardness tester DuraVision-30 (Struers GmbH, Willich, Germany) using a force of 500 N [
57,
58].
Compressive strength was determined using the Tira 50 kN testing machine, and we also obtained specific strengths in kN.m/kg by relating the acquired values to density [
52].
Swelling was determined in accordance with the standard in such a way that we subjected the samples to two cycles of repetition (swelling–drying). Drying as part of this test and for determination of equilibrium moisture content was done in the Binder FD 115 lab kiln (Binder Inc., Tuttlingen, Germany) at 103 ± 2 °C [
50,
56].
Basic density was calculated as the proportion of wood dry mass and volume in the swollen state (maximum volume). Limit of hygroscopicity, or the fiber saturation point (FSP) in %, was also determined via a calculation according to the following relationship:
where
ρ0 is the oven-dry density in g·cm
−3,
ρB is the basic density in g·cm
−3 and
ρW is the density of water in g·cm
−3 [
51].
For statistical analysis, analysis of variance (ANOVA) was used to evaluate the significance of individual factors. Duncan’s Multiple Range Test was used to compare the properties of wood among the different treatments and sites (moreover trees and cycles of swelling and shrinkage). A linear regression model was used to set the value of correlation between selected properties. The same significance level of α= 0.05 was used for all of the analyses [
61].
3. Results and Discussion
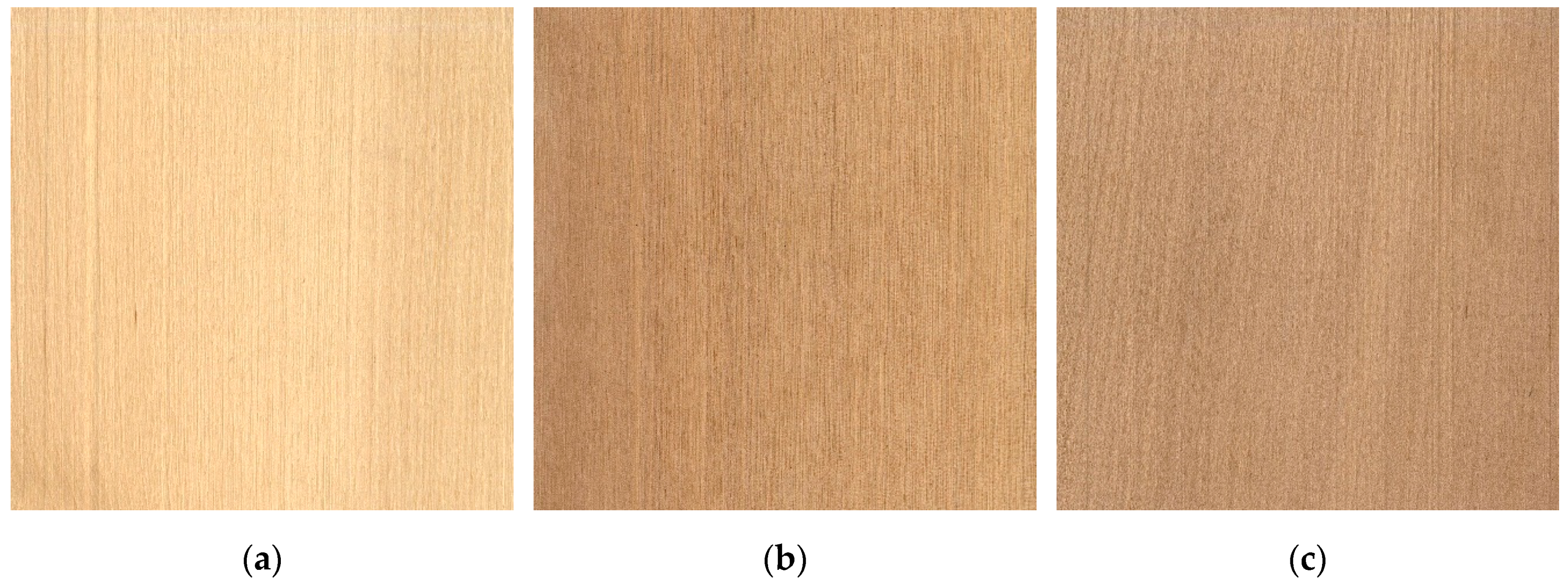
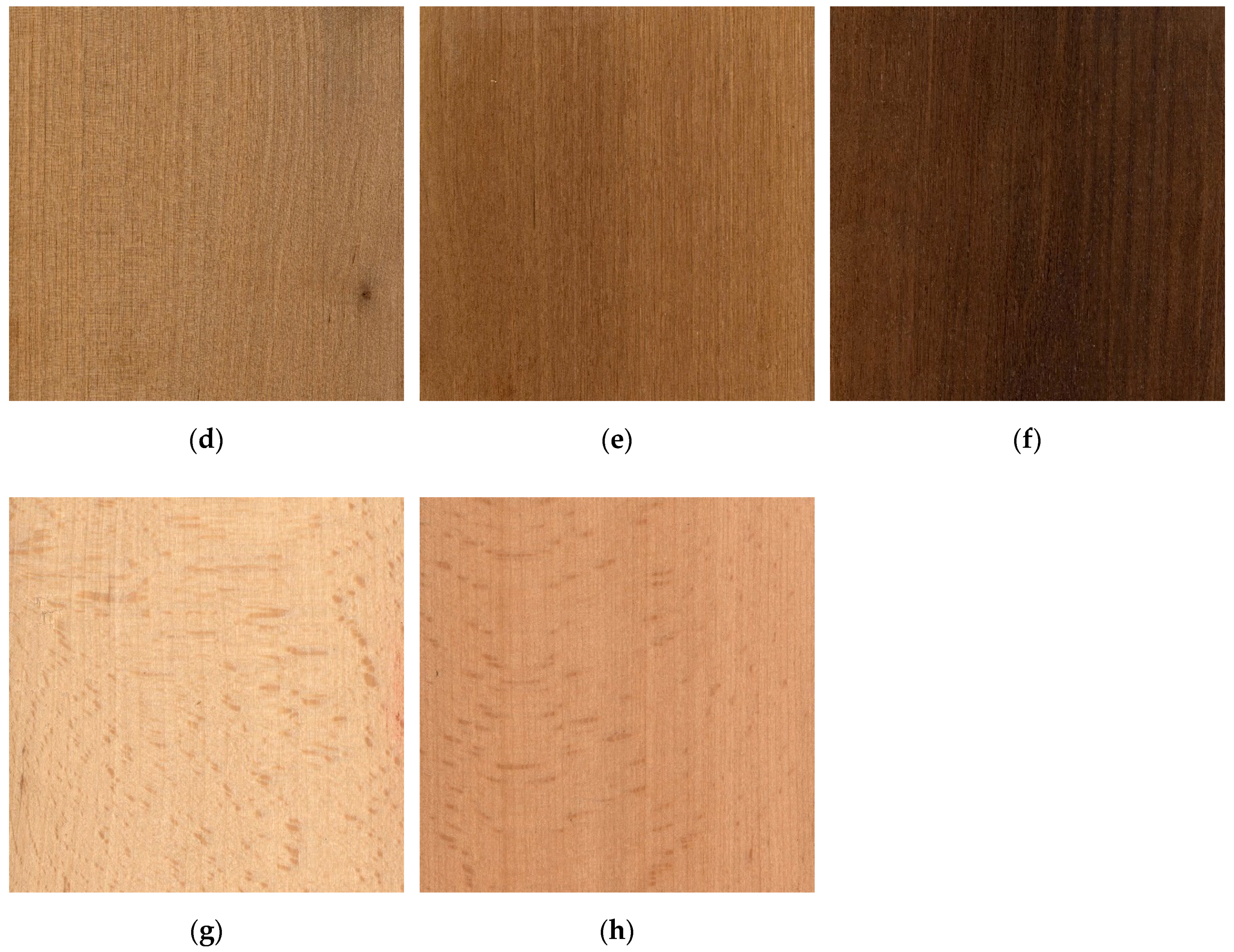
Color measurements were taken of untreated samples and samples with heat treatment at 160 °C, 170 °C, 180 °C, 190 °C and 200 °C, as well as of native and steamed beech samples, in order to select a suitable birch treatment temperature for the purpose of esthetical appearance (see
Table 2 and
Figure 6). On the basis of the obtained results and previous research [
31], the temperature ranges of 170 °C and 190 °C were selected for the main treatment and subsequent evaluation.
Table 3 contains a summary of the basic statistical characteristics of all of the tested properties of heat-treated birch wood compared to the native wood, regardless of which stand and stem they came from. Subsequently, the obtained data were subjected to factor analysis (see
Figure 7,
Figure 8 and
Figure 9) and multiple comparisons (see Duncan´s tests,
Table A1,
Table A2,
Table A3,
Table A4,
Table A5,
Table A6,
Table A7 and
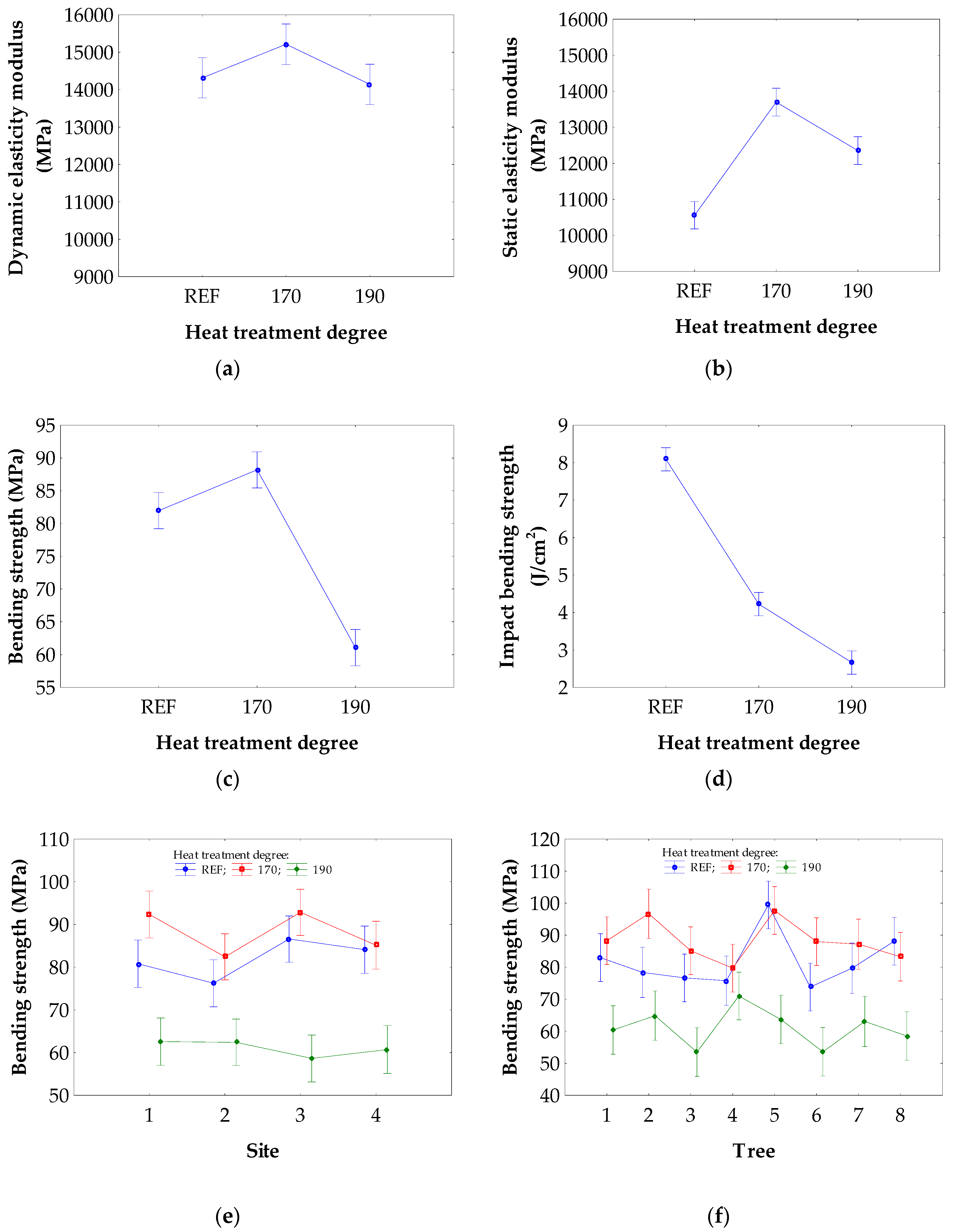
Table A8). A more detailed analysis is included at the end of this chapter, notably a drastic decrease in impact bending strength even at a lower temperature treatment (170 °C), in the case of bending strength at the higher temperature (190 °C), and the almost insignificant influence of heat treatment on the dynamic modulus of elasticity and compressive strength values.
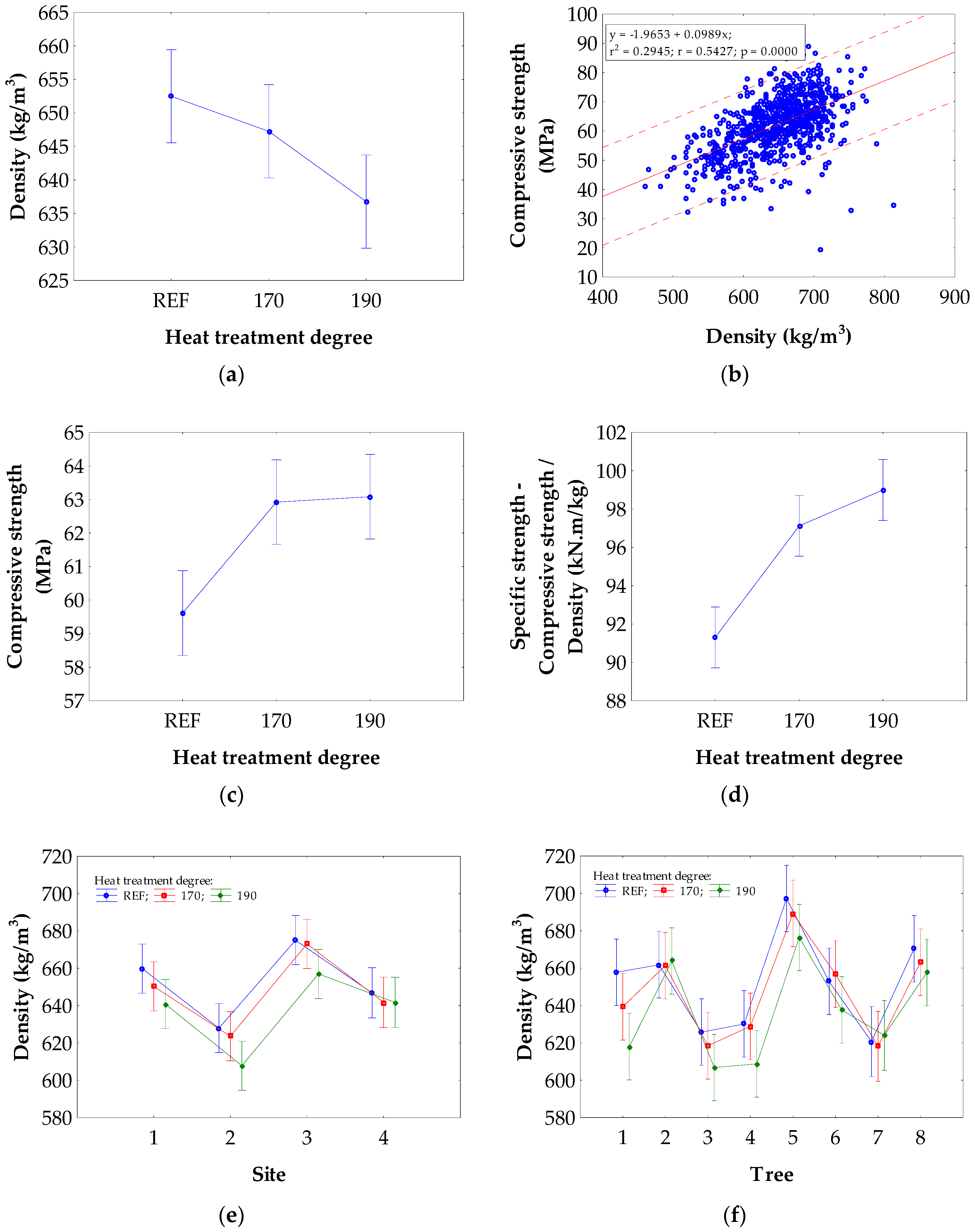
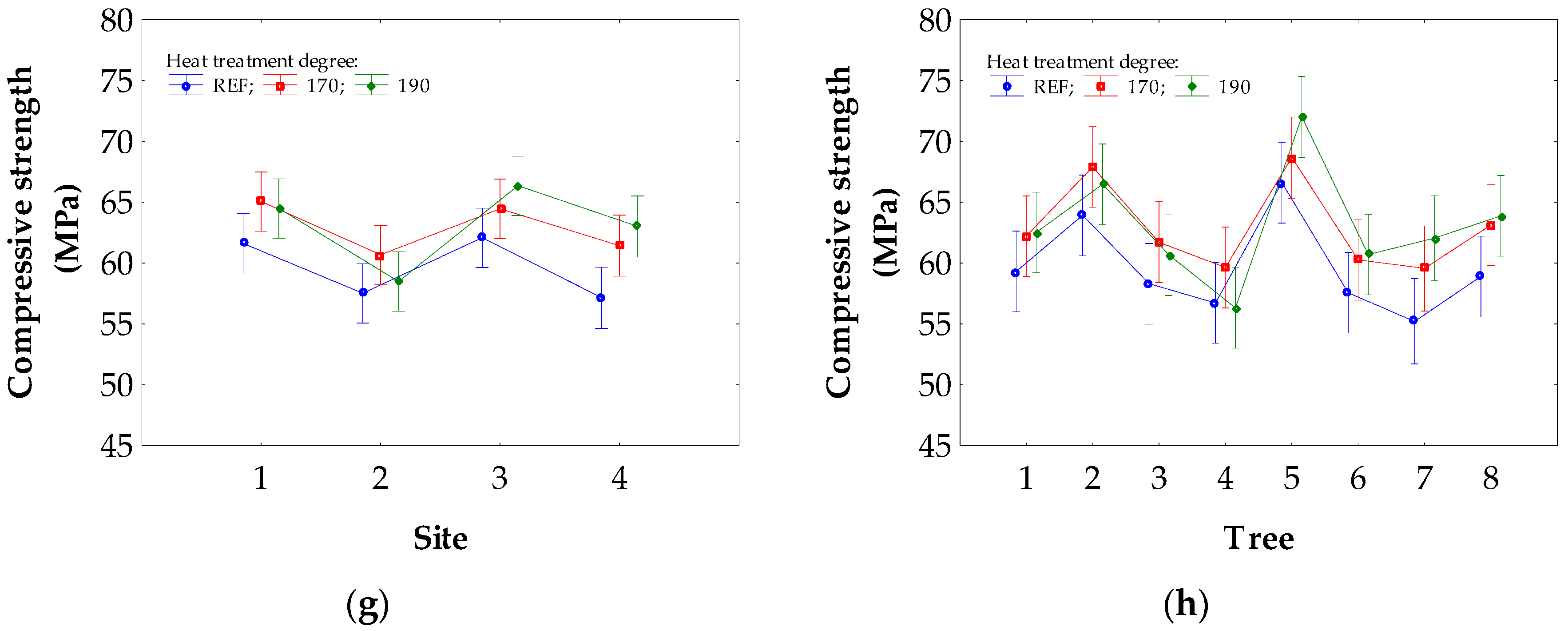
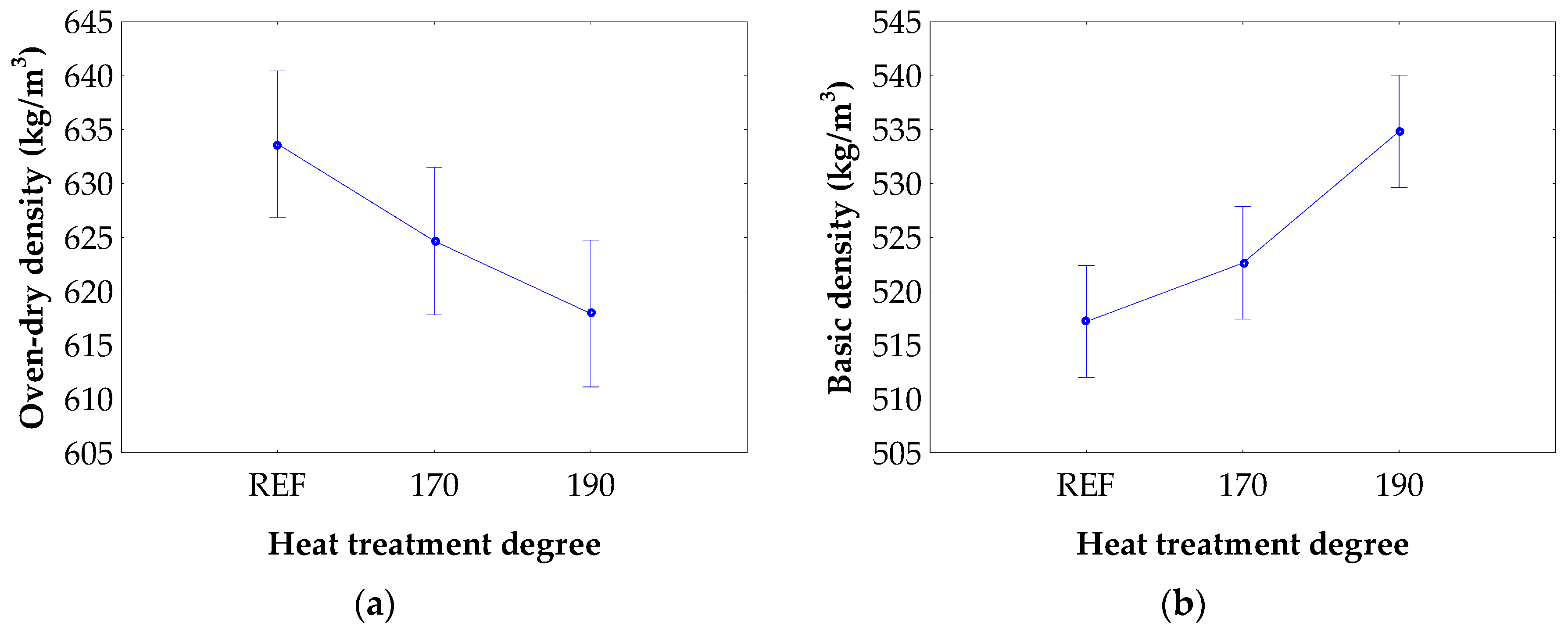
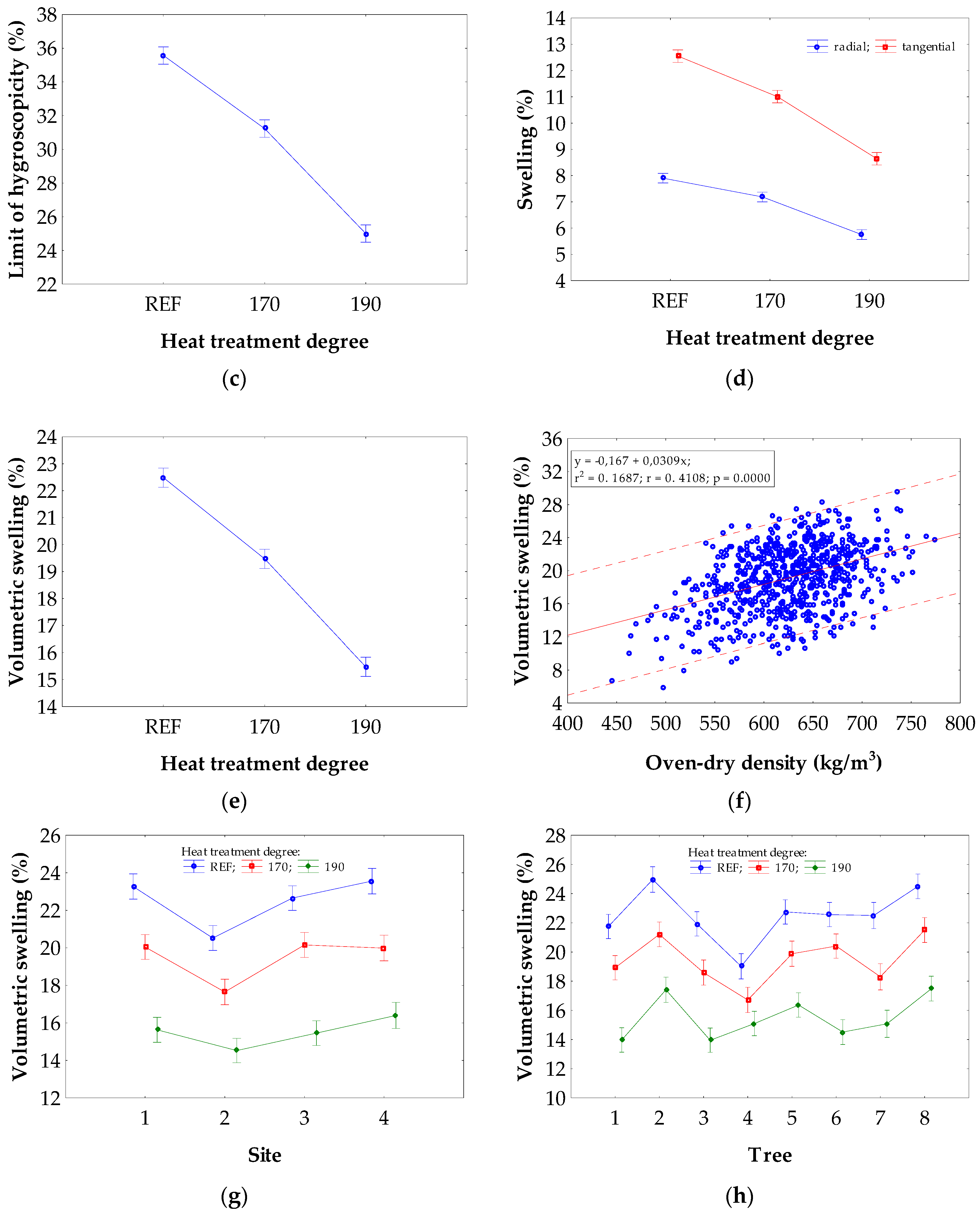
The paper includes the results of a single-factor analysis of
Figure 7a,c,d,
Figure 8a–e,
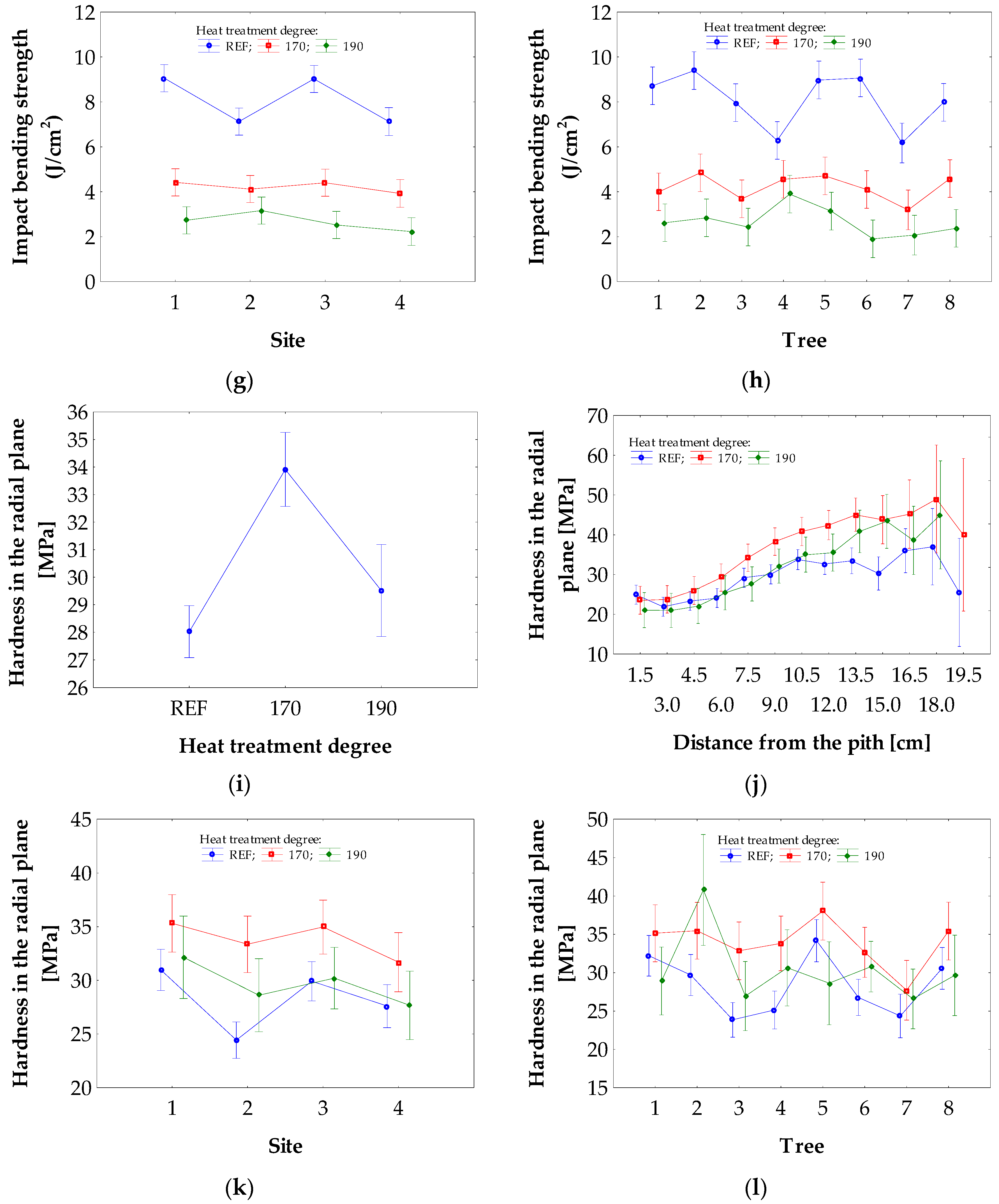
Figure 9a–d,i and
Figure 10 (impact of heat treatment), and a two-factor analysis of
Figure 7e–h,
Figure 8g,h,
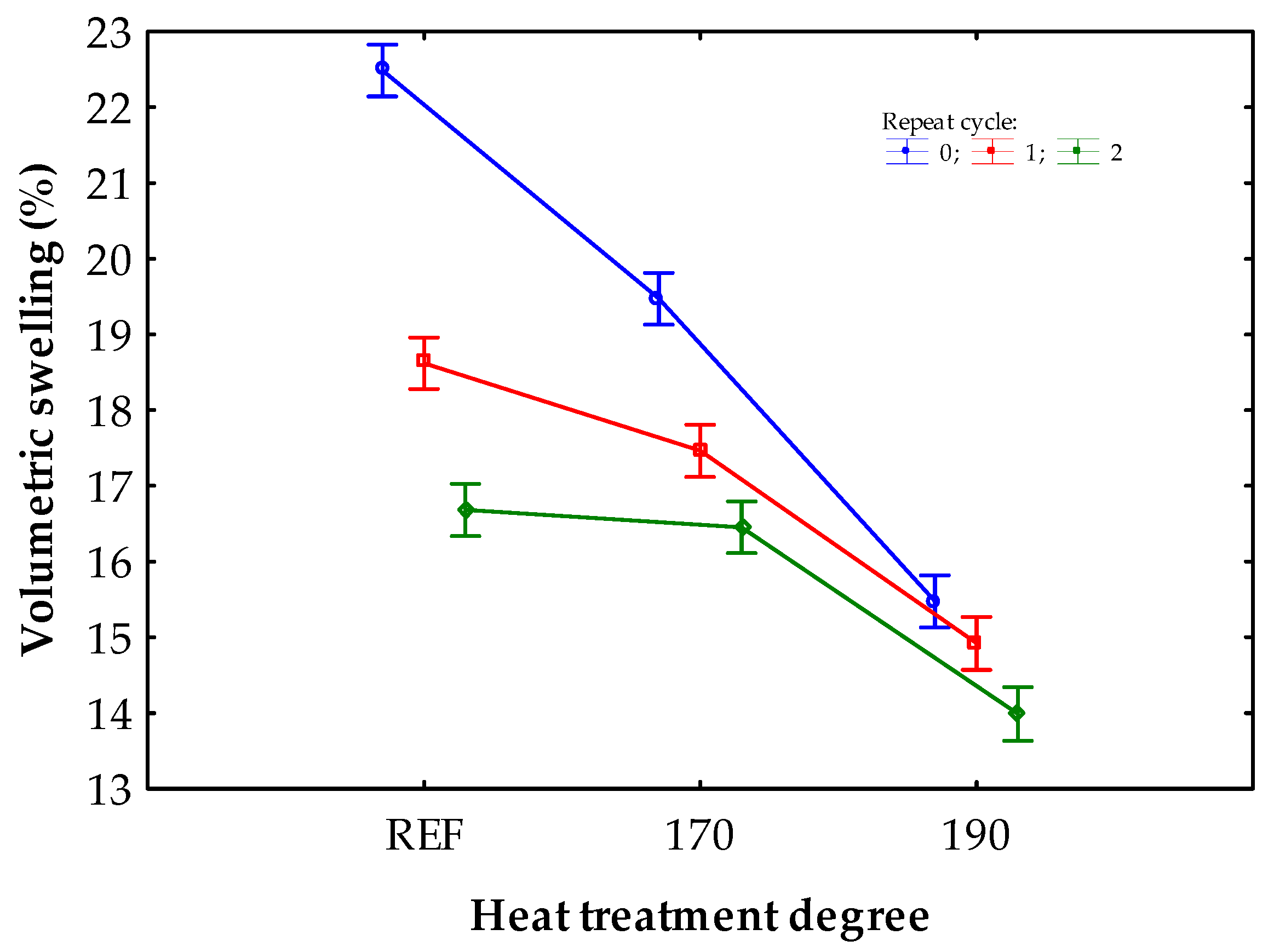
Figure 9e–h,j–l and
Figure 11 (impact of heat treatment and stand, or stem or cycles of repeated swelling and shrinkage), while the connecting line in the graphs between individual stands (sites) or stems are here only for better clarity and trend analysis (in fact, they should not be joined). At the same time, the existing known correlations between the static and dynamic modulus of elasticity and compressive strength on density (
Figure 7b) and swelling on density (
Figure 8f) were confirmed, in regards to the dependence of all of the samples (i.e., reference and thermally modified) [
62]. It was also shown that elastic properties responded to heat treatment more positively than strength properties; see
Figure 9b,c, which exhibited 22% increase in static bending strength at 170 °C, and up to 43% at 190 °C in favor of elasticity. It was also shown that dynamic stress (
Figure 9d) was much harder on the heat-treated wood than static stress (
Figure 9c) because of the higher brittleness—although the hardness, at least on the surface layers, was relatively higher (see
Figure 9i,j). At 170 °C, this difference was approximately 56% and at 190 °C approximately 41%, to the detriment of dynamics.
Most important of all, and the main objective of this paper, was verification that the properties of wood prior to treatment have an affect on its condition after heat treatment. Their variability, irrespective of any particular stand or stem, was 10–30%, depending on the property and the treatment level. As predicted, it was shown that the characteristic values and variability of the [
24] birch wood properties from 4 stands or 8 stems were manifested on heat-treated wood. The exception was static bending strength (
Figure 9e), where at a higher temperature (190 °C) the quality of the input wood was not as significant. This was shown even more markedly in regards to impact bending strength (
Figure 9g), which manifested itself at a lower temperature (170 °C). Impact bending strength was also negatively affected by the heat treatment most significantly at 170 °C by about 48%, and at 190 °C with a decrease of up to about 67% and a drop of about 26% for MOR (see
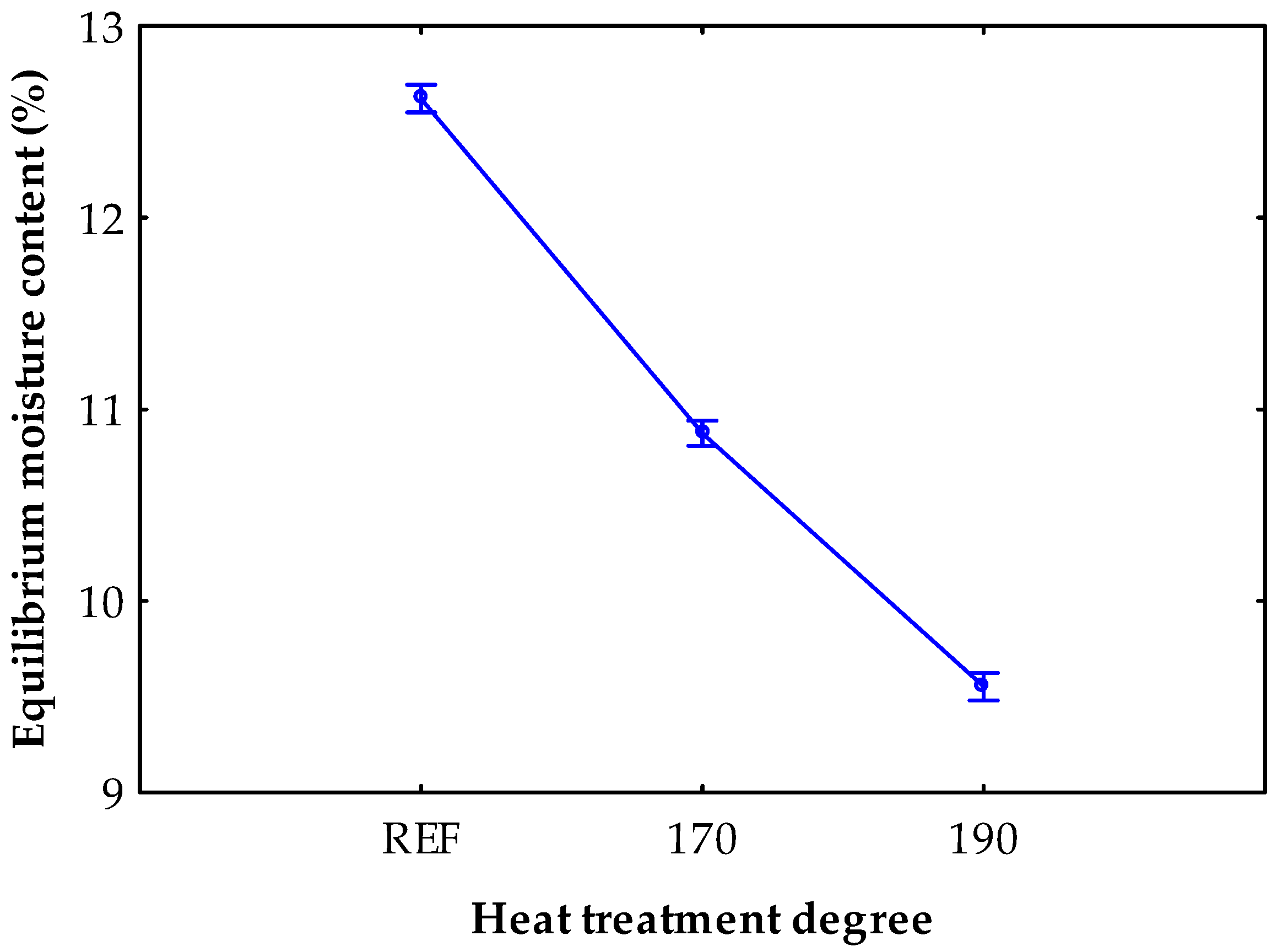
Table 4). Conversely, the most positive affects were an increase in the modulus of elasticity and hardness at 170 °C by about 30% and 21%, respectively, and a decrease in swelling at 190 °C by about 31%, which was associated with an adequate decrease in the fiber saturation point (see
Table 4). The higher shape stability of the heat-treated wood was obviously proven, and the wood was even found to be more resilient to repeated “swelling–shrinkage” cycles, which showed some instability in the native wood compared to the ThermoWood (see
Figure 11).
In regards to the resulting birch wood properties from individual stands (sites), the research proved that acidic soil at lower altitudes is the best, but this requires more extensive research. This conclusion is quite logical, since birch wood from fertile soils should have bigger growths and hence larger volumes, but also a somewhat lower density. The values of other properties relate to this, such as the tree number 3. In any case, the priority of this research was mainly to demonstrate the influence of the input material quality with respect to selected treatment levels and the resulting relevant properties.
Regarding the effect of heat treatment on the properties of wood, it was essential that the selected degrees for final treatment caused changes in properties that were relatively on the desired level. The general trend corresponded with the results specified for the example in the handbook from the International ThermoWood Association [
37] and others [
32,
38]. However, it is necessary to realize that hardwoods contain a higher proportion of “fill-type” hemicelluloses (i.e., xylans) [
63], and thus are more susceptible to higher treatment temperatures in terms of mechanical properties. The temperature of 170 °C and in particular 190 °C were both acceptable in terms of color and other properties, except for the ability of the treated wood to withstand the dynamic load. This must be taken into consideration, and the wood should not be exposed to this type of load.
Overall, there is a possibility that, after appropriate heat treatment, birch could replace beech for certain specific purposes, particularly in the furniture industry. One of the options is the application of heat-treated veneers, which are also ideal finalization in terms of the economy, and this is likely the most appropriate direction for research in this area. Based on preliminary research, it has been shown that the color potential of heat-treated birch wood veneers is very interesting, and it is important to choose a time limit for the peak stage of a particular treatment step (see
Figure 12). Heat treatment produces a uniform color change in wood into warm brown tones across the entire cross-section, and also creates the appearance of exotic wood. As a benchmark, the most suitable properties other than color will be roughness and in particular hardness. These will be important variables for assessing the surface quality of furniture components.
4. Conclusions
It has been proven that the properties of wood prior to treatment have an effect on its condition after heat treatment. The exception was static bending strength, where at a higher temperature (190 °C) the quality of the input wood became less significant, a fact that was even more significant in impact bending strength at an even lower temperature (170 °C). The tested properties demonstrated that sites also play an important role in the properties of wood, and the best results were obtained from acidic soil at lower altitudes.
Impact bending strength proved to be most negatively affected by the heat treatment, about 48% at 170 °C and up to 67% at 190 °C. The most positive effect was the increase in modulus of elasticity and hardness by about 30% and 21% at 170 °C, respectively, with a decrease in swelling at 190 °C by about 31%.
Overall, it can be stated that the higher dimensional stability of heat-treated wood was “redeemed” by degraded strength properties, in particular under dynamic stress. This effect was enhanced with increasing treatment temperatures. Overall, due to both color and other properties, there is the potential for birch to replace beech and other woods for certain specific purposes, in particular in the furniture industry in the form of heat-treated veneers.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
























