

Dynamic Events in the Flexible Job-Shop Scheduling Problem: Rescheduling with a Hybrid Metaheuristic Algorithm

Abstract
:1. Introduction
2. Literature Review
3. Problem Formulation
3.1. Single-Purpose Machine Dataset
3.2. Multi-Purpose Machine Dataset
3.3. Assumptions for Static Scheduling
- Every machine in the system is available for the scheduling operation at time zero.∀i∈m, Ami = 0
- Every job within the system can be started at the initial time point, which is time zero, as mentioned in equation [34].Cik = Tik(i,k) ∈ O and k = 1
- A machine can perform one operation at a time and is not capable of performing many operations at once. The scheduling process needs to ensure that operations assigned to a particular machine do not overlap in time.∀i∈m, pi = 1
- An operation on a machine cannot be stopped or interrupted once it has started and must continue until finished.
- Due dates and release times are unspecified.
- Job setup time and transportation time are ignored.
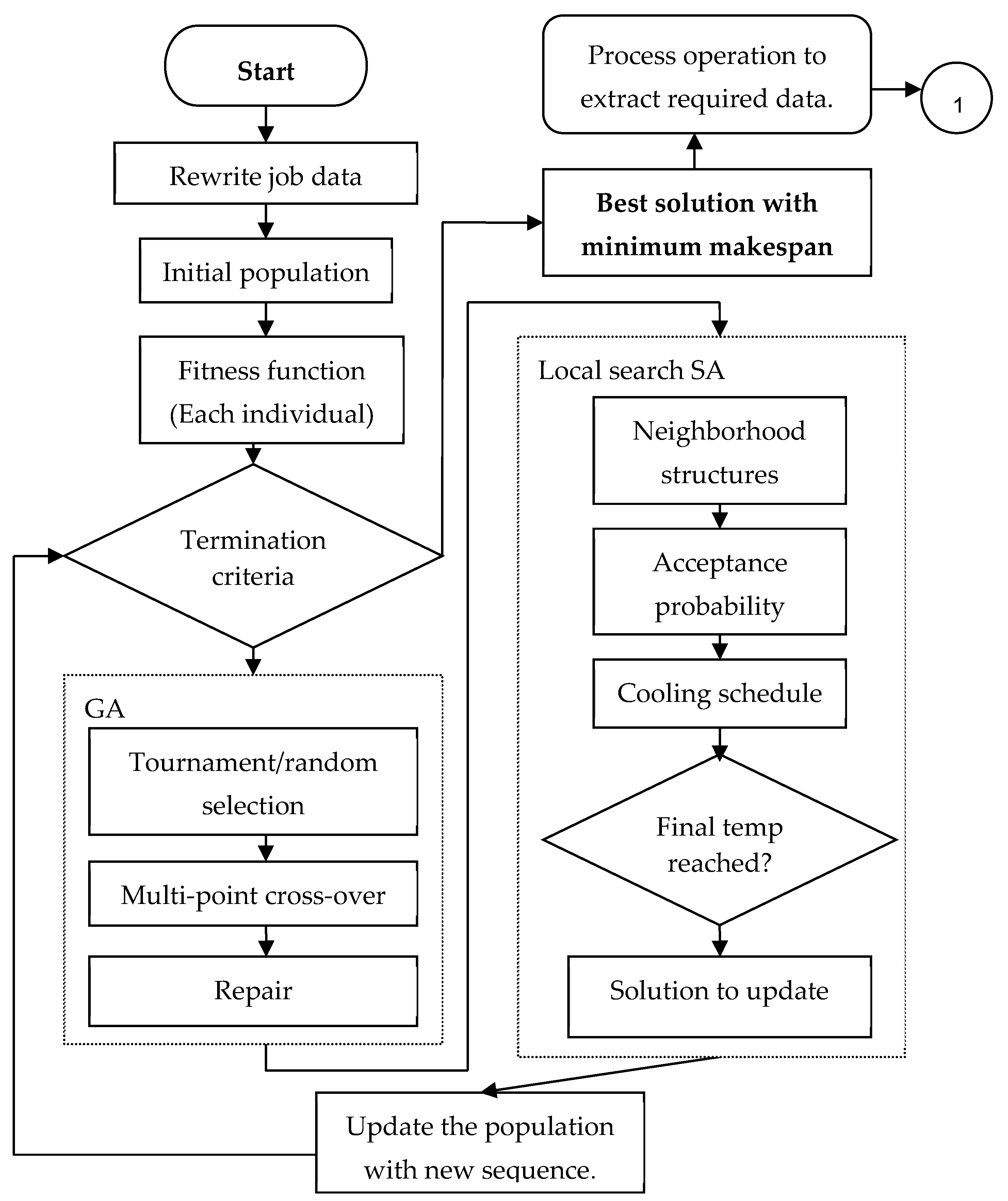
4. Proposed Hybrid GASAVNS Algorithm
4.1. Encoding and Decoding
4.2. Initial Population
4.3. Selection
4.4. Cross-Over
4.5. Repair
4.6. Local Search
- Set the initial parameters: In this proposed method, the initial values set for the parameters of SA are an initial temperature of 50.0, a cooling rate of 0.90, and a final temperature of 10.
- Neighborhood structures: For neighborhood structures, we use the VNS. The idea behind VNS is to use two or more neighborhood structures and systematically mutate them in a neighborhood within a local search [39]. In each iteration of the local search, one neighborhood structure is chosen at random and applied to the cross-over output sequence (offspring).
- Swap neighborhood: Two positions are randomly selected from the sequence, and their positions are swapped.
- Insert neighborhood: Two elements are chosen at random and the latter element is placed in front of the earlier element.
- Inverse neighborhood: The elements are rearranged between the two randomly chosen positions in reverse order.
- Four positions are randomly selected from the sequence and their positions shuffled (rearrangement).
- Adjacent neighborhood: A position is randomly selected and switched to its adjacent position.
- Inverse neighborhood: Two positions are chosen from the sequence randomly, and then, the element order between those two positions is reversed.
- 3.
- Acceptance criteria and update: first, we find the delta makespan, i.e., the difference between the neighborhood makespan and the current makespan. Acceptance probability functions are crucial for accepting and rejecting new solutions based on the makespan difference and current temperature. If the new solution is better, i.e., the makespan is less than the current makespan, it is accepted; otherwise, it is rejected.
- 4.
- Cooling schedule: This uses an exponential cooling scheme. The temperature steadily and gradually drops with the cooling rate (temperature*cooling rate).
- 5.
- Final temperature: The final temperature is a stopping condition. When the current temperature is equal to the final temperature, the local search loop stops, and we obtain the new solution. After obtaining the new solution, we update the population and control go to the HA next iteration.
4.7. Termination Criteria
5. Proposed Rescheduling Methods
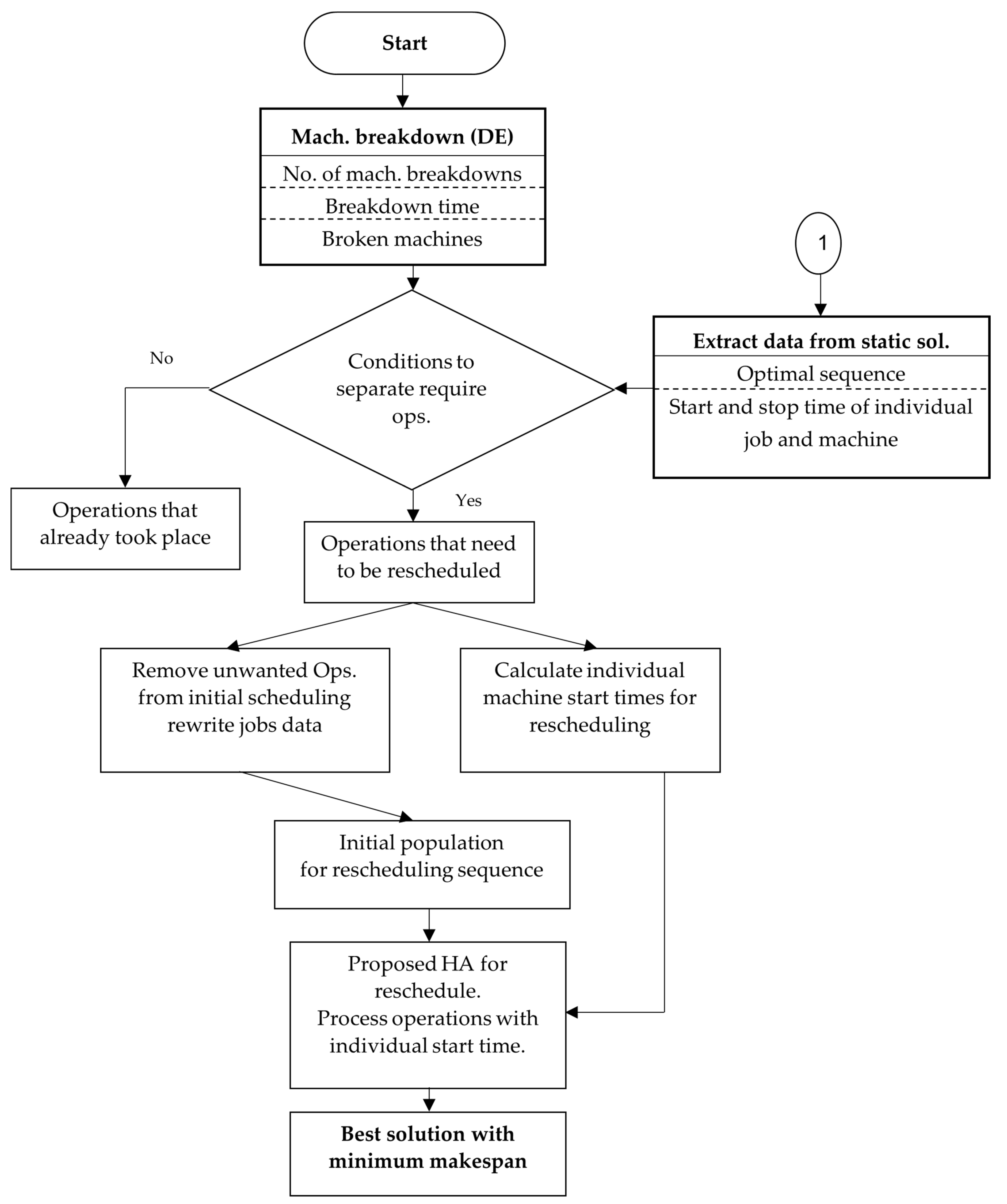
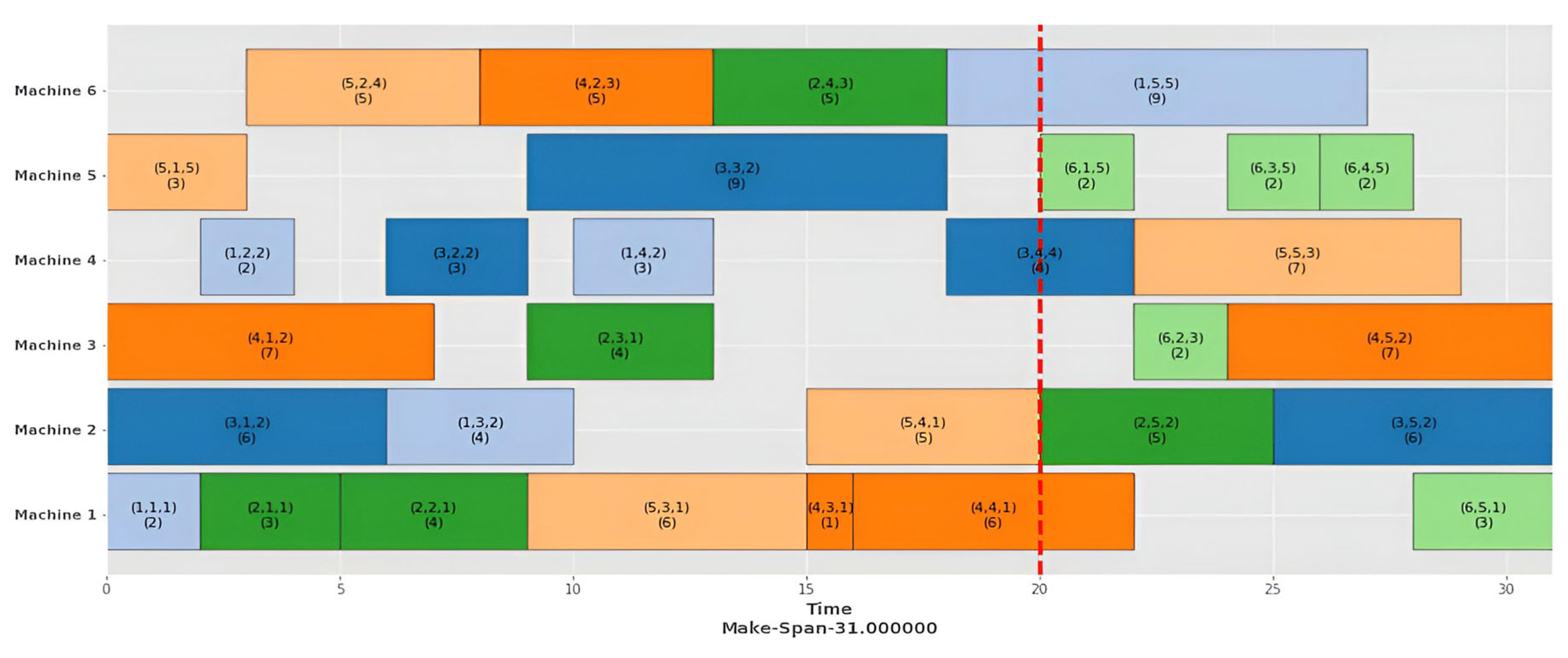
5.1. Rescheduling for Machine Breakdown (Dynamic Event)
- Operations that end before breakdown time (i.e., stop time of operation < breakdown time) will not be involved in the rescheduling strategy.
- Operations that end after breakdown time (i.e., stop time operation > breakdown time) will be involved in the rescheduling strategy.
- Operations that had already started (i.e., start time of operation > breakdown time) will not be involved in the rescheduling strategy.
- Operations that started after the breakdown time (i.e., start time operation > breakdown time) will be involved in the rescheduling strategy.
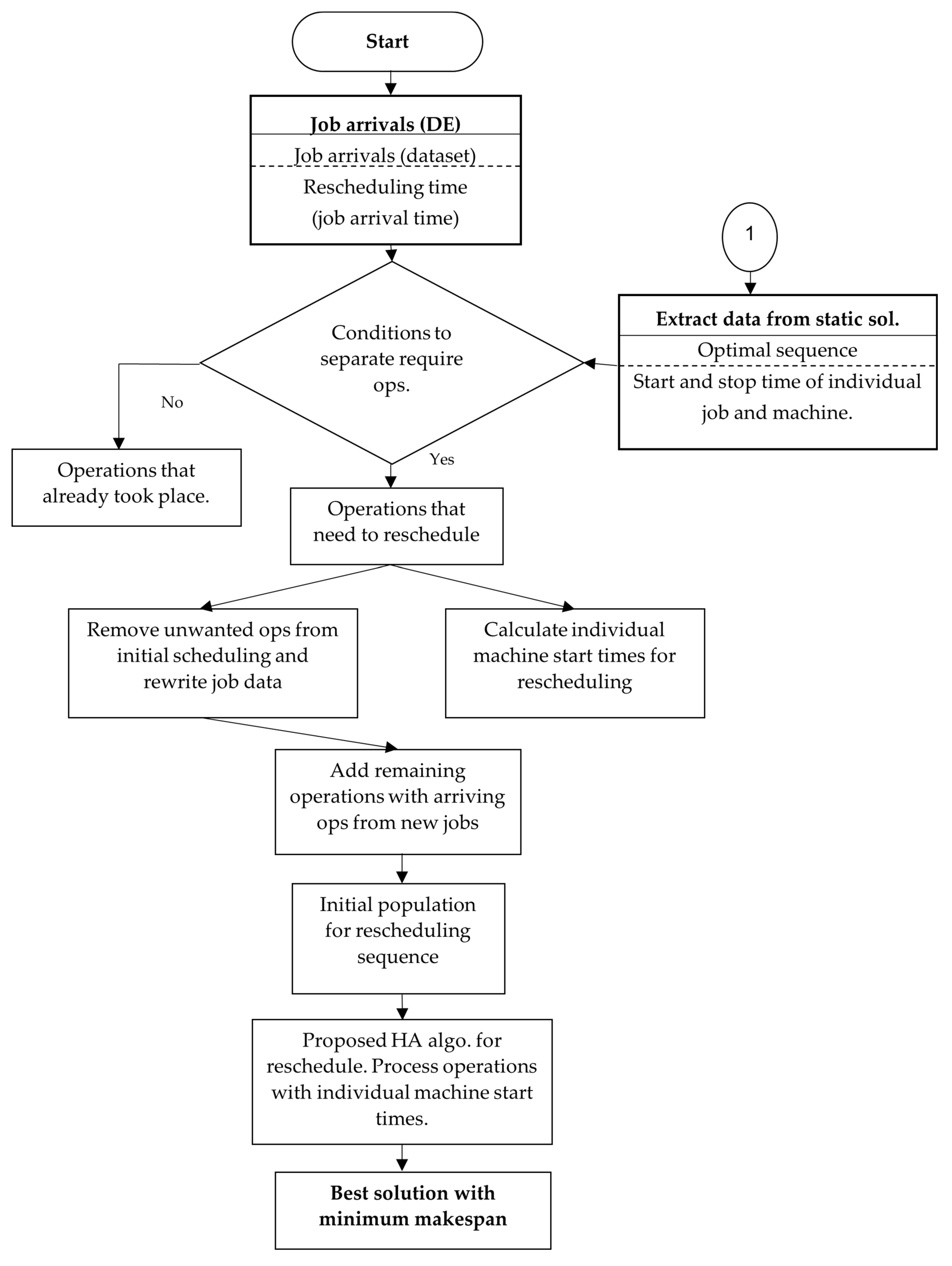
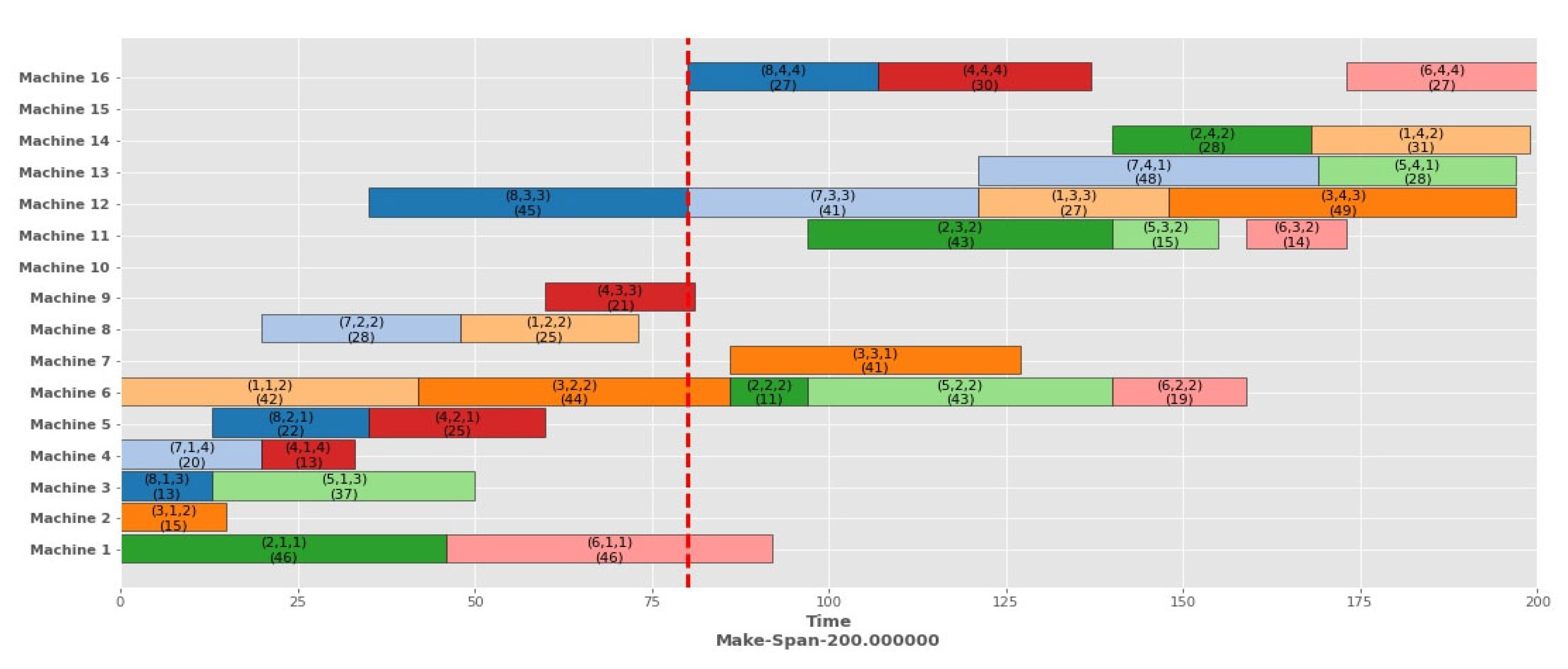
5.2. Rescheduling for Job Arrival (Dynamic Event)
- Operations that already started before the rescheduling time (i.e., the start time of operation < rescheduling time) will not be involved in the rescheduling strategy.
- Operations that did not start before the rescheduling time (i.e., the start time of operation > rescheduling or breakdown time) will be involved in the rescheduling strategy.
6. Results and Discussion
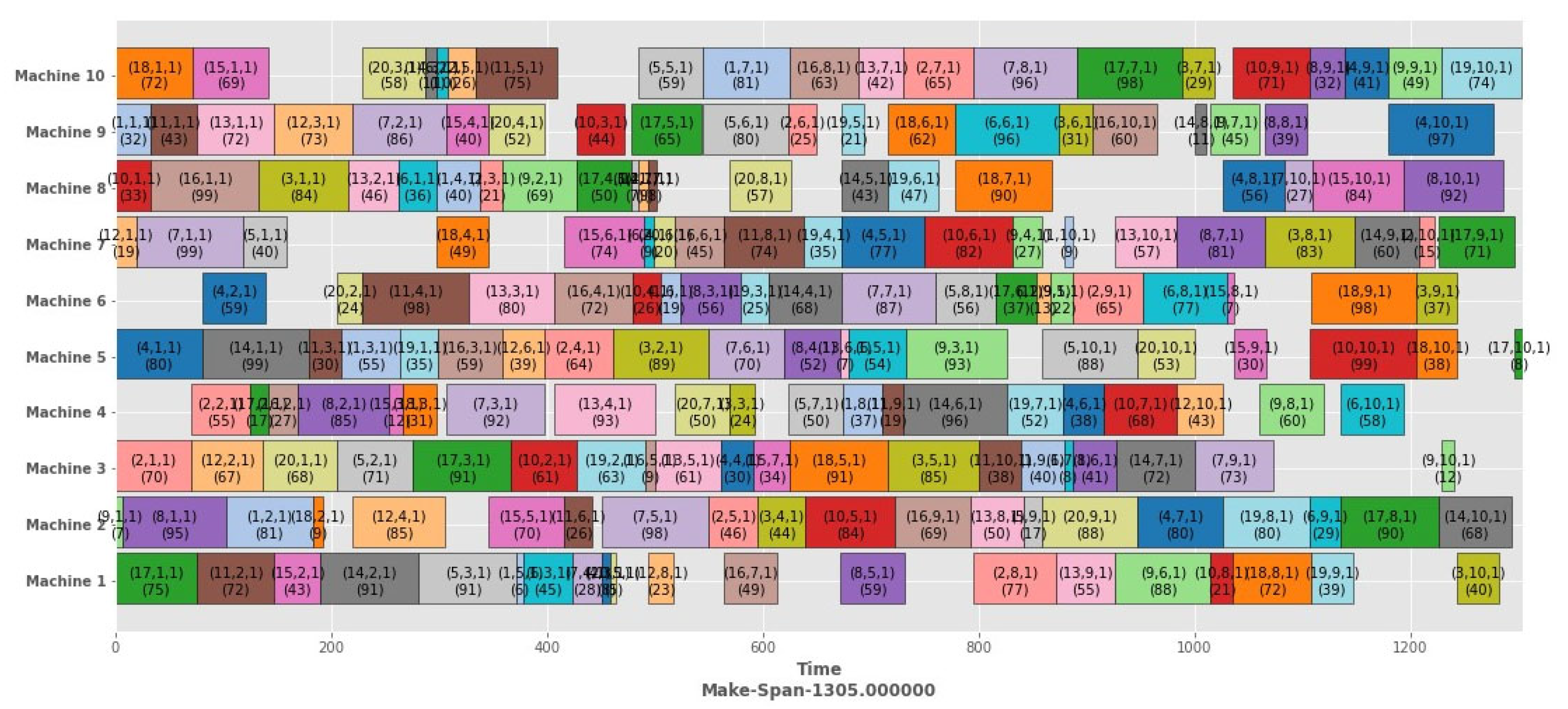
6.1. Static Scheduling Experiment Results
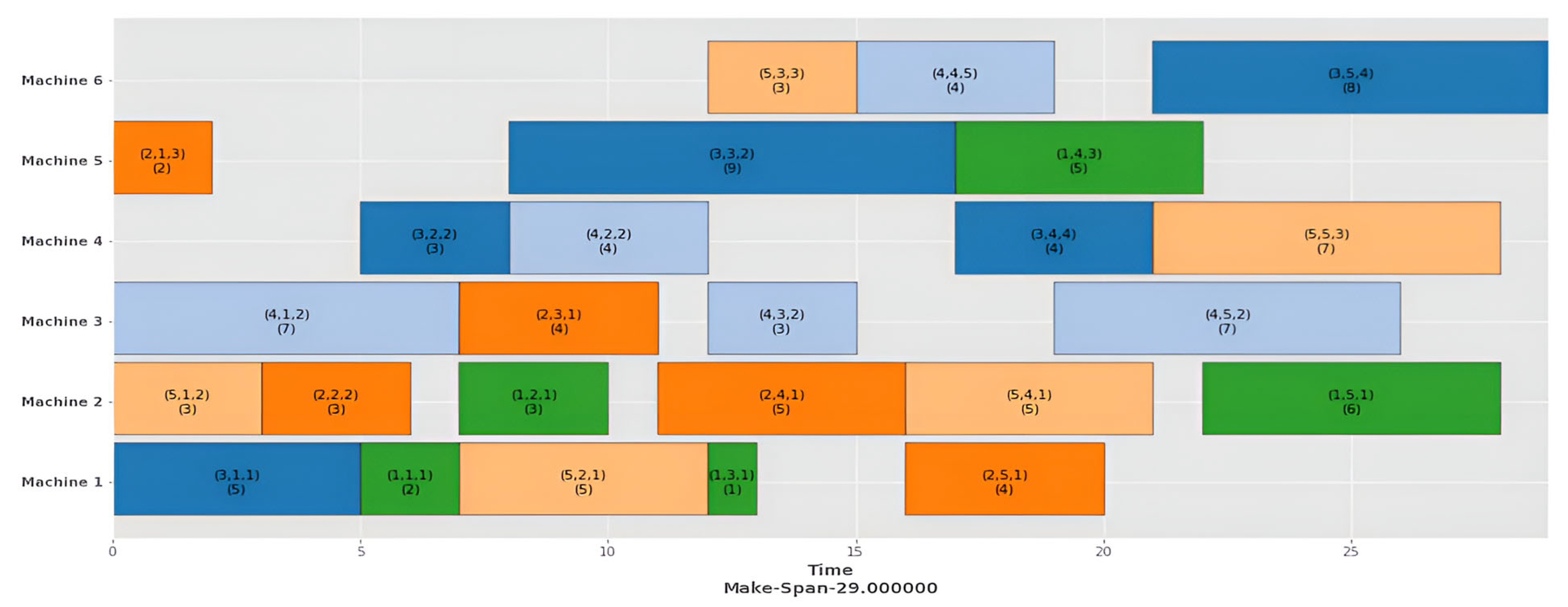
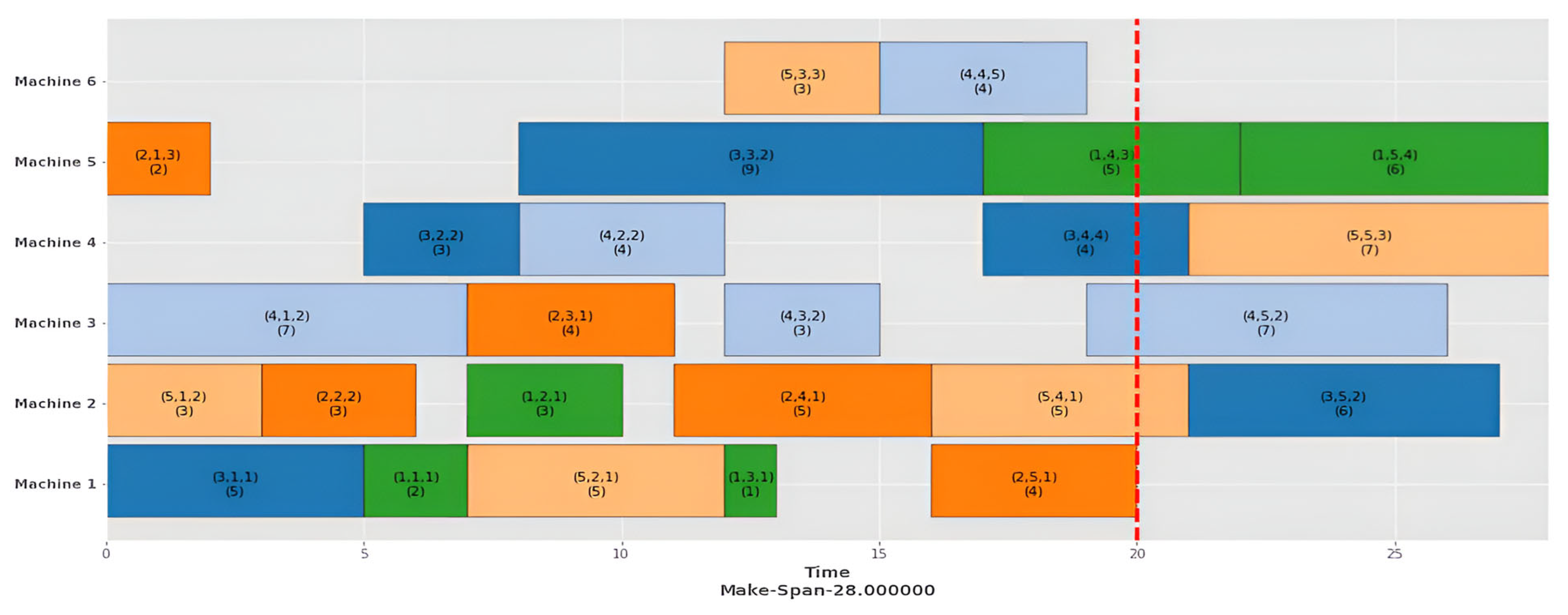
6.2. Machine Breakdown (Dynamic Event)
6.3. Urgent Job Arrival
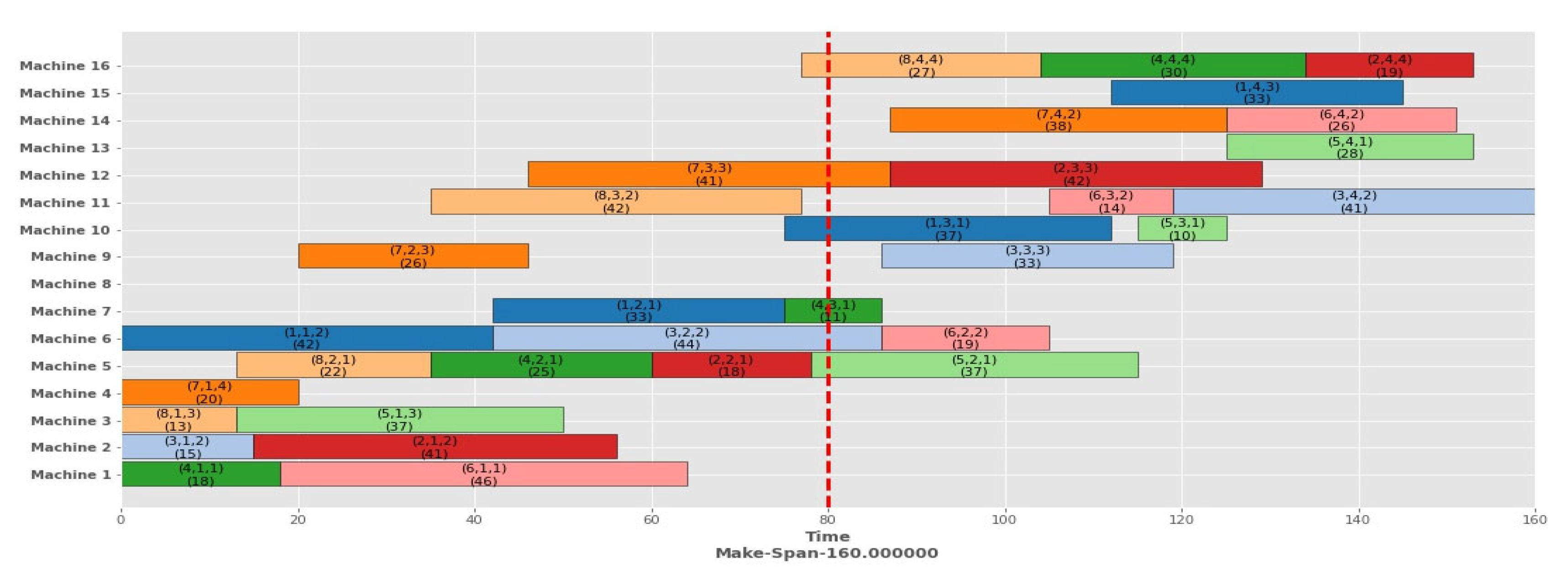
6.4. Multiple Machine Breakdowns
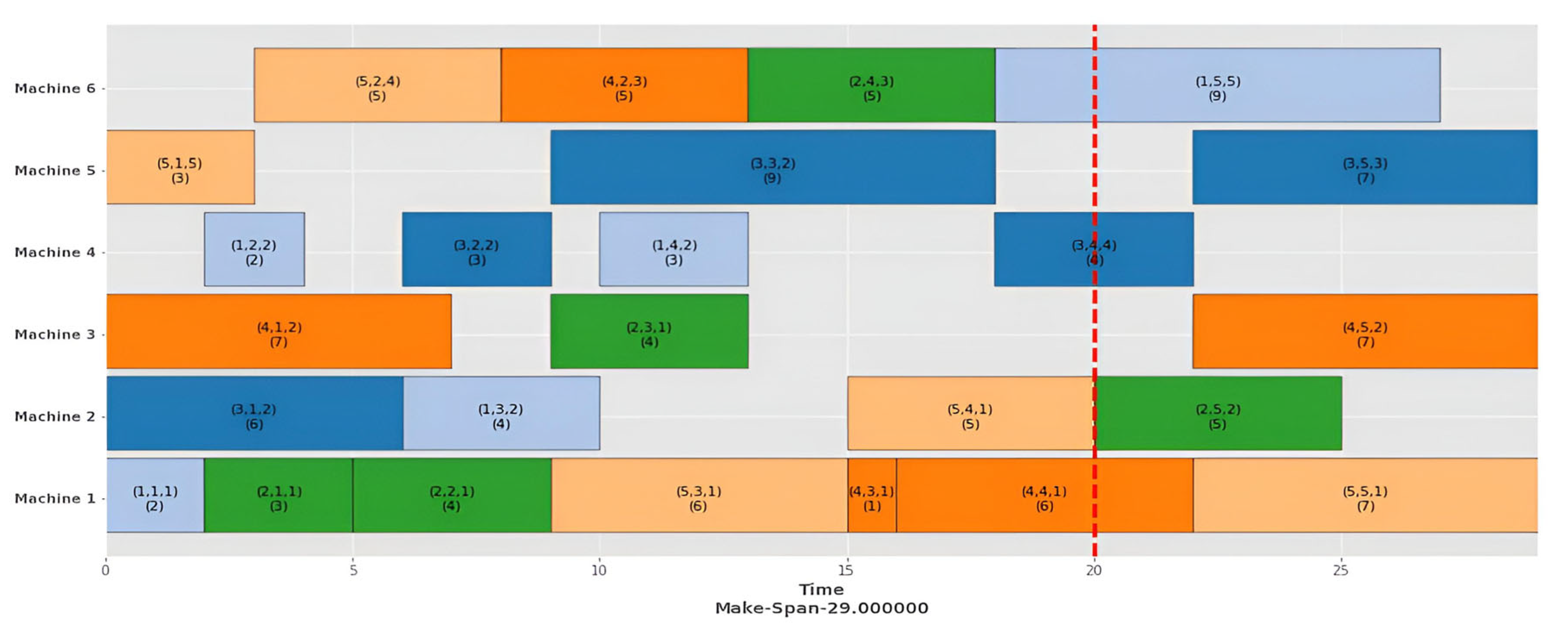
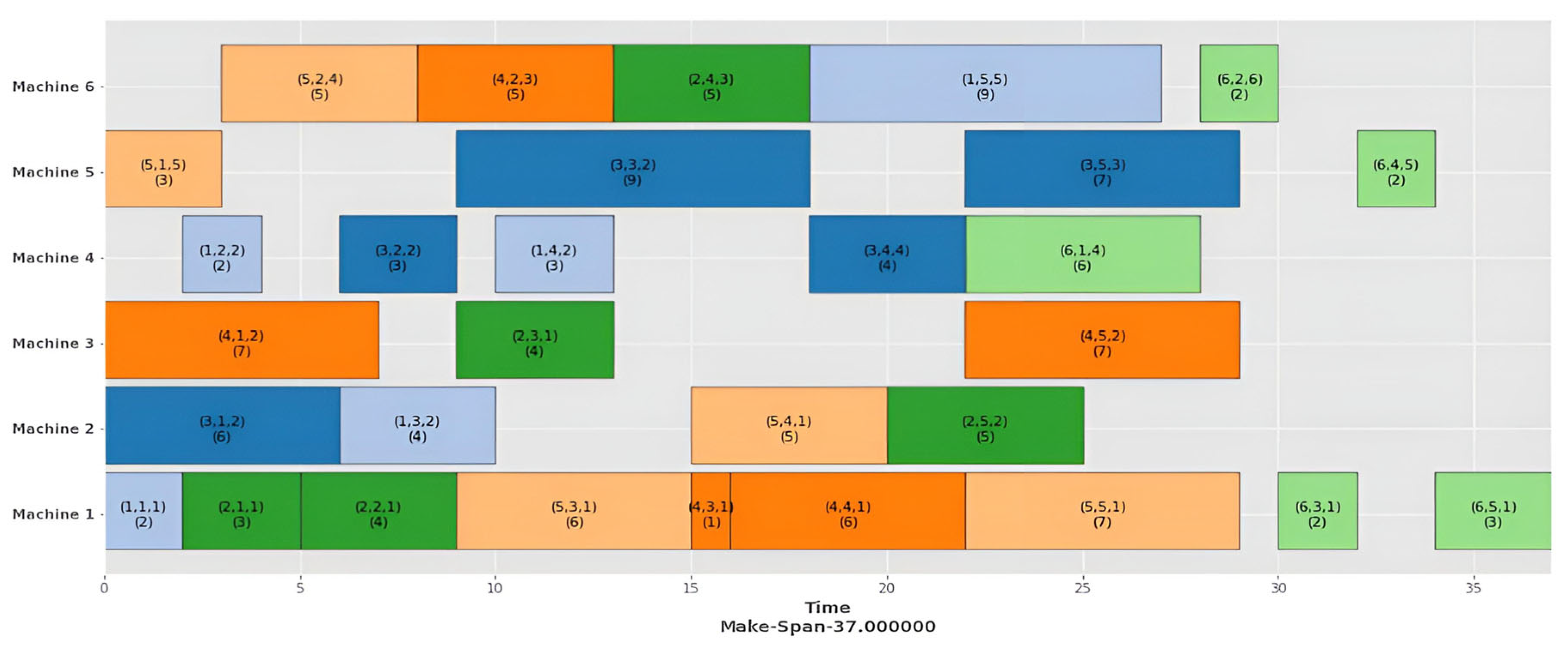
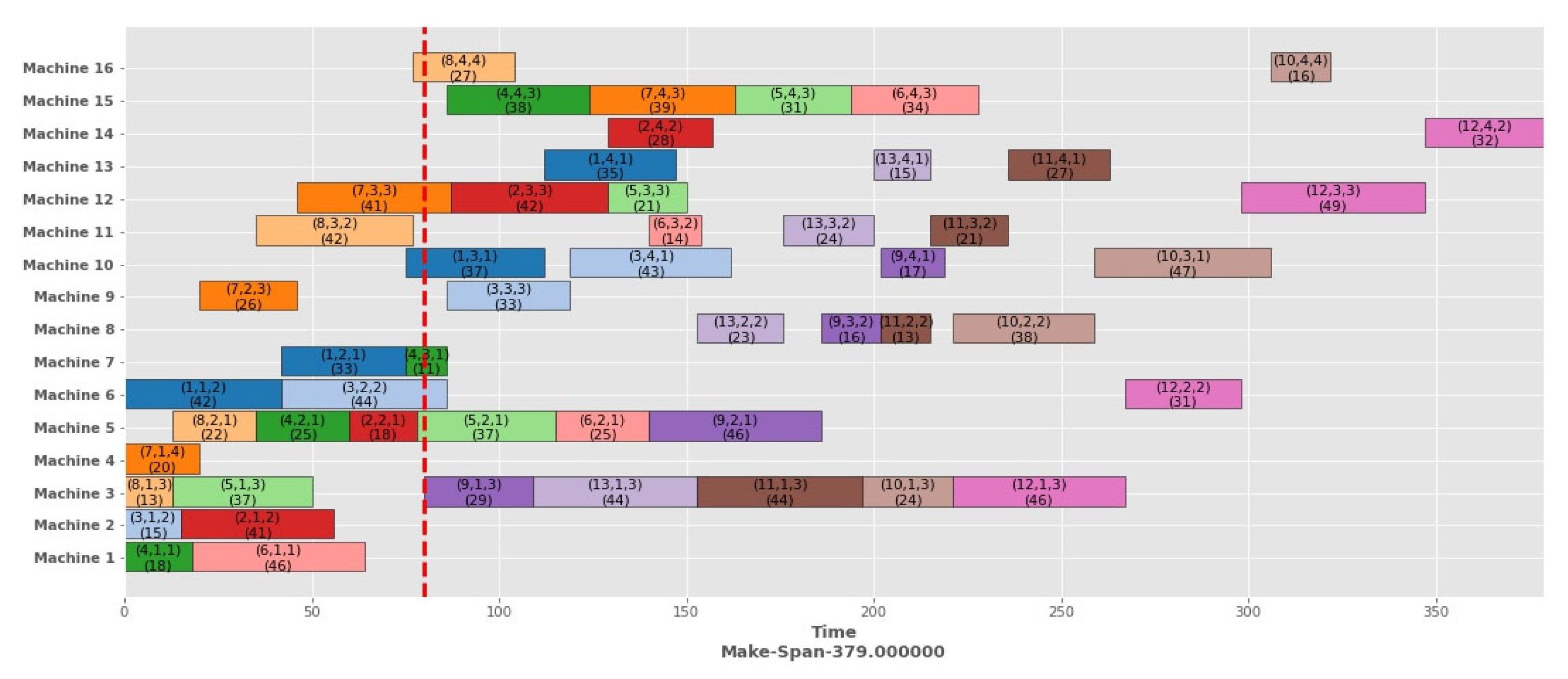
6.5. Multiple Job Arrivals
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Amjad, M.K.; Butt, S.I.; Kousar, R.; Ahmad, R.; Agha, M.H.; Faping, Z.; Anjum, N.; Asgher, U. Recent Research Trends in Genetic Algorithm Based Flexible Job Shop Scheduling Problems. Math. Probl. Eng. 2018, 2018, 9270802. [Google Scholar] [CrossRef]
- Shen, X.N.; Yao, X. Mathematical Modeling and Multi-Objective Evolutionary Algorithms Applied to Dynamic Flexible Job Shop Scheduling Problems. Inf. Sci. 2015, 298, 198–224. [Google Scholar] [CrossRef]
- Garey, M.R.; Johnson, D.D.; Sethi, R. The Complexity of Flowshop and Jobshop Scheduling. Your Use of the JSTOR Archive Indicat. Math. Oper. Res. 1976, 1, 117–129. Available online: https://www.jstor.org/stable/3689278 (accessed on 28 March 2016). [CrossRef]
- Mohan, J.; Lanka, K.; Rao, A.N. A Review of Dynamic Job Shop Scheduling Techniques. Procedia Manuf. 2019, 30, 34–39. [Google Scholar] [CrossRef]
- Al-Hinai, N.; Elmekkawy, T.Y. Robust and Stable Flexible Job Shop Scheduling with Random Machine Breakdowns Using a Hybrid Genetic Algorithm. Int. J. Prod. Econ. 2011, 132, 279–291. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, J.; Si, J. Dynamic Job Shop Scheduling Problem with New Job Arrivals: A Survey; Springer: Singapore, 2020; Volume 586, ISBN 9789813290495. [Google Scholar]
- Rahmani, D.; Ramezanian, R. A Stable Reactive Approach in Dynamic Flexible Flow Shop Scheduling with Unexpected Disruptions: A Case Study. Comput. Ind. Eng. 2016, 98, 360–372. [Google Scholar] [CrossRef]
- Valledor, P.; Gomez, A.; Priore, P.; Puente, J. Solving Multi-Objective Rescheduling Problems in Dynamic Permutation Flow Shop Environments with Disruptions. Int. J. Prod. Res. 2018, 56, 6363–6377. [Google Scholar] [CrossRef]
- Zhang, G.; Gao, L.; Shi, Y. An Effective Genetic Algorithm for the Flexible Job-Shop Scheduling Problem. Expert Syst. Appl. 2011, 38, 3563–3573. [Google Scholar] [CrossRef]
- Luo, X.; Qian, Q.; Fu, Y.F. Improved Genetic Algorithm for Solving Flexible Job Shop Scheduling Problem. Procedia Comput. Sci. 2020, 166, 480–485. [Google Scholar] [CrossRef]
- Wang, L.; Luo, C.; Cai, J. A Variable Interval Rescheduling Strategy for Dynamic Flexible Job Shop Scheduling Problem by Improved Genetic Algorithm. J. Adv. Transp. 2017, 2017, 1527858. [Google Scholar] [CrossRef]
- De Giovanni, L.; Pezzella, F. An Improved Genetic Algorithm for the Distributed and Flexible Job-Shop Scheduling Problem. Eur. J. Oper. Res. 2010, 200, 395–408. [Google Scholar] [CrossRef]
- Lim, K.C.W.; Wong, L.P.; Chin, J.F. Simulated-Annealing-Based Hyper-Heuristic for Flexible Job-Shop Scheduling. Eng. Optim. 2022, 55, 1635–1651. [Google Scholar] [CrossRef]
- Saidi-Mehrabad, M.; Fattahi, P. Flexible Job Shop Scheduling with Tabu Search Algorithms. Int. J. Adv. Manuf. Technol. 2007, 32, 563–570. [Google Scholar] [CrossRef]
- Han, B.A.; Yang, J.J. Research on Adaptive Job Shop Scheduling Problems Based on Dueling Double DQN. IEEE Access 2020, 8, 186474–186495. [Google Scholar] [CrossRef]
- Li, X.; Gao, L. An Effective Hybrid Genetic Algorithm and Tabu Search for Flexible Job Shop Scheduling Problem. Int. J. Prod. Econ. 2016, 174, 93–110. [Google Scholar] [CrossRef]
- Escamilla-Serna, N.J.; Seck-Tuoh-Mora, J.C.; Medina-Marin, J.; Barragan-Vite, I.; Corona-Armenta, J.R. A Hybrid Search Using Genetic Algorithms and Random-Restart Hill-Climbing for Flexible Job Shop Scheduling Instances with High Flexibility. Appl. Sci. 2022, 12, 8050. [Google Scholar] [CrossRef]
- Tang, J.; Zhang, G.; Lin, B.; Zhang, B. A Hybrid Algorithm for Flexible Job-Shop Scheduling Problem. Procedia Eng. 2011, 15, 3678–3683. [Google Scholar] [CrossRef]
- Zhang, L.; Gao, L.; Li, X. A Hybrid Genetic Algorithm and Tabu Search for a Multi-Objective Dynamic Job Shop Scheduling Problem. Int. J. Prod. Res. 2013, 51, 3516–3531. [Google Scholar] [CrossRef]
- Shahgholi Zadeh, M.; Katebi, Y.; Doniavi, A. A Heuristic Model for Dynamic Flexible Job Shop Scheduling Problem Considering Variable Processing Times. Int. J. Prod. Res. 2019, 57, 3020–3035. [Google Scholar] [CrossRef]
- Zhang, C.; Zhou, Y.; Peng, K.; Li, X.; Lian, K.; Zhang, S. Dynamic Flexible Job Shop Scheduling Method Based on Improved Gene Expression Programming. Meas. Control 2021, 54, 1136–1146. [Google Scholar] [CrossRef]
- Fattahi, P.; Fallahi, A. Dynamic Scheduling in Flexible Job Shop Systems by Considering Simultaneously Efficiency and Stability. CIRP J. Manuf. Sci. Technol. 2010, 2, 114–123. [Google Scholar] [CrossRef]
- Kundakci, N.; Kulak, O. Hybrid Genetic Algorithms for Minimizing Makespan in Dynamic Job Shop Scheduling Problem. Comput. Ind. Eng. 2016, 96, 31–51. [Google Scholar] [CrossRef]
- Wei, H.; Li, S.; Jiang, H.; Hu, J.; Hu, J. Hybrid Genetic Simulated Annealing Algorithm for Improved Flow Shop Scheduling with Makespan Criterion. Appl. Sci. 2018, 8, 2621. [Google Scholar] [CrossRef]
- Al-Milli, N.R. Hybrid Genetic Algorithms with Simulating Annealing for University Course Timetabling Problems Publication of Little Lion Scientific R & D, Islamabad Pakistan. J. Theor. Appl. Inf. Technol. 2011, 29, 100–106. [Google Scholar]
- Shady, S.; Kaihara, T.; Fujii, N.; Kokuryo, D. Evolving Dispatching Rules Using Genetic Programming for Multi-Objective Dynamic Job Shop Scheduling with Machine Breakdowns. Procedia CIRP 2021, 104, 411–416. [Google Scholar] [CrossRef]
- Pocol, C.B.; Stanca, L.; Dabija, D.C.; Câmpian, V.; Mișcoiu, S.; Pop, I.D. A QCA Analysis of Knowledge Co-Creation Based on University–Industry Relationships. Mathematics 2023, 11, 388. [Google Scholar] [CrossRef]
- Pelau, C.; Dabija, D.C.; Ene, I. What Makes an AI Device Human-like? The Role of Interaction Quality, Empathy and Perceived Psychological Anthropomorphic Characteristics in the Acceptance of Artificial Intelligence in the Service Industry. Comput. Human Behav. 2021, 122, 106855. [Google Scholar] [CrossRef]
- Gholizadeh, H.; Fazlollahtabar, H.; Fathollahi-Fard, A.M.; Dulebenets, M.A. Preventive Maintenance for the Flexible Flowshop Scheduling under Uncertainty: A Waste-to-Energy System. Environ. Sci. Pollut. Res. 2021, 28, 1–20. [Google Scholar] [CrossRef] [PubMed]
- Fatemi-Anaraki, S.; Tavakkoli-Moghaddam, R.; Foumani, M.; Vahedi-Nouri, B. Scheduling of Multi-Robot Job Shop Systems in Dynamic Environments: Mixed-Integer Linear Programming and Constraint Programming Approaches. Omega 2023, 115, 102770. [Google Scholar] [CrossRef]
- Madhav, S.; Ahamad, A.; Singh, P.; Mishra, P.K. A Review of Textile Industry: Wet Processing, Environmental Impacts, and Effluent Treatment Methods. Environ. Qual. Manag. 2018, 27, 31–41. [Google Scholar] [CrossRef]
- He, Z.; Xu, J.; Tran, K.P.; Thomassey, S.; Zeng, X.; Yi, C. Modeling of Textile Manufacturing Processes Using Intelligent Techniques: A Review. Int. J. Adv. Manuf. Technol. 2021, 116, 39–67. [Google Scholar] [CrossRef]
- Hurink, J.; Jurisch, B.; Thole, M. Tabu Search for the Job-Shop Scheduling Problem with Multi-Purpose Machines. OR Spektrum 1994, 15, 205–215. [Google Scholar] [CrossRef]
- Shao, X.; Kshitij, F.S.; Kim, C.S. GAILS: An Effective Multi-Object Job Shop Scheduler Based on Genetic Algorithm and Iterative Local Search. Sci. Rep. 2024, 14, 2068. [Google Scholar] [CrossRef]
- Pěnička, R.; Faigl, J.; Saska, M. Variable Neighborhood Search for the Set Orienteering Problem and Its Application to Other Orienteering Problem Variants. Eur. J. Oper. Res. 2019, 276, 816–825. [Google Scholar] [CrossRef]
- Liu, Q.; Li, X.; Gao, L.; Li, Y. A Modified Genetic Algorithm with New Encoding and Decoding Methods for Integrated Process Planning and Scheduling Problem. IEEE Trans. Cybern. 2021, 51, 4429–4438. [Google Scholar] [CrossRef] [PubMed]
- Fathollahi-Fard, A.M.; Woodward, L.; Akhrif, O. Sustainable Distributed Permutation Flow-Shop Scheduling Model Based on a Triple Bottom Line Concept. J. Ind. Inf. Integr. 2021, 24, 100233. [Google Scholar] [CrossRef]
- Kolonko, M. Some New Results on Simulated Annealing Applied to the Job Shop Scheduling Problem. Eur. J. Oper. Res. 1999, 113, 123–136. [Google Scholar] [CrossRef]
- Liu, W.; Dridib, M.; Fathollahi-Fard, A.M.; El Hassani, A.H. A Customized Adaptive Large Neighborhood Search Algorithm for Solving a Multi-Objective Home Health Care Problem in a Pandemic Environment. Swarm Evol. Comput. 2024, 86, 101507. [Google Scholar] [CrossRef]
- Lawrence, S. Resouce Constrained Project Scheduling: An Experimental Investigation of Heuristic Scheduling Techniques (Supplement); Graduate School of Industrial Administration, Carnegie-Mellon University: Pittsburgh, PA, USA, 1984. [Google Scholar]
- Wu, Z.; He, H.; Huang, C. Flexible Job Shop Dynamic Scheduling Problem Research with Machine Fault. Mach. Des. Res. 2015, 31, 94–98. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ops | OP1 (MG1) | OP2 (MG2) | OP3 (MG3) | OP4 (MG4) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Jobs | |||||||||||||
| J1 | M1 | M2 | M3 | M4 | M5 | M6 | M7 | M8 | M9 | M10 | M11 | M12 | |
| 8 | 7 | 8 | 9 | 4 | 5 | - | - | - | - | - | - | ||
| J2 | M1 | M2 | M3 | M4 | M5 | M6 | M7 | M8 | M9 | M10 | M11 | M12 | |
| - | - | - | - | 8 | 7 | - | - | - | 5 | 8 | 3 | ||
| J3 | M1 | M2 | M3 | M4 | M5 | M6 | M7 | M8 | M9 | M10 | M11 | M12 | |
| 7 | 4 | 6 | 5 | - | - | 9 | 7 | 6 | 9 | 6 | 7 | ||
| Jobs | Operations | Processing Time | ||
|---|---|---|---|---|
| M1 | M2 | M3 | ||
| J1 | O11 | 7 | 2 | 3 |
| O12 | 3 | 4 | 5 | |
| O13 | 3 | - | 6 | |
| J2 | O21 | 2 | - | 5 |
| O22 | 4 | 4 | - | |
| O23 | 2 | - | 5 | |
| J3 | O31 | 4 | 2 | 3 |
| O32 | 3 | - | - | |
| O33 | 2 | 8 | 5 | |
| Instances | SPT | LPT | DQN | SA | GA | Proposed |
|---|---|---|---|---|---|---|
| La01 (10 × 5) | 920 | 889 | 666 | 889 | 717 | 666 |
| La02 (10 × 5) | 901 | 894 | 655 | 871 | 751 | 655 |
| La03 (10 × 5) | 770 | 748 | 597 | 788 | 677 | 606 |
| La04 (10 × 5) | 916 | 848 | 609 | 804 | 658 | 609 |
| La05 (10 × 5) | 827 | 787 | 593 | 785 | 593 | 593 |
| La06 (15 × 5) | 1369 | 1105 | 926 | 1020 | 946 | 926 |
| La07 (15 × 5) | 1128 | 1145 | 890 | 1125 | 1007 | 890 |
| La08 (15 × 5) | 1168 | 1061 | 863 | 1089 | 992 | 863 |
| La09 (15 × 5) | 1289 | 1105 | 951 | 1129 | 980 | 951 |
| La10 (15 × 5) | 1345 | 1136 | 958 | 1065 | 963 | 958 |
| La11 (20 × 5) | 1654 | 1476 | 1222 | 1543 | 1880 | 1222 |
| La12 (20 × 5) | 1352 | 1222 | 1047 | 1402 | 1286 | 1039 |
| La13 (20 × 5) | 1747 | 1298 | 1151 | 1466 | 1239 | 1150 |
| La14 (20 × 5) | 1757 | 1360 | 1292 | 1485 | 1315 | 1292 |
| La15 (20 × 5) | 1476 | 1510 | 1221 | 1551 | 1432 | 1219 |
| La16 (10 × 10) | 1588 | 1238 | 980 | 1230 | 1135 | 1000 |
| La17 (10 × 10) | 1094 | 1157 | 799 | 1291 | 947 | 794 |
| La18 (10 × 10) | 1259 | 1264 | 859 | 1264 | 1063 | 859 |
| La19 (10 × 10) | 1339 | 1140 | 872 | 1256 | 1089 | 860 |
| La20 (10 × 10) | 1331 | 1293 | 924 | 1375 | 1107 | 924 |
| La21 (15 × 10) | 1707 | 1545 | 1162 | 1672 | 1458 | 1132 |
| La22 (15 × 10) | 1257 | 1409 | 1021 | 1489 | 1327 | 1000 |
| La23 (15 × 10) | 1522 | 1330 | 1053 | 1417 | 1423 | 1034 |
| La24 (15 × 10) | 1554 | 1472 | 1029 | 1500 | 1336 | 1000 |
| La25 (15 × 10) | 1624 | 1382 | 1067 | 1429 | 1355 | 1061 |
| La26 (20 × 10) | 2137 | 1616 | 1327 | 1696 | 1742 | 1277 |
| La27 (20 × 10) | 2048 | 1776 | 1397 | 1863 | 1837 | 1345 |
| La28 (20 × 10) | 2034 | 1668 | 1386 | 1748 | 1746 | 1305 |
| La29 (20 × 10) | 2048 | 1649 | 1323 | 2048 | 1691 | 1290 |
| La30 (20 × 10) | 2081 | 1783 | 1417 | 1848 | 1806 | 1370 |
| La31 (30 × 10) | 2379 | 2394 | 1854 | 2415 | 2360 | 1784 |
| La32 (30 × 10) | 2823 | 2571 | 1900 | 2694 | 2587 | 1850 |
| La33 (30 × 10) | 2487 | 2372 | 1782 | 2445 | 2348 | 1719 |
| La34 (30 × 10) | 2500 | 2425 | 1880 | 2515 | 2402 | 1748 |
| La35 (30 × 10) | 2440 | 2514 | 1941 | 2514 | 2499 | 1888 |
| La36 (15 × 15) | 2070 | 1884 | 1355 | 1821 | 1806 | 1395 |
| La37 (15 × 15) | 2075 | 1940 | 1540 | 1983 | 1964 | 1504 |
| La38 (15 × 15) | 1944 | 1841 | 1348 | 1826 | 1832 | 1392 |
| La39 (15 × 15) | 1790 | 2064 | 1357 | 1902 | 1730 | 1281 |
| La40 (15 × 15) | 2003 | 1829 | 1336 | 1800 | 1814 | 1300 |
| Jobs | Operations | Processing Time | |||||
|---|---|---|---|---|---|---|---|
| M1 | M2 | M3 | M4 | M5 | M6 | ||
| J1 | O11 | 2 | 3 | 4 | - | - | - |
| O12 | - | 3 | - | 2 | 4 | - | |
| O13 | 1 | 4 | 5 | - | - | - | |
| O14 | 4 | - | - | 3 | 5 | - | |
| O15 | - | 6 | 8 | 7 | 6 | 9 | |
| J2 | O21 | 3 | - | 5 | 5 | 2 | - |
| O22 | 4 | 3 | - | - | 6 | - | |
| O23 | - | - | 4 | 4 | 7 | 11 | |
| O24 | - | 5 | - | - | - | 5 | |
| O25 | 4 | 5 | 7 | 7 | 5 | - | |
| J3 | O31 | 5 | 6 | - | - | - | - |
| O32 | - | 4 | 3 | 3 | 5 | - | |
| O33 | - | - | - | - | 9 | 12 | |
| O34 | 6 | 5 | 4 | 4 | 8 | - | |
| O35 | 8 | 6 | - | - | 7 | 8 | |
| J4 | O41 | 9 | - | 7 | 9 | - | - |
| O42 | - | 6 | - | 4 | - | 5 | |
| O43 | 1 | - | 3 | - | - | 3 | |
| O44 | 6 | - | 9 | 7 | 5 | 4 | |
| O45 | - | 8 | 7 | 8 | 8 | - | |
| J5 | O51 | 4 | 3 | 7 | 9 | 3 | 6 |
| O52 | 5 | 6 | - | 4 | - | 5 | |
| O53 | 6 | - | 4 | - | - | 3 | |
| O54 | - | 5 | - | 7 | - | 7 | |
| O55 | 7 | - | 8 | 7 | 8 | - | |
| Events | Method Proposed in [41] | Method Proposed in [11] | Proposed Method |
|---|---|---|---|
| Failure time | 20 | 20 | 20 |
| Machine repair time | 0 | 0 | 0 |
| Ideal makespan | 37 | 35 | 29 |
| Actual makespan | 37 | 35 | 28 |
| Job | Operations | Processing Time | |||||
|---|---|---|---|---|---|---|---|
| M1 | M2 | M3 | M4 | M5 | M6 | ||
| J6 | O61 | 6 | 7 | 3 | 6 | 2 | 5 |
| O62 | 6 | 7 | 2 | 6 | 7 | 2 | |
| O63 | 2 | 2 | 5 | 5 | 2 | 3 | |
| O64 | 3 | 4 | 7 | 7 | 2 | 3 | |
| O65 | 3 | 3 | 5 | 7 | 5 | 5 | |
| Events | Method Proposed in [11] | Proposed HA Method |
|---|---|---|
| Int. scheduling makespan | 35 | 29 |
| Makespan before optimization (rescheduling) | 50 | 37 |
| Makespan after optimization (rescheduling) | 37 | 31 |
| Ops | OP1 (MG1) | OP2 (MG2) | OP3 (MG3) | OP4 (MG4) | OP5 (MG5) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Jobs | |||||||||||||||||
| J1 | - | - | - | - | 44 | 42 | 33 | 25 | 36 | 37 | 29 | 27 | 35 | 31 | 33 | 32 | |
| J2 | 46 | 41 | 42 | 40 | 18 | 11 | - | - | - | 46 | 43 | 42 | 18 | 28 | 17 | 19 | |
| J3 | 22 | 15 | 14 | 19 | 45 | 44 | 41 | 37 | 33 | 43 | 41 | 49 | - | - | - | - | |
| J4 | 18 | 21 | 24 | 13 | 25 | 23 | 11 | 12 | 21 | - | - | - | 40 | 34 | 38 | 30 | |
| J5 | 43 | 38 | 37 | 45 | 37 | 43 | - | - | - | 10 | 15 | 21 | 28 | 40 | 31 | 41 | |
| J6 | 46 | 41 | 48 | 38 | 25 | 19 | - | - | - | 13 | 14 | 15 | 28 | 26 | 34 | 27 | |
| J7 | 32 | 28 | 21 | 20 | - | - | 23 | 28 | 26 | 39 | 46 | 41 | 48 | 38 | 39 | 40 | |
| J8 | 16 | 17 | 13 | 12 | 22 | 17 | - | - | - | 49 | 42 | 45 | 25 | 33 | 29 | 27 | |
| Ops | OP1 (MG1) | OP2 (MG2) | OP3 (MG3) | OP4 (MG4) | OP5 (MG5) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Jobs | |||||||||||||||||
| J9 | 32 | 35 | 29 | 30 | 46 | 47 | 21 | 16 | 17 | 17 | 16 | 11 | - | - | - | - | |
| J10 | 19 | 17 | 24 | 22 | - | - | 29 | 38 | 30 | 47 | 34 | 43 | 13 | 20 | 14 | 16 | |
| J11 | 46 | 34 | 44 | 43 | - | - | 12 | 13 | 14 | 14 | 21 | 18 | 27 | 29 | 39 | 28 | |
| J12 | 44 | 47 | 46 | 41 | 29 | 31 | - | - | - | 46 | 40 | 49 | 21 | 32 | 30 | 33 | |
| J13 | 40 | 47 | 44 | 49 | 28 | 23 | 28 | 23 | 26 | 26 | 24 | 33 | 15 | 16 | 11 | 19 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fuladi, S.K.; Kim, C.-S. Dynamic Events in the Flexible Job-Shop Scheduling Problem: Rescheduling with a Hybrid Metaheuristic Algorithm. Algorithms 2024, 17, 142. https://doi.org/10.3390/a17040142
Fuladi SK, Kim C-S. Dynamic Events in the Flexible Job-Shop Scheduling Problem: Rescheduling with a Hybrid Metaheuristic Algorithm. Algorithms. 2024; 17(4):142. https://doi.org/10.3390/a17040142
Chicago/Turabian StyleFuladi, Shubhendu Kshitij, and Chang-Soo Kim. 2024. "Dynamic Events in the Flexible Job-Shop Scheduling Problem: Rescheduling with a Hybrid Metaheuristic Algorithm" Algorithms 17, no. 4: 142. https://doi.org/10.3390/a17040142