
Microstructure and Wear Resistance of Si-TC4 Composite Coatings by High-Speed Wire-Powder Laser Cladding
Abstract
:
1. Introduction
2. Experimental Procedures
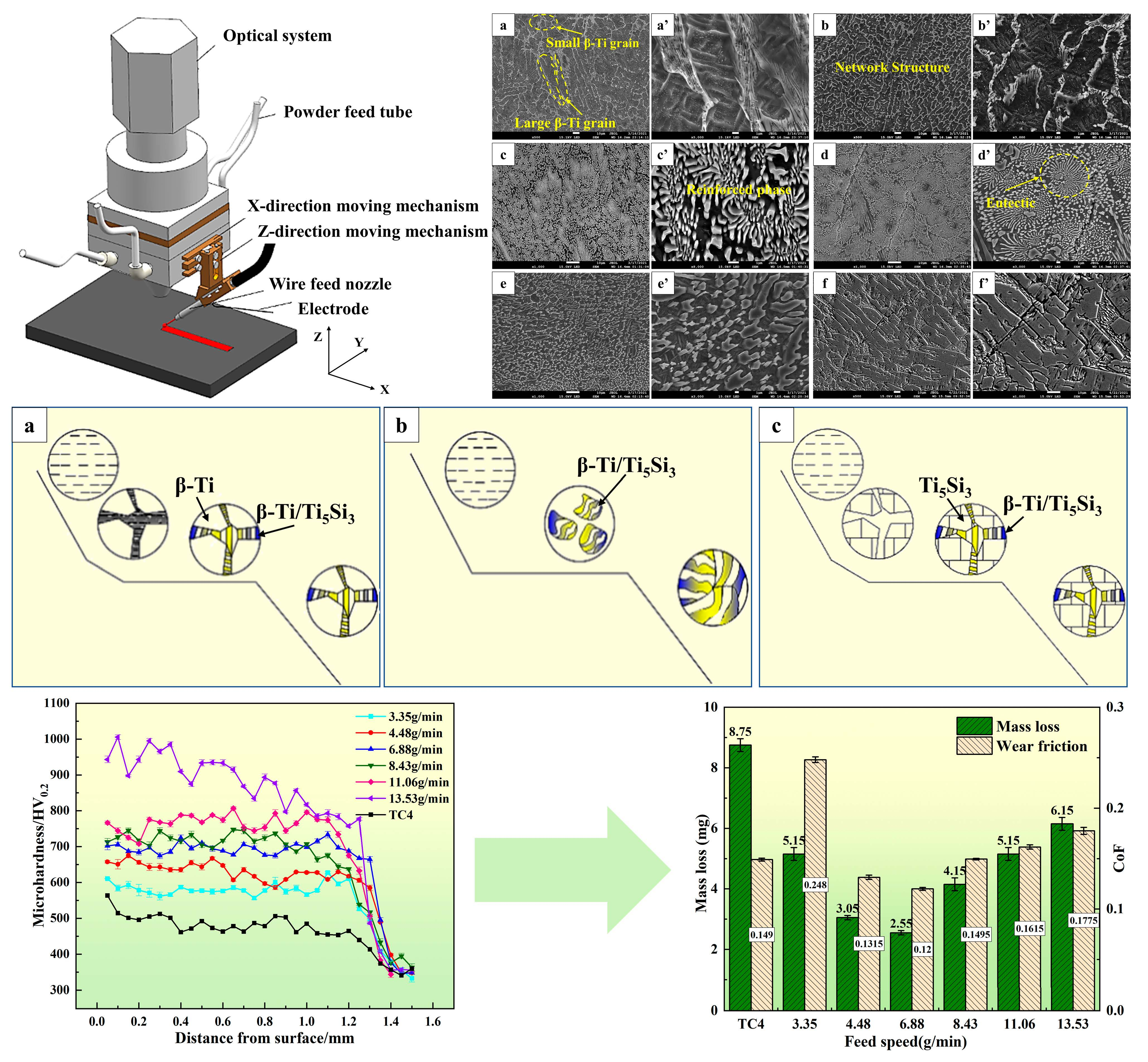
2.1. Coatings Preparation
2.2. Microstructures Characterization
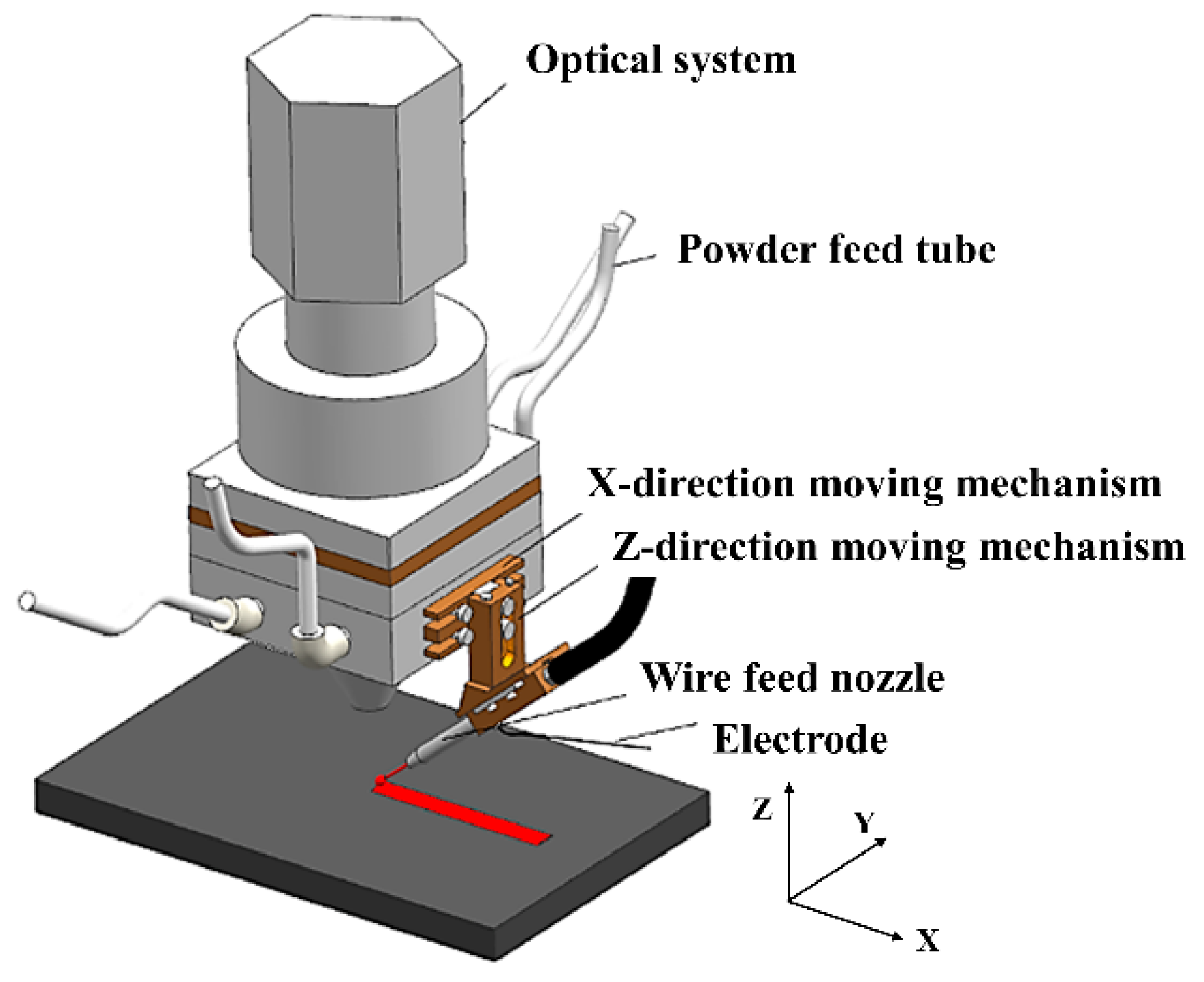
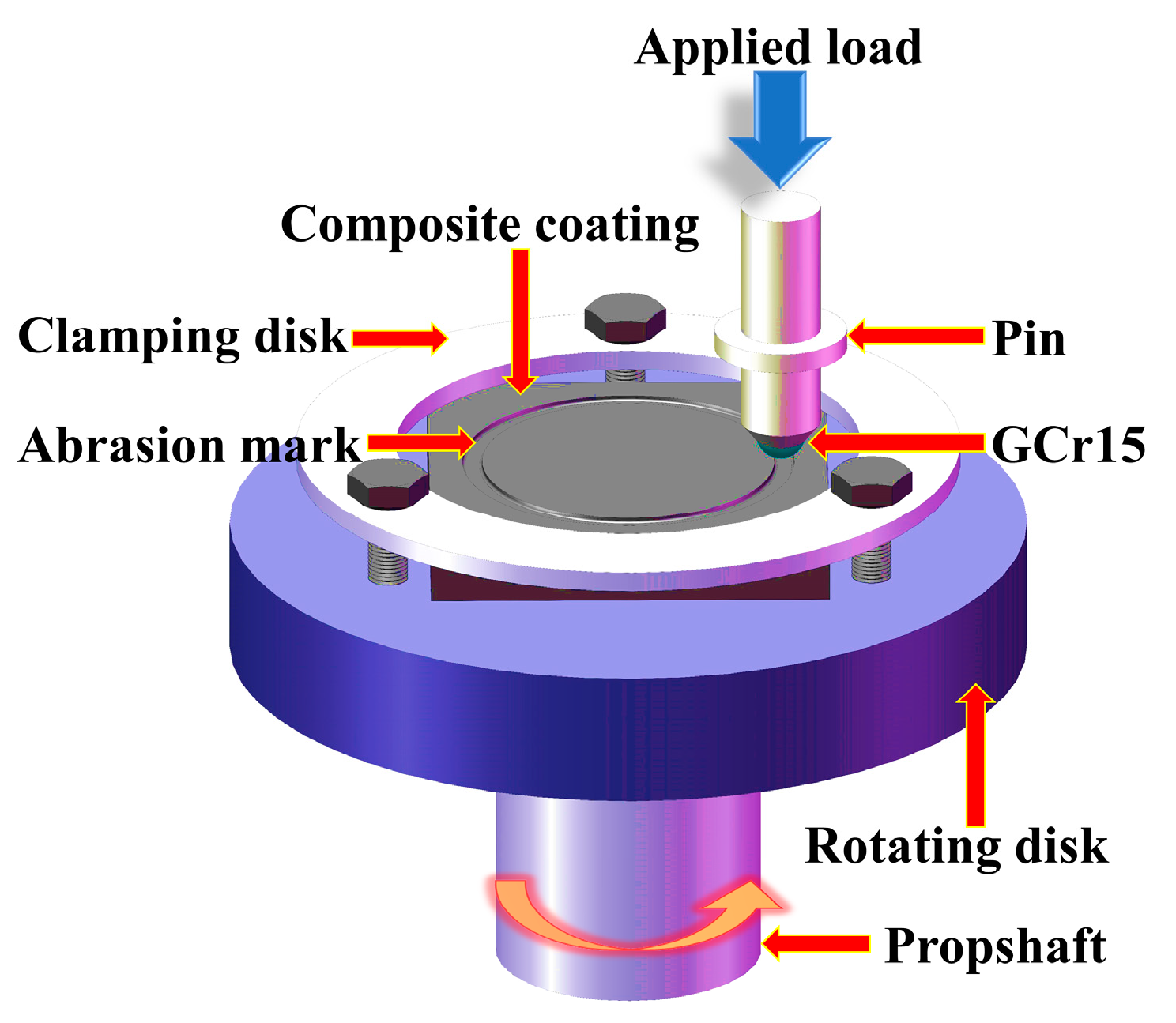
2.3. Wear Resistance Testing
3. Results and Discussion
3.1. Phase Analysis
3.2. Microstructure Analysis
3.3. Microhardness and Wear Resistance Analysis
4. Conclusions
- (1)
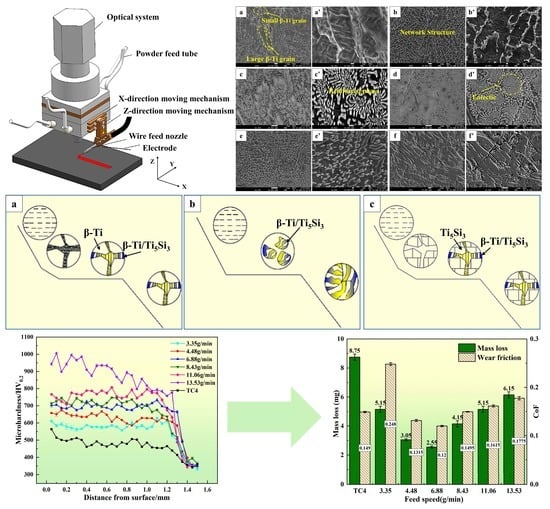
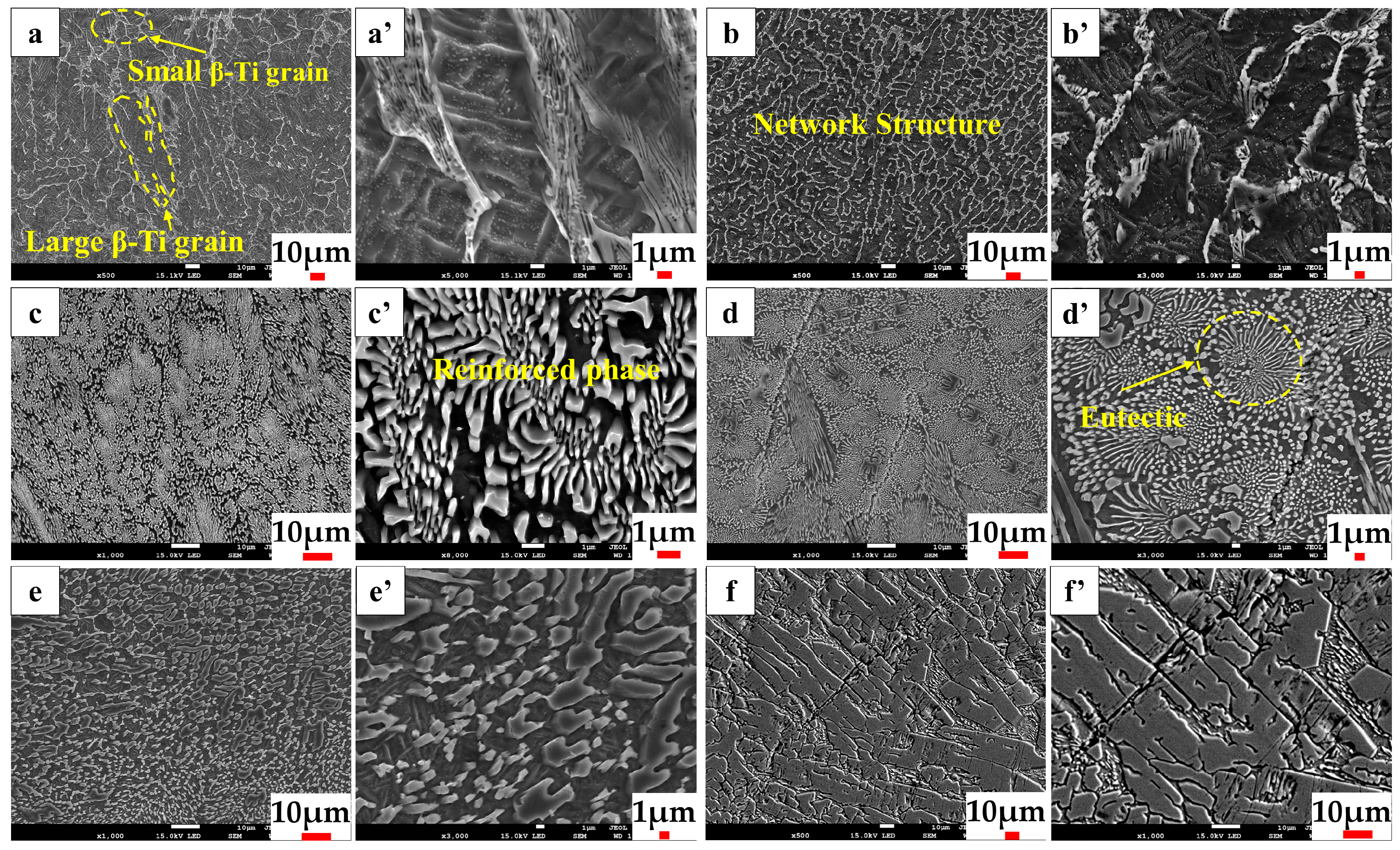
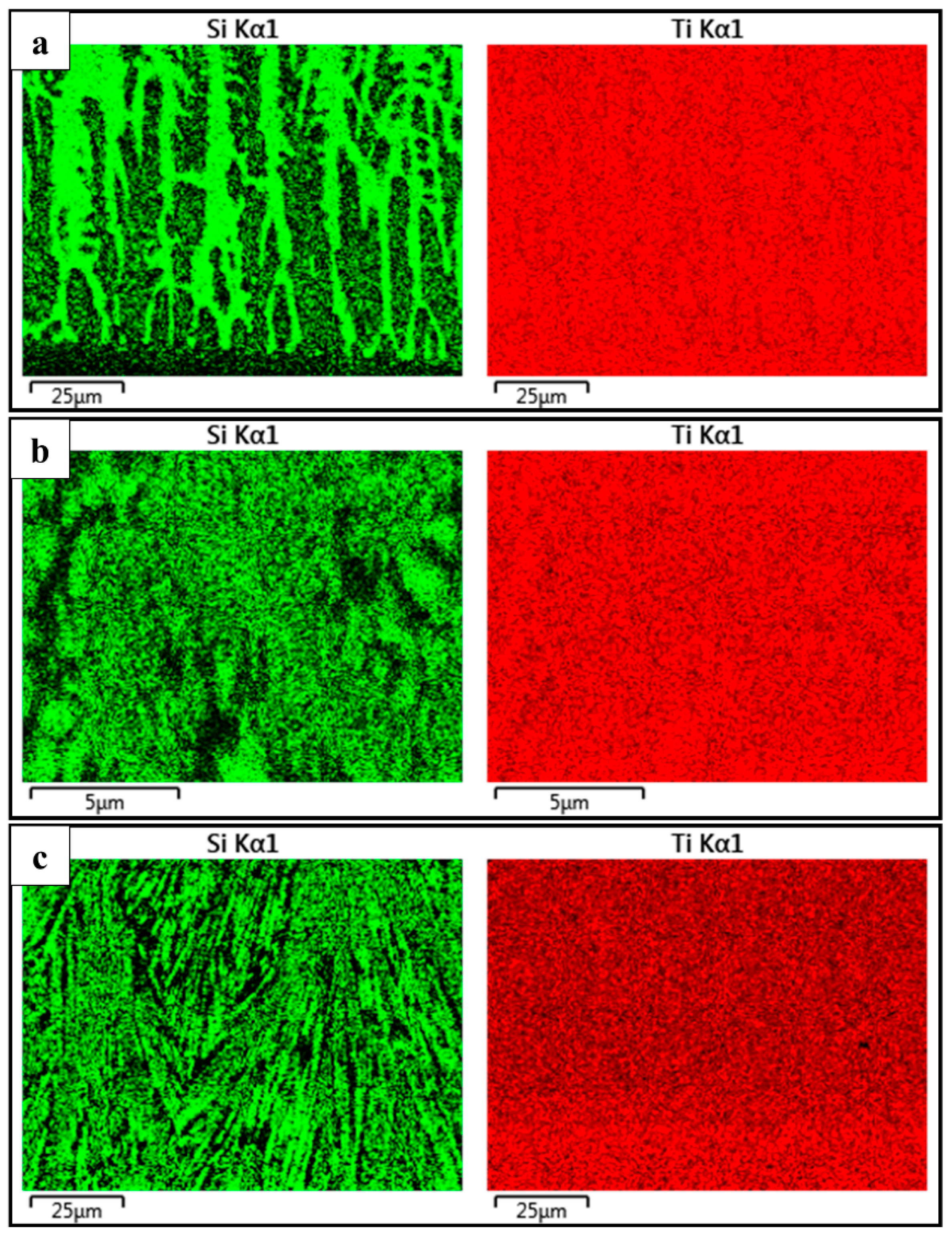
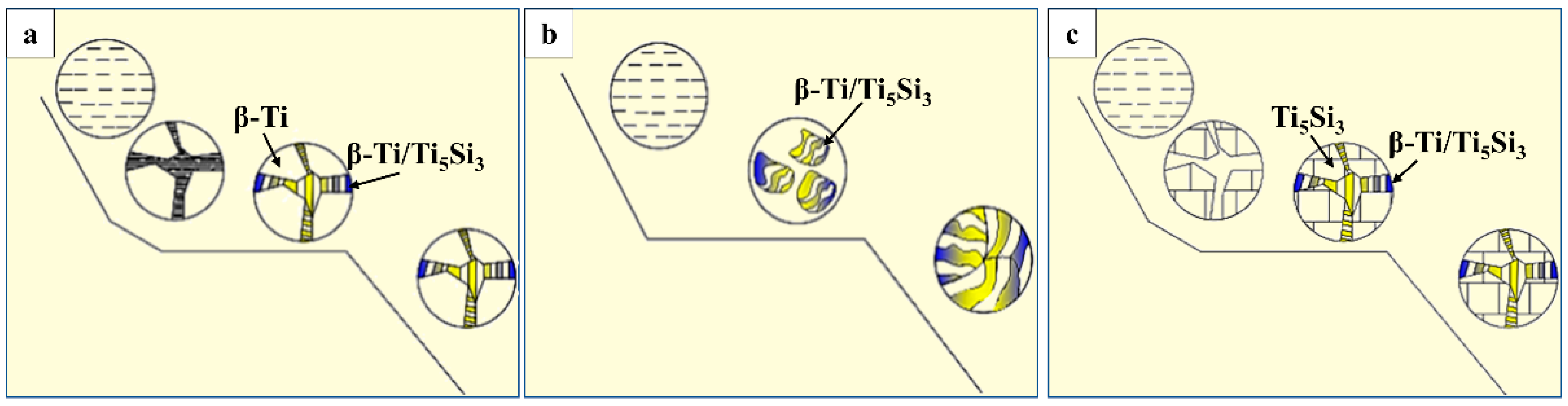
- The composite coatings are mainly composed of intermetallic compounds, such as αTi and Ti5Si3. With the increase in Si content, the Ti–Si intermetallic compounds in the composite coatings increase, and the grains become finer.
- (2)
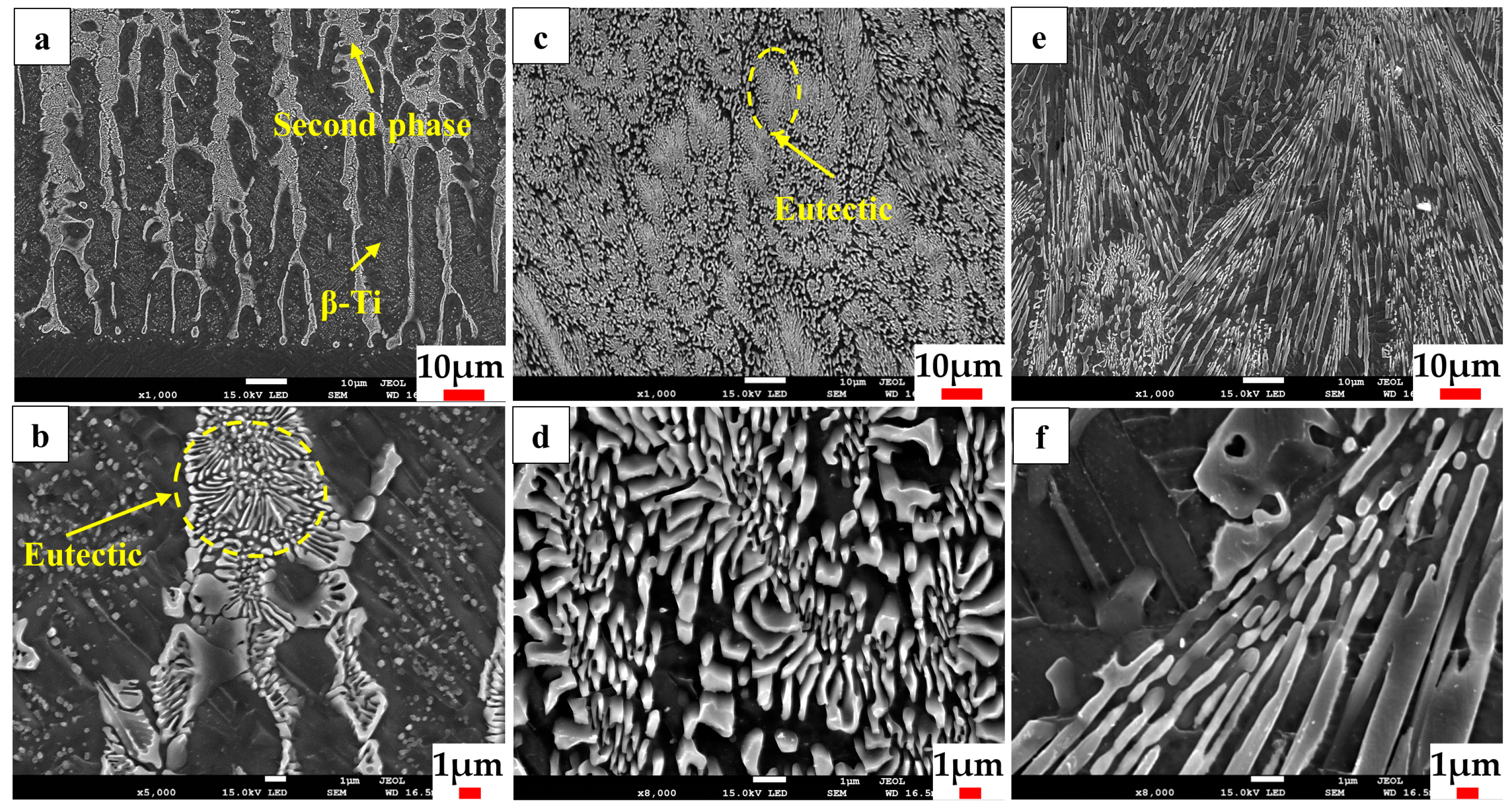
- As the Si content increases, the solidification and crystallization process of the composite coatings change, showing the microstructure changes in Ti–Si from sub-eutectic to eutectic and per-eutectic, resulting in a microstructure showing a regular transformation process, such as granular, eutectic clusters, stripes, and rods, as well as blocks.
- (3)
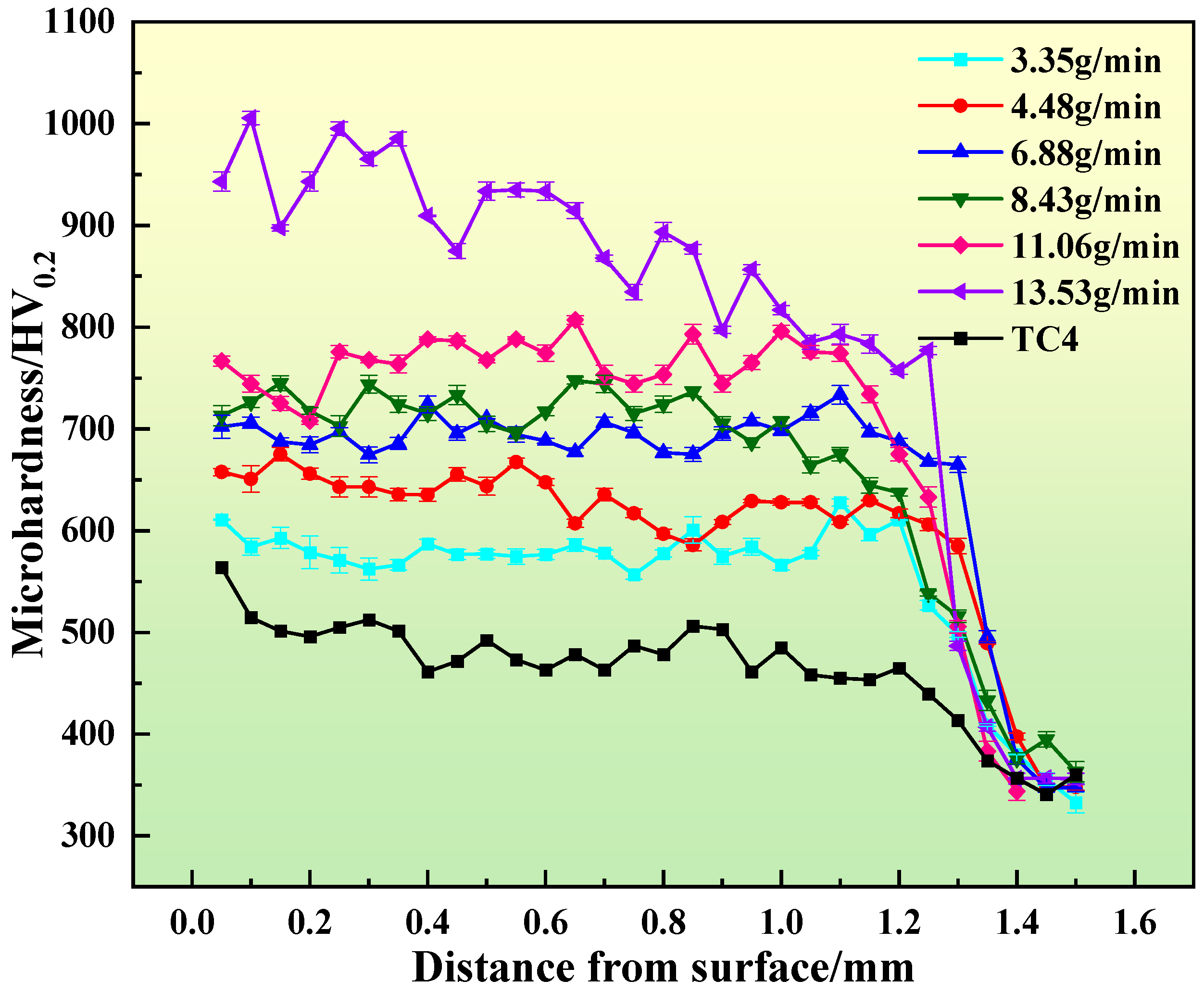
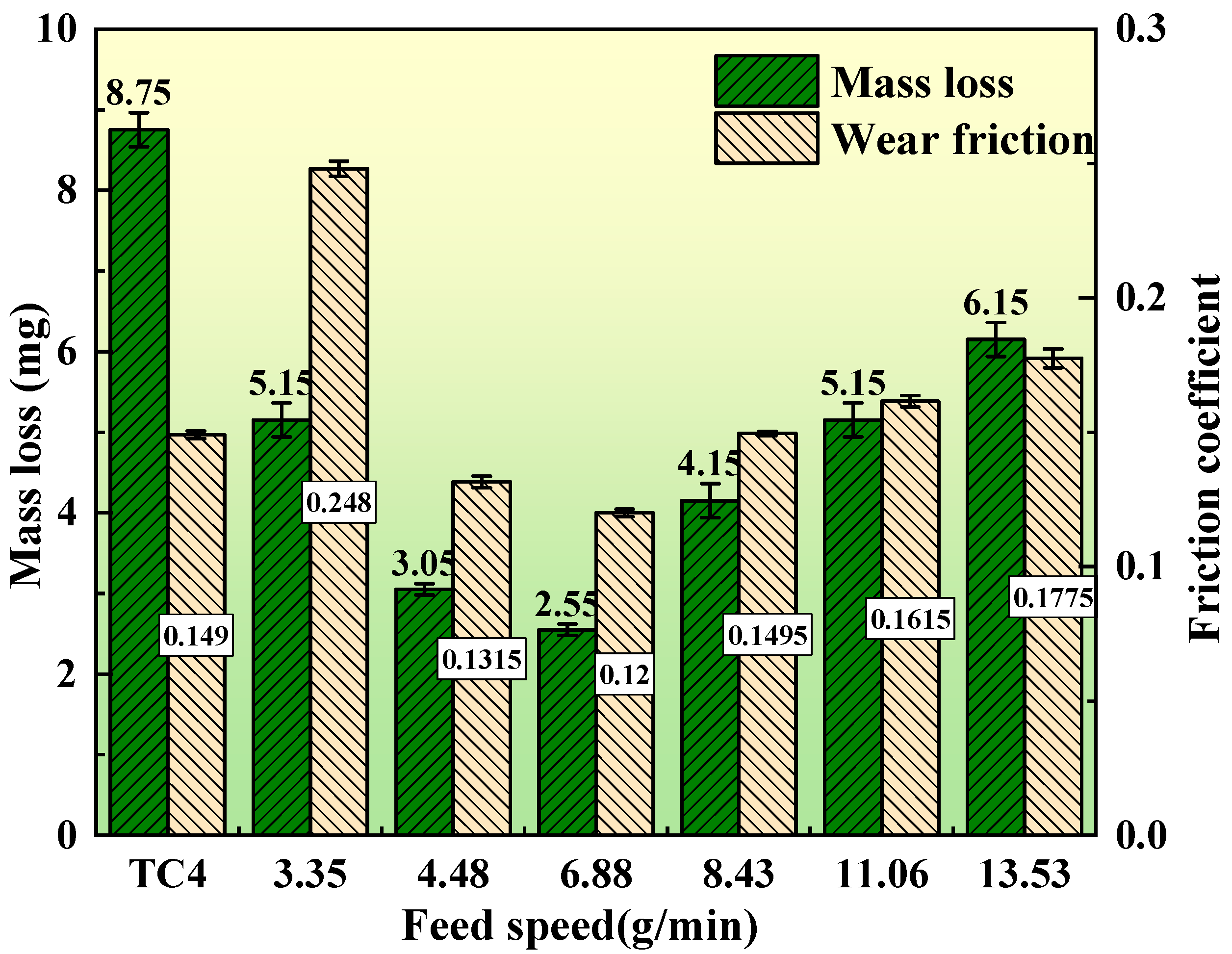
- As the Si content increases, the microhardness of the composite coatings gradually increases, and the wear resistance shows a tendency to improve and then deteriorate, due to the intermetallic compounds, such as Ti5Si3, formed in situ in the coatings with different morphologies. The friction coefficients of the composite coatings with different Si contents were changed, due to the competition between the favorable factor of enhancement and the unfavorable factor of abrasive wear brought about by the in situ generation of the second phase at the same time. The addition of less or more Si content leads to an increase in the coating friction coefficient. The best tribological properties were obtained for the composite coating with the eutectic structure dominated by the powder feed rate of 6.88 g/min.
- (4)
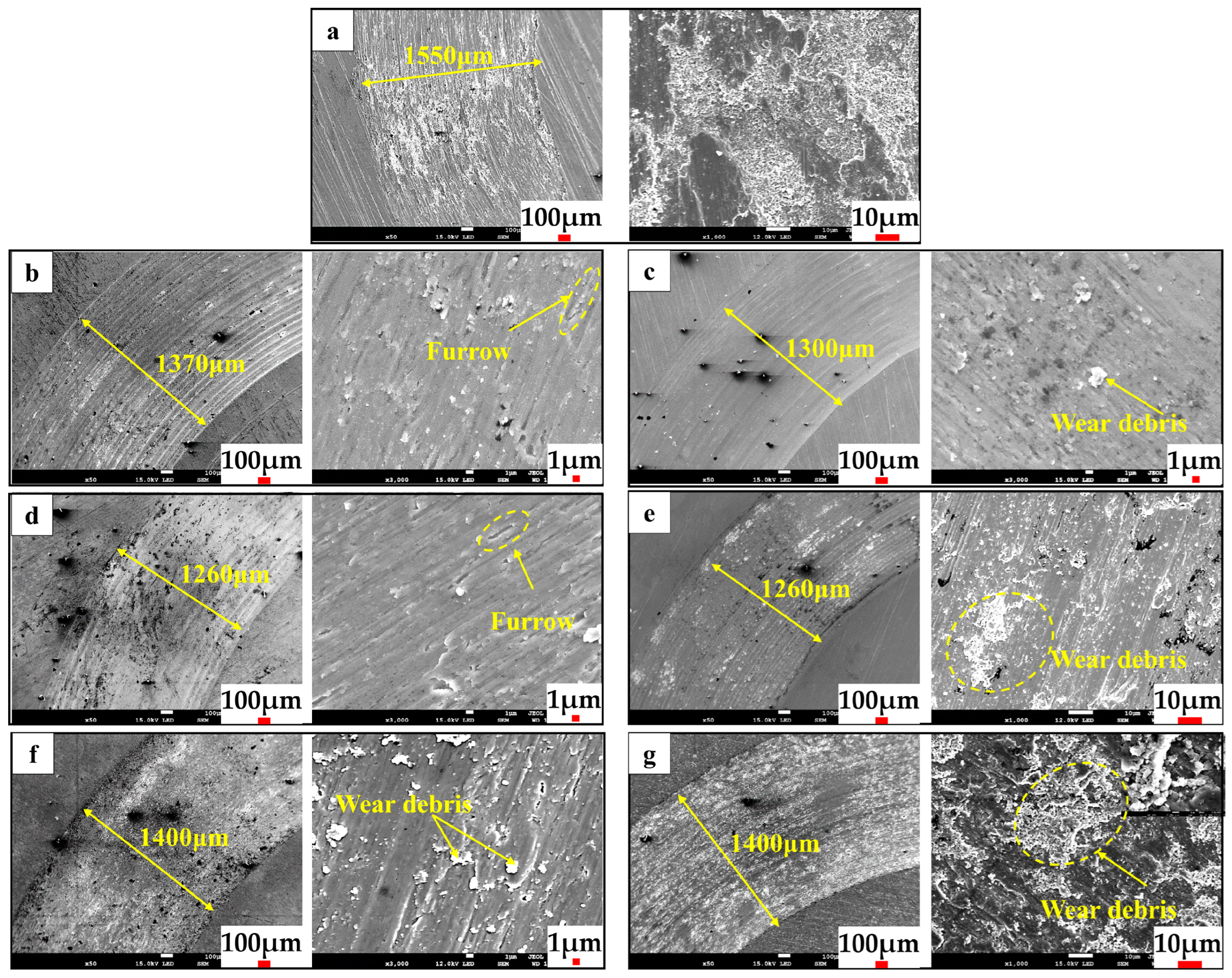
- The wear mechanism of the TC4 wire coating threads was adhesive wear, and that of the Si-TC4 composite coatings was mainly abrasive wear, which was significantly influenced by the addition of Si and the presence of intermetals like Ti5Si3.
- (5)
- According to the research results of this paper, the next step of in-depth research should focus on the precise control of the chemical composition, temperature, organization, and properties of Si-TC4 composite coatings prepared by high-speed wire-powder laser cladding.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pathania, A.; Anand Kumar, S.; Nagesha, B.K.; Barad, S.; Suresh, T.N. Reclamation of titanium alloy based aerospace parts using laser based metal deposition methodology. Mater. Today Proc. 2021, 45, 4886–4892. [Google Scholar] [CrossRef]
- Li, Z.; Takano, N.; Mizutani, M. Material properties of selective laser melting additive-manufactured Ti6Al4V alloys with different porosities. Precis. Eng. 2023, 83, 142–151. [Google Scholar] [CrossRef]
- Hatem, A.; Lin, J.; Wei, R.; Torres, R.D.; Laurindo, C.; de Souza, G.B.; Soares, P. Tribocorrosion behavior of low friction TiSiCN nanocomposite coatings deposited on titanium alloy for biomedical applications. Surf. Coat. Technol. 2018, 347, 1–12. [Google Scholar] [CrossRef]
- June, D.; Mayeur, J.R.; Gradl, P.; Wessman, A.; Hazeli, K. Effects of size, geometry, and testing temperature on additively manufactured Ti-6Al-4V titanium alloy. Addit. Manuf. 2024, 80, 103970. [Google Scholar] [CrossRef]
- Pede, D.; Li, M.; Virovac, L.; Poleske, T.; Balle, F.; Müller, C.; Mozaffari-Jovein, H. Microstructure and corrosion resistance of novel β-type titanium alloys manufactured by selective laser melting. J. Mater. Res. Technol. 2022, 19, 4598–4612. [Google Scholar] [CrossRef]
- Takesue, S.; Kikuchi, S.; Akebono, H.; Misaka, Y.; Komotori, J. Effect of pre-treatment with fine particle peening on surface properties and wear resistance of gas blow induction heating nitrided titanium alloy. Surf. Coat. Technol. 2019, 359, 476–484. [Google Scholar] [CrossRef]
- Murmu, A.M.; Parida, S.K.; Das, A.K.; Kumar, S. Evaluation of laser cladding of Ti6Al4V-ZrO2-CeO2 composite coating on Ti6Al4V alloy substrate. Surf. Coat. Technol. 2023, 473, 129988. [Google Scholar] [CrossRef]
- Chirico, C.; Romero, A.V.; Gordo, E.; Tsipas, S.A. Improvement of wear resistance of low-cost powder metallurgy β-titanium alloys for biomedical applications. Surf. Coat. Technol. 2022, 434, 128207. [Google Scholar] [CrossRef]
- Park, C.W.; Adomako, N.K.; Lee, M.G.; Kim, J.H.; Kim, J.H. Interfacial structure and pore formation mechanism during laser cladding of pure vanadium on Ti-6Al-4V alloy. Int. J. Refract. Met. Hard Mater. 2021, 101, 105671. [Google Scholar] [CrossRef]
- Okoli, U.O.; Otunniyi, I.O.; Adebiyi, I.D. Dry sliding wear behaviour of binary powder laser cladded Ti-6Al-4V using SiC and Al. Mater. Today Proc. 2021, 38, 988–993. [Google Scholar] [CrossRef]
- Kang, N.; El Mansori, M.; Feng, E.; Zhao, C.; Zhao, Y.; Lin, X. Sliding wear and induced-microstructure of Ti-6Al-4V alloys: Effect of additive laser technology. Tribol. Int. 2022, 173, 107633. [Google Scholar] [CrossRef]
- Ko, U.J.; Jung, J.H.; Kang, J.H.; Choi, K.; Kim, J.H. Enhanced microstructure and wear resistance of Ti–6Al–4V alloy with vanadium carbide coating via directed energy deposition. Materials 2024, 17, 733. [Google Scholar] [CrossRef]
- Han, B.; Zhang, S.; Zhang, T.; Chen, Y.; Qin, X.; Li, M.; Hu, C.; Wei, M.; Xue, X. Hardness enhancement mechanism of AlxCoCrFeNiSi high-entropy alloy coatings prepared by laser cladding. Intermetallics 2023, 158, 107909. [Google Scholar] [CrossRef]
- Zhang, Q.; Wang, Q.; Han, B.; Li, M.; Hu, C.; Wang, J. Comparative studies on microstructure and properties of CoCrFeMnNi high entropy alloy coatings fabricated by high-speed laser cladding and normal laser cladding. J. Alloys Compd. 2023, 947, 169517. [Google Scholar] [CrossRef]
- Li, S.; Yamaguchi, T. High-temperature oxidation performance of laser-cladded amorphous TiNiSiCrCoAl high-entropy alloy coating on Ti-6Al-4V surface. Surf. Coat. Technol. 2022, 433, 128123. [Google Scholar] [CrossRef]
- Dey, D.; Bal, K.S.; Khan, I.; Bangia, I.; Singh, A.K.; Roy Choudhury, A. Study of tribo-mechanical properties of laser clad Al2O3-TiB2-TiN-BN‖Ti-6Al-4V alloy. Opt. Laser Technol. 2022, 150, 107982. [Google Scholar] [CrossRef]
- Verdi, D.; Cortés, R.; Chia, G.Y.; Tay, G. Erosion behaviour of laser cladded Inconel 625—Vanadium carbide metal matrix composites coatings manufactured with different reinforcement contents. Surf. Coat. Technol. 2024, 476, 130282. [Google Scholar] [CrossRef]
- Schopphoven, T.; Gasser, A.; Wissenbach, K.; Poprawe, R. Investigations on ultra-high-speed laser material deposition as alternative for hard chrome plating and thermal spraying. J. Laser Appl. 2016, 28, 022501. [Google Scholar] [CrossRef]
- Abuabiah, M.; Mbodj, N.G.; Shaqour, B.; Herzallah, L.; Juaidi, A.; Abdallah, R.; Plapper, P. Advancements in Laser Wire-Feed Metal Additive Manufacturing: A Brief Review. Materials 2023, 16, 2030. [Google Scholar] [CrossRef] [PubMed]
- Kotar, M.; Fujishima, M.; Levy, G.N.; Govekar, E. Advances in the understanding of the annular laser beam wire cladding process. J. Mater. Process. Technol. 2021, 294, 117105. [Google Scholar] [CrossRef]
- Gao, L.; Chuang, A.C.; Kenesei, P.; Ren, Z.; Balderson, L.; Sun, T. An operando synchrotron study on the effect of wire melting state on solidification microstructures of Inconel 718 in wire-laser directed energy deposition. Int. J. Mach. Tools Manuf. 2024, 194, 104089. [Google Scholar] [CrossRef]
- Singh, S.N.; Deoghare, A.B. Microstructure, micro-hardness and tensile properties of Ti6Al4V manufactured by high layer-thickness wire-feed multi-laser directed energy deposition. Mater. Lett. 2023, 340, 134207. [Google Scholar] [CrossRef]
- Wang, C.; Suder, W.; Ding, J.; Williams, S. Wire based plasma arc and laser hybrid additive manufacture of Ti-6Al-4V. J. Mater. Process. Technol. 2021, 293, 117080. [Google Scholar] [CrossRef]
- Wang, L.X.; Huang, Y.M.; Jia, C.P.; Yang, L.J.; Yan, S. Laser-directed energy deposition of in-situ titanium-matrix coatings with a Ti-B4C cored wire. Addit. Manuf. 2023, 73, 103682. [Google Scholar] [CrossRef]
- Wang, F.; Mei, J.; Wu, X. Microstructure study of direct laser fabricated Ti alloys using powder and wire. Appl. Surf. Sci. 2006, 253, 1424–1430. [Google Scholar] [CrossRef]
- Farayibi, P.K.; Murray, J.W.; Huang, L.; Boud, F.; Kinnell, P.K.; Clare, A.T. Erosion resistance of laser clad Ti-6Al-4V/WC composite for waterjet tooling. J. Mater. Process. Technol. 2014, 214, 710–721. [Google Scholar] [CrossRef]
- Hua, Z.; Xiong, L.; Zhang, M.; Wang, C.; Mi, G.; Jiang, P. Microstructure evolution and tribological properties of (TiB+TiC)/Ti–6Al–4V composites fabricated via in situ laser-directed energy deposition of wire and powders in an underwater environment. Compos. B Eng. 2023, 263, 110817. [Google Scholar] [CrossRef]
- Zhuo, L.; Ji, K.; Lu, J.; Sun, J.; Huo, W.; Shao, H.; Chen, B.; Zhao, Y. Microstructure characterization and tensile performance of a high-strength titanium alloy with in-situ precipitates of Ti5Si3. J. Alloys Compd. 2023, 968, 171867. [Google Scholar] [CrossRef]
- Gu, D.; Hagedorn, Y.-C.; Meiners, W.; Wissenbach, K.; Poprawe, R. Selective Laser Melting of in-situ TiC/Ti5Si3 composites with novel reinforcement architecture and elevated performance. Surf. Coat. Technol. 2011, 205, 3285–3292. [Google Scholar] [CrossRef]
- Zhao, X.; Lyu, P.; Fang, S.; Li, S.; Tu, X.; Ren, P.; Liu, D.; Chen, L.; Xiao, L.; Liu, S. Microstructure and Wear Behavior of Ti-xFe-SiC In Situ Composite Ceramic Coatings on TC4 Substrate from Laser Cladding. Materials 2024, 17, 100. [Google Scholar] [CrossRef]
- Yan, H.; Liu, K.; Zhang, P.; Zhao, J.; Qin, Y.; Lu, Q.; Yu, Z. Fabrication and tribological behaviors of Ti3SiC2/Ti5Si3/TiC/Ni-based composite coatings by laser cladding for self-lubricating applications. Opt. Laser Technol. 2020, 126, 106077. [Google Scholar] [CrossRef]
- Zhou, Z.-Y.; Liu, X.-B.; Zhuang, S.-G.; Wang, M.; Luo, Y.-S.; Tu, R.; Zhou, S.-F. Laser in-situ synthesizing Ti5Si3/Al3Ni2 reinforced Al3Ti/NiTi composite coatings: Microstructure, mechanical characteristics and oxidationbehavior. Opt. Laser Technol. 2019, 109, 99–109. [Google Scholar] [CrossRef]
- Cui, J.; Lin, C.; Peng, X.; Yang, J.; Ren, T.; Ma, Q.; Li, F.; Shi, Y.; Huang, S.; Yin, G. Phase transition and atomic competition mechanism of in-situ particle reinforced TixAl/Ti5Si3 composite coating prepared by laser cladding Al-xSi-2Nb alloy powder on Ti6Al4V alloy. Surf. Coat. Technol. 2024, 478, 130402. [Google Scholar] [CrossRef]
- Huang, X.; Gao, Y.; Li, Q.; Jian, Y.; Xiao, P.; Li, B.; Wang, Y.; Yi, Y.; Zhao, S. Effect of Si element on improving the oxidation resistance of hybrid (Ti5Si3 + TiC) particles reinforced Ti6Al4V matrix composites. Corros. Sci. 2021, 181, 109235. [Google Scholar] [CrossRef]
- Su, W.; Cui, X.; Yang, Y.; Guan, Y.; Zhao, Y.; Wan, S.; Li, J.; Jin, G. Effect of Si content on microstructure and tribological properties of Ti5Si3/TiC reinforced NiTi laser cladding coatings. Surf. Coat. Technol. 2021, 418, 127281. [Google Scholar] [CrossRef]
- Lu, Q.; Lv, Y.; Zhang, C.; Zhang, H.; Chen, W.; Xu, Z.; Feng, P.; Fan, J. Highly oxidation-resistant Ti-Mo alloy with two-scale network Ti5Si3 reinforcement. J. Mater. Sci. Technol. 2022, 110, 24–34. [Google Scholar] [CrossRef]
- Mathabathe, M.N.; Bolokang, A.S.; Govender, G.; Mostert, R.J.; Siyasiya, C.W. Structure-property orientation relationship of a γ/α2/Ti5Si3 in as-cast Ti-45Al-2Nb-0.7Cr-0.3Si intermetallic alloy. J. Alloys Compd. 2018, 765, 690–699. [Google Scholar] [CrossRef]
- Caglar, H.; Liang, A.; Groom, K.; Mumtaz, K. Multi-laser powder bed fusion of Ti6Al4V: Diode area melting utilizing low-power 450 nm diode lasers. J. Mater. Process. Technol. 2024, 325, 118303. [Google Scholar] [CrossRef]
- Kaoushik, V.M.; Nichul, U.; Chavan, V.; Hiwarkar, V. Development of microstructure and high hardness of Ti6Al4V alloy fabricated using laser beam powder bed fusion: A novel sub-transus heat treatment approach. J. Alloys Compd. 2023, 937, 168387. [Google Scholar] [CrossRef]
- Önder, S.; Saklakoğlu, N.; Sever, A. Selective laser melting of Ti6Al4V alloy: Effect of post-processing on fatigue life, residual stress, microstructure, microhardness and surface roughness. Mater. Charact. 2023, 196, 112571. [Google Scholar] [CrossRef]
- Dareh Baghi, A.; Nafisi, S.; Ebendorff-Heidepriem, H.; Ghomashchi, R. Microstructural Development of Ti-6Al-4V Alloy via Powder Metallurgy and Laser Powder Bed Fusion. Metals 2022, 12, 1462. [Google Scholar] [CrossRef]
- Tao, C.; Li, L.; He, N.; Sun, G.; Liu, C.; Xu, J.; Li, M.; Dong, L.; Zhang, Y.; Wang, L.; et al. Microstructure and mechanical properties of in-situ Ti5Si3/TC4 composites via spark plasma sintering and hot rolling. J. Alloys Compd. 2023, 969, 172404. [Google Scholar] [CrossRef]
- Al-Sayed Ali, S.R.; Hussein, A.H.A.; Nofal, A.A.M.S.; Hasseb Elnaby, S.E.I.; Elgazzar, H.A.; Sabour, H.A. Laser powder cladding of Ti-6Al-4V α/β alloy. Materials 2017, 10, 1178. [Google Scholar] [CrossRef] [PubMed]
- Razumov, N.; Masaylo, D.; Kovalev, M.; Volokitina, E.; Mazeeva, A.; Popovich, A. Structure and wear resistance of composite TiC-NiMo coating produced by L-DED on Ti-6Al-4V substrate. Metals 2023, 13, 1925. [Google Scholar] [CrossRef]
- Kushwaha, A.; Subramaniyan, A.K.; Bommanahalli Kenchappa, N.; Barad, S. Microstructure, mechanical, and wear properties of thin-walled Ti6Al4V parts produced using laser powder bed fusion technique. Mater. Lett. 2022, 308, 131138. [Google Scholar] [CrossRef]
- Obadele, B.A.; Andrews, A.; Olubambi, P.A.; Mathew, M.T.; Pityana, S. Effect of ZrO2 addition on the dry sliding wear behavior of laser clad Ti6Al4V alloy. Wear 2015, 328–329, 295–300. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | N | H | O | Al | V | Ti |
|---|---|---|---|---|---|---|---|
| ≤0.30 | ≤0.10 | ≤0.05 | ≤0.015 | ≤0.20 | 5.5–6.8 | 3.5–4.5 | Bal. |
| Power/W | Scanning Speed/mm∙s−1 | Wire-Feeding Speed/mm∙s−1 | Hot Wire Coefficient | Protective Gas Flow/L∙min | Spot Size/mm | Overlap Ratio/% |
|---|---|---|---|---|---|---|
| 2000 | 30 | 20 | 1.10 | 15 | 3 | 30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Men, B.; Sun, S.; Hu, C.; Zhang, Q.; Han, B. Microstructure and Wear Resistance of Si-TC4 Composite Coatings by High-Speed Wire-Powder Laser Cladding. Materials 2024, 17, 1126. https://doi.org/10.3390/ma17051126
Men B, Sun S, Hu C, Zhang Q, Han B. Microstructure and Wear Resistance of Si-TC4 Composite Coatings by High-Speed Wire-Powder Laser Cladding. Materials. 2024; 17(5):1126. https://doi.org/10.3390/ma17051126
Chicago/Turabian StyleMen, Boxuan, Shenzhen Sun, Chunyang Hu, Qi Zhang, and Bin Han. 2024. "Microstructure and Wear Resistance of Si-TC4 Composite Coatings by High-Speed Wire-Powder Laser Cladding" Materials 17, no. 5: 1126. https://doi.org/10.3390/ma17051126