
Comparative Evaluation of Titanium Feedstock Powder Derived from Recycled Battlefield Scrap vs. Virgin Powder for Cold Spray Processing



Abstract
:
1. Introduction
2. Experimental Methods and Materials
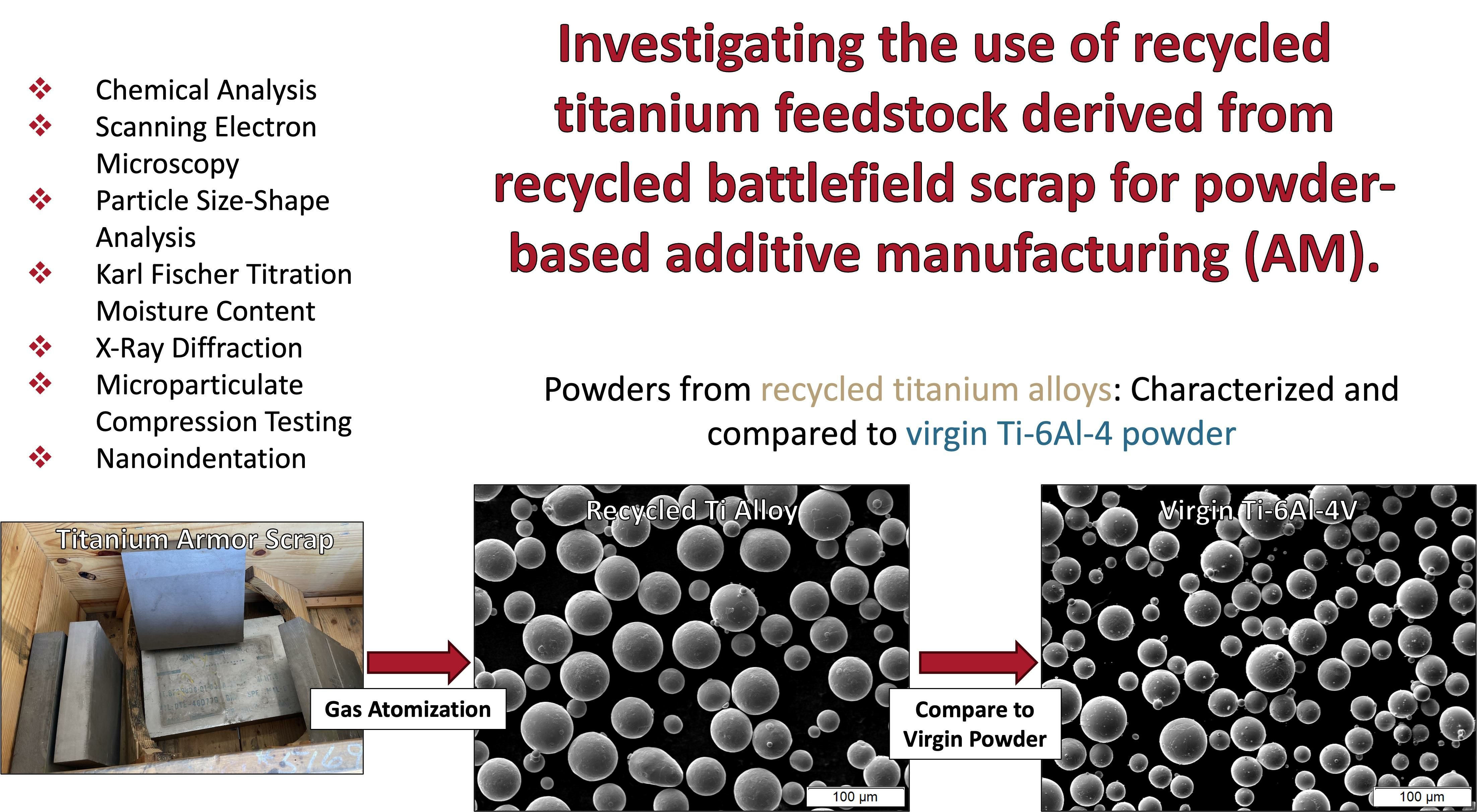
2.1. Feedstock Powders
2.2. Powder Characterization
3. Results and Discussion
3.1. Chemical Analysis
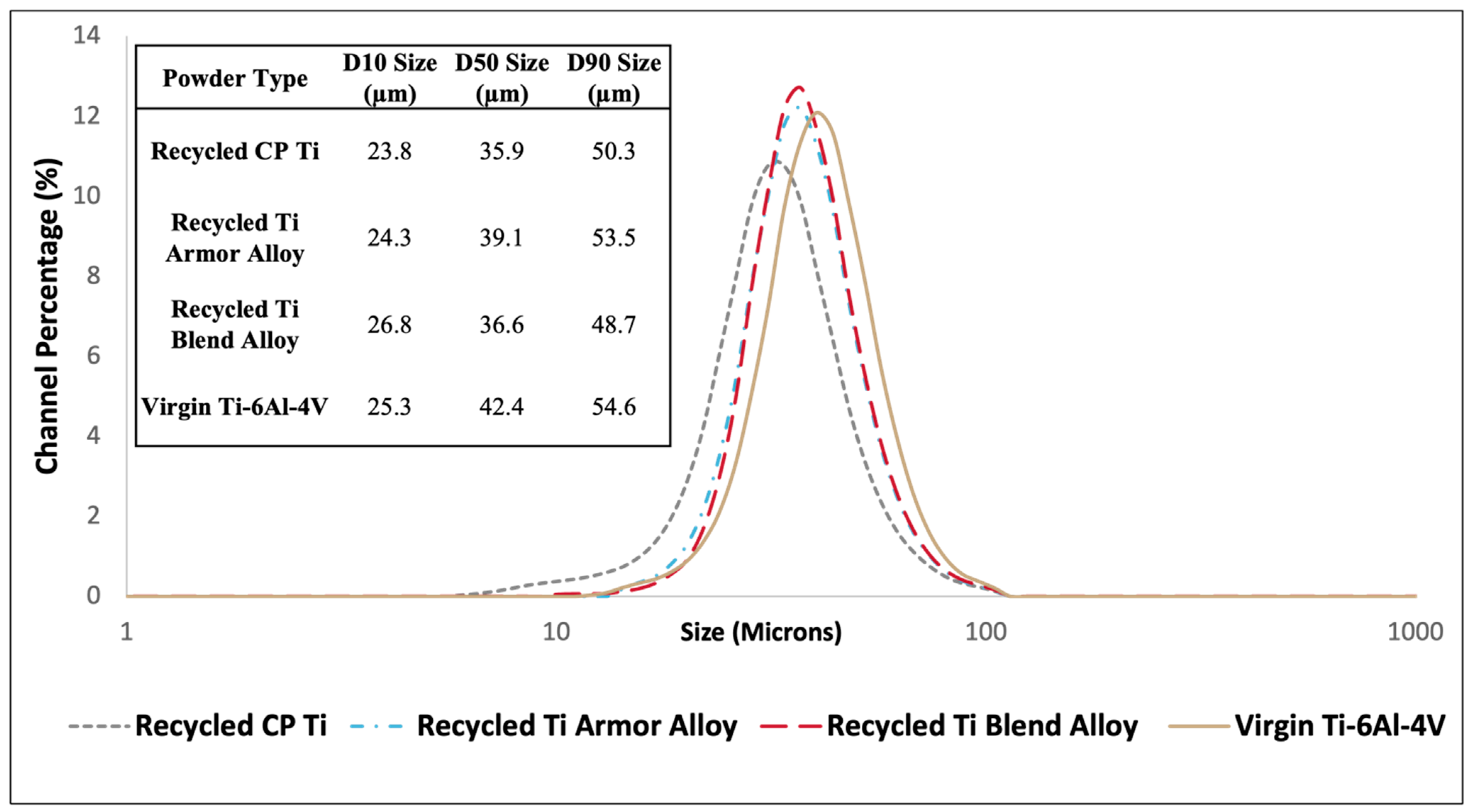
3.2. Particle Size Distribution (PSD) Analysis
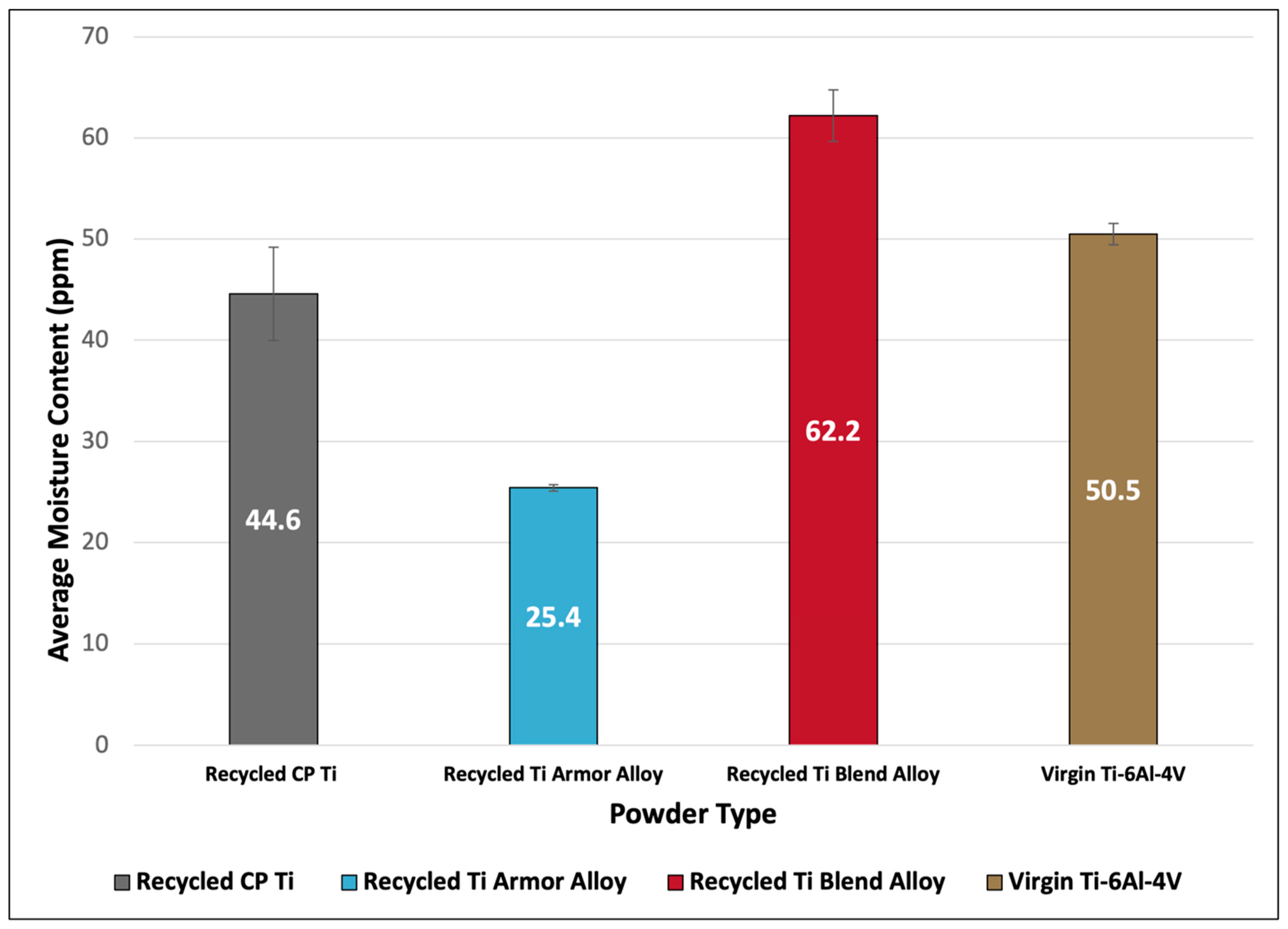
3.3. Karl Fischer Titration Moisture Content
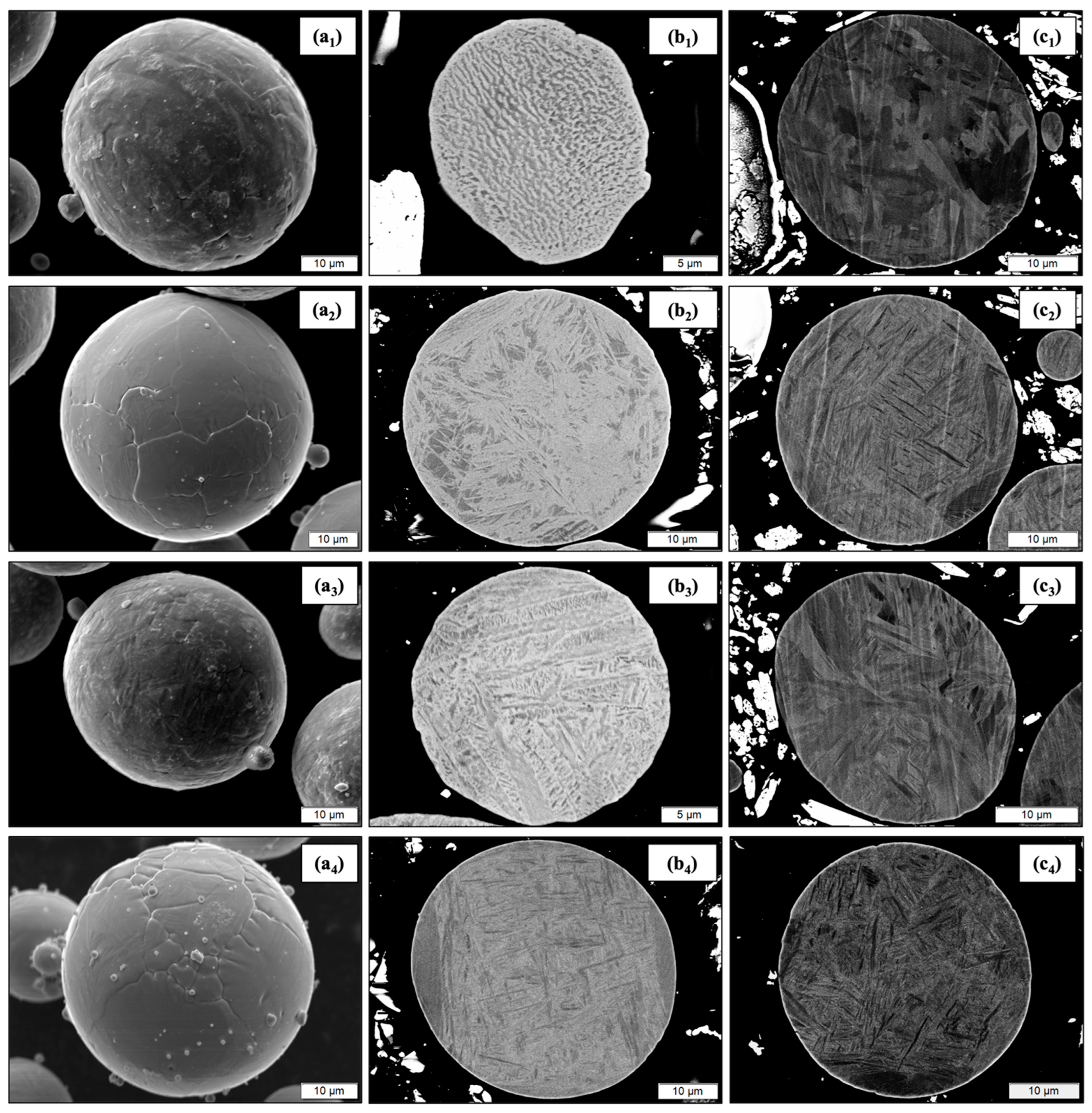
3.4. Scanning Electron Microscopy (SEM)
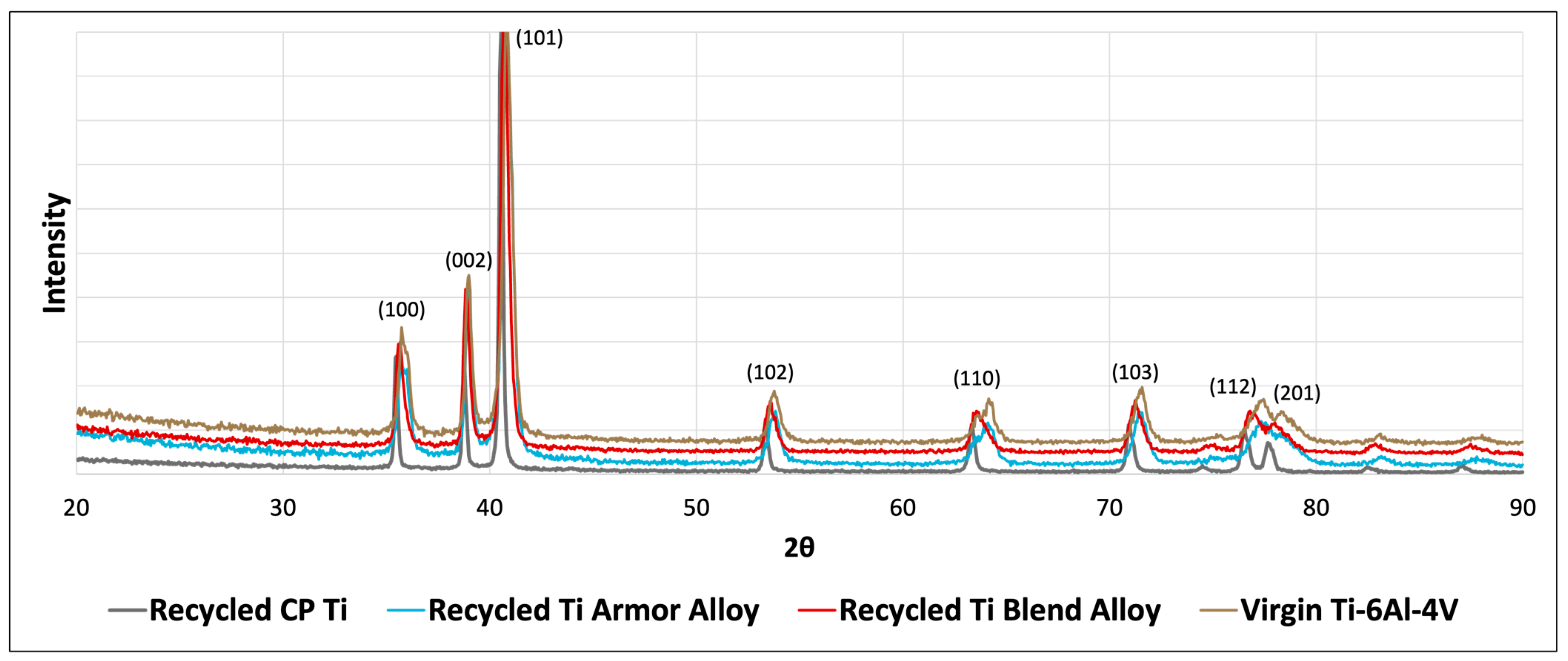
3.5. X-ray Diffraction (XRD)
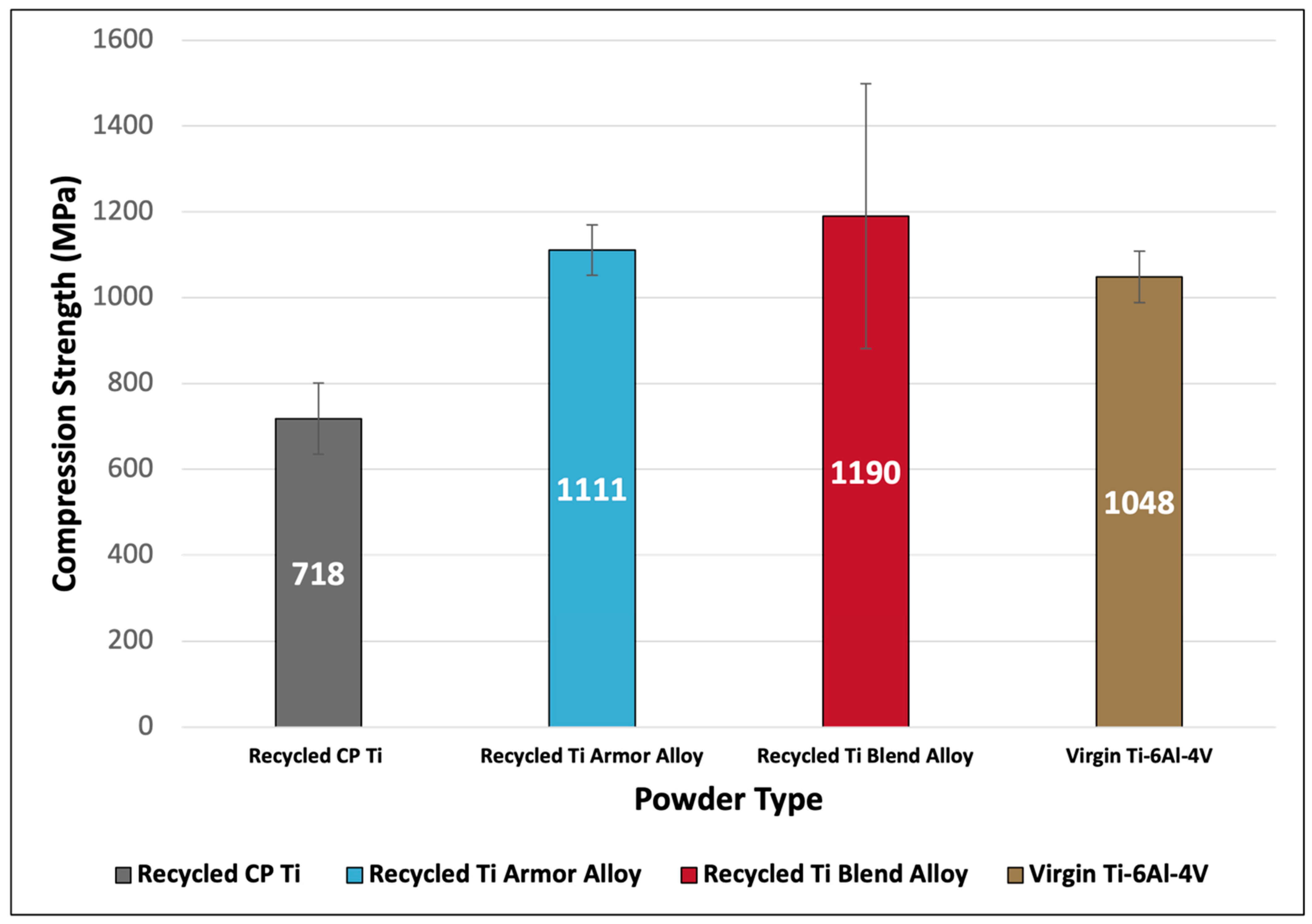
3.6. Micro-Particle Compression
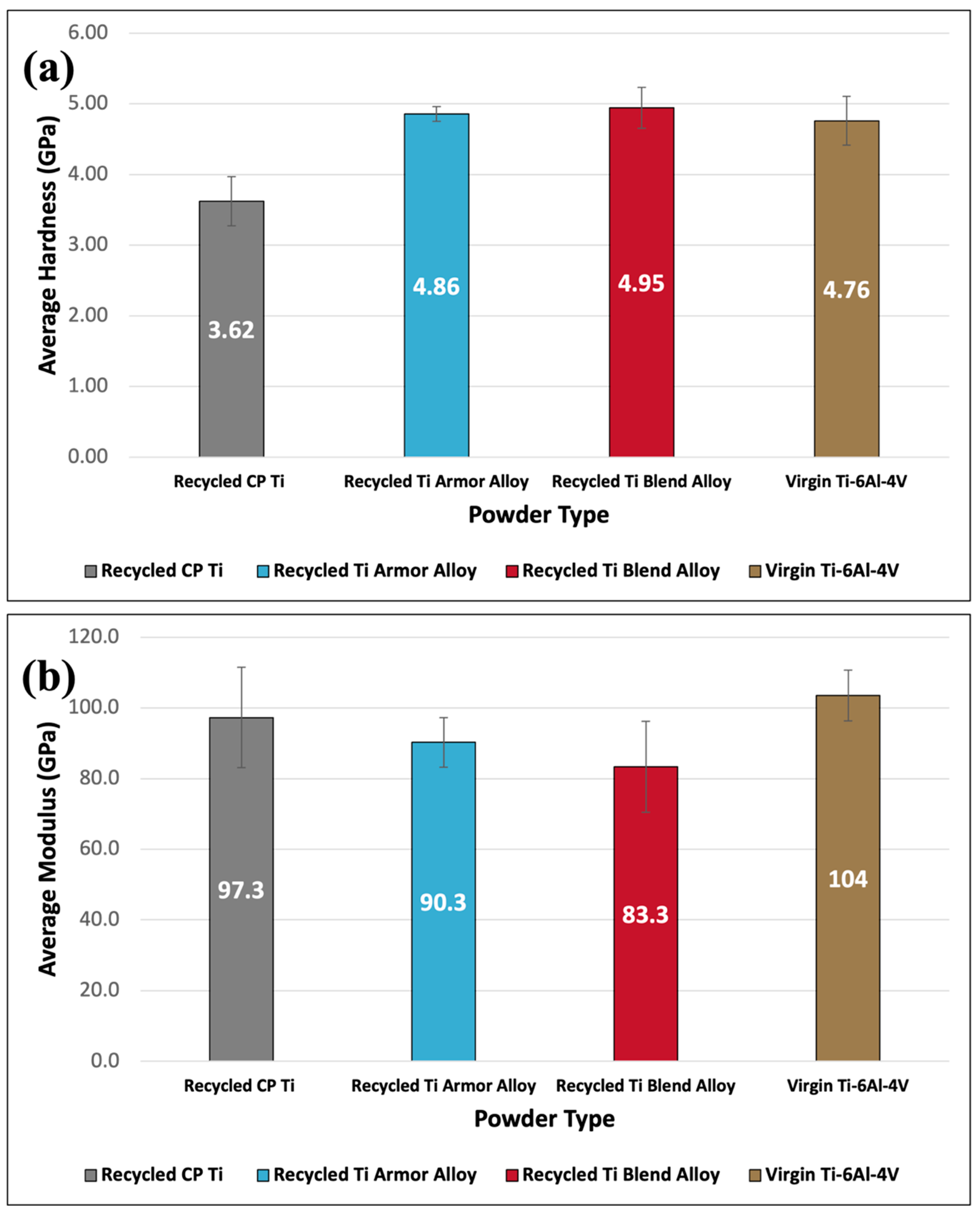
3.7. Nanoindentation
4. Conclusions
- Recycled CP Ti, recycled Ti armor alloy, and virgin Ti-6Al-4V powders all adhered to ASTM-specified composition and impurity standards for their respective alloy compositions. Compliance with the applicable compositional standards verifies the compositional quality of the recycled powder variants and their suitability for use in cold spray processing.
- PSD and SEM results reveal predominantly spherical particles with similar size, shape, and morphology across all powder types. Particle diameters were predominantly ranged between 20–50 μm, ideally sized for cold spray.
- Microstructural features vary between titanium alloys based on slight differences in primary phases identified from XRD.
- Moisture contents of all four titanium powders were found acceptable for cold spray.
- Mechanical testing demonstrated superior hardness and strength in alloyed titanium powders compared to CP titanium. There was no difference in mechanical strength between virgin and recycled powders.
- Recycled titanium powder produced through the atomization of scrap-sourced material provides a viable alternative to virgin titanium alloy powders without compromising mechanical capabilities. Implementing localized or mobile atomization systems to generate recycled titanium powders at a “point of need” enhances operational adaptability and sustainability while potentially decreasing material expenses. This approach provides an avenue to reduce waste, improve cost-effectiveness, and promote circular economy principles for advanced manufacturing.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pushp, P.; Dasharath, S.M.; Arati, C. Classification and applications of titanium and its alloys. Mater Today Proc. 2022, 54, 537–542. [Google Scholar] [CrossRef]
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications; Wiley-VCH: Weinheim, Germany, 2003. [Google Scholar]
- Veiga, C.; Davim, J.P.; Loureiro, A.J.R. Properties and Applications of Titanium Alloys: A Brief Review. 2012. Available online: https://www.researchgate.net/publication/283863116 (accessed on 10 December 2023).
- Gialanella, S.; Malandruccolo, A. Titanium and Titanium Alloys. In Topics in Mining, Metallurgy and Materials Engineering; Springer Science and Business Media Deutschland GmbH: Berlin/Heidelberg, Germany, 2020; pp. 129–189. [Google Scholar] [CrossRef]
- Williams, J.C.; Boyer, R.R. Opportunities and issues in the application of titanium alloys for aerospace components. Metals 2020, 10, 705. [Google Scholar] [CrossRef]
- Peters, M.; Kumpfert, J.; Ward, C.H.; Leyens, C. Titanium alloys for aerospace applications. Adv. Eng. Mater. 2003, 5, 419–427. [Google Scholar] [CrossRef]
- Elshaer, R.N.; Ibrahim, K.M. Applications of Titanium Alloys in Aerospace Manufacturing: A Brief Review. Bull. Tabbin Inst. Metall. Stud. 2022, 111, 60–69. [Google Scholar] [CrossRef]
- Tshephe, T.S.; Akinwamide, S.O.; Olevsky, E.; Olubambi, P.A. Additive manufacturing of titanium-based alloys—A review of methods, properties, challenges, and prospects. Heliyon 2022, 8, e09041. [Google Scholar] [CrossRef] [PubMed]
- Beckers, D.; Ellendt, N.; Fritsching, U.; Uhlenwinkel, V. Impact of process flow conditions on particle morphology in metal powder production via gas atomization. Adv. Powder Technol. 2020, 31, 300–311. [Google Scholar] [CrossRef]
- Champagne, V. The Cold Spray Materials Deposition Process: Fundamentals and Applications; Woodhead Publishing Limited: Thorston, UK, 2007. [Google Scholar]
- Agboola, O.; Babatunde, D.E.; Fayomi, O.S.I.; Sadiku, E.R.; Popoola, P.; Moropeng, L.; Yahaya, A.; Mamudu, O.A. A review on the impact of mining operation: Monitoring, assessment and management. In Results in Engineering; Elsevier B.V.: Amsterdam, The Netherlands, 2020; Volume 8. [Google Scholar] [CrossRef]
- Gleason, M.A.; Sousa, B.C.; Tsaknopoulos, K.; Grubbs, J.A.; Hay, J.; Nardi, A.; Brown, C.A.; Cote, D.L. Application of Mass Finishing for Surface Modification of Copper Cold Sprayed Material Consolidations. Materials 2022, 15, 2054. [Google Scholar] [CrossRef] [PubMed]
- Tsaknopoulos, K.; Grubbs, J.; Sousa, B.C.; Siopis, M.; Nardi, A.; Cote, D.L. Evaluation of a laser powder bed fusion designer Al-Mg-Zr-Si alloy for cold spray additive manufacturing. Mater. Des. 2022, 222, 111105. [Google Scholar] [CrossRef]
- Assadi, H.; Gärtner, F. Particle compression test: A key step towards tailoring of feedstock powder for cold spraying. Coatings 2020, 10, 458. [Google Scholar] [CrossRef]
- JIS R 1639-5; Test Methods of Properties of Fine Ceramic Granules—Part 5: Compressive Strength of A Single Granule. Japanese Standards Association: Tokyo, Japan, 2007.
- Sousa, B.C.; Hay, J.; Cote, D.L. Toward an Instrumented Strength Microprobe—Origins of the Oliver-Pharr Method and Continued Advancements in Nanoindentation: Part 1. In Elasticity of Materials; IntechOpen: London, UK, 2023. [Google Scholar] [CrossRef]
- Sousa, B.C.; Aindow, M.; Lee, S.-W.; Lados, D.; Spangenberger, A.G.; Sample, C.M.; Cote, D.L. Characterization of cold-sprayed material consolidations. In Advances in Cold Spray: A Coating Deposition and Additive Manufacturing Process; Elsevier: Amsterdam, The Netherlands, 2023; pp. 205–298. [Google Scholar] [CrossRef]
- Sousa, B.C.; Tsaknopoulos, K.; Cote, D.L. Microstructural and Micromechanical Characterization of Feedstock for Cold Spray Additive Manufacturing and Processing. Powders 2022, 1, 129–154. [Google Scholar] [CrossRef]
- ASTM F1580-18; Standard Specification for Titanium and Titanium-6 Aluminum-4 Vanadium Alloy Powders for Coatings of Surgical Implants. ASTM International: West Conshohocken, PA, USA, 2019. [CrossRef]
- Grubbs, J. Exploring the Impact of Metallic Powder Quality on Cold Spray Processing and Consolidated Material Performance; Worcester Polytechnic Institute: Worcester, UK, 2023. [Google Scholar]
- Grubbs, J.; Sousa, B.C.; Cote, D. Exploration of the Effects of Metallic Powder Handling and Storage Conditions on Flowability and Moisture Content for Additive Manufacturing Applications. Metals 2022, 12, 603. [Google Scholar] [CrossRef]
- Bieler, T.R.; Trevino, R.M.; Zeng, L. Alloys: Titanium. In Encyclopedia of Condensed Matter Physics; Elsevier: Amsterdam, The Netherlands, 2005. [Google Scholar]
- Poirier, D.; Thomas, Y.; Guerreiro, B.; Martin, M.; Aghasibeig, M.; Irissou, E. Improvement of Tool Steel Powder Cold Sprayability Via Softening and Agglomeration Heat Treatments. J. Therm. Spray Technol. 2022, 31, 145–158. [Google Scholar] [CrossRef]
- Sousa, B.C.; Gleason, M.A.; Haddad, B.; Champagne, V.K.; Nardi, A.T.; Cote, D.L. Nanomechanical characterization for cold spray: From feedstock to consolidated material properties. Metals 2020, 10, 1195. [Google Scholar] [CrossRef]
- Haden, C.V.; Collins, P.C.; Harlow, D.G. Yield Strength Prediction of Titanium Alloys. JOM 2015, 67, 1357–1361. [Google Scholar] [CrossRef]
- Shunmugavel, M.; Polishetty, A.; Littlefair, G. Microstructure and Mechanical Properties of Wrought and Additive Manufactured Ti-6Al-4V Cylindrical Bars. Procedia Technol. 2015, 20, 231–236. [Google Scholar] [CrossRef]
- Sousa, B.C.; Walde, C.E.; Champagne, V.K.; Cote, D.L. Initial Observation of Grain Orientation Dependent Nanoindentation Hardness of Al 6061 Gas-atomized Powder. Int. J. Metall. Met. Phys. 2020, 5, 50. [Google Scholar] [CrossRef]
- Kostryzhev, A.G. Strengthening mechanisms in metallic materials. Metals 2021, 11, 1134. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element (wt.%) | O | N | C | H | Al | Fe | V | Cr | Y | Ti |
|---|---|---|---|---|---|---|---|---|---|---|
| Recycled CP Ti | 0.162 | 0.024 | 0.014 | 0.0027 | 0.2 | 0.093 | 0.069 | 0.02 | N/A | Balance |
| Recycled Ti Armor Alloy | 0.181 | 0.008 | 0.004 | 0.0028 | 6.04 | 0.17 | 4.13 | 0.014 | N/A | Balance |
| Recycled Ti Blend Alloy | 0.202 | 0.015 | 0.013 | 0.003 | 4.35 | 0.15 | 2.59 | 0.018 | N/A | Balance |
| Virgin Ti-6Al-4V | 0.18 | 0.01 | 0.01 | 0.002 | 6.35 | 0.19 | 3.98 | N/A | <0.001 | Balance |
| ASTM Standard CP Ti [19] | 0.400 (Max) | 0.050 (Max) | 0.080 (Max) | 0.050 (Max) | N/A | 0.500 (Max) | N/A | N/A | N/A | Balance |
| ASTM Standard Ti-6Al-4V [19] | 0.200 (Max) | 0.050 (Max) | 0.080 (Max) | 0.015 (Max) | 5.50–6.75 | 0.300 (Max) | 3.50–4.50 | N/A | 0.005 (Max) | Balance |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Judd, K.G.; Tsaknopoulos, K.; Sousa, B.C.; Pepi, M.; Cote, D.L. Comparative Evaluation of Titanium Feedstock Powder Derived from Recycled Battlefield Scrap vs. Virgin Powder for Cold Spray Processing. Materials 2024, 17, 1122. https://doi.org/10.3390/ma17051122
Judd KG, Tsaknopoulos K, Sousa BC, Pepi M, Cote DL. Comparative Evaluation of Titanium Feedstock Powder Derived from Recycled Battlefield Scrap vs. Virgin Powder for Cold Spray Processing. Materials. 2024; 17(5):1122. https://doi.org/10.3390/ma17051122
Chicago/Turabian StyleJudd, Kiran G., Kyle Tsaknopoulos, Bryer C. Sousa, Marc Pepi, and Danielle L. Cote. 2024. "Comparative Evaluation of Titanium Feedstock Powder Derived from Recycled Battlefield Scrap vs. Virgin Powder for Cold Spray Processing" Materials 17, no. 5: 1122. https://doi.org/10.3390/ma17051122