

Evolutionary Optimizing Process Parameters in the Induction Hardening of Rack Bar by Response Surface Methodology and Desirability Function Approach under Industrial Conditions

Abstract
:1. Introduction
- There is no evidence that evolutionary optimization using a genetic algorithm has been applied to induction hardening processes under complex industrial process requirements, modeled empirically;
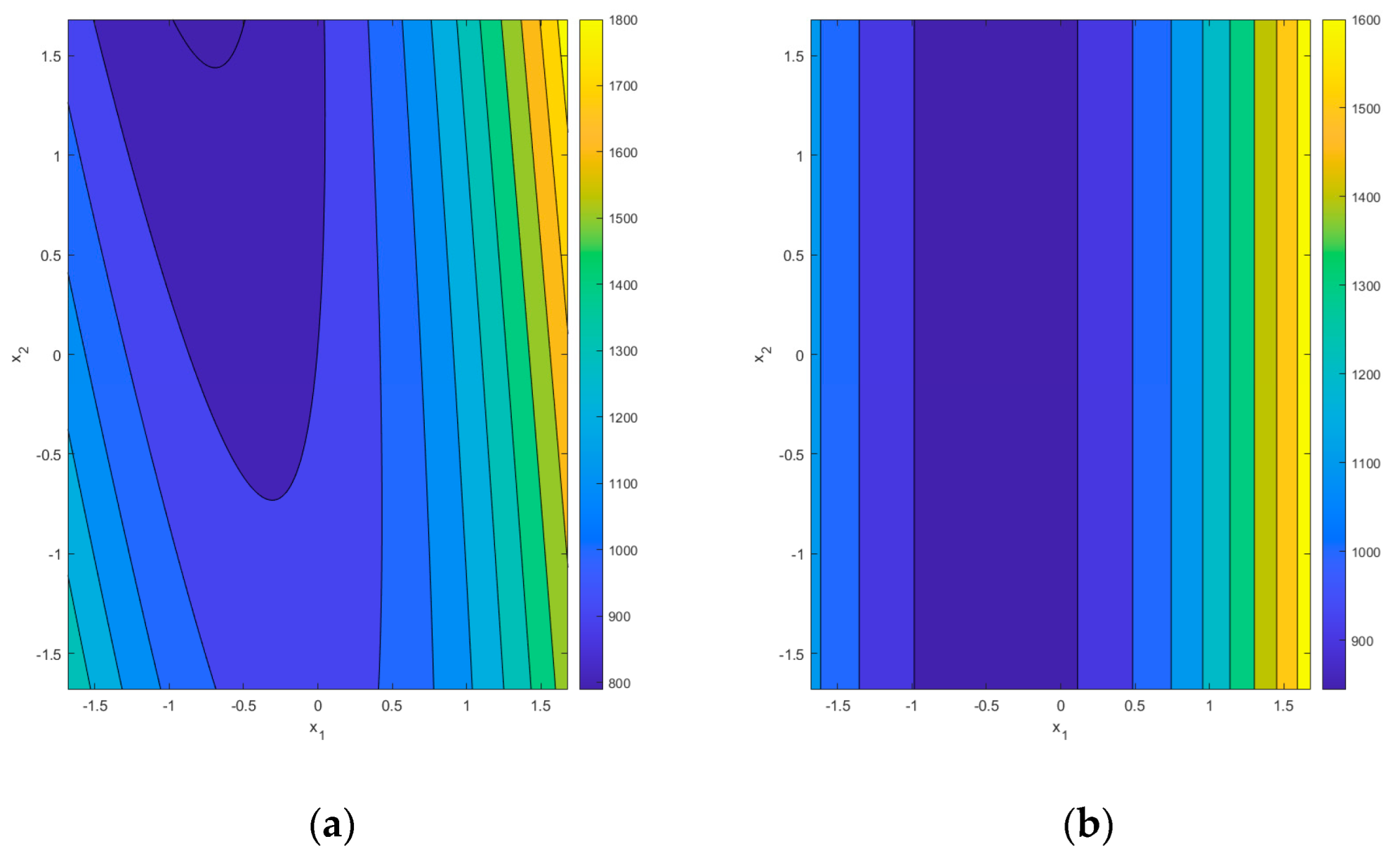
- Lack of availability of studies showing the effect of the form of the desirability hypersurface on the effectiveness of optimization algorithms for the induction hardening process;
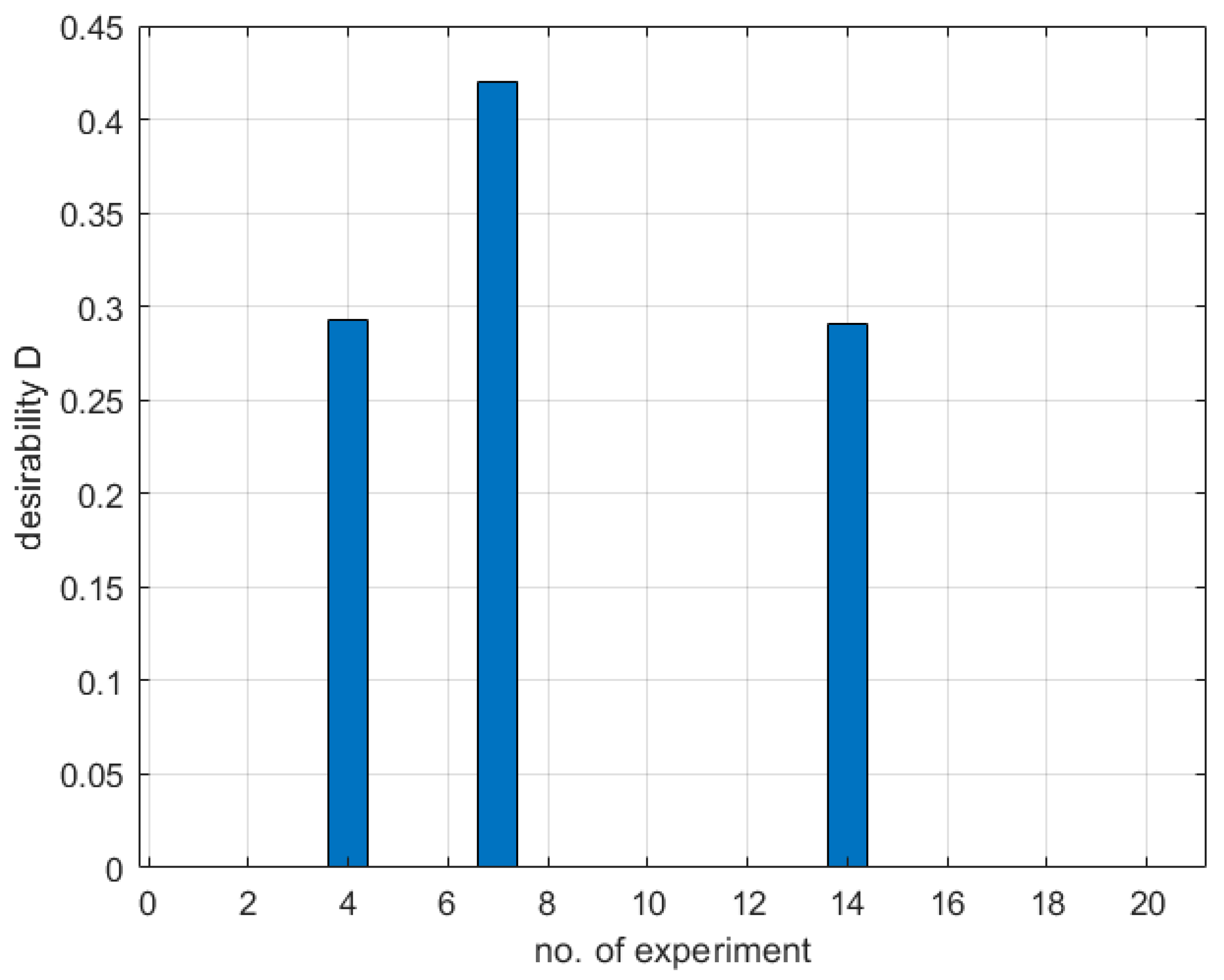
- Lack of availability of studies showing the effectiveness of global optimization algorithms, such as genetic algorithms, for obtaining a set of quasi-optimal solutions to the problem for the desirability function formulated for the induction hardening process;
- There is a lack of availability of studies showing the complex problem of conducting experiments to confirm the optimal parameter settings of the induction hardening process under industrial conditions and analyzing their results contained in small samples, which precludes the use of parametric tests.
2. Process, Quality Indicators, and Experimentation Methods
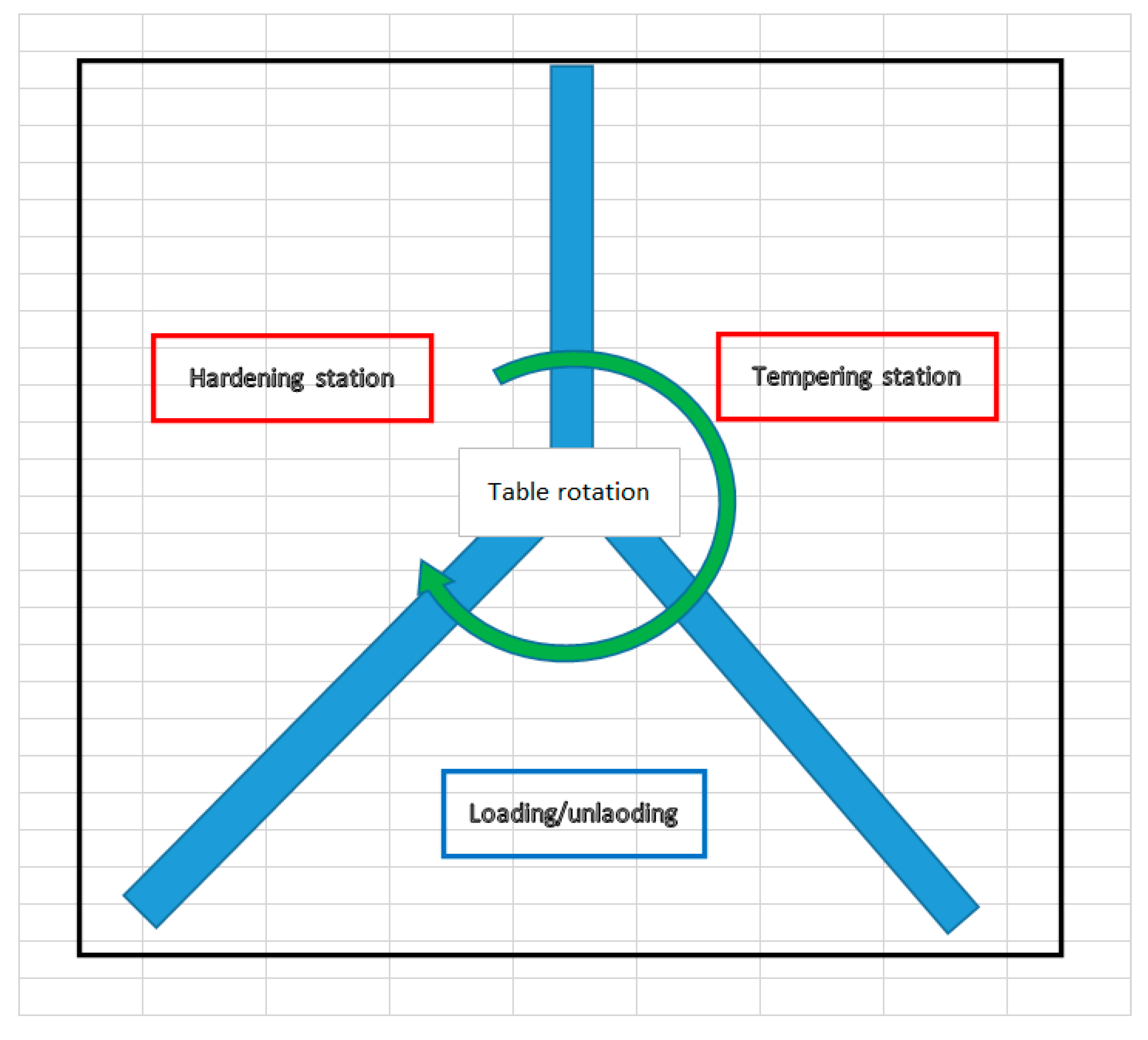
2.1. Induction Hardening Process
- For loading rack bars before the heat treatment process and unloading rack bars after the process is finished;
- Hardening station;
- Tempering station.
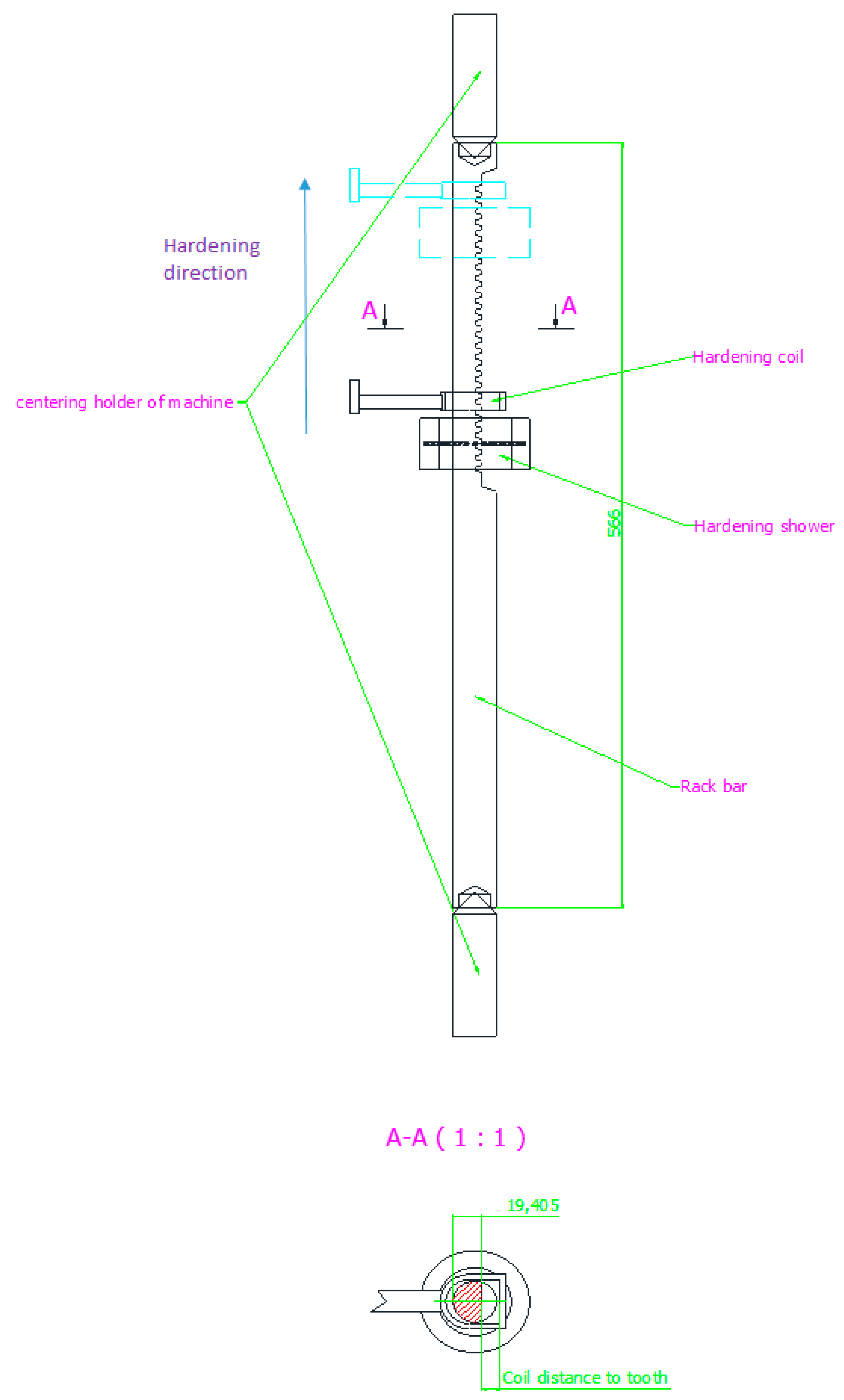
- The hardening power is in the range of 0–100%;
- The hardening feed rate ranges from 100–50,000 mm/min;
- The distance of the hardening coil to rack bar teeth is in the 1.5–5 mm range.
- The power equals 47%;
- The feed rate equals 1600 mm/min.
- 1.
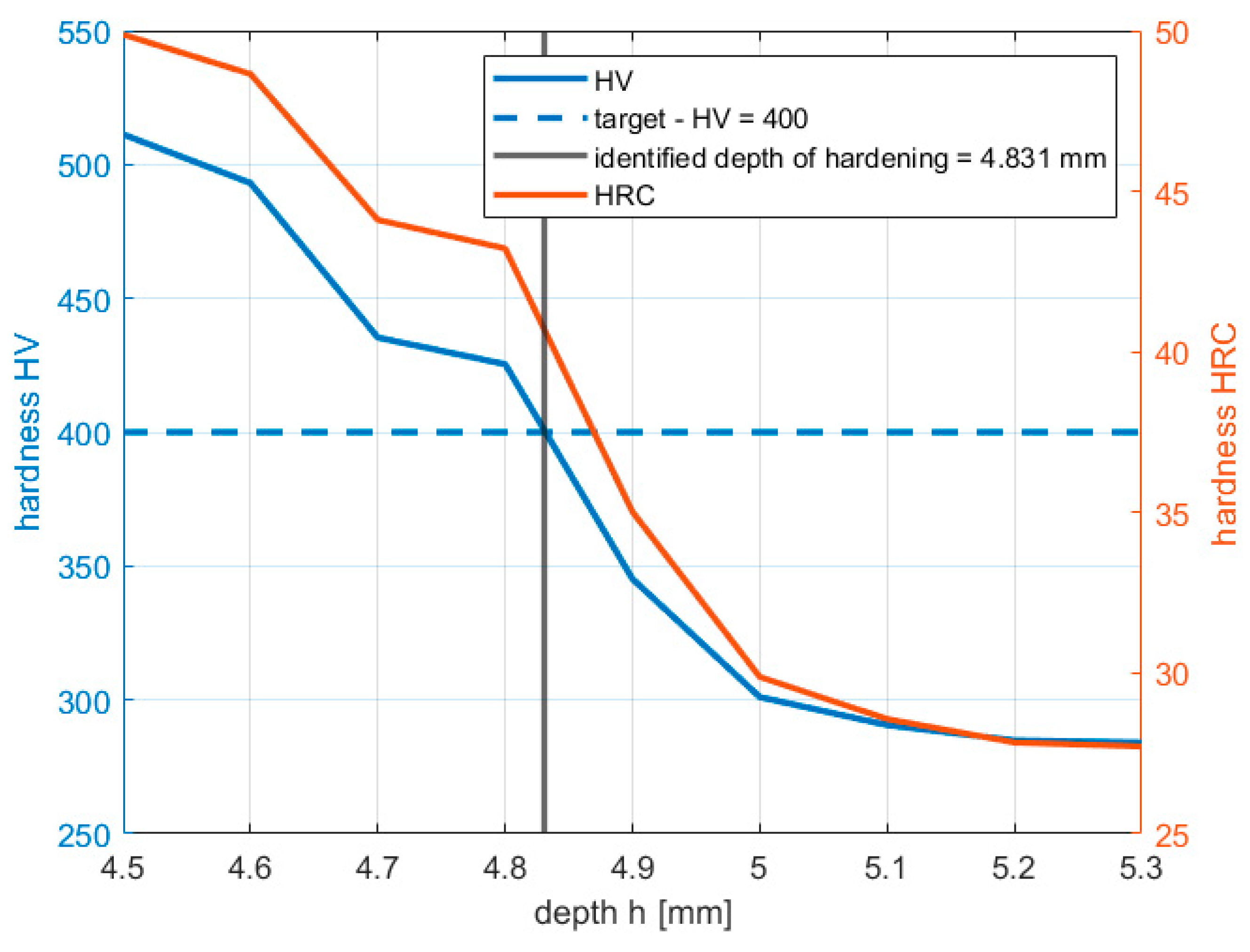
- Hardness depth;
- 2.
- Surface hardness;
- 3.
- It is mandatory to use a straightening process after hardening due to deformation, which is an effect of the hardening process; the time of the straightening operation increases when rack bars deformation is over 1100 µm.
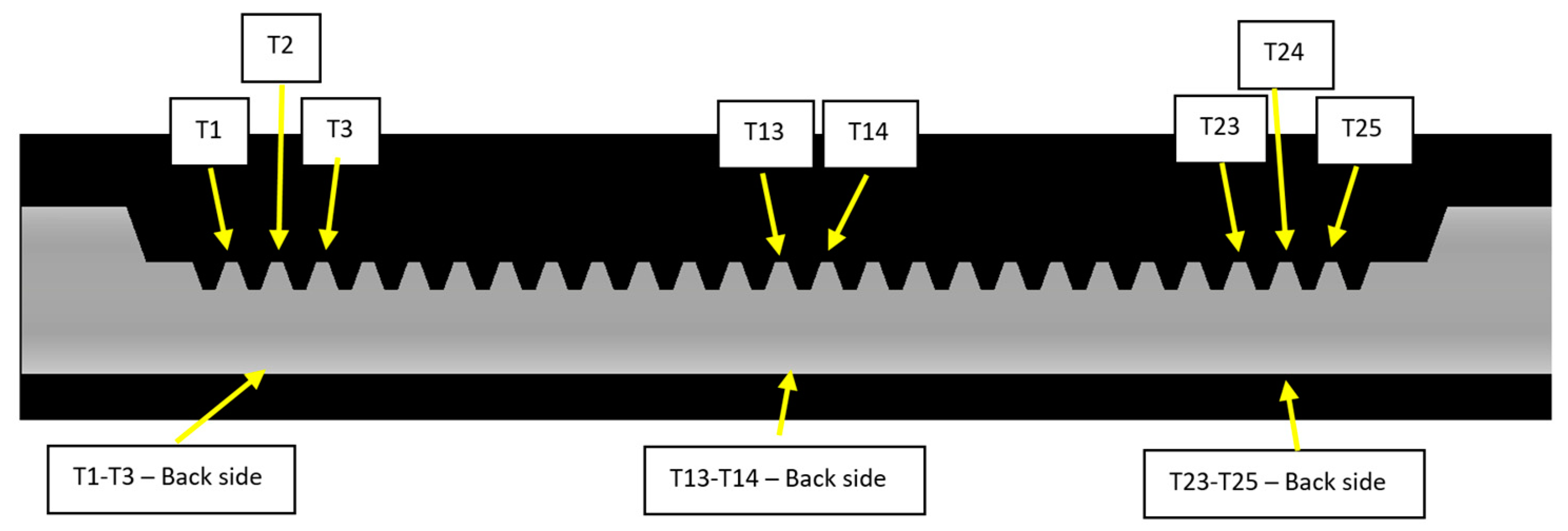
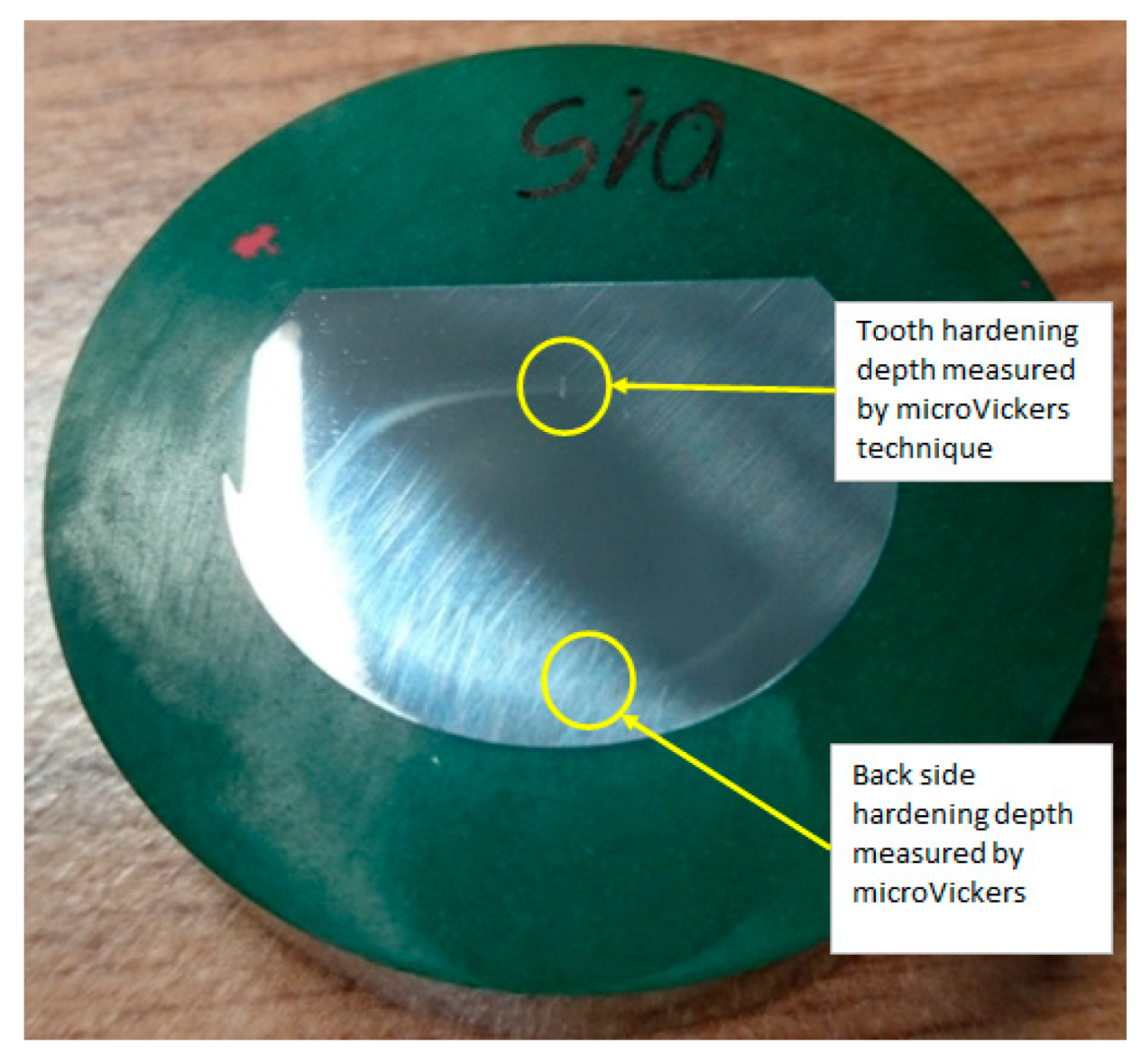
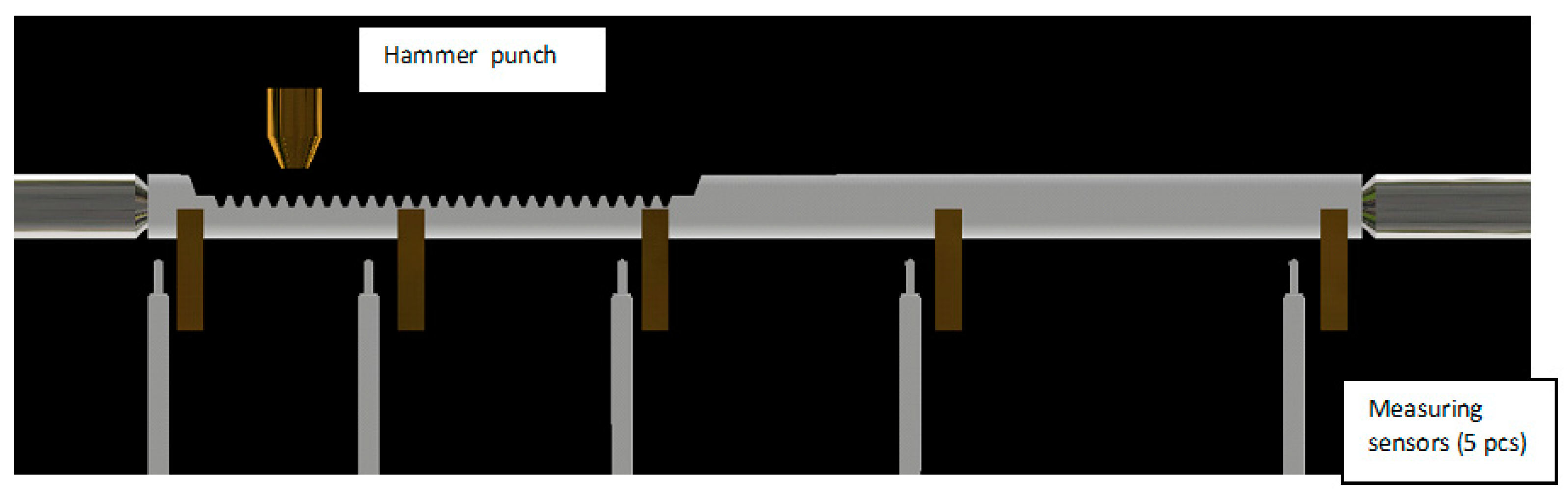
2.2. Process Quality Indicators and the Measurement Setup
- The hardness depth on the teeth side with minimum requirements equal to 3.9 mm;
- The hardness depth on the back side (an opposite side to teeth) with requirements given by the range above 1 mm;
- The surface hardness on teeth with requirements given by the range 55–60 HRC;
- The surface hardness on the back side is within the 52–55 HRC range requirements;
- After finishing the hardening and tempering operations, all rack bars are straightened to obtain a maximal deflection of value not greater than 1000 µm before going to the next operation; in the presented study, the existence of thermal strains after induction hardening and tempering operations is a primary driving force for performing process optimization to reduce costs and time.
2.3. Experimental Design
- The power x1: 45–69%;
- The coil distance x2: 1.5–5 mm;
- The feed rate x3: 600–900 mm/min.
- In experiment no. 1—in responses 2, 5 and 6, the result indicates that the deep hardening was obtained without the required hardness of the teeth in the 2nd and 3rd zones;
- In experiment no. 13—response 4 indicates that the hardness of the teeth in the 1st zone is insufficient;
- In experiment no. 16—in responses 7, 8 and 9, the result indicates that the hardening of the back side of the rack bar was not achieved; moreover, in response 3—the hardening depth on the back side—is equal to 0, however, on the assumed significance level this response is not an outlier.
3. RSM for Empirical Modelling
4. Multiobjective Optimization Problem Formulation and Its Solution
- Population size = 20;
- Maximum number of generations = 100;
- Crossover probability = 0.8;
- Mutation probability = 0.9;
- Stop criterion: max number of generations and average change in fitness function values (with tolerance 10−6) and the average change of constraints values (with tolerance 10−3);
- The constraint: the first generation is chosen randomly according to the constraint.
5. Confirmation Experiments and Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Favennec, Y.; Labbé, V.; Bay, F. Induction Heating Processes Optimization a General Optimal Control Approach. J. Comput. Phys. 2003, 187, 68–94. [Google Scholar] [CrossRef]
- Jakubovičová, L.; Andrej, G.; Peter, K.; Milan, S. Optimization of the Induction Heating Process in Order to Achieve Uniform Surface Temperature. Procedia Eng. 2016, 136, 125–131. [Google Scholar] [CrossRef]
- Nemkov, V.; Goldstein, R.; Jackowski, J.; Ferguson, L.; Li, Z. Stress and Distortion Evolution during Induction Case Hardening of Tube. J. Mater. Eng. Perform. 2013, 22, 1826–1832. [Google Scholar] [CrossRef]
- Barka, N.; Bocher, P.; Brousseau, J. Sensitivity Study of Hardness Profile of 4340 Specimen Heated by Induction Process Using Axisymmetric Modeling. Int. J. Adv. Manuf. Technol. 2013, 69, 2747–2756. [Google Scholar] [CrossRef]
- Hachkevych, O.R.; Drobenko, B.D.; Vankevych, P.I.; Yakovlev, M.Y. Optimization of the High-Temperature Induction Treatment Modes for Nonlinear Electroconductive Bodies. Strength Mater. 2017, 49, 429–435. [Google Scholar] [CrossRef]
- Fisk, M.; Lindgren, L.E.; Datchary, W.; Deshmukh, V. Modelling of Induction Hardening in Low Alloy Steels. Finite Elem. Anal. Des. 2018, 144, 61–75. [Google Scholar] [CrossRef]
- Khalifa, M.; Barka, N.; Brousseau, J.; Bocher, P. Optimization of the Edge Effect of 4340 Steel Specimen Heated by Induction Process with Flux Concentrators Using Finite Element Axis-Symmetric Simulation and Experimental Validation. Int. J. Adv. Manuf. Technol. 2019, 104, 4549–4557. [Google Scholar] [CrossRef]
- Lamura, M.D.P.; Ammarullah, M.I.; Hidayat, T.; Maula, M.I.; Jamari, J.; Bayuseno, A.P.; Pratama, M.D.; Ammarullah, M.I.; Hidayat, T.; Maula, M.I.; et al. Diameter Ratio and Friction Coefficient Effect on Equivalent Plastic Strain (PEEQ) during Contact between Two Brass Solids. Cogent Eng. 2023, 10, 2218691. [Google Scholar] [CrossRef]
- Ammarullah, M.I.; Hartono, R.; Supriyono, T.; Santoso, G.; Sugiharto, S.; Permana, M.S. Polycrystalline Diamond as a Potential Material for the Hard-on-Hard Bearing of Total Hip Prosthesis: Von Mises. Biomedicines 2023, 11, 951. [Google Scholar] [CrossRef]
- Farooq, M.U.; Anwar, S.; Bhatti, H.A.; Kumar, M.S.; Ali, M.A.; Ammarullah, M.I. Electric Discharge Machining of Ti6Al4V ELI in Biomedical Industry: Parametric Analysis of Surface Functionalization and Tribological Characterization. Materials 2023, 16, 4458. [Google Scholar] [CrossRef]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C.M. Response Surface Methodology: Process and Product Optimization Using Designed Experiments, 4th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2016; ISBN 9786021018187. [Google Scholar]
- Kohli, A.; Singh, H. Modeling and Microstructural Analysis of Induction Hardened Parts. Mater. Manuf. Process. 2012, 27, 278–283. [Google Scholar] [CrossRef]
- Parvinzadeh, M.; Sattarpanah Karganroudi, S.; Omidi, N.; Barka, N.; Khalifa, M. A Novel Investigation into the Edge Effect Reduction of 4340 Steel Disc through Induction Hardening Process Using Magnetic Flux Concentrators. Int. J. Adv. Manuf. Technol. 2021, 115, 2959–2971. [Google Scholar] [CrossRef]
- Eastwood, M.D.; Haapala, K.R. An Induction Hardening Process Model to Assist Sustainability Assessment of a Steel Bevel Gear. Int. J. Adv. Manuf. Technol. 2015, 80, 1113–1125. [Google Scholar] [CrossRef]
- Khalifa, M.; Barka, N.; Brousseau, J.; Bocher, P. Reduction of Edge Effect Using Response Surface Methodology and Artificial Neural Network Modeling of a Spur Gear Treated by Induction with Flux Concentrators. Int. J. Adv. Manuf. Technol. 2019, 104, 103–117. [Google Scholar] [CrossRef]
- Garois, S.; Daoud, M.; Traidi, K.; Chinesta, F. Artificial Intelligence Modeling of Induction Contour Hardening of 300M Steel Bar and C45 Steel Spur-Gear. Int. J. Mater. Form. 2023, 16, 26. [Google Scholar] [CrossRef]
- Qin, X.; Gao, K.; Zhu, Z.; Chen, X.; Wang, Z. Prediction and Optimization of Phase Transformation Region After Spot Continual Induction Hardening Process Using Response Surface Method. J. Mater. Eng. Perform. 2017, 26, 4578–4594. [Google Scholar] [CrossRef]
- Saputro, I.E.; Chen, C.P.; Jheng, Y.S.; Huang, H.C.; Fuh, Y.K. Mobile Induction Heat Treatment of Large-Sized Spur Gear—The Effect of Scanning Speed and Air Gap on the Uniformity of Hardened Depth and Mechanical Properties. Steel Res. Int. 2023, 94, 2200261. [Google Scholar] [CrossRef]
- Misra, M.K.; Bhattacharya, B.; Singh, O.; Chatterjee, A. Multi Response Optimization of Induction Hardening Process—A New Approach. IFAC Proc. Vol. 2014, 3, 862–869. [Google Scholar] [CrossRef]
- Asadzadeh, M.Z.; Raninger, P.; Prevedel, P.; Ecker, W.; Mücke, M. Hybrid Modeling of Induction Hardening Processes. Appl. Eng. Sci. 2021, 5, 100030. [Google Scholar] [CrossRef]
- Badar, A.Q.H. Evolutionary Optimization Algorithms; Taylor and Francis Group: Boca Raton, FL, USA, 2022; ISBN 9780367750541. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | x1 | x2 | x3 | y1 [μm] | y2 [mm] | y3 [mm] | y4 [HRC] | y5 [HRC] | y6 [HRC] | y7 [HRC] | y8 [HRC] | y9 [HRC] |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1 | −1 | −1 | 1721 | 10.358 | 5.098 | 47.9 | 50.0 | 53.3 | 47.4 | 52.7 | 54.5 |
| 2 | −1 | 1 | −1 | 720 | 4.008 | 1.416 | 56.1 | 57.6 | 58.0 | 55.0 | 55.1 | 55.6 |
| 3 | 1 | 1 | 1 | 1258 | 4.831 | 2.420 | 54.0 | 57.5 | 58.0 | 53.7 | 54.8 | 56.0 |
| 4 | 0 | 0 | 0 | 962 | 4.810 | 1.954 | 55.2 | 57.2 | 58.2 | 54.4 | 54.5 | 54.5 |
| 5 | −1 | −1 | 1 | 958 | 3.776 | 0.351 | 56.4 | 58.8 | 58.8 | 40.4 | 40.0 | 40.9 |
| 6 | 0 | 0 | 0 | 1160 | 4.767 | 1.957 | 56.0 | 58.6 | 58.9 | 54.0 | 54.9 | 55.9 |
| 7 | −1 | −1 | −1 | 948 | 4.784 | 1.451 | 55.3 | 57.8 | 58.8 | 53.5 | 54.5 | 53.8 |
| 8 | −1 | 1 | 1 | 1213 | 4.771 | 1.987 | 56.5 | 59.6 | 59.8 | 39.4 | 37.7 | 39.1 |
| 9 | 0 | 0 | 0 | 987 | 2.933 | 0.234 | 55.1 | 57.8 | 58.7 | 52.5 | 54.7 | 55.2 |
| 10 | 1 | 1 | −1 | 2005 | 7.250 | 4.507 | 52.2 | 56.1 | 56.7 | 50.8 | 54.3 | 55.8 |
| 11 | 1 | −1 | 1 | 981 | 5.778 | 2.512 | 53.4 | 56.5 | 57.1 | 52.2 | 55.0 | 54.7 |
| 12 | 0 | 0 | 0 | 1020 | 4.672 | 1.946 | 55.1 | 57.0 | 58.3 | 54.2 | 54.6 | 55.5 |
| 13 | 1.682 | 0 | 0 | 2131 | 7.704 | 4.579 | 46.2 | 51.2 | 56.1 | 46.3 | 51.6 | 51.5 |
| 14 | 0 | 0 | 1.682 | 745 | 4.059 | 1.174 | 56.4 | 58.3 | 58.9 | 54.6 | 54.3 | 54.5 |
| 15 | 0 | 0 | 0 | 1085 | 4.818 | 1.932 | 56.4 | 58.5 | 59.0 | 52.3 | 55.3 | 56.3 |
| 16 | −1.682 | 0 | 0 | 1089 | 2.953 | 0.000 | 56.9 | 58.5 | 58.8 | 27.7 | 27.4 | 26.5 |
| 17 | 0 | 0 | 0 | 1013 | 4.766 | 1.969 | 55.6 | 57.4 | 58.0 | 54.0 | 55.2 | 56.1 |
| 18 | 0 | 1.682 | 0 | 821 | 4.331 | 1.938 | 55.7 | 58.2 | 58.6 | 55.1 | 56.0 | 56.0 |
| 19 | 0 | −1.682 | 0 | 1435 | 5.669 | 1.991 | 55.0 | 57.3 | 57.8 | 53.0 | 55.1 | 56.0 |
| 20 | 0 | 0 | −1.682 | 2057 | 6.132 | 3.267 | 52.1 | 55.4 | 56.0 | 52.9 | 55.0 | 56.4 |
| Source | Sum of Squares | Sum of Squares Contribution [%] | df | Mean Square | F-Value | p-Value | Notes |
|---|---|---|---|---|---|---|---|
| Model | 2,908,285.706 | 82.568 | 9 | 323,142.856 | 5.263 | 0.008 | S |
| x1 | 1,101,450.148 | 31.271 | 1 | 1,101,450.148 | 17.939 | 0.002 | S |
| x2 | 14,482.149 | 0.411 | 1 | 14,482.149 | 0.236 | 0.638 | |
| x3 | 745,417.899 | 21.163 | 1 | 745,417.899 | 12.140 | 0.006 | S |
| x1x2 | 35,644.500 | 1.012 | 1 | 35,644.500 | 0.581 | 0.464 | |
| x1x3 | 495,012.500 | 14.054 | 1 | 495,012.500 | 8.062 | 0.018 | S |
| x2x3 | 28,322.000 | 0.804 | 1 | 28,322.000 | 0.461 | 0.512 | |
| x12 | 394,238.133 | 11.193 | 1 | 394,238.133 | 6.421 | 0.030 | S |
| x22 | 361.006 | 0.010 | 1 | 361.006 | 0.006 | 0.940 | |
| x32 | 120,678.769 | 3.426 | 1 | 120,678.769 | 1.965 | 0.191 | |
| Residual | 613,997.244 | 17.432 | 10 | 61,399.724 | |||
| Lack of fit | 587,578.410 | 16.682 | 5 | 117,515.682 | 22.241 | 0.002 | S |
| Pure error | 26,418.833 | 0.750 | 5 | 5283.767 | |||
| Total | 3,522,282.950 | 100.000 | 19 | 185,383.313 |
| Source | Sum of Squares | Sum of Squares Contribution [%] | df | Mean Square | F-Value | p-Value | Notes |
|---|---|---|---|---|---|---|---|
| Model | 51.625 | 92.841 | 9 | 5.736 | 14.410 | <0.001 | S |
| x1 | 26.068 | 46.881 | 1 | 26.068 | 65.488 | <0.001 | S |
| x2 | 2.712 | 4.878 | 1 | 2.712 | 6.814 | 0.026 | S |
| x3 | 8.431 | 15.162 | 1 | 8.431 | 21.180 | 0.001 | S |
| x1x2 | 2.283 | 4.106 | 1 | 2.283 | 5.736 | 0.038 | S |
| x1x3 | 5.702 | 10.254 | 1 | 5.702 | 14.325 | 0.004 | S |
| x2x3 | 1.933 | 3.476 | 1 | 1.933 | 4.855 | 0.052 | |
| x12 | 2.479 | 4.458 | 1 | 2.479 | 6.227 | 0.032 | S |
| x22 | 1.285 | 2.311 | 1 | 1.285 | 3.228 | 0.103 | |
| x32 | 1.592 | 2.863 | 1 | 1.592 | 3.999 | 0.073 | |
| Residual | 3.981 | 7.159 | 10 | 0.398 | |||
| Lack of fit | 1.165 | 2.096 | 5 | 0.233 | 0.414 | 0.822 | |
| Pure error | 2.815 | 5.063 | 5 | 0.563 | |||
| Total | 55.606 | 100.000 | 19 | 2.927 |
| Source | Sum of Squares | Sum of Squares Contribution [%] | df | Mean Square | F-Value | p-Value | Notes |
|---|---|---|---|---|---|---|---|
| Model | 32.331 | 91.339 | 9 | 3.592 | 11.718 | <0.001 | S |
| x1 | 21.244 | 60.016 | 1 | 21.244 | 69.295 | <0.001 | S |
| x2 | 0.050 | 0.142 | 1 | 0.050 | 0.164 | 0.694 | |
| x3 | 5.570 | 15.737 | 1 | 5.570 | 18.170 | 0.002 | S |
| x1x2 | 0.652 | 1.842 | 1 | 0.652 | 2.127 | 0.175 | |
| x1x3 | 2.147 | 6.064 | 1 | 2.147 | 7.002 | 0.024 | S |
| x2x3 | 0.589 | 1.663 | 1 | 0.589 | 1.920 | 0.196 | |
| x12 | 1.127 | 3.185 | 1 | 1.127 | 3.677 | 0.084 | |
| x22 | 0.391 | 1.106 | 1 | 0.391 | 1.277 | 0.285 | |
| x32 | 0.939 | 2.654 | 1 | 0.939 | 3.064 | 0.111 | |
| Residual | 3.066 | 8.661 | 10 | 0.307 | |||
| Lack of fit | 0.606 | 1.713 | 5 | 0.121 | 0.247 | 0.925 | |
| Pure error | 2.459 | 6.948 | 5 | 0.492 | |||
| Total | 35.397 | 100.000 | 19 | 1.863 |
| Source | Sum of Squares | Sum of Squares Contribution (%) | df | Mean Square | F-Value | p-Value | Notes |
|---|---|---|---|---|---|---|---|
| Model | 146.920 | 94.911 | 9 | 16.324 | 20.722 | <0.001 | S |
| x1 | 88.654 | 57.271 | 1 | 88.654 | 112.539 | <0.001 | S |
| x2 | 3.564 | 2.303 | 1 | 3.564 | 4.525 | 0.059 | |
| x3 | 18.820 | 12.158 | 1 | 18.820 | 23.890 | 0.001 | S |
| x1x2 | 2.000 | 1.292 | 1 | 2.000 | 2.539 | 0.142 | |
| x1x3 | 4.205 | 2.716 | 1 | 4.205 | 5.338 | 0.043 | S |
| x2x3 | 2.420 | 1.563 | 1 | 2.420 | 3.072 | 0.110 | |
| x12 | 25.952 | 16.765 | 1 | 25.952 | 32.944 | <0.001 | S |
| x22 | 0.000 | 0.000 | 1 | 0.000 | 0.000 | 0.995 | |
| x32 | 2.163 | 1.397 | 1 | 2.163 | 2.746 | 0.129 | |
| Residual | 7.878 | 5.089 | 10 | 0.788 | |||
| Lack of fit | 6.424 | 4.150 | 5 | 1.285 | 4.420 | 0.064 | |
| Pure error | 1.453 | 0.939 | 5 | 0.291 | |||
| Total | 154.798 | 100.000 | 19 | 8.147 |
| Source | Sum of Squares | Sum of Squares Contribution (%) | df | Mean Square | F-Value | p-Value | Notes |
|---|---|---|---|---|---|---|---|
| Model | 98.206 | 90.424 | 9 | 10.912 | 10.492 | <0.001 | S |
| x1 | 49.412 | 45.497 | 1 | 49.412 | 47.512 | <0.001 | S |
| x2 | 6.216 | 5.723 | 1 | 6.216 | 5.977 | 0.035 | S |
| x3 | 18.226 | 16.782 | 1 | 18.226 | 17.525 | 0.002 | S |
| x1x2 | 5.281 | 4.863 | 1 | 5.281 | 5.078 | 0.048 | S |
| x1x3 | 3.001 | 2.763 | 1 | 3.001 | 2.886 | 0.120 | |
| x2x3 | 2.101 | 1.935 | 1 | 2.101 | 2.020 | 0.186 | |
| x12 | 13.157 | 12.114 | 1 | 13.157 | 12.651 | 0.005 | S |
| x22 | 0.070 | 0.065 | 1 | 0.070 | 0.067 | 0.800 | |
| x32 | 0.889 | 0.819 | 1 | 0.889 | 0.855 | 0.377 | |
| Residual | 10.400 | 9.576 | 10 | 1.040 | |||
| Lack of fit | 8.125 | 7.481 | 5 | 1.625 | 3.571 | 0.094 | |
| Pure error | 2.275 | 2.095 | 5 | 0.455 | |||
| Total | 108.606 | 100.000 | 19 | 5.716 |
| Source | Sum of Squares | Sum of Squares Contribution (%) | df | Mean Square | F-Value | p-Value | Notes |
|---|---|---|---|---|---|---|---|
| Model | 36.465 | 89.467 | 9 | 4.052 | 9.438 | <0.001 | S |
| x1 | 16.127 | 39.568 | 1 | 16.127 | 37.566 | <0.001 | S |
| x2 | 2.502 | 6.138 | 1 | 2.502 | 5.828 | 0.036 | S |
| x3 | 10.156 | 24.918 | 1 | 10.156 | 23.658 | 0.001 | S |
| x1x2 | 2.101 | 5.155 | 1 | 2.101 | 4.895 | 0.051 | |
| x1x3 | 1.361 | 3.340 | 1 | 1.361 | 3.171 | 0.105 | |
| x2x3 | 0.061 | 0.150 | 1 | 0.061 | 0.143 | 0.714 | |
| x12 | 2.257 | 5.536 | 1 | 2.257 | 5.256 | 0.045 | S |
| x22 | 0.246 | 0.603 | 1 | 0.246 | 0.572 | 0.467 | |
| x32 | 2.257 | 5.536 | 1 | 2.257 | 5.256 | 0.045 | S |
| Residual | 4.293 | 10.533 | 10 | 0.429 | |||
| Lack of fit | 3.465 | 8.501 | 5 | 0.693 | 4.183 | 0.071 | |
| Pure error | 0.828 | 2.032 | 5 | 0.166 | |||
| Total | 40.758 | 100.000 | 19 | 2.145 |
| Source | Sum of Squares | Sum of Squares Contribution (%) | df | Mean Square | F-Value | p-Value | Notes |
|---|---|---|---|---|---|---|---|
| Model | 840.725 | 91.064 | 9 | 93.414 | 11.323 | <0.001 | S |
| x1 | 162.321 | 17.582 | 1 | 162.321 | 19.676 | 0.001 | S |
| x2 | 5.841 | 0.633 | 1 | 5.841 | 0.708 | 0.420 | |
| x3 | 24.094 | 2.610 | 1 | 24.094 | 2.921 | 0.118 | |
| x1x2 | 2.420 | 0.262 | 1 | 2.420 | 0.293 | 0.600 | |
| x1x3 | 165.620 | 17.939 | 1 | 165.620 | 20.076 | 0.001 | S |
| x2x3 | 2.420 | 0.262 | 1 | 2.420 | 0.293 | 0.600 | |
| x12 | 455.825 | 49.373 | 1 | 455.825 | 55.254 | <0.001 | S |
| x22 | 2.348 | 0.254 | 1 | 2.348 | 0.285 | 0.605 | |
| x32 | 1.276 | 0.138 | 1 | 1.276 | 0.155 | 0.702 | |
| Residual | 82.497 | 8.936 | 10 | 8.250 | |||
| Lack of fit | 78.284 | 8.479 | 5 | 15.657 | 18.580 | 0.003 | S |
| Pure error | 4.213 | 0.456 | 5 | 0.843 | |||
| Total | 923.222 | 100.000 | 19 | 48.591 |
| Source | Sum of Squares | Sum of Squares Contribution (%) | df | Mean Square | F-Value | p-Value | Notes |
|---|---|---|---|---|---|---|---|
| Model | 995.989 | 92.275 | 9 | 110.665 | 13.273 | <0.001 | S |
| x1 | 360.856 | 33.432 | 1 | 360.856 | 43.280 | <0.001 | S |
| x2 | 0.108 | 0.010 | 1 | 0.108 | 0.013 | 0.912 | |
| x3 | 67.118 | 6.218 | 1 | 67.118 | 8.050 | 0.018 | S |
| x1x2 | 1.201 | 0.111 | 1 | 1.201 | 0.144 | 0.712 | |
| x1x3 | 150.511 | 13.944 | 1 | 150.511 | 18.052 | 0.002 | S |
| x2x3 | 2.761 | 0.256 | 1 | 2.761 | 0.331 | 0.578 | |
| x12 | 395.712 | 36.662 | 1 | 395.712 | 47.461 | <0.001 | S |
| x22 | 2.716 | 0.252 | 1 | 2.716 | 0.326 | 0.581 | |
| x32 | 0.194 | 0.018 | 1 | 0.194 | 0.023 | 0.882 | |
| Residual | 83.376 | 7.725 | 10 | 8.338 | |||
| Lack of fit | 82.843 | 7.675 | 5 | 16.569 | 155.330 | <0.001 | S |
| Pure error | 0.533 | 0.049 | 5 | 0.107 | |||
| Total | 1079.366 | 100.000 | 19 | 56.809 |
| Source | Sum of Squares | Sum of Squares Contribution (%) | df | Mean Square | F-Value | p-Value | Notes |
|---|---|---|---|---|---|---|---|
| Model | 1053.639 | 92.749 | 9 | 117.071 | 14.213 | <0.001 | S |
| x1 | 397.146 | 34.960 | 1 | 397.146 | 48.215 | <0.001 | S |
| x2 | 0.495 | 0.044 | 1 | 0.495 | 0.060 | 0.811 | |
| x3 | 75.893 | 6.681 | 1 | 75.893 | 9.214 | 0.013 | S |
| x1x2 | 0.845 | 0.074 | 1 | 0.845 | 0.103 | 0.755 | |
| x1x3 | 111.005 | 9.771 | 1 | 111.005 | 13.477 | 0.004 | S |
| x2x3 | 1.620 | 0.143 | 1 | 1.620 | 0.197 | 0.667 | |
| x12 | 444.042 | 39.088 | 1 | 444.042 | 53.909 | <0.001 | S |
| x22 | 3.038 | 0.267 | 1 | 3.038 | 0.369 | 0.557 | |
| x32 | 1.010 | 0.089 | 1 | 1.010 | 0.123 | 0.733 | |
| Residual | 82.369 | 7.251 | 10 | 8.237 | |||
| Lack of fit | 80.161 | 7.056 | 5 | 16.032 | 36.299 | 0.001 | S |
| Pure error | 2.208 | 0.194 | 5 | 0.442 | |||
| Total | 1136.008 | 100.000 | 19 | 59.790 |
| No. | Model | Statistics | ||||
|---|---|---|---|---|---|---|
| Multiple R | R2 | Adjusted R2 | p-Value | PRESS | ||
| 1 | The maximal deflection, y1 | 0.909 | 0.826 | 0.669 | 0.008 | 4,540,000 |
| 2 | Hardening depth of teeth, y2 | 0.964 | 0.928 | 0.864 | <0.001 | 12.891 |
| 3 | The hardening depth on the back side, y3 | 0.956 | 0.913 | 0.836 | <0.001 | 8.402 |
| 4 | The hardness of the teeth in the first zone, y4 | 0.956 | 0.913 | 0.836 | <0.001 | 52.643 |
| 5 | The hardness of the teeth in the second zone, y5 | 0.950 | 0.902 | 0.813 | <0.001 | 72.291 |
| 6 | The hardness of the teeth in the third zone, y6 | 0.948 | 0.898 | 0.807 | <0.001 | 31.142 |
| 7 | The hardness of the back-side in the first zone, y7 | 0.954 | 0.911 | 0.830 | <0.001 | 600.672 |
| 8 | The hardness of the back-side in the first zone, y8 | 0.961 | 0.923 | 0.853 | <0.001 | 630.241 |
| 9 | The hardness of the back-side in the first zone, y9 | 0.963 | 0.928 | 0.862 | <0.001 | 614.364 |
| No. | Model | Equation | R2 | PRESS |
|---|---|---|---|---|
| 1 | The maximal deflection, y1 | 0.771 | 1,520,000 | |
| 2 | Hardening depth of teeth, y2 | 0.928 | 12.891 | |
| 3 | The hardening depth on the back side, y3 | 0.913 | 8.402 | |
| 4 | The hardness of the teeth in the first zone, y4 | 0.863 | 43.793 | |
| 5 | The hardness of the teeth in the second zone, y5 | 0.801 | 41.591 | |
| 6 | The hardness of the teeth in the third zone, y6 | 0.862 | 17.054 | |
| 7 | The hardness of the back-side in the first zone, y7 | 0.874 | 307.236 | |
| 8 | The hardness of the back-side in the second zone, y8 | 0.921 | 273.008 | |
| 9 | The hardness of the back-side in the third zone, y9 | 0.922 | 273.822 |
| No. | Type | Li | Ti | Ui | s | wi | |
|---|---|---|---|---|---|---|---|
| 1. | fmax | STB | 1.0 mm | - | 1.4 mm | 2 | 1 |
| 2. | ht | NTB | 3.9 mm | 4.1 mm | 10.0 mm | 2 | 0.8 |
| 3. | hb | NTB | 1.0 mm | 1.4 mm | 10.0 mm | 2 | 0.8 |
| 4. | HRCt1 | NTB | 55 HRC | 57.5 HRC | 60 HRC | 2 | 0.6 |
| 5. | HRCt2 | NTB | 55 HRC | 57.5 HRC | 60 HRC | 2 | 0.6 |
| 6. | HRCt3 | NTB | 55 HRC | 57.5 HRC | 60 HRC | 2 | 0.6 |
| 7. | HRCb1 | NTB | 52 HRC | 53.5 HRC | 55 HRC | 2 | 0.6 |
| 8. | HRCb2 | NTB | 52 HRC | 53.5 HRC | 55 HRC | 2 | 0.6 |
| 9. | HRCb3 | NTB | 52 HRC | 53.5 HRC | 55 HRC | 2 | 0.6 |
| Statistics | Value |
|---|---|
| Sample mean value, | 0.023 |
| Sample standard deviation, | 0.112 |
| Sample median, M | 0.000 |
| Sample minimum, min(max(D)) | 0.000 |
| Sample maximum, max(max(D)) | 0.646 |
| Statistics | Value |
|---|---|
| Sample mean value, | 0.641 |
| Sample standard deviation, | 0.019 |
| Sample median, M | 0.646 |
| Sample minimum, min(max(D)) | 0.531 |
| Sample maximum, max(max(D)) | 0.646 |
| No. | y1 [μm] | y2 [mm] | y3 [mm] | y4 [HRC] | y5 [HRC] | y6 [HRC] | y7 [HRC] | y8 [HRC] | y9 [HRC] | D |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 605 | 4.190 | 2.010 | 57.3 | 57.1 | 57.5 | 54.3 | 54.1 | 54.4 | 0.606 |
| 2 | 815 | 4.522 | 2.063 | 56.9 | 57.1 | 57.5 | 53.4 | 55.3 | 56.2 | 0.000 |
| 3 | 773 | 4.410 | 2.420 | 57.8 | 56.5 | 57.4 | 54.3 | 54.6 | 54.1 | 0.508 |
| 4 | 681 | 4.544 | 2.092 | 56.8 | 56.8 | 57.1 | 53.3 | 54.9 | 55.5 | 0.000 |
| 5 | 656 | 4.368 | 1.904 | 56.6 | 56.7 | 56.9 | 53.4 | 54.7 | 54.1 | 0.514 |
| 6 | 635 | 4.590 | 2.070 | 58.1 | 57.3 | 58.1 | 53.8 | 54.2 | 52.6 | 0.605 |
| No. | Hypothesis H1 | p-Value | Result |
|---|---|---|---|
| 1 | M(Dconf) ≠ max(Dopt) | 0.031 | the data in the sample come from a continuous distribution with a median different than the best optimal solution of 0.646 |
| 2 | M((y1)conf) < L(y1) | 0.016 | the data in the sample come from a continuous distribution with a median less than the lower bound for the maximal deflection response of 1000 μm |
| 3 | M((y2)conf) > L(y2) | 0.016 | the data in the sample come from a continuous distribution with a median greater than the lower bound for the hardening depth of teeth of 3.9 mm |
| 4 | M((y3)conf) > L(y3) | 0.016 | the data in the sample come from a continuous distribution with a median greater than the lower bound for the hardening depth of the back side of 1.0 mm |
| 5 | M([y4; y5; y6])conf) > L(y4) | <0.001 | the data in the sample come from a continuous distribution with a median greater than the lower bound for the hardness of the teeth in I, II and III zones of 55 HRC |
| 6 | M([y4; y5; y6])conf) < U(y4) | <0.001 | the data in the sample come from a continuous distribution with a median less than the upper bound for the hardness of the teeth in the I, II and III zones of 60 HRC |
| 7 | M([y7; y8; y9])conf) > L(y7) | <0.001 | the data in the sample come from a continuous distribution with a median greater than the lower bound for the hardness of the back side in the I, II and III zones of 52 HRC |
| 8 | M([y7; y8; y9])conf) < U(y7) | 0.003 | the data in the sample come from a continuous distribution with a median less than the upper bound for the hardness of the back side in the I, II and III zones of 55 HRC |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dziatkiewicz, G.; Kuska, K.; Popiel, R. Evolutionary Optimizing Process Parameters in the Induction Hardening of Rack Bar by Response Surface Methodology and Desirability Function Approach under Industrial Conditions. Materials 2023, 16, 5791. https://doi.org/10.3390/ma16175791
Dziatkiewicz G, Kuska K, Popiel R. Evolutionary Optimizing Process Parameters in the Induction Hardening of Rack Bar by Response Surface Methodology and Desirability Function Approach under Industrial Conditions. Materials. 2023; 16(17):5791. https://doi.org/10.3390/ma16175791
Chicago/Turabian StyleDziatkiewicz, Grzegorz, Krzysztof Kuska, and Rafał Popiel. 2023. "Evolutionary Optimizing Process Parameters in the Induction Hardening of Rack Bar by Response Surface Methodology and Desirability Function Approach under Industrial Conditions" Materials 16, no. 17: 5791. https://doi.org/10.3390/ma16175791