
Wettability and Mechanical Properties of Red Mud–Al2O3 Composites

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Raw Materials
2.1.2. Preparation of Red Mud–Al2O3 Composites
2.2. Methods
3. Results
3.1. Microstructural and Phase Analysis
3.2. Mechanical Properties
3.3. Wettability at Room Temperature
3.4. Wettability at High Temperature
4. Conclusions
- (1)
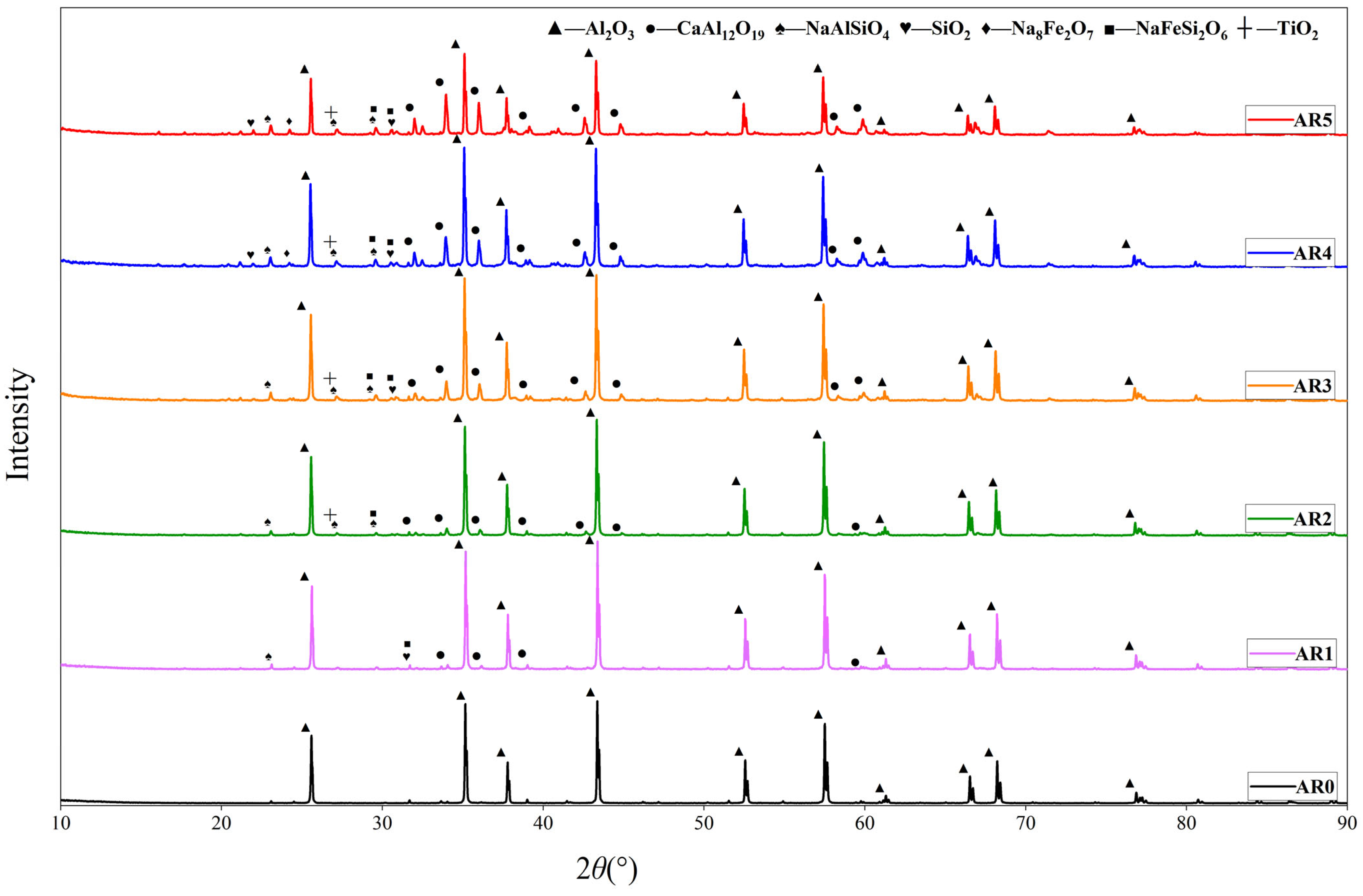
- The red mud–alumina composites are mainly composed of alumina, CaAl12O19, and other mineral phases after sintering. The incorporation of red mud reduces the sintering temperature of alumina matrix composites.
- (2)
- The CaAl12O19 produced by red mud sintering is flaky, which plays a positive role in the mechanical properties of the composite. When the content of red mud is 10 wt%, the composites have the best hardness and flexural strength, but the fracture toughness is low. A further increase in red mud produces a large number of CaAl12O19, and the mineral phase will significantly reduce the hardness and flexural strength of the composite, but the fracture toughness will have some improvement. These properties make it possible for composites to be used in structural ceramics, refractories, and building materials.
- (3)
- The surface energy of the composites at room temperature reaches its maximum at 10 wt% of red mud. This also indicates that 10 wt% of red mud has the best bonding with the alumina matrix, which is in line with the law of Griffith’s strength theory.
- (4)
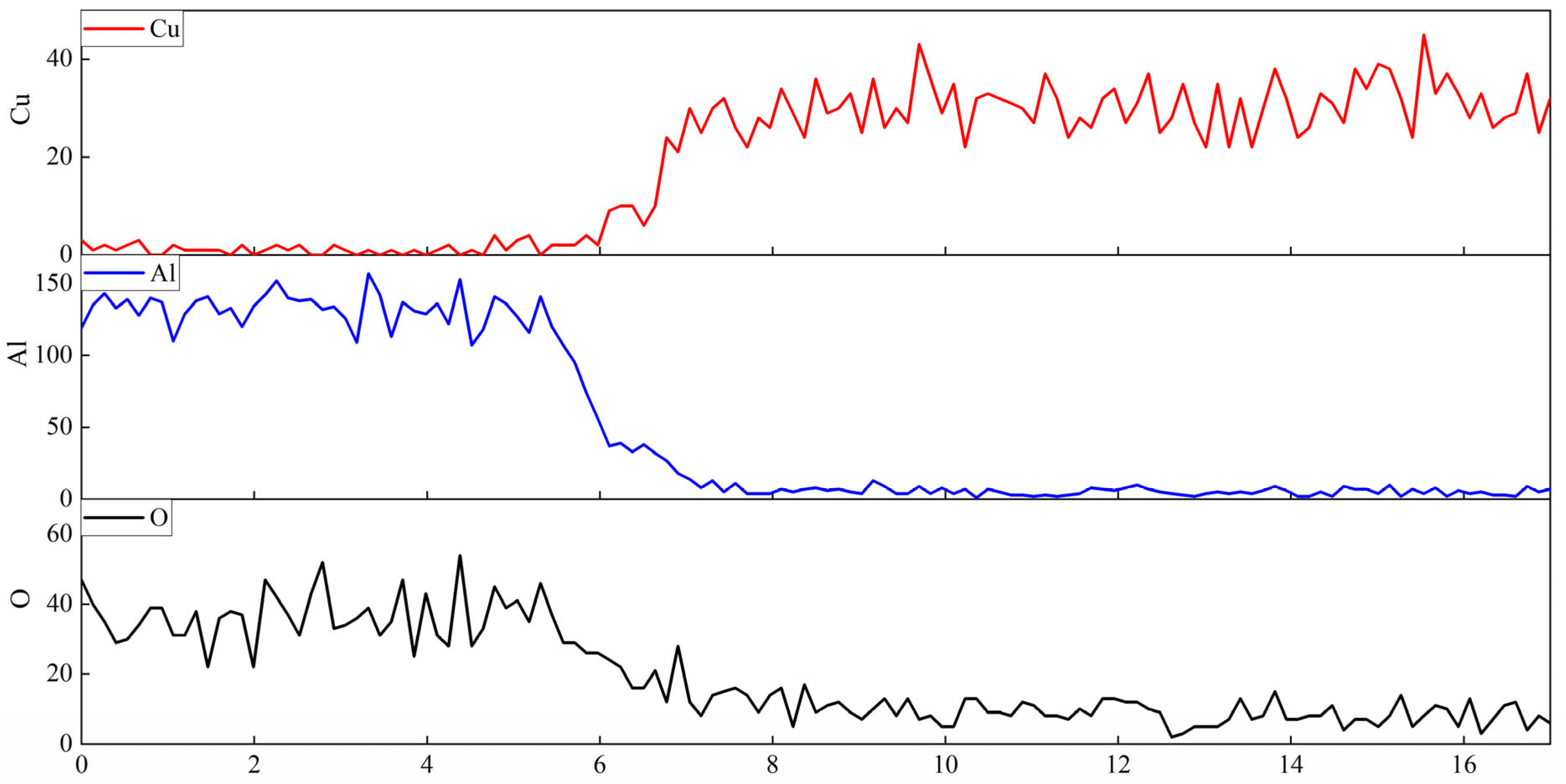
- There is a general tendency toward the improvement of properties at high temperatures compared to room temperature. The composites are not wetted with copper liquid. The composite with 10 wt% red mud still has the highest surface energy. Its wettability gives it a base for applications such as ceramic cleavers, molten metal filters, etc.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sglavo, V.M.; Maurina, S.; Conci, A.; Salviati, A.; Carturan, G.; Cocco, G. Bauxite ‘Red Mud’ in the Ceramic Industry. Part 2: Production of Clay-Based Ceramics. J. Eur. Ceram. Soc. 2000, 20, 245–252. [Google Scholar] [CrossRef]
- Scribot, C.; Maherzi, W.; Benzerzour, M.; Mamindy-Pajany, Y.; Abriak, N.-E. A Laboratory-Scale Experimental Investigation on the Reuse of a Modified Red Mud in Ceramic Materials Production. Constr. Build. Mater. 2018, 163, 21–31. [Google Scholar] [CrossRef]
- Mymrin, V.; Guidolin, M.A.; Klitzke, W.; Alekseev, K.; Guidolin, R.H.; Avanci, M.A.; Pawlowsky, U.; Winter, E.; Catai, R.E. Environmentally Clean Ceramics from Printed Circuit Board Sludge, Red Mud of Bauxite Treatment and Steel Slag. J. Clean. Prod. 2017, 164, 831–839. [Google Scholar] [CrossRef]
- Pei, D.; Li, Y.; Cang, D. In Situ XRD Study on Sintering Mechanism of SiO2-Al2O3-CaO-MgO Ceramics from Red Mud. Mater. Lett. 2019, 240, 229–232. [Google Scholar] [CrossRef]
- Pei, D.; Li, Y.; Cang, D. Na+-Solidification Behavior of SiO2-Al2O3-CaO-MgO (10 wt%) Ceramics Prepared from Red Mud. Ceram. Int. 2017, 43, 16936–16942. [Google Scholar] [CrossRef]
- Wang, W.; Sun, K.; Liu, H. Effects of Different Aluminum Sources on Morphologies and Properties of Ceramic Floor Tiles from Red Mud. Constr. Build. Mater. 2020, 241, 118119. [Google Scholar] [CrossRef]
- Wang, W.; Chen, W.; Liu, H. Recycling of Waste Red Mud for Fabrication of SiC/Mullite Composite Porous Ceramics. Ceram. Int. 2019, 45, 9852–9857. [Google Scholar] [CrossRef]
- Ye, Z.; Wang, Y.; Jiang, H.; Li, N.; Liu, S. Foamed Glass-Ceramics Made from Red-Mud. Key Eng. Mater. 2013, 575–576, 461–464. [Google Scholar] [CrossRef]
- Guo, Y.; Zhang, Y.; Huang, H.; Meng, K.; Hu, K.; Hu, P.; Wang, X.; Zhang, Z.; Meng, X. Novel Glass Ceramic Foams Materials Based on Red Mud. Ceram. Int. 2014, 40, 6677–6683. [Google Scholar] [CrossRef]
- Liu, T.; Tang, Y.; Li, Z.; Wu, T.; Lu, A. Red Mud and Fly Ash Incorporation for Lightweight Foamed Ceramics Using Lead-Zinc Mine Tailings as Foaming Agent. Mater. Lett. 2016, 183, 362–364. [Google Scholar] [CrossRef]
- Liu, T.; Zhang, J.; Wu, J.; Liu, J.; Li, C.; Ning, T.; Luo, Z.; Zhou, X.; Yang, Q.; Lu, A. The Utilization of Electrical Insulators Waste and Red Mud for Fabrication of Partially Vitrified Ceramic Materials with High Porosity and High Strength. J. Clean. Prod. 2019, 223, 790–800. [Google Scholar] [CrossRef]
- Shabnam, N.; Ahn, Y.; Maksachev, A.; Lee, J.H.; Huang, C.-P.; Kim, H. Application of Red-Mud Based Ceramic Media for Phosphate Uptake from Water and Evaluation of Their Effects on Growth of Iris Latifolia Seedling. Sci. Total Environ. 2019, 688, 724–731. [Google Scholar] [CrossRef]
- Özcan, M.; Birol, B.; Kaya, F. Investigation of Photocatalytic Properties of TiO2 Nanoparticle Coating on Fly Ash and Red Mud Based Porous Ceramic Substrate. Ceram. Int. 2021, 47, 24270–24280. [Google Scholar] [CrossRef]
- Li, B.; Chen, C.; Zhang, Y.; Yuan, L.; Deng, H.; Qian, W. Preparation of Glass-Ceramics from Chromite-Containing Tailings Solidified with Red Mud. Surf. Interfaces 2021, 25, 101210. [Google Scholar] [CrossRef]
- Liao, C.-Z.; Shih, K. Chapter 20—Thermal Behavior of Red Mud and Its Beneficial Use in Glass-Ceramic Production. In Environmental Materials and Waste; Prasad, M.N.V., Shih, K., Eds.; Academic Press: Cambridge, MA, USA, 2016; pp. 525–542. ISBN 978-0-12-803837-6. [Google Scholar]
- Lopes, D.V.; Durana, E.; Cesconeto, F.R.; Almeida, P.V.; Kovalevsky, A.V.; Quina, M.J.; Frade, J.R. Direct Processing of Cellular Ceramics from a Single Red Mud Precursor. Ceram. Int. 2020, 46, 16700–16707. [Google Scholar] [CrossRef]
- Smothers, W.J.; Reynolds, H.J. Sintering and Grain Growth of Alumina. J. Am. Ceram. Soc. 1954, 37, 588–595. [Google Scholar] [CrossRef]
- Li, W.; Wu, S.; Zhang, H.; Zhang, X.; Zhuang, J.; Hu, C.; Liu, Y.; Lei, B.; Ma, L.; Wang, X. Enhanced Biological Photosynthetic Efficiency Using Light-Harvesting Engineering with Dual-Emissive Carbon Dots. Adv. Funct. Mater. 2018, 28, 1804004. [Google Scholar] [CrossRef]
- Coutinho, I.F.; Cipriano Da Silva, P.; Moreira, L.P.; Strecker, K.; Alves, M.F.R.P.; Santos, C.D. Experimental Analysis and Numerical Simulations of the Mechanical Properties of a (Ce,Y)-TZP/Al2O3/H6A Ceramic Composite Containing Coupled Toughening Mechanisms. J. Mech. Behav. Biomed. Mater. 2022, 129, 105171. [Google Scholar] [CrossRef]
- Mustafa, T.; Aslam, M.M.A.; Ruiz, K.H.; Javed, M.; Gao, J.; Sharif, M.H.; Khan, S. Fabrication of Mechanically Strong Al2O3 Nanoplates Derived Monolithic Ceramic. Ceram. Int. 2023, 49, 40478–40485. [Google Scholar] [CrossRef]
- Firoozbakht, D.; Sajjadi, S.A.; Beygi, H.; Sazegaran, H. Low-Temperature Pressureless Sintering of Al2O3-SiC-Ni Nanocermets in Air Environment. Ceram. Int. 2018, 44, 18156–18163. [Google Scholar] [CrossRef]
- GB/T 4741-1999; Standard Test Method for Bending Strength of Ceramic Materials. The State Bureau of Quality and Technical Supervision: Beijing, China, 1999.
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef]
- Cui, K.; Fu, T.; Zhang, Y.; Wang, J.; Mao, H.; Tan, T. Microstructure and Mechanical Properties of CaAl12O19 Reinforced Al2O3-Cr2O3 Composites. J. Eur. Ceram. Soc. 2021, 41, 7935–7945. [Google Scholar] [CrossRef]
- Baruah, B.; Anand, R.; Behera, S.K. Sintering, Microstructure, and Mechanical Properties of ZrO2-Doped Al2O3. Adv. Appl. Ceram. Struct. Funct. Bioceram. 2023, 122, 311–321. [Google Scholar] [CrossRef]
- An, L.; Chan, H.M. R-Curve Behavior of In-Situ-Toughened Al2O3:CaAl12O19 Ceramic Composites. J. Am. Ceram. Soc. 1996, 79, 3142–3148. [Google Scholar] [CrossRef]
- Cui, K.; Zhang, Y.; Fu, T.; Wang, J.; Zhang, X. Toughening Mechanism of Mullite Matrix Composites: A Review. Coatings 2020, 10, 672. [Google Scholar] [CrossRef]
- Wang, Y.H.; Liu, Y.G.; Yang, T.; Huang, Z.H.; Fang, M.H. Preparation and Properties of MgAl2O4-CaAl12O19 High Temperature Composite. KEM 2012, 512–515, 617–620. [Google Scholar] [CrossRef]
- Asmi, D.; Low, I.M. Self-Reinforced Ca-Hexaluminate/Alumina Composites with Graded Microstructures. Ceram. Int. 2008, 34, 311–316. [Google Scholar] [CrossRef]
- Van Oss, C.J.; Chaudhury, M.K.; Good, R.J. The Mechanism of Phase Separation of Polymers in Organic Media—Apolar and Polar Systems. Sep. Sci. Technol. 1989, 24, 15–30. [Google Scholar] [CrossRef]
- Good, R.J.; Srivatsa, N.R.; Islam, M.; Huang, H.T.L.; Van Oss, C.J. Theory of the Acid-Base Hydrogen Bonding Interactions, Contact Angles, and the Hysteresis of Wetting: Application to Coal and Graphite Surfaces. J. Adhes. Sci. Technol. 1990, 4, 1–617. [Google Scholar] [CrossRef]
- Mills, K.C.; Su, Y.C. Review of Surface Tension Data for Metallic Elements and Alloys: Part 1—Pure Metals. Int. Mater. Rev. 2006, 51, 329–351. [Google Scholar] [CrossRef]
- Ward, C.A.; Neumann, A.W. On the Surface Thermodynamics of a Two-Component Liquid-Vapor-Ideal Solid System. J. Colloid Interface Sci. 1974, 49, 286–290. [Google Scholar] [CrossRef]
- Sharma, P.K.; Hanumantha Rao, K. Analysis of Different Approaches for Evaluation of Surface Energy of Microbial Cells by Contact Angle Goniometry. Adv. Colloid Interface Sci. 2002, 98, 341–463. [Google Scholar] [CrossRef] [PubMed]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Materials | Purity |
|---|---|
| Al2O3 | ≥99.9% |
| Cu | ≥99.9% |
| Glycerol | ≥99.0% |
| Formamide | ≥99.5% |
| Fe2O3 | Al2O3 | SiO2 | CaO | Na2O | TiO2 | Loss |
|---|---|---|---|---|---|---|
| 29.60 | 18.90 | 16.90 | 15.60 | 11.10 | 5.78 | 2.12 |
| Sample Code | Al2O3 | Red Mud |
|---|---|---|
| AR0 | 100 | 0 |
| AR1 | 95 | 5 |
| AR2 | 90 | 10 |
| AR3 | 85 | 15 |
| AR4 | 80 | 20 |
| AR5 | 75 | 25 |
| Sample Code | H2O | Glycerol | Formamide |
|---|---|---|---|
| AR0 | 78.12 | 55.65 | 44.21 |
| AR1 | 74.25 | 62.42 | 51.47 |
| AR2 | 60.98 | 54.16 | 40.33 |
| AR3 | 61.15 | 61.20 | 50.86 |
| AR4 | 53.39 | 59.50 | 49.92 |
| AR5 | 55.69 | 68.56 | 62.43 |
| Liquids | ||||
|---|---|---|---|---|
| H2O | 72.8 | 21.8 | 25.5 | 25.5 |
| Glycerol | 64 | 34 | 3.92 | 57.4 |
| Formamide | 58.0 | 39.0 | 2.28 | 39.6 |
| Sample Code | ||||
|---|---|---|---|---|
| AR0 | 41.23 | 36.36 | 2.43 | 2.43 |
| AR1 | 41.62 | 37.49 | 7.59 | 0.56 |
| AR2 | 49.60 | 46.24 | 16.00 | 0.18 |
| AR3 | 40.43 | 37.45 | 22.21 | 0.10 |
| AR4 | 38.96 | 35.89 | 32.46 | 0.07 |
| AR5 | 28.18 | 25.00 | 40.90 | 0.06 |
| Temperature T/(K) | AR0 | AR1 | AR2 | AR3 | AR4 | AR5 |
|---|---|---|---|---|---|---|
| 1406 | 142.9 | 137.2 | 140.9 | 137.5 | 140.0 | 140.7 |
| 1456 | 143.4 | 137.9 | 140.5 | 135.8 | 136.6 | 140.3 |
| 1506 | 142.7 | 138.1 | 139.6 | 135.0 | 134.5 | 139.5 |
| 1556 | 139.5 | 136.7 | 138.3 | 132.9 | 135.3 | 137.0 |
| 1606 | 137.3 | 134.0 | 135.2 | 128.8 | 132.0 | 136.4 |
| 1656 | 131.1 | 126.4 | 119.3 | 123.4 | 123.3 | 135.3 |
| Fitting Parameters | AR0 | AR1 | AR2 | AR3 | AR4 | AR5 |
|---|---|---|---|---|---|---|
| a | 66.36 | 84.92 | 137.97 | 61.99 | 54.47 | 14.63 |
| b | −172.18 | −219.19 | −356.24 | −161.70 | −142.57 | −39.25 |
| c | 110.64 | 140.46 | 228.92 | 104.50 | 92.31 | 25.31 |
| R2 | 0.9686 | 0.8593 | 0.9947 | 0.9769 | 0.9249 | 0.8454 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Li, A.; Jiang, S. Wettability and Mechanical Properties of Red Mud–Al2O3 Composites. Materials 2024, 17, 1095. https://doi.org/10.3390/ma17051095
Chen Y, Li A, Jiang S. Wettability and Mechanical Properties of Red Mud–Al2O3 Composites. Materials. 2024; 17(5):1095. https://doi.org/10.3390/ma17051095
Chicago/Turabian StyleChen, Yongliang, Anmin Li, and Shiwei Jiang. 2024. "Wettability and Mechanical Properties of Red Mud–Al2O3 Composites" Materials 17, no. 5: 1095. https://doi.org/10.3390/ma17051095