
Comparative Study of Anti-Corrosion Properties of Different Types of Press-Hardened Steels
Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
2.2. Sample Preparation
2.3. Electrochemical Measurements
2.4. Accelerated Corrosion Tests
2.5. Morphology and Element Distribution
3. Results and Discussion
3.1. Electrochemical Measurement (Potentiodynamic Polarization Curves)
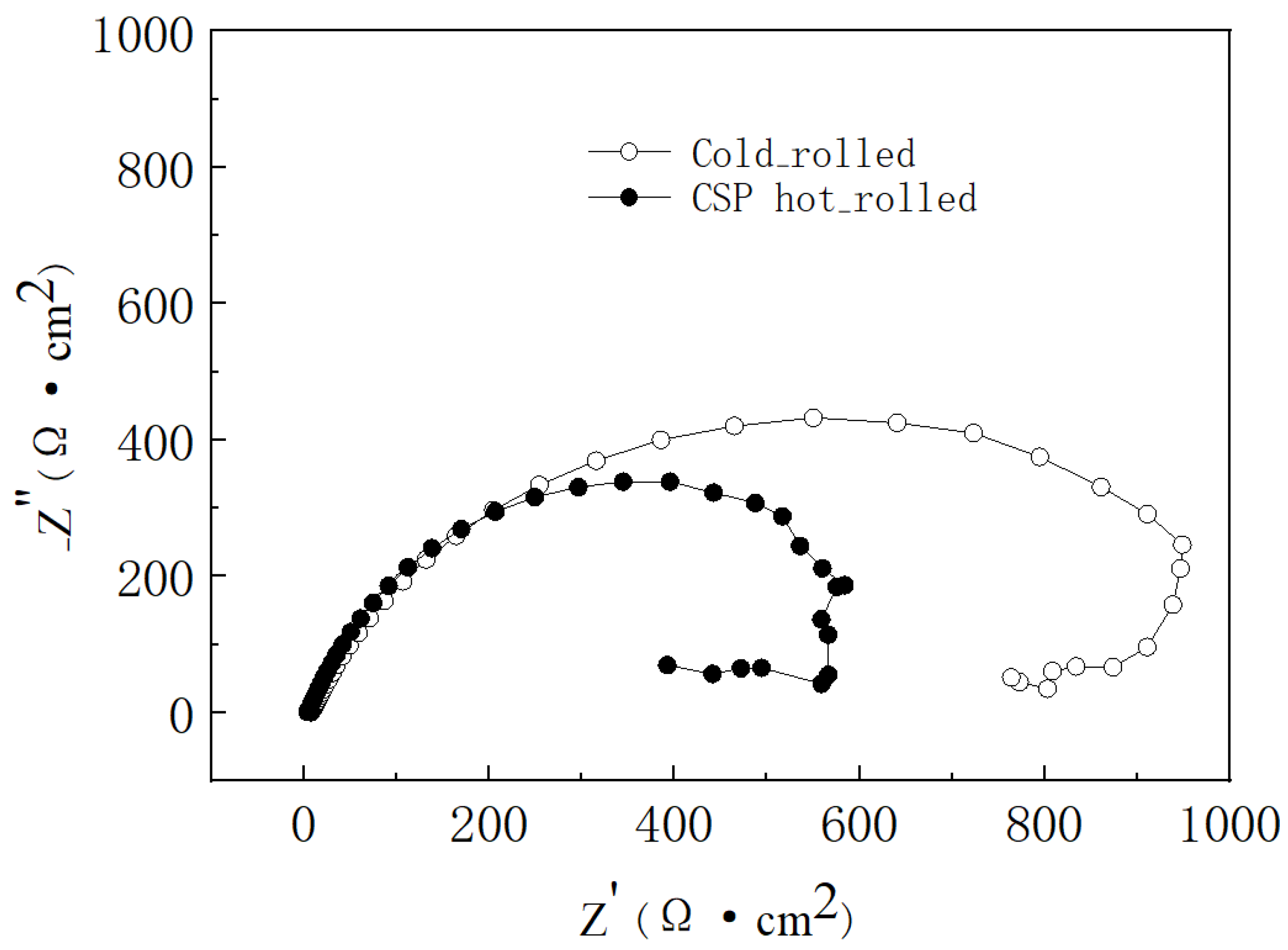
3.2. Electrochemical Impedance Spectroscopy (EIS) Measurements
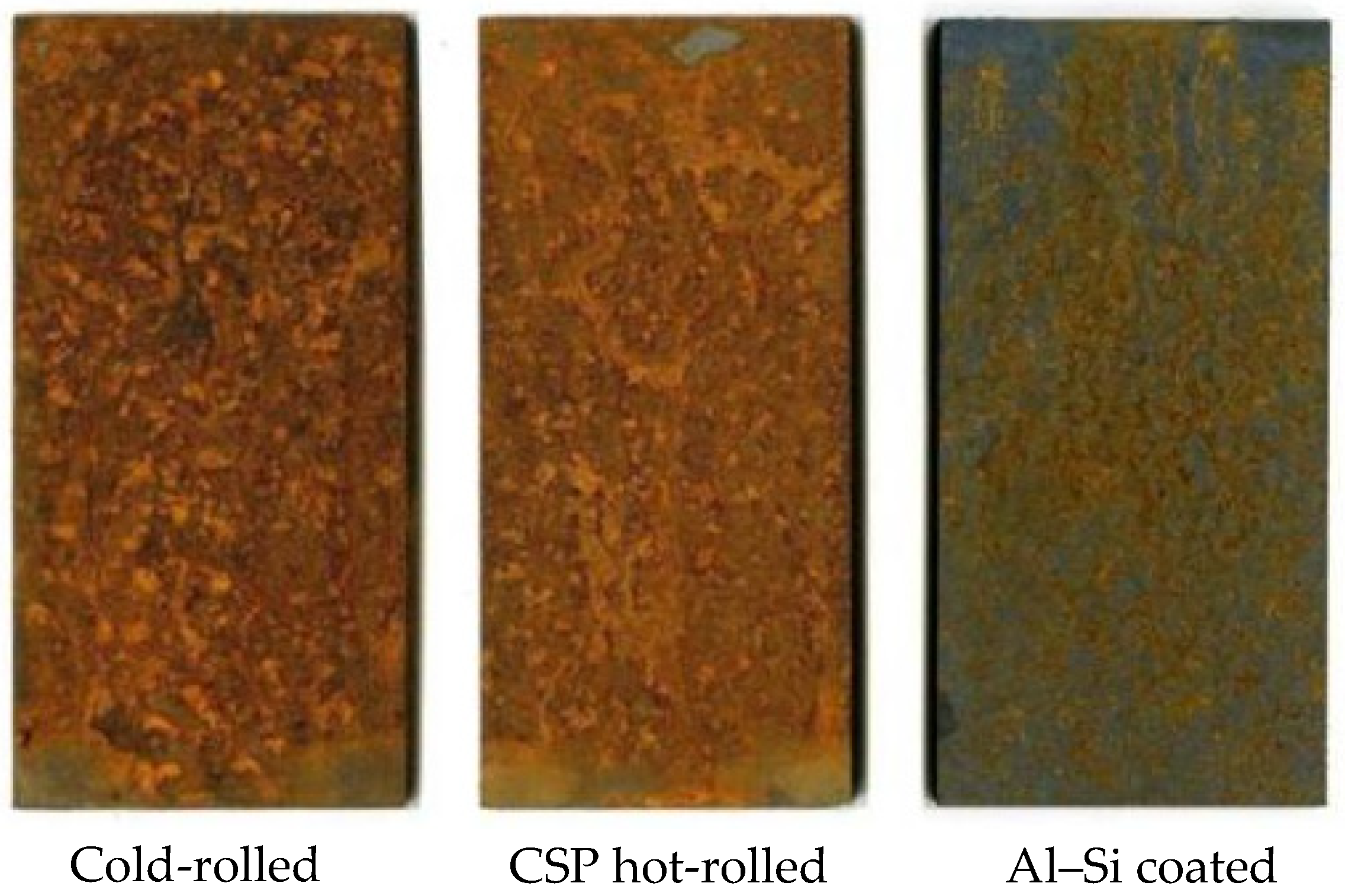
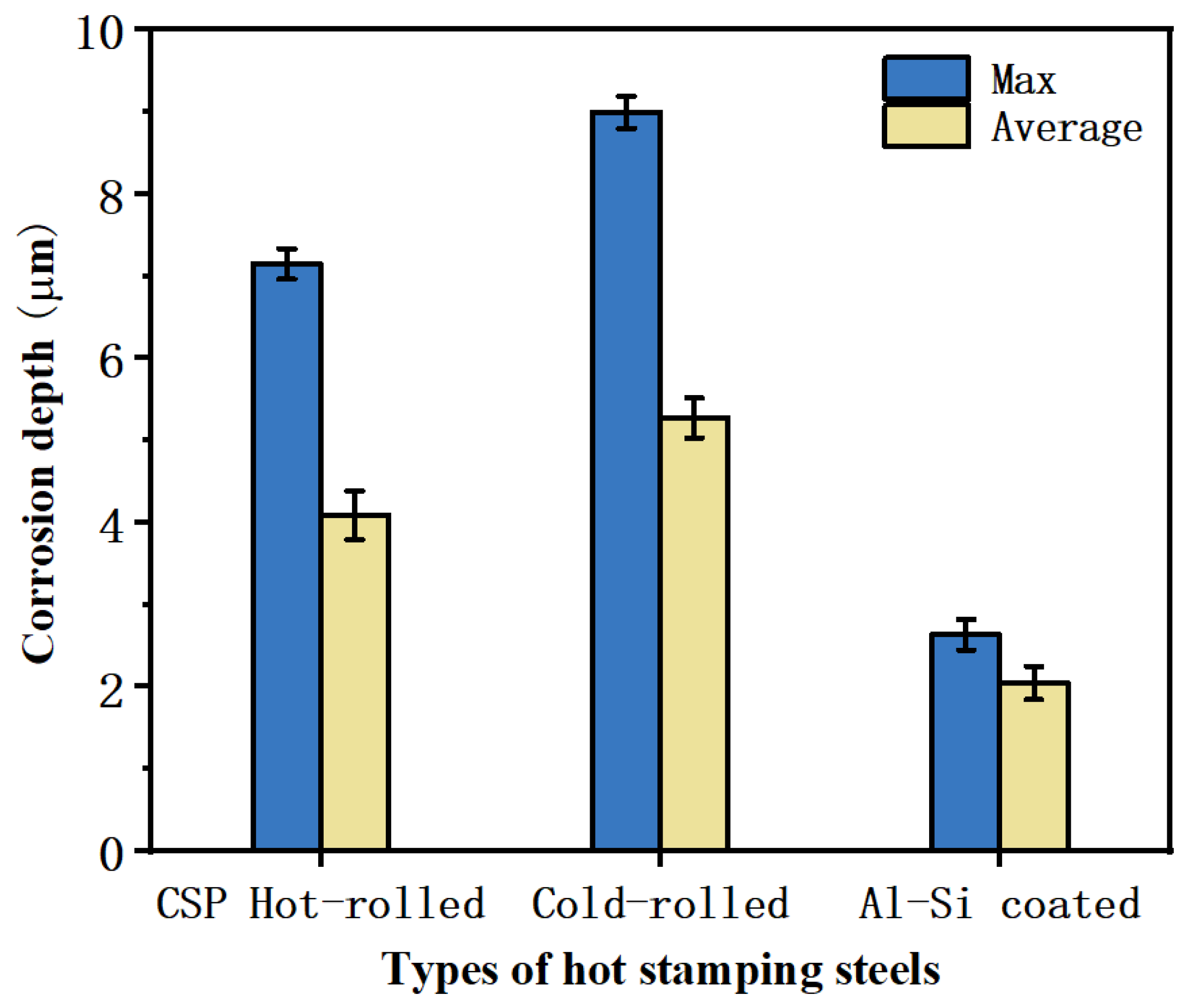
3.3. Accelerated Corrosion Tests
3.4. Change of Properties of Al–Si-Coated Steel after Hot Stamping
3.5. Microstructural and Component Analysis of Corrosion Products
4. Conclusions
- (1)
- In a chloride-containing environment, press-hardened sheets produced from Al–Si-coated steel demonstrated superior corrosion resistance compared to those produced from uncoated steels (cold-rolled and CSP hot-rolled) due to the physical barrier protection of the Al–Si coating, which hindered the diffusion of corrosion media into the steel substrate after plate quenching.
- (2)
- The corrosion resistance of Al–Si-coated press-hardened steel significantly diminished following the hot stamping process due to the presence of microcracks and elevated iron content in the coating subsequent to austenitizing heat treatment.
- (3)
- Both in Cl−- and HSO3−-containing environments, the corrosion resistance of the uncoated press-hardened sheet produced from cold-rolled and CSP hot-rolled press-hardened steel was found to be proximal due to their nearly identical compositions and microstructures (fully martensite) after the hot stamping process. Considering the high efficiency and energy-saving properties of hot-rolled press-hardened steel, it holds the potential to replace cold-rolled and even aluminum–silicon-coated press-hardened steel in some areas of application.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fan, D.-W.; De Cooman, B.C. State-of-the-Knowledge on Coating Systems for Hot Stamped Parts. Steel Res. Int. 2012, 83, 412–433. [Google Scholar] [CrossRef]
- Karbasian, H.; Tekkaya, A.E. A review on hot stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Xing, R.-R.; Zeng, S.-L.; Jin, J.-W. Application of Hot-Forming Technology for Automobile. In Proceedings of the Society of Automotive Engineers of China, Changchun, China, 1 July 2010; pp. 955–959. [Google Scholar]
- Zhang, J.; Jiang, S.-M.; Zhang, Q.-F. Current Status of Coating for Hot Formed Steel. Heat Treat. Met. 2015, 40, 169–172. [Google Scholar]
- Close, D.; Feuser, P.; Lallement, R. Design of Press Tools to Investigate the Hot Stamping Behaviour of Alternative Coatings for Press-Hardened Steel Parts. Key Eng. Mater. 2015, 3910, 227–234. [Google Scholar] [CrossRef]
- Ouyang, X.; Zhang, Z.; Jia, H.; Ren, M.; Sun, Y. Study on the Effect of Heat Treatment on Microstructures and High Temperature Mechanical Properties of Welding Spots of Hot Stamped Ultra-High Strength Steel Patchwork Blanks. Metals 2021, 11, 1033. [Google Scholar] [CrossRef]
- Wang, J.G.; Wang, H.; Bao, Y.P.; Wang, M.; Jing, G. Simulation Study on Heating Process of Hot Rolled Steel Strip for X80M Pipeline Steel. Mater. Sci. Forum 2018, 913, 349–354. [Google Scholar] [CrossRef]
- Shafiee, E.G.T.; Heh, A.M. Identification, classification and management of industrial waste in Kavir steel complex according to the Bazel convention and RCRA. J. Health Saf. Work. 2016, 6, 79–90. [Google Scholar]
- Peng, H.; Mao, X.P.; Huang, X.Q.; Wang, H.; Song, J.H.; Pang, T.; Ma, Y.; Peng, Z.; Hu, K.H. Comparative Study of Corrosion Resistance of Different Types of Press-hardened Steels. In Advanced High Strength Steel and Press Hardening, Proceedings of the 4th International Conference on Advanced High Strength Steel and Press Hardening (ICHSU2018), Hefei, China, 20–22 August 2018; World Scientific: Singapore, 2019; pp. 73–79. [Google Scholar]
- Chen, H.; Jing, C.-N. Application and Development of Hot Forming Technology for Automobile Lightening. Heat Treat. Met. 2016, 41, 61–65. [Google Scholar]
- Suehiro, M.; Maki, J.; Kusumi, K.; Ohgami, M.; Miyakoshi, T. Properties of Aluminum-Coated Steels for Hot-Forming; Nippon Steel Technical Report; Nippon Steel: Tokyo, Japan, 2003; Volume 88, pp. 16–21. [Google Scholar]
- Dosdat, L.; Petitjean, J.; Vietoris, T.; Clauzeau, O. Corrosion Resistance of Different Metallic Coatings on Press-Hardened Steels for Automotive. Steel Res. Int. 2011, 82, 726–733. [Google Scholar] [CrossRef]
- Zaitsev, A.I.; Dagman, A.I.; Stepanov, A.B.; Koldaev, A.V.; Rodionova, I.G.; Orekhov, M.E. Creation of an Effective Technology for the Production of Cold-Rolled High-Strength Low-Alloy Steels with High and Stable Properties. Part 1. Hot-rolled Products. Metallurgist 2022, 66, 243–254. [Google Scholar] [CrossRef]
- Zhang, W.L.R. Effect of carbon on isothermal reduction of high-strength steel oxide scale in 30%H2–N2 atmosphere. J. Clean. Prod. 2021, 279, 123681. [Google Scholar]
- Smirnov, O.M.; Zolotov, M.A.; Chizhik, A.T. Study of properties of large-sized procurements of turbine blades made of steel 15x11mf-w depending on the method of obtaining the base metal. Diagn. Mater. 2020, 86, 42–47. [Google Scholar]
- Grigorieva, R.; Drillet, P.; Mataigne, J.M.; Redjaïmia, A. Phase transformations in the Al-Si coating during the austenitization step. Solid State Phenom. 2011, 172, 784–790. [Google Scholar] [CrossRef]
- Liang, W.; Tao, W.; Zhu, B.; Zhang, Y. Influence of heating parameters on properties of the Al-Si coating applied to hot stamping. Sci. China Technol. Sci. 2017, 60, 1088–1102. [Google Scholar] [CrossRef]
- Nanomaterials-Based Coatings: Fundamentals and Applications; Tri, P.N.; Rtimi, S.; Ouellet-Plamondon, C.M. (Eds.) Elsevier: Amsterdam, The Netherlands, 2019; pp. 237–337. [Google Scholar]
- Pucci, C.C.; Isolda, C.; De Viveiros, B.V.G.; Alencar, M.; Colosio, M.A.; Panossian, Z.; Rossi, J. The use of Scanning Vibrating Electrode Technique to Evaluate the Effect of Hot Stamping on the Corrosion Resistance of 22MnB5 press-hardened Steel Electroplated with Zn-Ni. Mater. Res. 2019, 22 (Suppl. S1), 1–6. [Google Scholar]
- Allely, C.; Dosdat, L.; Clauzeau, O.; Ogle, K.; Volovitch, P. Anticorrosion mechanisms of aluminized steel for hot stamping. Surf. Coat. Technol. 2014, 238, 188–196. [Google Scholar] [CrossRef]
- Zaitsev, A.I.; Dagman, A.I.; Koldaev, A.V.; Stepanov, A.B.; Orekhov, M.E. Justification of the Production Technology Efficiency for High-Strength, Low-Alloy Steels with Improved Properties and Quality at Low Cost. Part 3. Production of Rolled Products from Transitional Slabs. Metallurgist 2023, 67, 411–424. [Google Scholar] [CrossRef]
- Zaitsev, A.I.; Dagman, A.I.; Koldaev, A.V.; Stepanov, A.B.; Kovalev, D.A. Investigation of Production Technology for Hot-Rolled High-Strength Low-Alloy Automobile Sheet Steels to Improve Properties and Quality Indices at Reduced Cost. Metallurgist 2023, 66, 1497–1511. [Google Scholar] [CrossRef]
- Levykina, A.G.; Shkatov, V.V.; Mazur, I.P. Hot rolling strips at the casting and rolling unit during coil-to-coil and endless rolling modes. Procedia Manuf. 2019, 37, 472–477. [Google Scholar] [CrossRef]
- Mursenkov, E.S.; Kudashov, D.V.; Kislitsa, V.V.; Vorozheva, E.L.; Naumenko, V.V. Features of Technology for Pipe Steel Modification with Calcium and Cerium with Specification for Resistance to H2-MEDIA. Metallurgist 2019, 62, 994–1005. [Google Scholar] [CrossRef]
- Berrissoul, A.; Dafali, A.; Cherrak, K.; Romane, A.; Ouarhach, A.; Guenbour, A.; Zarrouk, A. A Comparative Study on The Corrosion Behavior of Mild Steel and Aluminum Alloy in Acidic Medium Using Green Corrosion Inhibitor. Phys. Sci. 2019, 14, 19–31. [Google Scholar] [CrossRef]
- Julie, L. Crittall and Silver end village—A home for a workforce. Spirit Prog. 2018, 19, 22–25. [Google Scholar]
- Reip, C.P.; Klinkenberg, C.; Tong, L.C.; Hora, P. Potential of Hot Rolled Dualphase Steel from Compact Strip Production CSP in Automotive Applications. Mater. Sci. Forum 2012, 706–709, 2278–2283. [Google Scholar] [CrossRef]
- Bilgen, C.; Hensger, K.E.; Hennig, W. Processing of Dual-phase Steel on CSP Plants; AAC 2004; SMS Demag AG: Duesseldorf, Germany, 2004; pp. 62–67. [Google Scholar]
- Wang, H.; Bao, Y.P.; Wang, M.; An, H.H.; Su, C. Effect of Slab Centerline Segregation on DWTT Properties of 22mm Thick X80M Hot Rolled Steel Strip. Mater. Sci. Forum 2018, 913, 304–310. [Google Scholar] [CrossRef]
- Rozhkova, V.O. Influence of deoxidizing powder on the internal surface of hotrolled pipes. Litiyo Metall. 2019, 61–65. [Google Scholar] [CrossRef]
- Ojha, S.N. Processing of microalloyed steels by CSP process. Mater. Manuf. Process. 2010, 25, 72–75. [Google Scholar] [CrossRef]
- Stephens, M.L. SAE ACAP Division 3 Project, Environmental Regulations & Standards; SAE: Warrendale, PA, USA, 1989. [Google Scholar]
- Davidson, D.; Thompson, L.; Lutze, F.; Tiburcio, B.; Smith, K.; Meade, C.; Mackie, T.; McCune, D.; Townsend, H.; Tuszynski, R. Perforation Corrosion Performance of Autobody Steel Sheet in On-Vehicle and Accelerated Tests. In Proceedings of the SAE World Congress & Exhibition, Detroit, MI, USA, 3–7 March 2003. [Google Scholar]
- ASTM B117-03; Standard Practice for Operating Salt Spray (Fog) Apparatus. ASTM International: West Conshohocken, PA, USA, 2003.
- ASTM G1-90; Standard Practice for Preparing, Cleaning, and Evaluating Corrosion Test Specimens. ASTM: West Conshohocken, PA, USA, 1999.
- Suehiro, M.; Maki, J.; Kusumi, K.; Ohgami, M.; Miyakoshi, T. A review on metallurgical features of hot-dip aluminized steel. Nippon Steel Techn. Rep. 2003, 88, 16–21. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Types of Press-Hardened Steels | Thickness (mm) | Heating Temperature (°C) | Heating Duration (s) | Press Pressure (t) | Holding Time (s) |
|---|---|---|---|---|---|
| Cold-rolled | 1.50 | 930 | 300 | 230 | 15 |
| CSP hot-rolled | 1.50 | ||||
| Al–Si coated | 1.50 |
| Sample | Corrosion Potential (vs. SCE)/V | Corrosion Current Density/(A·cm−2) |
|---|---|---|
| Cold-rolled | −0.706 | 1.332 × 10−5 |
| CSP hot-rolled | −0.695 | 2.535 × 10−5 |
| Al–Si coated | −0.558 | 1.813 × 10−6 |
| Sample | Rs/(Ω·cm2) | Rct/(Ω·cm2) |
|---|---|---|
| Cold-rolled | 7.89 | 992.80 |
| CSP hot-rolled | 3.90 | 626.10 |
| Type of Sample | ||||||
|---|---|---|---|---|---|---|
| Cold-Rolled | CSP Hot-Rolled | |||||
| W1 (g) | 56.364 ± 0.056 | 56.654 ± 0.078 | 56.294 ± 0.072 | 57.873 ± 0.066 | 57.751 ± 0.070 | 57.445 ± 0.071 |
| W2 (g) | 56.107 ± 0.066 | 56.156 ± 0.069 | 55.628 ± 0.059 | 57.528 ± 0.058 | 57.229 ± 0.077 | 56.792 ± 0.063 |
| ∆W (g) | 0.257 ± 0.061 | 0.498 ± 0.072 | 0.666 ± 0.064 | 0.345 ± 0.062 | 0.522 ± 0.073 | 0.653 ± 0.067 |
| A (cm2) | 103.403 ± 0.087 | 102.637 ± 0.063 | 103.989 ± 0.072 | 104.270 ± 0.068 | 106.065 ± 0.077 | 104.288 ± 0.080 |
| t (h) | 24 | 48 | 72 | 24 | 48 | 72 |
| K | 87,600 | |||||
| ρ (g cm−3) | 7.85 | |||||
| CR (mm year−1) | 1.156 ± 0.047 | 1.12 8± 0.054 | 0.993 ± 0.042 | 1.538 ± 0.078 | 1.144 ± 0.065 | 0.970 ± 0.071 |
| Type of Sample | ||||||
|---|---|---|---|---|---|---|
| Cold-Rolled | CSP Hot-Rolled | |||||
| W1 (g) | 56.043 ± 0.072 | 55.983 ± 0.087 | 55.836 ± 0.077 | 57.476 ± 0.068 | 57.117 ± 0.059 | 57.530 ± 0.070 |
| W2 (g) | 54.940 ± 0.065 | 53.823 ± 0.082 | 52.273 ± 0.065 | 56.273 ± 0.078 | 54.575 ± 0.045 | 53.922 ± 0.066 |
| ∆W (g) | 1.103 ± 0.069 | 2.160 ± 0.085 | 3.563 ± 0.069 | 1.203 ± 0.070 | 2.542 ± 0.052 | 3.608 ± 0.068 |
| A (cm2) | 104.563 ± 0.089 | 104.355 ± 0.092 | 104.109 ± 0.097 | 104.317 ± 0.064 | 104.493 ± 0.073 | 104.046 ± 0.090 |
| t (h) | 24 | 48 | 72 | 24 | 48 | 72 |
| K | 87,600 | |||||
| ρ (g cm−3) | 7.85 | |||||
| CR (mm year−1) | 4.905 ± 0.125 | 4.812 ± 0.089 | 5.304 ± 0.076 | 5.362 ± 0.144 | 5.656 ± 0.103 | 5.375 ± 0.123 |
| Regions | Al (wt.%) | Si (wt.%) | Fe (wt.%) |
|---|---|---|---|
| A | 52.68 | 3.13 | 44.19 |
| B | 28.31 | 10.95 | 60.74 |
| C | 27.96 | 9.92 | 62.12 |
| Sample | Corrosion Depth (μm) | |||
|---|---|---|---|---|
| Max (Average) | Max (Variance) | Average (Average) | Average (Variance) | |
| CSP hot-rolled | 7.15 | 0.185 | 4.09 | 0.296 |
| Cold-rolled | 9.00 | 0.195 | 5.27 | 0.243 |
| Al–Si coated | 2.64 | 0.186 | 2.05 | 0.200 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, H.; Zhao, Y.; Fu, W.; Chen, Z.; Zhang, M.; Liu, J.; Tan, X. Comparative Study of Anti-Corrosion Properties of Different Types of Press-Hardened Steels. Materials 2024, 17, 1022. https://doi.org/10.3390/ma17051022
Peng H, Zhao Y, Fu W, Chen Z, Zhang M, Liu J, Tan X. Comparative Study of Anti-Corrosion Properties of Different Types of Press-Hardened Steels. Materials. 2024; 17(5):1022. https://doi.org/10.3390/ma17051022
Chicago/Turabian StylePeng, Hao, Yunlong Zhao, Wanwan Fu, Zhishan Chen, Man Zhang, Jiesheng Liu, and Xiaoming Tan. 2024. "Comparative Study of Anti-Corrosion Properties of Different Types of Press-Hardened Steels" Materials 17, no. 5: 1022. https://doi.org/10.3390/ma17051022