
Effect of Silver Powder Microstructure on the Performance of Silver Powder and Front-Side Solar Silver Paste
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Printing and Metallization of Ag Pastes
2.3. Measurement and Characterization
3. Results and Discussion
3.1. Microstructure and Performance Analysis of Silver Powder
3.1.1. Microstructure of Silver Powder
3.1.2. Analysis of the Growth Process of Silver Powder
3.1.3. Analysis of Macroscopic Physical Properties of Silver Powder
3.1.4. Thermal Performance Analysis of Silver Powder
3.2. Effect of Different Silver Powders on Sintering Properties of Silver Slurry
3.2.1. Analysis of Square Resistance and Adhesion of Silver Paste after Sintering
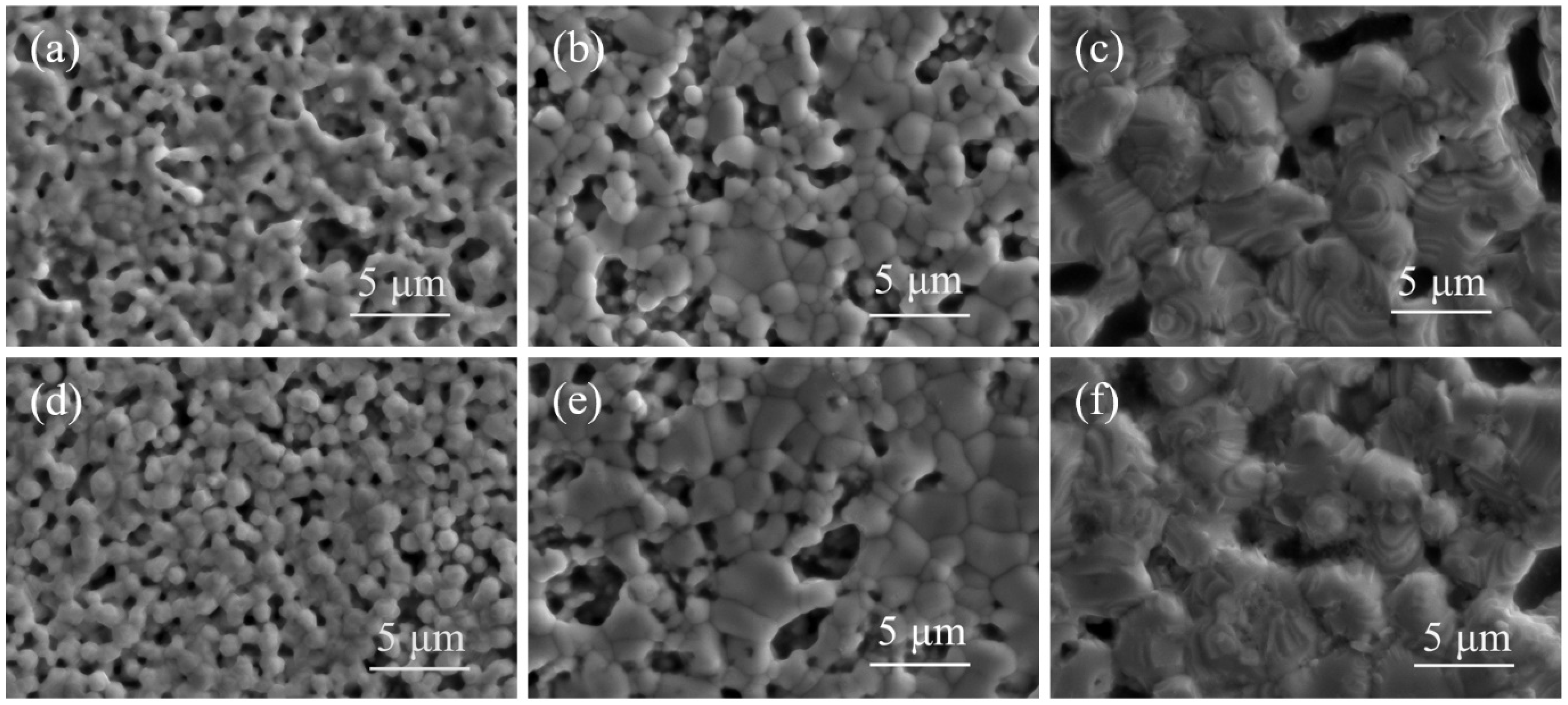
3.2.2. Surface and Section Micromorphology of Silver Paste after Sintering
3.3. Effects of Different Silver Powders on the Morphology and Electrical Properties of Solar Cells
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sun, X.J.; Xing, J.J.; Yang, Y.X.; Yuan, X.; Li, H.B.; Tong, H. Ohimc Contact Formation Mechanism of Silver-Aluminum Paste Metallization on the p+ Emitter of n-Type Crystalline Silicon Solar Cells. J. Electron. Mater. 2022, 51, 5717–5722. [Google Scholar] [CrossRef]
- Guzovic, Z.; Duic, N.; Piacentino, A.; Markovska, N.; Mathiesen, B.V.; Lund, H. Recent advances in methods, policies and technologies at sustainable energy systems development. Energy 2022, 245, 123276. [Google Scholar] [CrossRef]
- Li, Q.; Ma, S.; Wang, H.; Bai, J.; Bi, S.; Wang, H. Effect of rare metal oxide doped lead-based glass frits on the performance of crystalline silicon solar cells. Sol. Energy Mater. Sol. Cells 2023, 254, 112261. [Google Scholar] [CrossRef]
- Xie, X.; Xu, Y.; Chen, F. Effect of PbO content in glass on front silver paste ohmic contact performance of solar cell. J. Funct. Mater. 2022, 53, 5130–5135. [Google Scholar]
- Çiftpinar, H.E.; Stodolny, M.K.; Wu, Y.; Janssen, G.J.M.; Löffler, J.; Schmitz, J.; Lenes, M.; Luchies, J.M.; Geerligs, L.J. Study of screen printed metallization for polysilicon based passivating contacts. In Proceedings of the 7th International Conference on Crystalline Silicon Photovoltaics (SiliconPV), Fraunhofer ISE, Freiburg, Germany, 3–5 April 2017; Elsevier Science B.V.: Amsterdam, The Netherlands; 2017; pp. 851–861. [Google Scholar]
- Haase, F.; Hollemann, C.; Schäfer, S.; Merkle, A.; Rienäcker, M.; Krügener, J.; Brendel, R.; Peibst, R. Laser contact openings for local poly-Si-metal contacts enabling 26.1%-efficient POLO-IBC solar cells. Sol. Energy Mater. Sol. Cells 2018, 186, 184–193. [Google Scholar] [CrossRef]
- Kafle, B.; Goraya, B.S.; Mack, S.; Feldmann, F.; Nold, S.; Rentsch, J. TOPCon-Technology options for cost efficient industrial manufacturing. Sol. Energy Mater. Sol. Cells 2021, 227, 111100. [Google Scholar] [CrossRef]
- Hiller, D.; Hönicke, P.; König, D. Material combination of Tunnel-SiO2 with a (sub-)Monolayer of ALD-AlOx on silicon offering a highly passivating hole selective contact. Sol. Energy Mater. Sol. Cells 2020, 215, 110654. [Google Scholar] [CrossRef]
- Haase, F.; Kiefer, F.; Schäfer, S.; Kruse, C.; Krügener, J.; Brendel, R.; Peibst, R. Interdigitated back contact solar cells with polycrystalline silicon on oxide passivating contacts for both polarities. Jpn. J. Appl. Phys. 2017, 56, 08MB15. [Google Scholar] [CrossRef]
- Kale, A.S.; Nemeth, W.; Harvey, S.P.; Page, M.; Young, D.L.; Agarwal, S.; Stradins, P. Effect of silicon oxide thickness on polysilicon based passivated contacts for high-efficiency crystalline silicon solar cells. Sol. Energy Mater. Sol. Cells 2018, 185, 270–276. [Google Scholar] [CrossRef]
- Ballif, C.; Haug, F.J.; Boccard, M.; Verlinden, P.J.; Hahn, G. Status and perspectives of crystalline silicon photovoltaics in research and industry. Nat. Rev. Mater. 2022, 7, 597–616. [Google Scholar] [CrossRef]
- Deng, D.; Chen, Z.; Hu, Y.; Tong, Y.; Liang, X. Preparation and post-treatment of silver powders for front contact pastes of silicon solar cells. Int. J. Mater. Res. 2021, 112, 457–464. [Google Scholar] [CrossRef]
- Butler, K.T.; Vullum, P.E.; Muggerud, A.M.; Cabrera, E.; Harding, J.H. Structural and electronic properties of silver/silicon interfaces and implications for solar cell performance. Phys. Rev. B 2011, 83, 235307. [Google Scholar] [CrossRef]
- Chaudhary, A.; Hoss, J.; Lossen, J.; Huster, F.; Kopecek, R.; van Swaaij, R.; Zeman, M. Influence of Polysilicon Thickness on Properties of Screen-Printed Silver Paste Metallized Silicon Oxide/Polysilicon Passivated Contacts. Phys. Status Solidi A—Appl. Mater. Sci. 2021, 218, 2100243. [Google Scholar] [CrossRef]
- Green, M.A.; Dunlop, E.D.; Yoshita, M.; Kopidakis, N.; Bothe, K.; Siefer, G.; Hao, X.J. Solar cell efficiency tables (version 62). Prog. Photovolt. 2023, 31, 651–663. [Google Scholar] [CrossRef]
- Seyedmohammadi, S.; Graddy, E.; Shaikh, A. Screen Printable Ag-Al Metal Pastes for p+ Silicon Application in Solar Cells. In Proceedings of the 35th IEEE Photovoltaic Specialists Conference, Honolulu, HI, USA, 20–25 June 2010; IEEE: Honolulu, HI, USA, 2010; pp. 3600–3603. [Google Scholar]
- Gerdes, B.; Jehle, M.; Lass, N.; Riegger, L.; Spribille, A.; Linse, M.; Clement, F.; Zengerle, R.; Koltay, P. Front side metallization of silicon solar cells by direct printing of molten metal. Sol. Energy Mater. Sol. Cells 2018, 180, 83–90. [Google Scholar] [CrossRef]
- Qin, J.; Zhang, W.J.; Yang, J.C.; Du, G.B.; Cai, X. Tailor the Rheological Properties of Silver Front Side Metallization Paste for Crystalline Silicon Solar Cells. Mater. Sci. Forum 2019, 956, 12–20. [Google Scholar] [CrossRef]
- Mo, L.B.; Zhao, L.; Zhou, C.L.; Zhang, Y.Y.; Wang, W.J. Application of Ethyl Cellulose and Polyamide Wax in Silicon Solar Cell Electrodes. Rare Met. Mat. Eng. 2019, 48, 994–1000. [Google Scholar]
- Aal, K.A.; Willenbacher, N. Front side metallization of silicon solar cells—A high-speed video imaging analysis of the screen printing process. Sol. Energy Mater. Sol. Cells 2020, 217, 110721. [Google Scholar]
- Pospischil, M.; Riebe, T.; Jimenez, A.; Kuchler, M.; Tepner, S.; Geipel, T.; Ourinson, D.; Fellmeth, T.; Breitenbücher, M.; Buck, T.; et al. Applications of Parallel Dispensing in PV Metallization. In Proceedings of the 8th Workshop on Metallization and Interconnection for Crystalline Silicon Solar Cells (MIW), Konstanz, Germany, 13–14 May 2019; American Institute of Physics: Konstanz, Germany, 2019. [Google Scholar]
- Sinin, N.A.M.; Rais, A.R.M.; Sopian, K.; Ibrahim, M.A. The concentration factor on the mixture of Ag paste and H3PO4 solution as a dopant paste for contact formation in silicon solar cells. J. Ovonic Res. 2023, 19, 681–694. [Google Scholar] [CrossRef]
- Gensowski, K.; Much, M.; Bujnoch, E.; Spahn, S.; Tepner, S.; Clement, F. Filament stretching during micro-extrusion of silver pastes enables an improved fine-line silicon solar cell metallization. Sci. Rep. 2022, 12, 12318. [Google Scholar] [CrossRef]
- Mo, L.; Zhang, Y.; Zhao, L.; Zhou, C.; Wang, W. Effect of sub-micrometer sized silver particle on the performance of the front Ag paste for c-Si solar cells. J. Alloys Compd. 2018, 742, 256–262. [Google Scholar] [CrossRef]
- Sun, Y.; Xue, H.; Yang, C.; Tian, Y.; Ning, S.; Ma, S.; Wang, H. Improvement of wettability of Te-modified lead-free glass frit and its effect to front side silver paste in crystalline silicon solar cells. Sol. Energy Mater. Sol. Cells 2023, 253, 112214. [Google Scholar] [CrossRef]
- Mo, L.; Zhao, L.; Zhou, C.; Wang, G.; Wang, W. Effect of TeO2 on Ag/Si interface contact of crystalline silicon solar cells. Mater. Lett. 2022, 324, 132752. [Google Scholar] [CrossRef]
- Kim, Y.; Nakayama, T.; Kim, H. Effect of Te-based glass on contact formation and electrical properties in Si solar cells. J. Alloys Compd. 2020, 829, 154500. [Google Scholar] [CrossRef]
- Feng, B.; Liu, Y.; Chen, W.; Xing, G.; Chen, X.; Du, X. Differently shaped Ag crystallites and four current transport paths at sintered Ag/Si interface of crystalline silicon solar cells. Sol. Energy Mater. Sol. Cells 2023, 257, 112381. [Google Scholar] [CrossRef]
- Zhang, J.; Zhou, J.; Huang, J.; Lv, B. Effect of TeO2-based lead-free glass on contact formation of front side silver metallization for monocrystalline silicon solar cells. Sol. Energy Mater. Sol. Cells 2022, 238, 111585. [Google Scholar] [CrossRef]
- Kumar, P.; Aabdin, Z.; Pfeffer, M.; Eibl, O. High-efficiency, single-crystalline, p- and n-type Si solar cells: Microstructure and chemical analysis of the glass layer. Sol. Energy Mater. Sol. Cells 2018, 178, 52–64. [Google Scholar] [CrossRef]
- Hilali, M.M.; Pal, S.; More, R.V.; Saive, R.; Ardekani, A.M. Sheared Thick-Film Electrode Materials Containing Silver Powders with Nanoscale Surface Asperities Improve Solar Cell Performance. Adv. Energy Sustain. Res. 2021, 3, 2100145. [Google Scholar] [CrossRef]
- Tsai, J.T.; Lin, L.K.; Lin, S.T.; Stanciu, L.; Jun, M.B.G. The influence of Bi2O3 glass powder in the silver paste and the impact on silicon solar cell substrates. Mater. Des. 2021, 200, 109453. [Google Scholar] [CrossRef]
- Tachibana, Y.; Matsuda, A.; Yoshimoto, M. Reduction in contact resistivity of Ag thick-film conductor on SiNx-coated Si wafer for solar cell using lead tellurite glass frit. Jpn. J. Appl. Phys. 2020, 59, 090908. [Google Scholar] [CrossRef]
- Lai, Y.S.; Lai, S.S.; Li, Y.J.; Lin, H.J.; Chiang, T.H. Investigation of SiO2-B2O3-ZnO-Bi2O3 glass frits on the interface reaction of silver front contacts. J. Alloys Compd. 2021, 858, 157646. [Google Scholar] [CrossRef]
- Lan, F.; Bai, J.; Wang, H. The preparation of oleylamine modified micro-size sphere silver particles and its application in crystalline silicon solar cells. RSC Adv. 2018, 8, 16866–16872. [Google Scholar] [CrossRef] [PubMed]
- Fields, J.D.; Ahmad, M.I.; Pool, V.L.; Yu, J.F.; Van Campen, D.G.; Parilla, P.A.; Toney, M.F.; van Hest, M. The formation mechanism for printed silver-contacts for silicon solar cells. Nat. Commun. 2016, 7, 11143. [Google Scholar] [CrossRef]
- Hilali, M.M. The Effect of Ag Powder Surface Topography on the Viscoelastic Behavior of Thick-Film Ag Gridlines and Solar Cell Performance. In Proceedings of the 7th IEEE World Conference on Photovoltaic Energy Conversion (WCPEC)—A Joint Conference of 45th IEEE PVSC/28th PVSEC/34th EU PVSEC, Waikoloa, HI, USA, 10–15 June 2018; IEEE: Waikoloa, HI, USA, 2018; pp. 2663–2666. [Google Scholar]
- Padhamnath, P.; Nampalli, N.; Khanna, A.; Nagarajan, B.; Aberle, A.G.; Duttagupta, S. Progress with passivation and screen-printed metallization of Boron-doped monoPoly™ layers. Sol. Energy 2022, 231, 8–26. [Google Scholar] [CrossRef]
- Mack, S.; Lenes, M.; Luchies, J.M.; Wolf, A. P-Type Silicon Solar Cells with Passivating Rear Contact Formed by LPCVD p+ Polysilicon and Screen Printed Ag Metallization. Phys. Status Solidi-Rapid Res. Lett. 2019, 13, 1900064. [Google Scholar] [CrossRef]
- Mack, S.; Schube, J.; Fellmeth, T.; Feldmann, F.; Lenes, M.; Luchies, J.M. Metallisation of Boron-Doped Polysilicon Layers by Screen Printed Silver Pastes. Phys. Status Solidi-Rapid Res. Lett. 2017, 11, 1700334. [Google Scholar] [CrossRef]
- Choi, S.; Cho, S.; Lee, J.; Jeong, D.Y.; Kim, H. Reaction and Interfacial Structures Between Ag Paste with Tellurite Glass Frits and Si Wafer for Solar Cells. Met. Mater. Int. 2015, 21, 686–691. [Google Scholar] [CrossRef]
- Schmidt, J.; Peibst, R.; Brendel, R. Surface passivation of crystalline silicon solar cells: Present and future. Sol. Energy Mater. Sol. Cells 2018, 187, 39–54. [Google Scholar] [CrossRef]
- Li, W.; Yu, C.X.; Wang, Y.K.; Yao, Y.; Yu, X.L.; Zuo, C.; Yu, Y. Experimental Investigation of Effect of Flake Silver Powder Content on Sintering Structure and Properties of Front Silver Paste of Silicon Solar Cell. Materials 2022, 15, 7142. [Google Scholar] [CrossRef]
- Tsai, J.T.; Lin, S.T. Silver powder effectiveness and mechanism of silver paste on silicon solar cells. J. Alloys Compd. 2013, 548, 105–109. [Google Scholar] [CrossRef]
- Tepner, S.; Wengenmeyr, N.; Linse, M.; Lorenz, A.; Pospischil, M.; Clement, F. The Link between Ag-Paste Rheology and Screen-Printed Solar Cell Metallization. Adv. Mater. Technol. 2020, 5, 2000654. [Google Scholar] [CrossRef]
- Pi, X.X.; Cao, X.H.; Chen, J.S.; Zhang, L.; Fu, Z.X.; Wang, L.X.; Zhang, Q.T. Improved Ag-Si interface performance for Si solar cells using a novel Te-based glass and recrystallization process of Ag. Rare Met. 2021, 40, 84–89. [Google Scholar] [CrossRef]
- Sun, X.; Yao, S.; Xing, J.; Zhang, J.; Yang, Y.; Li, H.; Tong, H.; Yuan, X. Mechanism of silver/glass interaction in the metallization of crystalline silicon solar cells. Mater. Res. Express 2020, 7, 016315. [Google Scholar] [CrossRef]
- Li, H.; Tong, H.; Zhang, J.; Li, G.; Yang, Y.; Liu, C.; Li, H.; Yuan, X. Investigation on PbO–B2O3–SiO2–RxOy Glasses Applied in Noncontact Silver Paste for Crystalline Silicon Solar Cells. J. Electron. Mater. 2020, 49, 5422–5429. [Google Scholar] [CrossRef]
- Watanabe, S.; Kodera, T.; Ogihara, T. Preparation and sintering of tellurium-doped silver powder for electrodes in silicon solar cells. J. Ceram. Soc. Jpn. 2015, 123, 345–350. [Google Scholar] [CrossRef]
- Watanabe, S.; Kodera, T.; Ogihara, T. Influence of tellurite glass on reaction between Si3N3 anti-reflection coating film and Ag paste for electrodes in Si solar cells. J. Ceram. Soc. Jpn. 2016, 124, 218–222. [Google Scholar] [CrossRef]
- Ebong, A.; Bezawada, N.; Batchu, K. Understanding the influence of tellurium oxide in front Ag paste for contacting silicon solar cells with homogeneous high sheet resistance emitter. Jpn. J. Appl. Phys. 2017, 56, 08MB07. [Google Scholar] [CrossRef]
- Ok, Y.W.; Kim, J.H.; Upadhyaya, V.D.; Rohatgi, A.; Hong, C.H.; Choi, C.J. Dose-dependency of contact resistance and sheet resistance of B-implanted emitters for N-type crystalline Si solar cells fabricated using screen-printed fire-through Ag/Al paste metallization process. J. Korean Phys. Soc. 2023, 82, 707–711. [Google Scholar] [CrossRef]
- Thibert, S.; Jourdan, J.; Bechevet, B.; Chaussy, D.; Reverdy-Bruas, N.; Beneventi, D. Influence of silver paste rheology and screen parameters on the front side metallization of silicon solar cell. Mater. Sci. Semicond. Process. 2014, 27, 790–799. [Google Scholar] [CrossRef]
- Kurahashi, M.; Shindo, N.; Nishimura, K.; Shirasawa, K.; Takato, H. Investigation of the Reaction Mechanisms of Lead-free and Bismuth-free Tellurite glass in Front Silver Paste for c-Si Solar Cells. In Proceedings of the 7th IEEE World Conference on Photovoltaic Energy Conversion (WCPEC)—A Joint Conference of 45th IEEE PVSC/28th PVSEC/34th EU PVSEC, Waikoloa, HI, USA, 10–15 June 2018; IEEE: Waikoloa, HI, USA, 2018; pp. 1033–1036. [Google Scholar]
- Lan, S.-H.; Lee, C.-T.; Lai, Y.-S.; Chen, C.-C.; Yang, H.-W. The Relationship between the Structure and Thermal Properties of Bi2O3-ZnO-B2O3 Glass System. Adv. Condens. Matter Phys. 2021, 2021, 2321558. [Google Scholar] [CrossRef]
- Glatthaar, R.; Schmidt, F.P.; Hammud, A.; Lunkenbein, T.; Okker, T.; Huster, F.; Seren, S.; Greven, B.C.; Hahn, G.; Terheiden, B. Silver Metallization with Controlled Etch Stop Using SiOx Layers in Passivating Contacts for Improved Silicon Solar Cell Performance. Sol. RRL 2023, 7, 2300491. [Google Scholar] [CrossRef]
- Padhamnath, P.; Buatis, J.K.; Khanna, A.; Nampalli, N.; Nandakumar, N.; Shanmugam, V.; Aberle, A.G.; Duttagupta, S. Characterization of screen printed and fire-through contacts on LPCVD based passivating contacts in monoPoly™ solar cells. Sol. Energy 2020, 202, 73–79. [Google Scholar] [CrossRef]
- Frey, A.; Fritz, S.; Engelhardt, J.; Hahn, G.; Terheiden, B. Influence of contact firing conditions on the characteristics of bi-facial n-type silicon solar cells using Ag/Al pastes. In Proceedings of the 6th International Conference on Crystalline Silicon Photovoltaics (SiliconPV), CEA INES, Chambery, France, 7–9 March 2016; Elsevier Science B.V.: Amsterdam, The Netherlands, 2016; pp. 919–924. [Google Scholar]
- Shin, D.Y.; Seo, J.Y.; Tak, H.; Byun, D. Bimodally dispersed silver paste for the metallization of a crystalline silicon solar cell using electrohydrodynamic jet printing. Sol. Energy Mater. Sol. Cells 2015, 136, 148–156. [Google Scholar] [CrossRef]
- Oh, W.; Park, J.; Dimitrijev, S.; Kim, E.K.; Park, Y.S.; Lee, J. Metallization of crystalline silicon solar cells for shingled photovoltaic module application. Sol. Energy 2020, 195, 527–535. [Google Scholar] [CrossRef]
- Rudolph, M.; Kruse, C.; Wolter, H.; Wolpensinger, B.; Baumann, U.; Bräunig, S.; Ripke, M.; Falcon, T.; Brendel, R.; Dullweber, T. PERC plus Solar Cells with Screen-Printed Dashed Ag Front Contacts. In Proceedings of the 9th International Conference on Crystalline Silicon Photovoltaics (SiliconPV), Imec, Leuven, Belgium, 8–11 April 2019; American Institute of Physics: Konstanz, Germany, 2019. [Google Scholar]
- Zhang, J.F.; Yuan, X.; Tong, H.; Yang, Y.X.; Zhao, H.; Li, H.B. Effect of glass phase and temperature on contact resistance between Ag and Al electrodes. Mater. Res. Express 2019, 6, 035202. [Google Scholar] [CrossRef]
- Musztyfaga-Staszuk, M.; Janicki, D.; Panek, P. Correlation of Different Electrical Parameters of Solar Cells with Silver Front Electrodes. Materials 2019, 12, 366. [Google Scholar] [CrossRef]
- Jonai, S.; Tanaka, A.; Muramatsu, K.; Saito, G.; Nakamura, K.; Ogura, A.; Ohshita, Y.; Masuda, A. Effect of additives in electrode paste of p-type crystalline Si solar cells on potential-induced degradation. Sol. Energy 2019, 188, 1292–1297. [Google Scholar] [CrossRef]
- Li, Y.; Chen, Z.; Zhou, R.; Zhao, W.; Huang, Z.; Liu, J.; Yang, M.; Pan, F. Design of advanced porous silver powder with high-sintering activity to improve silicon solar cells. Nano Res. 2023, 9, 1–9. [Google Scholar] [CrossRef]
- Moudir, N.; Boukennous, Y.; Moulai-Mostefa, N.; Bozetine, I.; Maoudj, M.; Kamel, N.; Kamel, Z.; Moudir, D. Preparation of silver powder used for solar cell paste by reduction process. In Proceedings of the TerraGreen International Conference on Advancements in Renewable Energy and Clean Environment, Beirut, Lebanon, 15–17 February 2013; Elsevier Science B.V.: Beirut, Lebanon, 2013; pp. 1184–1191. [Google Scholar]
- Yin, P.; Liu, S.C.; Li, Q.Y.; Chen, X.L.; Guo, W.H.; Wu, C.F. Highly surface-roughened quasi-spherical silver powders in back electrode paste for silicon solar cells. Mater. Res. Express 2017, 4, 086302. [Google Scholar] [CrossRef]
- Yüce, C.; Okamoto, K.; Karpowich, L.; Adrian, A.; Willenbacher, N. Non-volatile free silver paste formulation for front-side metallization of silicon solar cells. Sol. Energy Mater. Sol. Cells 2019, 200, 110040. [Google Scholar] [CrossRef]
- Tang, X.J.; Gan, G.Y.; Yu, X.L.; Li, J.P. A Method for Preparing AgNWs with Accelerated Seed-Wire Conversion Time. Metals 2023, 13, 738. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | (111) Facet | (200) Facet | (220) Facet | |||
|---|---|---|---|---|---|---|
| Intensity | FWHM | Intensity | FWHM | Intensity | FWHM | |
| S1 | 2203 | 0.343 | 535 | 0.505 | 427 | 0.412 |
| S2 | 2608 | 0.300 | 709 | 0.480 | 448 | 0.506 |
| S3 | 3454 | 0.298 | 998 | 0.450 | 654 | 0.452 |
| Sample | Average Particle Size (μm) | Tap Density (g/cm3) | Specific Surface Area (m2/g) | Ignition Loss (%) |
|---|---|---|---|---|
| S1 | 1.23 | 3.34 | 0.92 | 0.87 |
| S2 | 1.26 | 4.67 | 0.67 | 0.63 |
| S3 | 1.06 | 5.52 | 0.41 | 0.35 |
| Cross Section | SP1 | SP2 | SP3 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Height (μm) | Width (μm) | H/W Ratio | Height (μm) | Width (μm) | H/W Ratio | Height (μm) | Width (μm) | H/W Ratio | |
| 1 | 10.07 | 27.86 | 0.36 | 9.68 | 25.80 | 0.38 | 7.89 | 22.20 | 0.36 |
| 2 | 12.23 | 40.51 | 0.30 | 8.02 | 23.20 | 0.35 | 9.88 | 22.20 | 0.45 |
| 3 | 12.80 | 36.40 | 0.35 | 6.00 | 23.74 | 0.25 | 9.21 | 25.54 | 0.36 |
| 4 | 4.49 | 17.80 | 0.25 | 10.37 | 23.48 | 0.44 | 6.90 | 25.00 | 0.28 |
| 5 | 10.30 | 22.40 | 0.46 | 7.99 | 24.51 | 0.33 | 11.45 | 23.20 | 0.49 |
| 6 | 10.10 | 25.54 | 0.40 | 11.82 | 26.60 | 0.44 | 7.44 | 29.93 | 0.25 |
| 7 | 10.94 | 33.80 | 0.32 | 9.57 | 26.32 | 0.36 | 9.69 | 18.10 | 0.54 |
| 8 | 13.54 | 29.20 | 0.46 | 7.48 | 21.16 | 0.35 | 9.06 | 22.40 | 0.40 |
| 9 | 7.21 | 19.90 | 0.36 | 8.68 | 21.93 | 0.40 | 7.59 | 20.60 | 0.37 |
| 10 | 8.66 | 22.70 | 0.38 | 8.37 | 23.20 | 0.36 | 10.03 | 21.16 | 0.47 |
| Min | 4.49 | 17.80 | 0.25 | 6.00 | 21.16 | 0.25 | 6.90 | 18.10 | 0.25 |
| Max | 13.54 | 40.51 | 0.46 | 11.82 | 26.60 | 0.44 | 11.45 | 29.93 | 0.54 |
| Mean | 10.03 | 27.61 | 0.37 | 8.80 | 24.00 | 0.37 | 8.92 | 23.04 | 0.40 |
| Paste | Isc (A) | Voc (V) | Rs (mΩ) | Rsh (Ω) | FF (%) | Eta (%) |
|---|---|---|---|---|---|---|
| SP1 | 13.67 | 0.6869 | 1.23 | 847 | 81.37 | 23.15 |
| SP2 | 13.62 | 0.6872 | 1.57 | 848 | 81.42 | 23.09 |
| SP3 | 13.64 | 0.6870 | 1.43 | 853 | 81.59 | 23.17 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, X.; Sun, H.; Qian, Z.; Li, W.; Li, W.; Huang, F.; Li, J.; Gan, G. Effect of Silver Powder Microstructure on the Performance of Silver Powder and Front-Side Solar Silver Paste. Materials 2024, 17, 445. https://doi.org/10.3390/ma17020445
Yu X, Sun H, Qian Z, Li W, Li W, Huang F, Li J, Gan G. Effect of Silver Powder Microstructure on the Performance of Silver Powder and Front-Side Solar Silver Paste. Materials. 2024; 17(2):445. https://doi.org/10.3390/ma17020445
Chicago/Turabian StyleYu, Xianglei, Hu Sun, Zhuo Qian, Weichao Li, Wei Li, Fuchun Huang, Junpeng Li, and Guoyou Gan. 2024. "Effect of Silver Powder Microstructure on the Performance of Silver Powder and Front-Side Solar Silver Paste" Materials 17, no. 2: 445. https://doi.org/10.3390/ma17020445