
Facile-Solution-Processed Silicon Nanofibers Formed on Recycled Cotton Nonwovens as Multifunctional Porous Sustainable Materials

 ,
,  ,
,  ,
, 
 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Fabrication of CW Nonwoven Fabrics
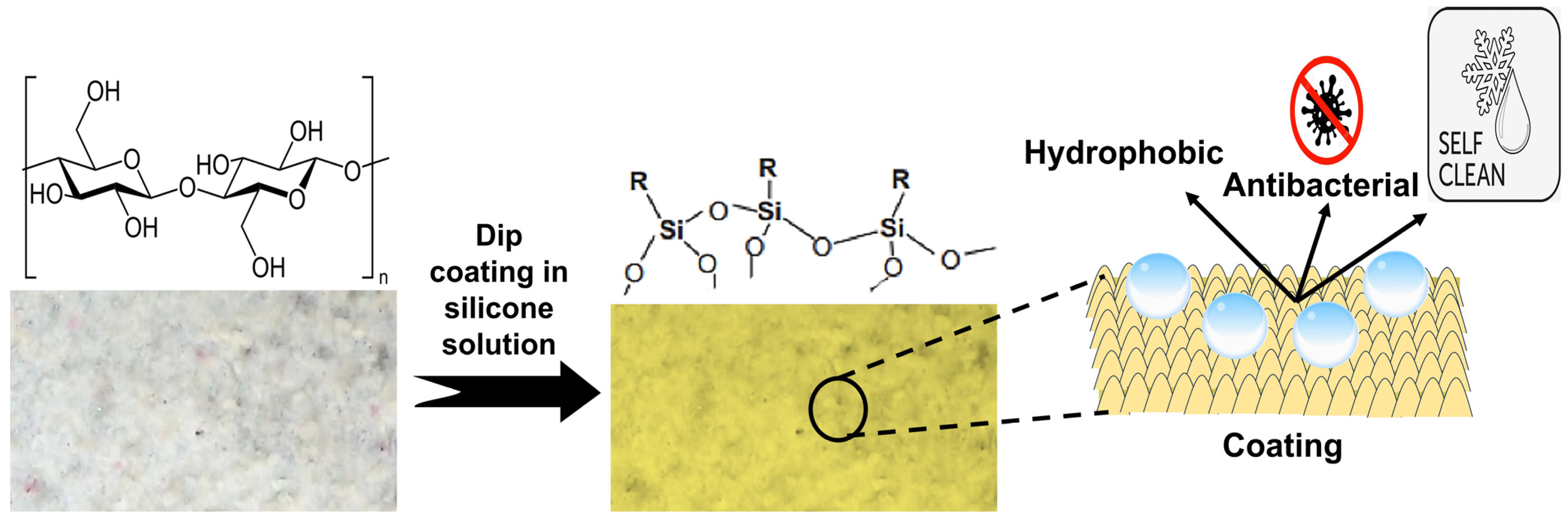
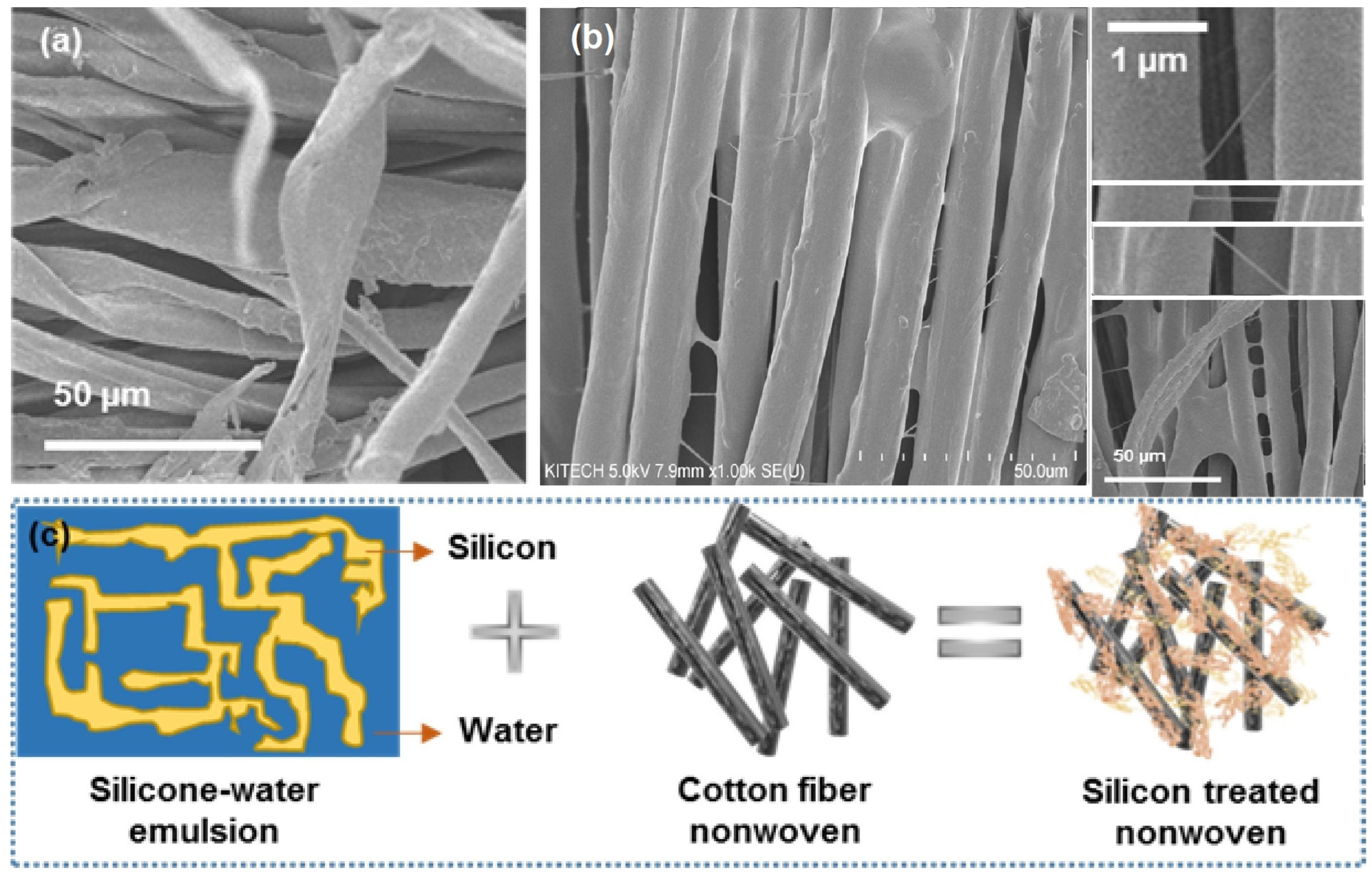
2.2.2. Formation of Silicon Nanofibers on the Nonwoven Surface
2.3. Characterizations
2.3.1. Surface Morphology and Structural Characteristics
2.3.2. Physical Characterization
2.3.3. Mechanical Characteristics
2.3.4. Acoustic Characteristics of Fabrics
2.3.5. Thermal Resistance
2.3.6. Anti-Bacterial Characteristics
3. Results and Discussion
3.1. Morphological and Compositional Characterization
3.2. Physical Characteristics
3.2.1. Areal Density (GSM)
3.2.2. Thickness
3.2.3. Porosity
3.2.4. Air Permeability
3.3. Mechanical Characteristics
3.3.1. Bending Length
3.3.2. Tear Strength
3.4. Acoustic Characteristics
3.5. Thermal Resistance
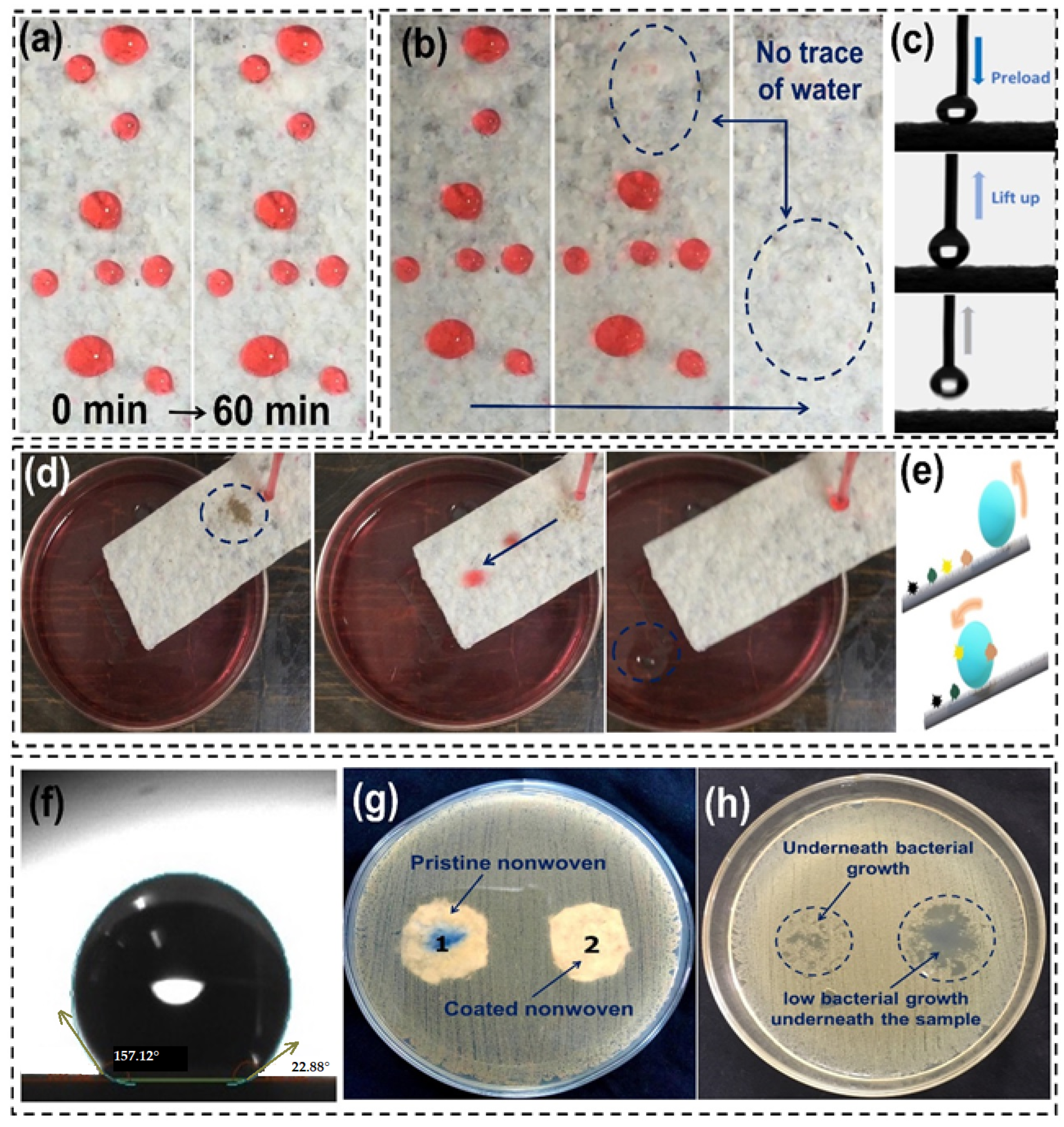
3.6. Self-Cleaning, Non-Wetting, and Antibacterial Characteristics
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yurtaslan, Ö.; Altun Kurtoğlu, Ş.; Yılmaz, D. Closed-loop Mechanical Recycling Opportunities in Industrial Cotton Wastes. J. Nat. Fibers 2022, 19, 11802–11817. [Google Scholar] [CrossRef]
- Sakthivel, S.; Senthil Kumar, B. Studies on influence of bonding methods on sound absorption characteristic of polyester/cotton recycled nonwoven fabrics. Appl. Acoust. 2021, 174, 107749. [Google Scholar] [CrossRef]
- US Environment Protection Agency. Facts and Figures about Materials, Waste and Recycling; US Environment Protection Agency: Washington, DC, USA, 2019; p. 12.
- Smits, H. The Time is Now for Recycled Cotton—And Here’s Why. Sourcing. J. 2018, 5, 89–96. [Google Scholar]
- Exchange, T. Preferred Fiber & Materials Market Report. Text. Exch. 2022, 10, 10–12. [Google Scholar]
- Kar, S.; Santra, B.; Kumar, S.; Ghosh, S.; Majumdar, S. Sustainable conversion of textile industry cotton waste into P-dopped biochar for removal of dyes from textile effluent and valorisation of spent biochar into soil conditioner towards circular economy. Environ. Pollut. 2022, 312, 120056. [Google Scholar] [CrossRef] [PubMed]
- Liu, W.; Liu, S.; Liu, T.; Zhang, J.; Liu, H. Eco-friendly post-consumer cotton waste recycling for regenerated cellulose fibers. Carbohydr. Polym. 2019, 206, 141–148. [Google Scholar] [CrossRef]
- Bevilacqua, M.; Ciarapica, F.E.; Mazzuto, G.; Paciarotti, C. Environmental analysis of a cotton yarn supply chain. J. Clean. Prod. 2014, 82, 154–165. [Google Scholar] [CrossRef]
- Bhatia, D.; Sharma, A.; Malhotra, U. Recycled fibers: An overview. Int. J. Fiber Text. Res. 2014, 4, 77–82. [Google Scholar]
- Sakthivel, S.; Melese, B.; Edae, A.; Abedom, F.; Mekonnen, S.; Solomon, E. Garment Waste Recycled Cotton/Polyester Thermal and Acoustic Properties of Air-Laid Nonwovens. Adv. Mater. Sci. Eng. 2020, 2020, 8304525. [Google Scholar] [CrossRef]
- Schmidt, A.C.; Jensen, A.A.; Clausen, A.U.; Kamstrup, O.; Postlethwaite, D. A comparative life cycle assessment of building insulation products made of stone wool, paper wool and flax—Part 1: Background, goal and scope, life cycle inventory, impact assessment and interpretation. Int. J. Life Cycle Assess 2004, 9, 53–66. [Google Scholar] [CrossRef]
- Al-Homoud, M.S. Performance characteristics and practical applications of common building thermal insulation materials. Build. Environ. 2005, 40, 353–366. [Google Scholar] [CrossRef]
- Seddeq, H.S.; Aly, N.M.; Marwa, A.; Elshakankery, M.H. Investigation on sound absorption properties for recycled fibrous materials. J. Ind. Text. 2012, 43, 56–73. [Google Scholar] [CrossRef]
- Nick, A.; Becker, U.; Thoma, W. Improved Acoustic Behavior of Interior Parts of Renewable Resources in the Automotive Industry. J. Polym. Environ. 2002, 10, 115–118. [Google Scholar] [CrossRef]
- Özdil, N.; Kayseri, G.Ö.; Mengüç, G.S.; Özdil, N.; Kayseri, G.Ö.; Mengüç, G.S. Investigation of Sound Absorption Characteristics of Textile Materials Produced from Recycled Fibers. In Waste in Textile and Leather Sectors; IntechOpen: London, UK, 2020. [Google Scholar] [CrossRef]
- Seddeq, H.S. Factors Influencing Acoustic Performance of Sound Absorptive Materials. 2009. Available online: https://api.semanticscholar.org/CorpusID:51990212 (accessed on 10 December 2023).
- Periyasamy, A.P.; Karunakaran, G.; Rwahwire, S.; Kesari, K. Nonwoven fabrics developed from agriculture and industrial waste for acoustic and thermal applications. Cellulose 2023, 30, 7329–7346. [Google Scholar] [CrossRef]
- Taban, E.; Soltani, P.; Berardi, U.; Putra, A.; Mousavi, S.M.; Faridan, M.; Samaei, S.E.; Khavanin, A. Measurement, modeling, and optimization of sound absorption performance of Kenaf fibers for building applications. Build. Environ. 2020, 180, 107087. [Google Scholar] [CrossRef]
- Song, W.; Zhang, M.; Wu, H.; Zhu, P.; Liu, Z.; Yin, J. Effect of Pore Characteristics on Sound Absorption Ability of Permeable Pavement Materials. Adv. Civ. Eng. 2023, 2023, 7678006. [Google Scholar] [CrossRef]
- Lee, Y.; Joo, C. Sound absorption properties of recycled polyester fibrous assembly absorbers. Autex Res. J. 2003, 3, 1–7. [Google Scholar] [CrossRef]
- Bogale, M.; Sakthivel, S.; Senthil Kumar, S.; Senthil Kumar, B. Sound absorbing, and thermal insulating properties of recycled cotton/polyester selvedge waste chemical bonded nonwovens. J. Text. Inst. 2023, 114, 134–141. [Google Scholar] [CrossRef]
- Abdel-Rehim, Z.S.; Saad, M.M.; El-Shakankery, M.; Hanafy, I. Textile fabrics as thermal insulators. Autex Res. J. 2006, 6, 148–161. [Google Scholar] [CrossRef]
- Debnath, S.; Madhusoothanan, M. Thermal insulation, compression and air permeability of polyester needle-punched nonwoven. Ind. J. Fiber Text. Res. 2010, 35, 38–44. [Google Scholar]
- Patnaik, A.; Mvubu, M.; Muniyasamy, S.; Botha, A.; Anandjiwala, R.D. Thermal and sound insulation materials from waste wool and recycled polyester fibers and their biodegradation studies. Energy Build. 2015, 92, 161–169. [Google Scholar] [CrossRef]
- Sakthivel, S.; Senthil Kumar, S.; Mekonnen, S.; Solomon, E. Thermal and sound insulation properties of recycled cotton/polyester chemical bonded nonwovens. J. Eng. Fiber. Fabr. 2020, 15, 1–8. [Google Scholar] [CrossRef]
- Anjum, A.S.; Ali, M.; Sun, K.C.; Riaz, R.; Jeong, S.H. Self-assembled nanomanipulation of silica nanoparticles enable mechanochemically robust super hydrophobic and oleophilic textile. J. Colloid. Interface Sci. 2020, 563, 62–73. [Google Scholar] [CrossRef] [PubMed]
- Li, D.; Guo, Z. Versatile superamphiphobic cotton fabrics fabricated by coating with SiO2/FOTS. Appl. Surf. Sci. 2017, 426, 271–278. [Google Scholar] [CrossRef]
- Stieberova, B.; Zilka, M.; Ticha, M.; Freiberg, F.; Caramazana-González, P.; McKechnie, J.; Lester, E. Application of ZnO Nanoparticles in a Self-cleaning Coating on a Metal Panel: An Assessment of Environmental Benefits. ACS Sustain. Chem. Eng. 2017, 5, 2493–2500. [Google Scholar] [CrossRef]
- Yoon, H.; Kim, H.; Latthe, S.S.; Kim, M.; Al-Deyab, S.; Yoon, S.S. A highly transparent self-cleaning superhydrophobic surface by organosilane-coated alumina particles deposited via electrospraying. J. Mater. Chem. A 2015, 3, 11403–11410. [Google Scholar] [CrossRef]
- Soeno, T.; Inokuchi, K.; Shiratori, S. Ultra-water-repellent surface: Fabrication of complicated structure of SiO2 nanoparticles by electrostatic self-assembled films. Appl. Surf. Sci. 2004, 237, 539–543. [Google Scholar] [CrossRef]
- Zheludkevich, M.L.; Shchukin, D.G.; Yasakau, K.A.; Möhwald, H.; Ferreira, M.G.S. Anticorrosion Coatings with Self-Healing Effect Based on Nanocontainers Impregnated with Corrosion Inhibitor. Chem. Mater. 2007, 19, 402–411. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, Q.Q.; Jiang, Z.M.; Zhang, C.; Li, Z.-F.; Chen, H.-Q.; Zhu, P. Effect of chitosan on the fire retardancy and thermal degradation properties of coated cotton fabrics with sodium phytate and APTES by LBL assembly. J. Anal. Appl. Pyrolysis 2018, 135, 289–298. [Google Scholar] [CrossRef]
- Kudzin, M.H.; Mrozińska, Z.; Walawska, A.; Sójka-Ledakowicz, J. Biofunctionalization of Textile Materials.1. Biofunctionalization of Poly(Propylene) (PP) Nonwovens Fabrics by Alafosfalin. Coatings 2019, 9, 412. [Google Scholar] [CrossRef]
- ASTM D3776/D3776M-20; Standard Test Methods for Mass Per Unit Area (Weight) of Fabric. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM D1777-96; Standard Test Method for Thickness of Textile Materials. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM D737-18; Standard Test Method for Air Permeability of Textile Fabrics. ASTM International: West Conshohocken, PA, USA, 2023.
- ASTM D2261-13; Standard Test Method for Tearing Strength of Fabrics by the Tongue (Single Rip) Procedure (Constant-Rate-of-Extension Tensile Testing Machine). ASTM International: West Conshohocken, PA, USA, 2023.
- ASTM D1388-18; Standard Test Method for Stiffness of Fabrics. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM E1050-19; Standard Test Method for Impedance and Absorption of Acoustical Materials Using a Tube, Two Microphones and a Digital Frequency Analysis System. ASTM International: West Conshohocken, PA, USA, 2019.
- ISO 11092:2014; Textiles—Physiological Effects—Measurement of Thermal and Water-Vapour Resistance under Steady-State Conditions (Sweating Guarded-Hotplate Test). ISO: Geneva, Switzerland, 2014.
- AATCC TM147; Antibacterial Activity of Textile Materials: Parallel Streak. American Association of Textile Chemists and Colorists: Research Triangle Park, NC, USA, 2023.
- Yudhistira, B.; Sulaimana, A.S.; Punthi, F.; Chang, C.-K.; Lung, C.-T.; Santoso, S.P.; Gavahian, M.; Hsieh, C.-W. Cold Plasma-Based Fabrication and Characterization of Active Films Containing Different Types of Myristica fragrans Essential Oil Emulsion. Polymers 2022, 14, 1618. [Google Scholar] [CrossRef] [PubMed]
- Xiong, X.; Yang, T.; Mishra, R.; Militky, J. Transport properties of aerogel-based nanofibrous nonwoven fabrics. Fibers Polym. 2016, 17, 1709–1714. [Google Scholar] [CrossRef]
- Walther, F.; Drobek, T.; Gigler, A.M.; Hennemeyer, M.; Kaiser, M.; Herberg, H.; Shimitsu, T.; Morfill, G.E.; Stark, R.W. Surface hydrophilization of SU-8 by plasma and wet chemical processes. Surf. Interface Anal. 2010, 42, 1735–1744. [Google Scholar] [CrossRef]
- Yang, T.; Saati, F.; Horoshenkov, K.V.; Xiong, X.; Yang, K.; Mishra, R.; Marburg, S.; Militký, J. Study on the sound absorption behavior of multi-component polyester nonwovens: Experimental and numerical methods. Text. Res. J. 2019, 89, 3342–3361. [Google Scholar] [CrossRef]
- Wang, H.; Fang, J.; Cheng, T.; Ding, J.; Qu, L.; Dai, L.; Wang, X.; Lin, T. One-step coating of fluoro-containing silica nanoparticles for universal generation of surface superhydrophobicity. Chem. Commun. 2008, 7, 877–879. [Google Scholar] [CrossRef] [PubMed]
- Su, F.; Yao, K. Facile Fabrication of Superhydrophobic Surface with Excellent Mechanical Abrasion and Corrosion Resistance on Copper Substrate by a Novel Method. ACS Appl. Mater. Interfaces 2014, 6, 8762–8770. [Google Scholar] [CrossRef]
- Venkataraman, M.; Mishra, R.; Militky, J.; Xiong, X.; Marek, J.; Yao, J.; Zhu, G. Electrospun nanofibrous membranes embedded withaerogel for advanced thermal and transport properties. Polym. Adv. Technol. 2018, 29, 2583–2592. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, Z.; Shao, Y.; Wang, Y.; Liu, B. Preparation of a superhydrophobic coating based on polysiloxane modified SiO2 and study on its anti-icing performance. Surf. Coat. Technol. 2022, 437, 128359. [Google Scholar] [CrossRef]
- Hassan, M.S.; Attia, M.K.; Attia, R.M. Improving of thermal stability and water repellency of cotton fabrics via coating with silicon rubber under the effect of electron beam irradiation. J. Ind. Text. 2022, 51 (Suppl. 3), 4899S–4912S. [Google Scholar] [CrossRef]
- Shoaib, M.; Latif, Z.; Ali, M.; Al-Ghamdi, A.; Arshad, Z.; Wageh, S. Room Temperature Synthesized TiO2 Nanoparticles for Two-Folds Enhanced Mechanical Properties of Unsaturated Polyester. Polymers 2023, 15, 934. [Google Scholar] [CrossRef]
- Rosa, M.F.; Medeiros, E.S.; Malmonge, J.A.; Gregorski, K.S.; Wood, D.; Mattoso, L.; Glenn, G.; Orts, W.; Imam, S. Cellulose nanowhiskers from coconut husk fibers: Effect of preparation conditions on their thermal and morphological behavior. Carbohydr. Polym. 2010, 81, 83–92. [Google Scholar] [CrossRef]
- Poletto, M.; Pistor, V.; Zeni, M.; Zattera, A.J. Crystalline properties and decomposition kinetics of cellulose fibers in wood pulp obtained by two pulping processes. Polym. Degrad. Stab. 2011, 96, 679–685. [Google Scholar] [CrossRef]
- Moiz, A.; Padhye, R.; Wang, X. Durable superomniphobic surface on cotton fabrics via coating of silicon rubber and fluoropolymers. Coatings 2018, 8, 104. [Google Scholar] [CrossRef]
- Feng, J.; Feng, J.; Zhang, Q.; Tu, Z.; Tu, W.; Wan, Z.; Pan, M.; Zhang, H. Degradation of silicon rubbers with different hardness in various aqueous solutions. Polym. Degrad. Stab. 2014, 109, 122–128. [Google Scholar] [CrossRef]
- Yang, T.; Xiong, X.; Mishra, R.; Novák, J.; Militký, J. Acoustic evaluation of Struto nonwovens and their relationship with thermal properties. Text. Res. J. 2018, 88, 426–437. [Google Scholar] [CrossRef]
- Lomov, S.V.; Truevtzev, A.V.; Cassidy, C. A Predictive Model for the Fabric-to-Yarn Bending Stiffness Ratio of a Plain-Woven Set Fabric. Text. Res. J. 2000, 70, 1088–1096. [Google Scholar] [CrossRef]
- Chenal, T.P.; Case, J.C.; Paik, J.; Kramer, R.K. Variable stiffness fabrics with embedded shape memory materials for wearable applications. In Proceedings of the 2014 IEEE/RSJ International Conference on Intelligent Robots and Systems, Chicago, IL, USA, 14–18 September 2014; pp. 2827–2831. [Google Scholar] [CrossRef]
- Gorade, V.G.; Chaudhary, B.U.; Kale, R.D. Moisture management of polypropylene non-woven fabric using microcrystalline cellulose through surface modification. Appl. Surf. Sci. Adv. 2021, 6, 100151. [Google Scholar] [CrossRef]
- Koizumi, T.; Tsujiuchi, N.; Adachi, A. The development of sound absorbing materials using natural bamboo fibers. WIT Trans. Built. Environ. 2002, 59, 157–166. Available online: https://www.witpress.com/elibrary/wit-transactions-on-the-built-environment/59/18 (accessed on 10 December 2023).
- Tang, Y.; Zhang, Q.; Zhan, X.; Chen, F. Superhydrophobic and anti-icing properties at overcooled temperature of a fluorinated hybrid surface prepared via a sol–gel process. Soft Matter 2015, 11, 4540–4550. [Google Scholar] [CrossRef]
- Yang, T.; Hu, L.; Petrů, M.; Wang, X.; Xiong, X.; Yu, D.; Mishra, R.; Militký, J. Determination of the permeability coefficient and airflow resistivity of nonwoven materials. Text. Res. J. 2022, 92, 126–142. [Google Scholar] [CrossRef]
- Yang, T.; Xiong, X.; Wang, Y.; Mishra, R.; Petrů, M.; Militký, J. Application of Acoustical Method to Characterize Nonwoven Material. Fibers Polym. 2021, 22, 831–840. [Google Scholar] [CrossRef]
- Yang, T.; Hu, L.; Xiong, X.; Petrů, M.; Noman, M.T.; Mishra, R.; Militký, J. Sound Absorption Properties of Natural Fibers: A Review. Sustainability 2020, 12, 8477. [Google Scholar] [CrossRef]
- Yang, T.; Xiong, X.; Venkataraman, M.; Novák, J.; Militký, J. Investigation on sound absorption properties of aerogel/polymer nonwovens. J. Text. Inst. 2019, 110, 196–201. [Google Scholar] [CrossRef]
- Crocker, M.J.; Arenas, J.P. Use of Sound-Absorbing Materials. In Handbook of Noise and Vibration Control; Crocker, M.J., Ed.; John Wiley and Sons: New York, NY, USA, 2007; Chapter 57. [Google Scholar]
- Arenas, J.P. Applications of Acoustic Textiles in Automotive/Transportation. In Acoustic Textiles; Padhye, R., Nayak, R., Eds.; Springer: Singapore, 2016; Chapter 7. [Google Scholar]
- Ingard, U. Notes on Sound Absorption Technology; Noise Control Foundation: New York, NY, USA, 1994. [Google Scholar]
- Venegas, R.; Umnova, O. Acoustical properties of double porosity granular materials. J. Acoust. Soc. Am. 2011, 130, 2765–2776. [Google Scholar] [CrossRef] [PubMed]
- Dechojarassri, D.; Kaneshige, R.; Tamura, H.; Furuike, T. Preparation and Characterization of Crosslinked Electrospun Gelatin Fabrics via Maillard Reactions. Materials 2023, 16, 4078. [Google Scholar] [CrossRef]
- Venkataraman, D.; Shabani, E.; Park, J.H. Advancement of Nonwoven Fabrics in Personal Protective Equipment. Materials 2023, 16, 3964. [Google Scholar] [CrossRef]
- Vėjelis, S.; Vaitkus, S.; Kremensas, A.; Kairytė, A.; Šeputytė-Jucikė, J. Reuse of Textile Waste in the Production of Sound Absorption Boards. Materials 2023, 16, 1987. [Google Scholar] [CrossRef]
- Kicińska-Jakubowska, A.; Broda, J.; Zimniewska, M.; Bączek, M.; Mańkowski, J. Effect of Blend Composition on Barrier Properties of Insulating Mats Produced from Local Wool and Waste Bast Fibres. Materials 2023, 16, 459. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Span Length | Average Value ± Standard Deviation (mm) |
|---|---|
| 50% span length | 11.15 ± 0.74 |
| 2.5% span length | 22.95 ± 2.24 |
| Properties | Average Value/Unit |
|---|---|
| Density | 0.710–0.90 g/cc |
| Viscosity | 50.0–88.0 cP |
| Shore Hardness | 13.0–20.0 |
| Tensile strength | 0.310–0.860 MPa |
| Elongation at break | 15.0–18.0% |
| Thermal Conductivity | 0.0159–0.0200 W/m.K |
| Sample Code | Sample Description |
|---|---|
| Sample-M | Commercial market sample |
| Sample-A | Variation in thickness of nonwoven |
| Sample-B | |
| Sample-C | |
| Sample-D | Silicon nanofiber coated nonwoven sample |
| Samples ID | Sample Details | GSM (g/m2) | Thickness (mm) | Porosity | Air Permeability (m3/s/m2) |
|---|---|---|---|---|---|
| Sample-M | Market Sample | 70 ± 2 | 2.20 ± 0.04 | 0.54 ± 0.01 | 970 ± 10 |
| Sample-A | Varied in thickness | 131 ± 4 | 1.22 ± 0.01 | 0.69 ± 0.01 | 1349 ± 11 |
| Sample-B | 126 ± 4 | 1.14 ± 0.02 | 0.63 ± 0.01 | 1593 ± 14 | |
| Sample-C | 95 ± 3 | 1.10 ± 0.02 | 0.60 ± 0.01 | 1290 ± 17 | |
| Sample-D | Surface modified Sample | 142 ± 5 | 1.64 ± 0.04 | 0.45 ± 0.01 | 1090 ± 10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shoaib, M.; Jamshaid, H.; Mishra, R.K.; Ali, M.; Chandan, V.; Kolar, V.; Nazari, S.; TM, A.; Jirku, P.; Muller, M.; et al. Facile-Solution-Processed Silicon Nanofibers Formed on Recycled Cotton Nonwovens as Multifunctional Porous Sustainable Materials. Materials 2024, 17, 412. https://doi.org/10.3390/ma17020412
Shoaib M, Jamshaid H, Mishra RK, Ali M, Chandan V, Kolar V, Nazari S, TM A, Jirku P, Muller M, et al. Facile-Solution-Processed Silicon Nanofibers Formed on Recycled Cotton Nonwovens as Multifunctional Porous Sustainable Materials. Materials. 2024; 17(2):412. https://doi.org/10.3390/ma17020412
Chicago/Turabian StyleShoaib, Muhammad, Hafsa Jamshaid, Rajesh Kumar Mishra, Mumtaz Ali, Vijay Chandan, Viktor Kolar, Shabnam Nazari, Akshat TM, Petr Jirku, Miroslav Muller, and et al. 2024. "Facile-Solution-Processed Silicon Nanofibers Formed on Recycled Cotton Nonwovens as Multifunctional Porous Sustainable Materials" Materials 17, no. 2: 412. https://doi.org/10.3390/ma17020412