
Three-Dimensional Printed Resin: Impact of Different Cleaning Protocols on Degree of Conversion and Tensile Bond Strength to a Composite Resin Using Various Adhesive Systems
 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
- Clearfil Ceramic Primer Plus [CCP] (Kuraray Noritake, Okayama, Japan):
- The primer was applied in a thin layer with a microbrush and waited for 20 s.
- Clearfil Universal Bond Quick [CUP] (Kuraray Noritake Okayama, Japan):
- The universal adhesive was mixed 1:1 with Clearfil DC-Activator (Kuraray Noritake Okayama, Japan), then applied with a microbrush, and subsequently air dried for 5 s.
- Scotchbond Universal Plus [SUP] (3M, Saint Paul, MN, USA):
- The universal adhesive was applied, massaged for 20 s with a microbrush, and then air dried for 5 s.
- Visio.link [VL] (Bredent, Senden, Germany):
- The resin primer was applied with a microbrush, then light cured for 90 s with a manufacturer-recommended light-curing unit (bre.Lux Power unit, bredent, Senden, Germany).
3. Results
3.1. Degree of Conversion
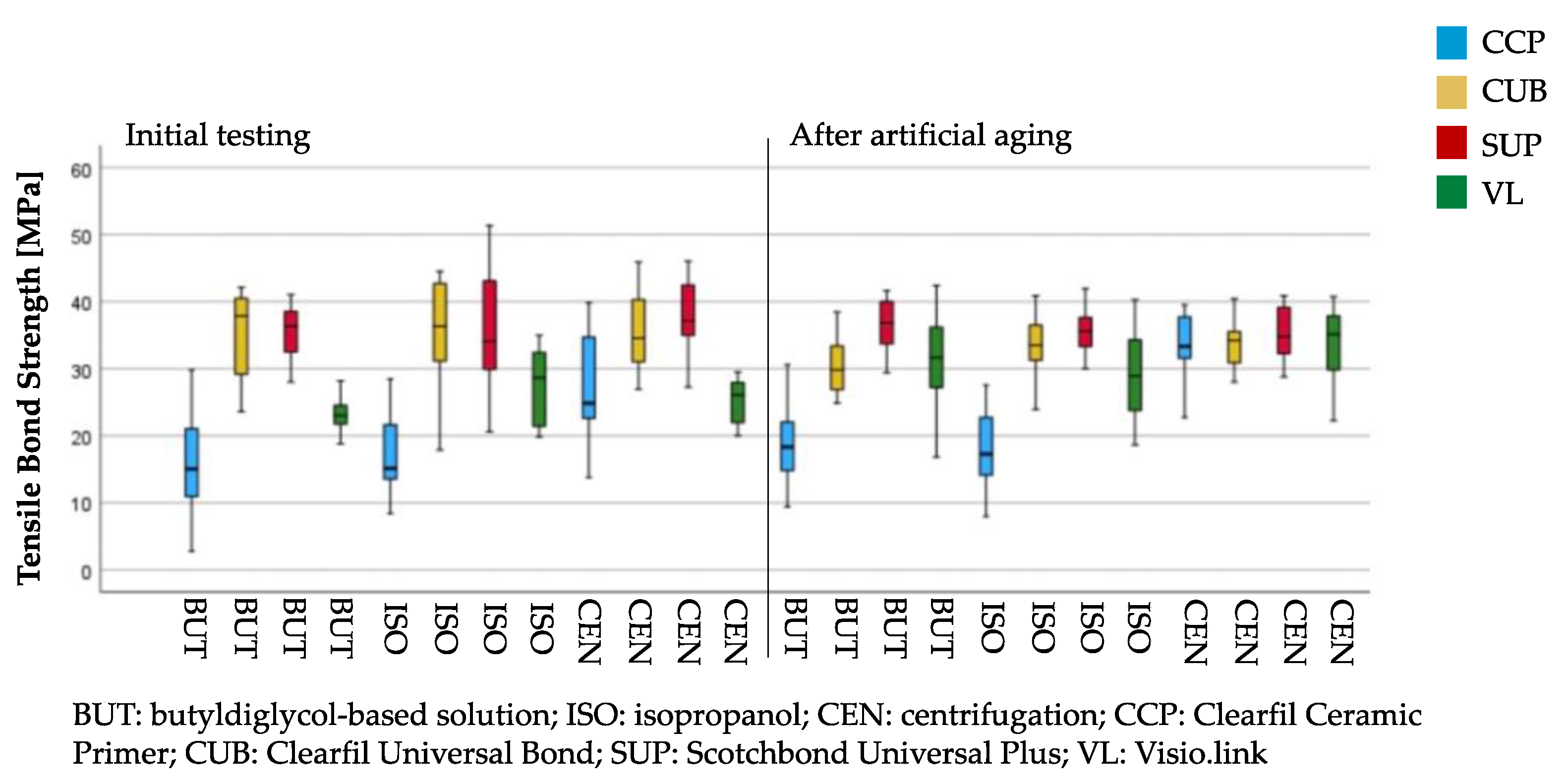
3.2. Tensile Bond Strength
3.3. Failure Types
4. Discussion
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Schweiger, J.; Edelhoff, D.; Güth, J.F. 3D Printing in Digital Prosthetic Dentistry: An Overview of Recent Developments in Additive Manufacturing. J. Clin. Med. 2021, 10, 2010. [Google Scholar] [CrossRef]
- Zimmermann, M.; Ender, A.; Attin, T.; Mehl, A. Fracture load of three-unit full-contour fixed dental prostheses fabricated with subtractive and additive CAD/CAM technology. Clin. Oral. Investig. 2020, 24, 1035–1042. [Google Scholar] [CrossRef]
- Alammar, A.; Kois, J.C.; Revilla-León, M.; Att, W. Additive Manufacturing Technologies: Current Status and Future Perspectives. J. Prosthodont. 2022, 31, 4–12. [Google Scholar] [CrossRef] [PubMed]
- Mayer, J.; Reymus, M.; Wiedenmann, F.; Edelhoff, D.; Hickel, R.; Stawarczyk, B. Temporary 3D printed fixed dental prosthesis materials: Impact of post printing cleaning methods on degree of conversion as well as surface and mechanical properties. Int. J. Prosthodont. 2021, 34, 784–795. [Google Scholar] [CrossRef]
- dos Santos, R.L.; de Sampaio, G.A.; de Carvalho, F.G.; Pithon, M.M.; Guênes, G.M.; Alves, P.M. Influence of degree of conversion on the biocompatibility of different composites in vivo. J. Adhes. Dent. 2014, 16, 15–20. [Google Scholar] [PubMed]
- Rustemeyer, T.; Frosch, P.J. Occupational skin diseases in dental laboratory technicians. Contact Dermat. 1996, 34, 125–133. [Google Scholar] [CrossRef] [PubMed]
- Bayarsaikhan, E.; Gu, H.; Hwangbo, N.K.; Lim, J.H.; Shim, J.S.; Lee, K.W.; Kim, J.E. Influence of different postcuring parameters on mechanical properties and biocompatibility of 3D printed crown and bridge resin for temporary restorations. J. Mech. Behav. Biomed. Mater. 2022, 128, 105127. [Google Scholar] [CrossRef] [PubMed]
- Mayinger, F.; Reymus, M.; Liebermann, A.; Richter, M.; Kubryk, P.; Großekappenberg, H.; Stawarczyk, B. Impact of polymerization and storage on the degree of conversion and mechanical properties of veneering resin composites. Dent. Mater. J. 2021, 40, 487–497. [Google Scholar] [CrossRef] [PubMed]
- Borges, M.G.; Silva, G.R.; Neves, F.T.; Soares, C.J.; Faria, E.S.A.L.; Carvalho, R.F.; Menezes, M.S. Oxygen Inhibition of Surface Composites and Its Correlation with Degree of Conversion and Color Stability. Braz. Dent. J. 2021, 32, 91–97. [Google Scholar] [CrossRef]
- Lankes, V.; Reymus, M.; Liebermann, A.; Stawarczyk, B. Bond strength between temporary 3D printable resin and conventional resin composite: Influence of cleaning methods and air-abrasion parameters. Clin. Oral. Investig. 2023, 27, 31–43. [Google Scholar] [CrossRef] [PubMed]
- Suzuki, M.; Takamizawa, T.; Hirokane, E.; Ishii, R.; Tsujimoto, A.; Barkmeier, W.W.; Latta, M.A.; Miyazaki, M. Bond durability of universal adhesives to intact enamel surface in different etching modes. Eur. J. Oral. Sci. 2021, 129, e12768. [Google Scholar] [CrossRef]
- Yokoyama, M.; Takamizawa, T.; Tamura, T.; Namura, Y.; Tsujimoto, A.; Barkmeier, W.W.; Latta, M.A.; Miyazaki, M. Influence of Different Application Methods on the Bonding Effectiveness of Universal Adhesives to Dentin in the Early Phase. J. Adhes. Dent. 2021, 23, 447–459. [Google Scholar] [PubMed]
- Klaisiri, A.; Krajangta, N.; Thamrongananskul, N. The Durability of Zirconia/Resin Composite Shear Bond Strength using Different Functional Monomer of Universal Adhesives. Eur. J. Dent. 2021, 16, 756–760. [Google Scholar] [CrossRef] [PubMed]
- Lima, R.B.W.; Muniz, I.A.F.; Campos, D.E.S.; Murillo-Gómez, F.; Andrade, A.K.M.; Duarte, R.M.; de Souza, G.M. Effect of universal adhesives and self-etch ceramic primers on bond strength to glass ceramics: A systematic review and meta-analysis of in vitro studies. J. Prosthet. Dent. 2022. [Google Scholar] [CrossRef] [PubMed]
- Cuevas-Suárez, C.E.; de Oliveira da Rosa, W.L.; Vitti, R.P.; da Silva, A.F.; Piva, E. Bonding Strength of Universal Adhesives to Indirect Substrates: A Meta-Analysis of in Vitro Studies. J. Prosthodont. 2020, 29, 298–308. [Google Scholar] [CrossRef]
- Sismanoglu, S.; Yildirim-Bilmez, Z.; Erten-Taysi, A.; Ercal, P. Influence of different surface treatments and universal adhesives on the repair of CAD-CAM composite resins: An in vitro study. J. Prosthet. Dent. 2020, 124, 238.e1–238.e9. [Google Scholar] [CrossRef]
- Wibowo, E.S.; Park, B.-D. Crystalline Lamellar Structure of Thermosetting Urea–Formaldehyde Resins at a Low Molar Ratio. Macromolecules 2021, 54, 2366–2375. [Google Scholar] [CrossRef]
- Yang, H.; Du, G.; Li, Z.; Ran, X.; Zhou, X.; Li, T.; Gao, W.; Li, J.; Lei, H.; Yang, L. Superstrong Adhesive of Isocyanate-Free Polyurea with a Branched Structure. ACS Appl. Polym. Mater. 2021, 3, 1638–1651. [Google Scholar] [CrossRef]
- Liu, S.; Du, G.; Yang, H.; Su, H.; Ran, X.; Li, J.; Zhang, L.; Gao, W.; Yang, L. Developing High-Performance Cellulose-Based Wood Adhesive with a Cross-Linked Network. ACS Sustain. Chem. Eng. 2021, 9, 16849–16861. [Google Scholar] [CrossRef]
- Scholz, K.J.; Tabenski, I.M.; Vogl, V.; Cieplik, F.; Schmalz, G.; Buchalla, W.; Hiller, K.A.; Federlin, M. Randomized clinical split-mouth study on the performance of CAD/CAM-partial ceramic crowns luted with a self-adhesive resin cement or a universal adhesive and a conventional resin cement after 39 months. J. Dent. 2021, 115, 103837. [Google Scholar] [CrossRef]
- Tsukagoshi, K.; Hirota, M.; Nomoto, R.; Hayakawa, T. Bond strength and computational analysis for silane coupling treatments on the adhesion of resin block for CAD/CAM crowns. Dent. Mater. J. 2020, 39, 844–854. [Google Scholar] [CrossRef]
- Horgnies, M.; Darque-Ceretti, E.; Combarieu, R. Influence of additives segregation on surface composition of automotive coatings: Effects of an ethanol cleaning. Prog. Org. Coat. 2003, 47, 154–163. [Google Scholar] [CrossRef]
- Stawarczyk, B.; Basler, T.; Ender, A.; Roos, M.; Ozcan, M.; Hämmerle, C. Effect of surface conditioning with airborne-particle abrasion on the tensile strength of polymeric CAD/CAM crowns luted with self-adhesive and conventional resin cements. J. Prosthet. Dent. 2012, 107, 94–101. [Google Scholar] [CrossRef] [PubMed]
- Pfeffer, S.; Jacker-Guhr, S.; Geurtsen, W.; Pfeffer, T.; Lührs, A. Microtensile bond strength of luting cements to a 3D printable composite–an in vitro study. Sustain. Dent. 2020, 2, 229–239. [Google Scholar]
- Holmer, L.; Othman, A.; Lührs, A.K.; von See, C. Comparison of the shear bond strength of 3D printed temporary bridges materials, on different types of resin cements and surface treatment. J. Clin. Exp. Dent. 2019, 11, e367–e372. [Google Scholar] [CrossRef]
- Ye, S.; Chuang, S.F.; Hou, S.S.; Lin, J.C.; Kang, L.L.; Chen, Y.C. Interaction of silane with 10-MDP on affecting surface chemistry and resin bonding of zirconia. Dent. Mater. 2022, 38, 715–724. [Google Scholar] [CrossRef] [PubMed]
- Hagino, R.; Mine, A.; Matsumoto, M.; Yumitate, M.; Ban, S.; Yamanaka, A.; Ishida, M.; Miura, J.; Meerbeek, B.V.; Yatani, H. Combination of a silane coupling agent and resin primer reinforces bonding effectiveness to a CAD/CAM indirect resin composite block. Dent. Mater. J. 2021, 40, 1445–1452. [Google Scholar] [CrossRef]
- Atsushi, M.; Tomoshige, K.; Asuka, K.-U.; Mami, H.; Yuko, T.; Ryosuke, H.; Dai, I.; Masahiro, Y.; Shintaro, B.; Mariko, M.; et al. Effectiveness of current adhesive systems when bonding to CAD/CAM indirect resin materials: A review of 32 publications. Jpn. Dent. Sci. Rev. 2019, 55, 41–50. [Google Scholar]
- Taormina, G.; Sciancalepore, C.; Messori, M.; Bondioli, F. 3D printing processes for photocurable polymeric materials: Technologies, materials, and future trends. J. Appl. Biomater. Funct. Mater. 2018, 16, 151–160. [Google Scholar] [CrossRef]
- Palitsch, A.; Hannig, M.; Ferger, P.; Balkenhol, M. Bonding of acrylic denture teeth to MMA/PMMA and light-curing denture base materials: The role of conditioning liquids. J. Dent. 2012, 40, 210–221. [Google Scholar] [CrossRef]
- Lim, N.K.; Shin, S.Y. Bonding of conventional provisional resin to 3D printed resin: The role of surface treatments and type of repair resins. J. Adv. Prosthodont. 2020, 12, 322–328. [Google Scholar] [CrossRef]
- Piwowarczyk, A.; Lauer, H.C.; Sorensen, J.A. In vitro shear bond strength of cementing agents to fixed prosthodontic restorative materials. J. Prosthet. Dent. 2004, 92, 265–273. [Google Scholar] [CrossRef]
- Torstenson, B.; Brännström, M. Contraction gap under composite resin restorations: Effect of hygroscopic expansion and thermal stress. Oper. Dent. 1988, 13, 24–31. [Google Scholar] [PubMed]
- Scherrer, S.S.; Cesar, P.F.; Swain, M.V. Direct comparison of the bond strength results of the different test methods: A critical literature review. Dent. Mater. 2010, 26, e78–e93. [Google Scholar] [CrossRef]
- Sano, H.; Shono, T.; Sonoda, H.; Takatsu, T.; Ciucchi, B.; Carvalho, R.; Pashley, D.H. Relationship between surface area for adhesion and tensile bond strength--evaluation of a micro-tensile bond test. Dent. Mater. 1994, 10, 236–240. [Google Scholar] [CrossRef]
- Stawarczyk, B.; Silla, M.; Roos, M.; Eichberger, M.; Lümkemann, N. Bonding Behaviour of Polyetherketoneketone to Methylmethacrylate- and Dimethacrylate-based Polymers. J. Adhes. Dent. 2017, 19, 331–338. [Google Scholar]
- Liebermann, A.; Keul, C.; Bähr, N.; Edelhoff, D.; Eichberger, M.; Roos, M.; Stawarczyk, B. Impact of plasma treatment of PMMA-based CAD/CAM blanks on surface properties as well as on adhesion to self-adhesive resin composite cements. Dent. Mater. 2013, 29, 935–944. [Google Scholar] [CrossRef] [PubMed]
- El-Damanhoury, H.M.; Elsahn, N.A.; Sheela, S.; Gaintantzopoulou, M.D. Adhesive luting to hybrid ceramic and resin composite CAD/CAM Blocks:Er:YAG Laser versus chemical etching and micro-abrasion pretreatment. J. Prosthodont. Res. 2021, 65, 225–234. [Google Scholar] [CrossRef] [PubMed]
- Yano, H.T.; Ikeda, H.; Nagamatsu, Y.; Masaki, C.; Hosokawa, R.; Shimizu, H. Correlation between microstructure of CAD/CAM composites and the silanization effect on adhesive bonding. J. Mech. Behav. Biomed. Mater. 2020, 101, 103441. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Abbreviation | Composition | Manufacturer | LOT | Expiry | |
|---|---|---|---|---|---|---|
| Conditioning method | Clearfil Ceramic Primer Plus | CCP | Ethanol, 3-Methacryloyloxypropyltrimethoxysilan, 10-MDP a | Kuraray Noritake Okayama, Japan | 5D0063 | 29.2.24 |
| Clearfil Universal Bond Quick | CUB | Bisphenol A diglycidylmethacrylat, ethanol, 2-hydroxyethylmethacrylat, 10-MDP, hydrophilic amide monomers, colloidal silica, silane, water b | Kuraray Noritake Okayama, Japan | 4N0301 | 30.9.24 | |
| Scotchbond Universal Plus | SUP | MDP, Vitrebond-Copolymer, silica fillers, ethanol, water, initiators, amino functional silane, dimethacrylate (bisphenol A-free), pH = 2.7 c | 3M, Seefeld, Germany | 7172629 | 30.4.24 | |
| Visio.link | VL | MMA, 2-Propenoic acid, bisphenol-A diglycidyl-methacrylate, diphenyl(2,4,6-trimethylbenzyl) phosphinoxidec d | Bredent, Senden, Germany | 193211 | 31.8.24 | |
| Resin-based composite | Panavia V5 | Bisphenol-A-diglycidylmethacrylat, triethylenegycol-dimethacrylat, titanoxide, colloidal silica, silanised barium glass filler, silanised fluoroaluminosilicate, alumina filler, hydrophobic aromatic dimethylacrylate, aliphatic dimethylacrylate, initiatiors, pigments e | Kuraray Noritake Okayama, Japan | 760165 | 30.4.24 | |
| 3D printable resin | printo dent Generative Resin GR-17.1 temporary lt | Methacrylic resins < 60% (mainly Bisphenol-A ethoxylate dimethacrylate), metal oxides, photoinitiators < 2% (mainly TiO2, TPO), UV inhibitors < 0.1%, inorganic glass fillers 40% f | Pro3dure medical, Iserlohn, Germany | 03082017 | 03.8.23 |
| Cleaning | Mean ± SD | 95% CI | Min/Med/Max |
|---|---|---|---|
| Prior to air abrasion | |||
| BUT | 96.6 ± 0.9 bA | (95.9/97.1) | 95.2/96.8/97.7 |
| ISO | 95.5 ± 0.7 bB | (96.0/96.9) | 95.4/96.3/97.9 |
| CEN | 88.4 ± 0.7 aA | (87.8/88.8) | 87.3/88.5/89.3 |
| After air abrasion | |||
| BUT | 95.1 ± 1.4 bA | (94.2/95.9) | 92.6/95.4/96.9 |
| ISO | 94.4 ± 2.6 abA | (92.7/96.0) | 89.7/94.6/98.5 |
| CEN | 92.7 ± 1.9 aB | (91.4/93.9) | 90.1/93.0/95.4 |
| BUT | ISO | CEN | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Mean ± SD | 95% CI | Min/Med/Max | Mean ± SD | 95% CI | Min/Med/Max | Mean ± SD | 95% CI | Min/Med/Max | |
| Pretreatment | Initial | ||||||||
| CCP | 16 ± 7 aAi | (11; 21) | 3/15/30 | 17 ± 6 aAi | (12; 21) | 8/43/59 | 27 ± 8 aBi | (21; 32) | 14/25/40 |
| CUB | 40 ± 5 cAii | (36; 44) | 28/41/48 | 36 ± 8 cAi | (30; 41) | 18/36/45 | 36 ± 6 bAi | (31; 40) | 27/35/46 |
| SUP | 36 ± 4 cAi | (33; 38) | 28/36/41 | 36 ± 9 cAi | (30; 42) | 21/34/51 | 38 ± 5 bAi | (34; 41) | 27/37/46 |
| VL | 24 ± 3 bAi | (20; 25) | 19/23/30 | 27 ± 6 bBi | (26; 43) | 20/29/35 | 25 ± 3 aABi | (22; 27) | 20/26/30 |
| Artificial aging | |||||||||
| CCP | 19 ± 7 aAi | (14; 23) | 9/18/31 | 18 ± 6 aAi | (13; 21) | 8/15/28 | 33 ± 5 aBii | (29; 37) | 23/33/40 |
| CUB | 33 ± 4 bAi | (27; 33) | 25/30/38 | 34 ± 5 bcAi | (30; 37) | 24/33/41 | 34 ± 4 aAi | (30; 36) | 28/34/40 |
| SUP | 36 ± 4 cAi | (32; 39) | 29/37/42 | 36 ± 4 cAi | (32; 38) | 30/36/42 | 35 ± 4 aAi | (33; 37) | 29/35/41 |
| VL | 31 ± 7 bcAii | (27; 35) | 17/32/42 | 29 ± 7 bAi | (24; 33) | 19/29/40 | 34 ± 6 aAii | (29; 38) | 22/36/41 |
| Initial | Adhesive Failures (%) and 95% CI | Cohesive Failures within Luting Resin (%) and 95% CI | Cohesive Failures within 3D Resin (%) and 95% CI | |
|---|---|---|---|---|
| Cleaning | Pretreatment | |||
| BUT | ||||
| CCP | 73 (43; 93) | 0 (0; 22) | 27 (6; 56) | |
| CUB | 0 (0; 22) | 67 (37; 89) | 33 (10; 62) | |
| SUP | 0 (0; 22) | 40 (15; 68) | 60 (31; 84) | |
| VL | 0 (0; 22) | 33 (10; 62) | 67 (37; 89) | |
| ISO | ||||
| CCP | 87 (58; 99) | 0 (0; 22) | 13 (0; 41) | |
| CUB | 0 (0; 22) | 47 (20; 74) | 53 (25; 79) | |
| SUP | 0 (0; 22) | 53 (25; 79) | 47 (20; 74) | |
| VL | 0 (0; 22) | 67 (37; 89) | 33 (10; 62) | |
| CEN | ||||
| CCP | 20 (3; 47) | 7 (0; 32) | 73 (43; 93) | |
| CUB | 0 (0; 22) | 47 (20; 74) | 53 (25; 79) | |
| SUP | 0 (0; 22) | 73 (43; 93) | 27 (6; 56) | |
| VL | 0 (0; 22) | 27 (6; 56) | 73 (43; 93) | |
| Artificial Aging | Adhesive Failures (%) and 95% CI | Cohesive Failures within Luting Resin (%) and 95% CI | Cohesive Failures within 3D Resin (%) and 95% CI | |
| Cleaning | Pretreatment | |||
| BUT | ||||
| CCP | 33 (10; 62) | 7 (0; 32) | 60 (31; 84) | |
| CUB | 0 (0; 22) | 60 (31; 84) | 40 (15; 68) | |
| SUP | 0 (0; 22) | 67 (37; 89) | 33 (10; 62) | |
| VL | 0 (0; 22) | 53 (25; 79) | 47 (20; 74) | |
| ISO | ||||
| CCP | 67 (37; 89) | 0 (0; 22) | 33 (10; 62) | |
| CUB | 0 (0; 22) | 47 (20; 74) | 53 (25; 79) | |
| SUP | 0 (0; 22) | 53 (25; 79) | 47 (20; 74) | |
| VL | 0 (0; 22) | 53 (25; 79) | 47 (20; 74) | |
| CEN | ||||
| CCP | 7 (0; 32) | 53 (25; 79) | 40 (15; 68) | |
| CUB | 0 (0; 22) | 60 (31; 84) | 40 (15; 68) | |
| SUP | 0 (0; 22) | 67 (37; 89) | 33 (10; 62) | |
| VL | 0 (0; 22) | 80 (50; 96) | 20 (3; 47) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lankes, V.; Reymus, M.; Mayinger, F.; Coldea, A.; Liebermann, A.; Hoffmann, M.; Stawarczyk, B. Three-Dimensional Printed Resin: Impact of Different Cleaning Protocols on Degree of Conversion and Tensile Bond Strength to a Composite Resin Using Various Adhesive Systems. Materials 2023, 16, 3580. https://doi.org/10.3390/ma16093580
Lankes V, Reymus M, Mayinger F, Coldea A, Liebermann A, Hoffmann M, Stawarczyk B. Three-Dimensional Printed Resin: Impact of Different Cleaning Protocols on Degree of Conversion and Tensile Bond Strength to a Composite Resin Using Various Adhesive Systems. Materials. 2023; 16(9):3580. https://doi.org/10.3390/ma16093580
Chicago/Turabian StyleLankes, Valerie, Marcel Reymus, Felicitas Mayinger, Andrea Coldea, Anja Liebermann, Moritz Hoffmann, and Bogna Stawarczyk. 2023. "Three-Dimensional Printed Resin: Impact of Different Cleaning Protocols on Degree of Conversion and Tensile Bond Strength to a Composite Resin Using Various Adhesive Systems" Materials 16, no. 9: 3580. https://doi.org/10.3390/ma16093580