
Study on Austenite Transformation and Growth Evolution of HSLA Steel
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Kinetics of Austenite Transformation
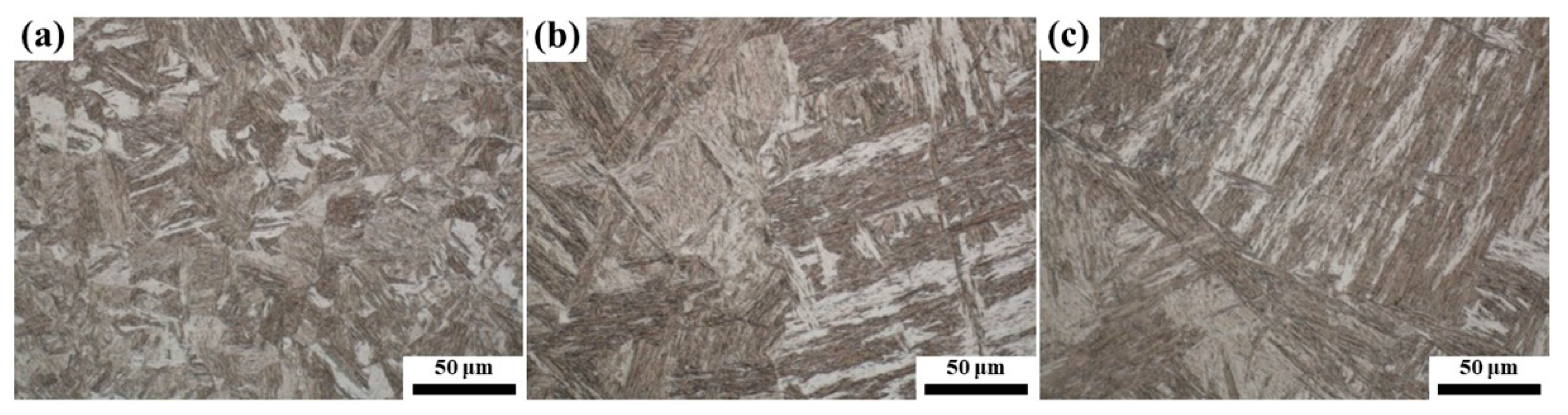
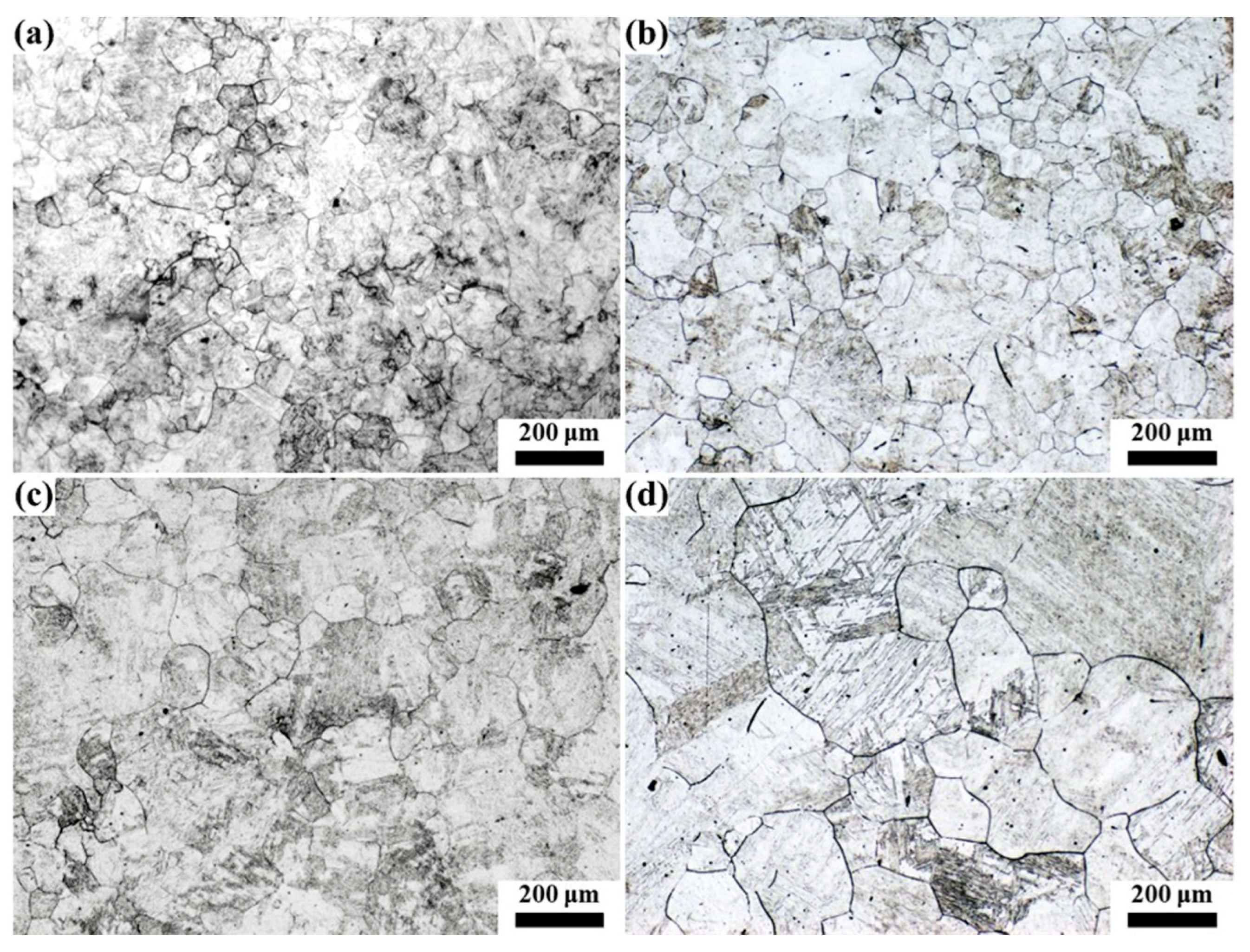
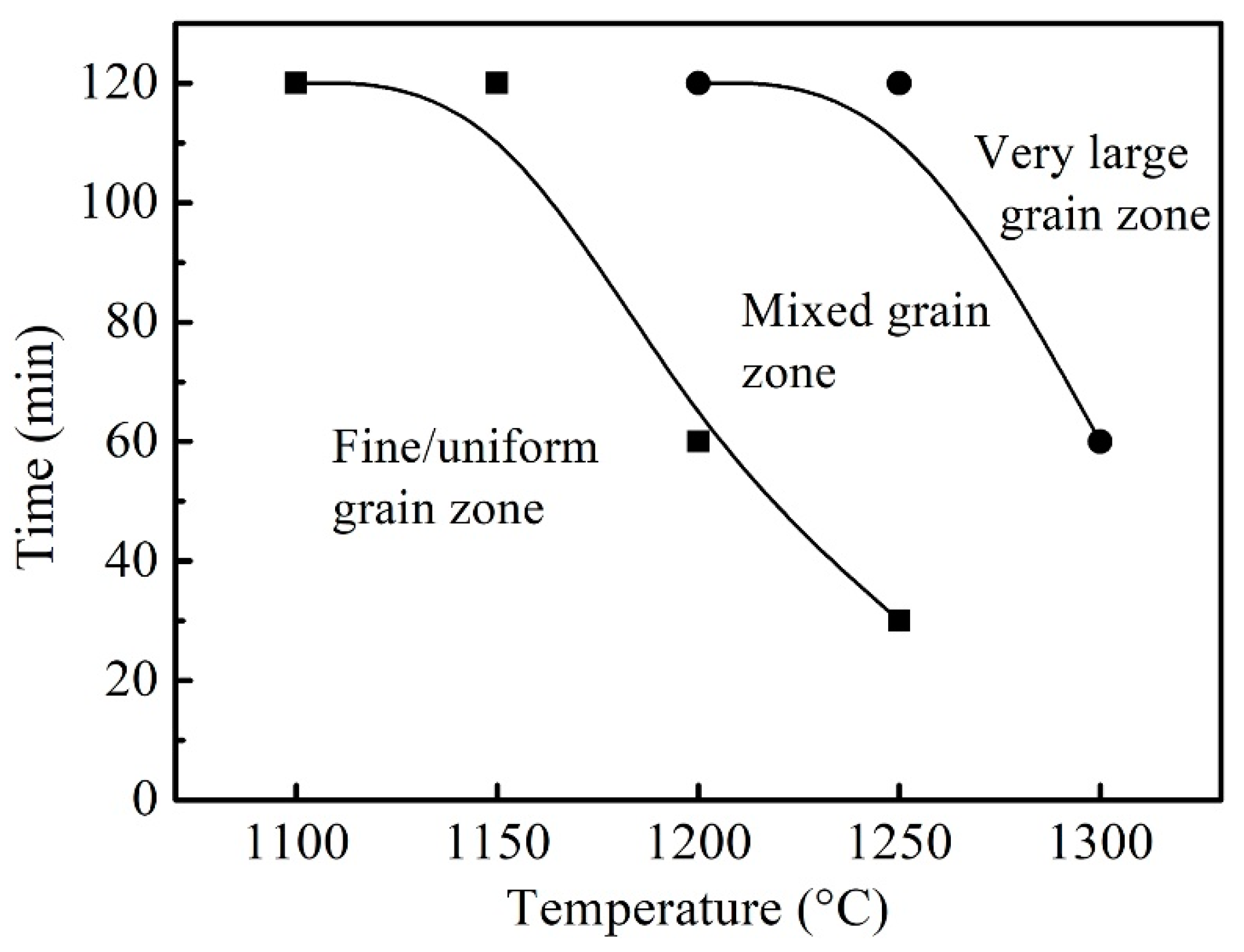
3.2. The Growth and Coarsening Process of Austenite
4. Conclusions
- The transformation of austenite is a nonlinear continuous process, and the amount of austenite gradually increased with the increase in the heating temperature and holding time, which could be accurately calculated by lever rule based on the dilatometric curve as the holding time within 10 min.
- With the increase in the holding temperature and time, the growth of austenite progressed through the fine and uniform grain stage, mixed grain stage with some grains with abnormal growth and coarse grain stage, and a heat treatment diagram, which was established to describe the evolution of austenite growth.
- The main precipitates in austenite are Nb-rich and Ti-rich (Nb, Ti)(C, N); the particle size increased, and the amount decreased with the increase in the heating temperature, which resulted in the rapid growth of austenite.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Far, A.R.H.; Anijdan, S.H.M.; Abbasi, S.M. The Effect of Increasing Cu and Ni on a Significant Enhancement of Mechanical Properties of High Strength Low Alloy, Low Carbon Steels of HSLA-100 Type. Mater. Sci. Eng. A 2019, 746, 384–393. [Google Scholar] [CrossRef]
- Wang, X.L.; Wang, Z.Q.; Huang, A.R.; Wang, J.L.; Li, X.C.; Subramanian, S.V.; Shang, C.J.; Xie, Z.J. Contribution of Grain Boundary Misorientation to Intragranular Globular Austenite Reversion and Resultant in Grain Refinement in a High-Strength Low-Alloy Steel. Mater. Charact. 2020, 169, 110634. [Google Scholar] [CrossRef]
- Kan, L.; Ye, Q.; Wang, Z.; Zhao, T. Improvement of Strength and Toughness of 1 GPa Cu-Bearing HSLA Steel by Direct Quenching. Mater. Sci. Eng. A 2022, 855, 143875. [Google Scholar] [CrossRef]
- Kvackaj, T.; Bidulská, J.; Bidulský, R. Overview of HSS Steel Grades Development and Study of Reheating Condition Effects on Austenite Grain Size Changes. Materials 2021, 14, 1988. [Google Scholar] [CrossRef] [PubMed]
- Lu, J.; Yu, H.; Yang, S. Mechanical Behavior of Multi-Stage Heat-Treated HSLA Steel Based on Examinations of Microstructural Evolution. Mater. Sci. Eng. A 2021, 803, 140493. [Google Scholar] [CrossRef]
- Sabet Ghorabaei, A.; Nili-Ahmadabadi, M. Effects of Prior Austenite Grain Size and Phase Transformation Temperature on Bainitic Ferrite Formation in Multi-Constituent Microstructures of a Strong Ultra-Low-Carbon Steel. Mater. Sci. Eng. A 2021, 815, 141300. [Google Scholar] [CrossRef]
- Zavdoveev, A.; Poznyakov, V.; Baudin, T.; Rogante, M.; Kim, H.S.; Heaton, M.; Demchenko, Y.; Zhukov, V.; Skoryk, M. Effect of Heat Treatment on the Mechanical Properties and Microstructure of HSLA Steels Processed by Various Technologies. Mater. Today Commun. 2021, 28, 102598. [Google Scholar] [CrossRef]
- Chamanfar, A.; Chentouf, S.M.; Jahazi, M.; Lapierre-Boire, L.-P. Austenite Grain Growth and Hot Deformation Behavior in a Medium Carbon Low Alloy Steel. J. Mater. Res. Technol. 2020, 9, 12102–12114. [Google Scholar] [CrossRef]
- Sha, Q.; Sun, Z. Grain Growth Behavior of Coarse-Grained Austenite in a Nb–V–Ti Microalloyed Steel. Mater. Sci. Eng. A 2009, 523, 77–84. [Google Scholar] [CrossRef]
- Fujita, N.; Narushima, T.; Iguchi, Y.; Ouchi, C. Grain Refinement of As Cast Austenite by Dynamic Recrystallization in HSLA Steels. ISIJ Int. 2003, 43, 1063–1072. [Google Scholar] [CrossRef]
- Maalekian, M.; Radis, R.; Militzer, M.; Moreau, A.; Poole, W.J. In Situ Measurement and Modelling of Austenite Grain Growth in a Ti/Nb Microalloyed Steel. Acta Mater. 2012, 60, 1015–1026. [Google Scholar] [CrossRef]
- Martins, C.A.; de Faria, G.L.; Mayo, U.; Isasti, N.; Uranga, P.; Rodríguez-Ibabe, J.M.; de Souza, A.L.; Cohn, J.A.C.; Rebellato, M.A.; Gorni, A.A. Production of a Non-Stoichiometric Nb-Ti HSLA Steel by Thermomechanical Processing on a Steckel Mill. Metals 2023, 13, 405. [Google Scholar] [CrossRef]
- Zhang, L.; Kannengiesser, T. Austenite Grain Growth and Microstructure Control in Simulated Heat Affected Zones of Microalloyed HSLA Steel. Mater. Sci. Eng. A 2014, 613, 326–335. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, X.; Liu, Y.; Liu, C.; Dong, J.; Yu, L.; Li, H. Study of the Kinetics of Austenite Grain Growth by Dynamic Ti-Rich and Nb-Rich Carbonitride Dissolution in HSLA Steel: In-Situ Observation and Modeling. Mater. Charact. 2020, 169, 110612. [Google Scholar] [CrossRef]
- Wang, F.; Strangwood, M.; Davis, C. Grain Growth during Reheating of HSLA Steels with a Narrow Segregation Separation. Mater. Sci. Technol. 2019, 35, 1963–1976. [Google Scholar] [CrossRef]
- Thackray, R.; Palmiere, E.J.; Khalid, O. Novel Etching Technique for Delineation of Prior-Austenite Grain Boundaries in Low, Medium and High Carbon Steels. Materials 2020, 13, 3296. [Google Scholar] [CrossRef]
- Zhang, X.; Loannidou, C.; ten Brink, G.H.; Navarro-López, A.; Wormann, J.; Campaniello, J.; Dalgliesh, R.M.; van Well, A.A.; Offerman, S.E.; Kranendonk, W.; et al. Microstructure, Precipitate and Property Evolution in Cold-Rolled Ti-V High Strength Low Alloy Steel. Mater. Des. 2020, 192, 108720. [Google Scholar] [CrossRef]
- Zhang, J.; Chen, D.F.; Zhang, C.Q.; Hwang, W.S.; Han, M.R. The Effects of Heating/Cooling Rate on the Phase Transformations and Thermal Expansion Coefficient of C–Mn as-Cast Steel at Elevated Temperatures. J. Mater. Res. 2015, 30, 2081–2089. [Google Scholar]
- Caballero, F.G.; Capdevila, C. Modelling of Kinetics and Dilatometric Behaviour of Austenite Formation in a Low-Carbon Steel with a Ferrite plus Pearlite Initial Microstructure. J. Mater. Sci. 2002, 37, 3533–3540. [Google Scholar] [CrossRef]
- Gómez, M.; Medina, S.F.; Caruana, G. Modelling of Phase Transformation Kinetics by Correction of Dilatometry Results for a Ferritic Nb-Microalloyed Steel. ISIJ Int. 2003, 43, 1228–1237. [Google Scholar] [CrossRef]
- Varanasi, R.S.; Gault, B.; Ponge, D. Effect of Nb Micro-Alloying on Austenite Nucleation and Growth in a Medium Manganese Steel during Intercritical Annealing. Acta Mater. 2022, 229, 117786. [Google Scholar] [CrossRef]
- Zhang, X.; Miyamoto, G.; Kaneshita, T.; Yoshida, Y.; Toji, Y.; Furuhara, T. Growth Mode of Austenite during Reversion from Martensite in Fe-2Mn-1.5Si-0.3C Alloy: A Transition in Kinetics and Morphology. Acta Mater. 2018, 154, 1–13. [Google Scholar] [CrossRef]
- Rios, P.R. Expression for Solubility Product of Niobium Carbonitride in Austenite. Mater. Sci. Technol. 1988, 4, 324–327. [Google Scholar] [CrossRef]
- Yang, Y.; Hou, H.; Shi, N.; Li, X. Precipitation of Nb and Ti in Low Carbon Steel with High Titanium. Mater. Heat Treat. 2010, 39, 40–42. [Google Scholar]
- Zou, H.; Kirkaldy, J.S. Carbonitride Precipitate Growth in Titanium/Niobium Microalloyed Steels. Metall. Trans. A 1991, 22, 1511–1524. [Google Scholar] [CrossRef]
- Webel, J.; Mohrbacher, H.; Detemple, E.; Britz, D.; Mücklich, F. Quantitative Analysis of Mixed Niobium-Titanium Carbonitride Solubility in HSLA Steels Based on Atom Probe Tomography and Electrical Resistivity Measurements. J. Mater. Res. Technol. 2022, 18, 2048–2063. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | Nb | Ti | N | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.12 | 0.30 | 1.30 | 0.25 | 0.10 | 0.02 | 0.017 | <0.004 | <0.01 | <0.003 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.; Wang, S. Study on Austenite Transformation and Growth Evolution of HSLA Steel. Materials 2023, 16, 3578. https://doi.org/10.3390/ma16093578
Wang L, Wang S. Study on Austenite Transformation and Growth Evolution of HSLA Steel. Materials. 2023; 16(9):3578. https://doi.org/10.3390/ma16093578
Chicago/Turabian StyleWang, Lu, and Shaoyang Wang. 2023. "Study on Austenite Transformation and Growth Evolution of HSLA Steel" Materials 16, no. 9: 3578. https://doi.org/10.3390/ma16093578