
A Review of Numerical Simulation of Laser–Arc Hybrid Welding
Abstract
:1. Introduction
2. Selection of Laser and Arc Heat Source

3. Influence of Laser–Arc Interaction on Multi-Physical Fields
4. Explaining the Mechanism of Laser–Arc Interaction
4.1. Defect Suppression

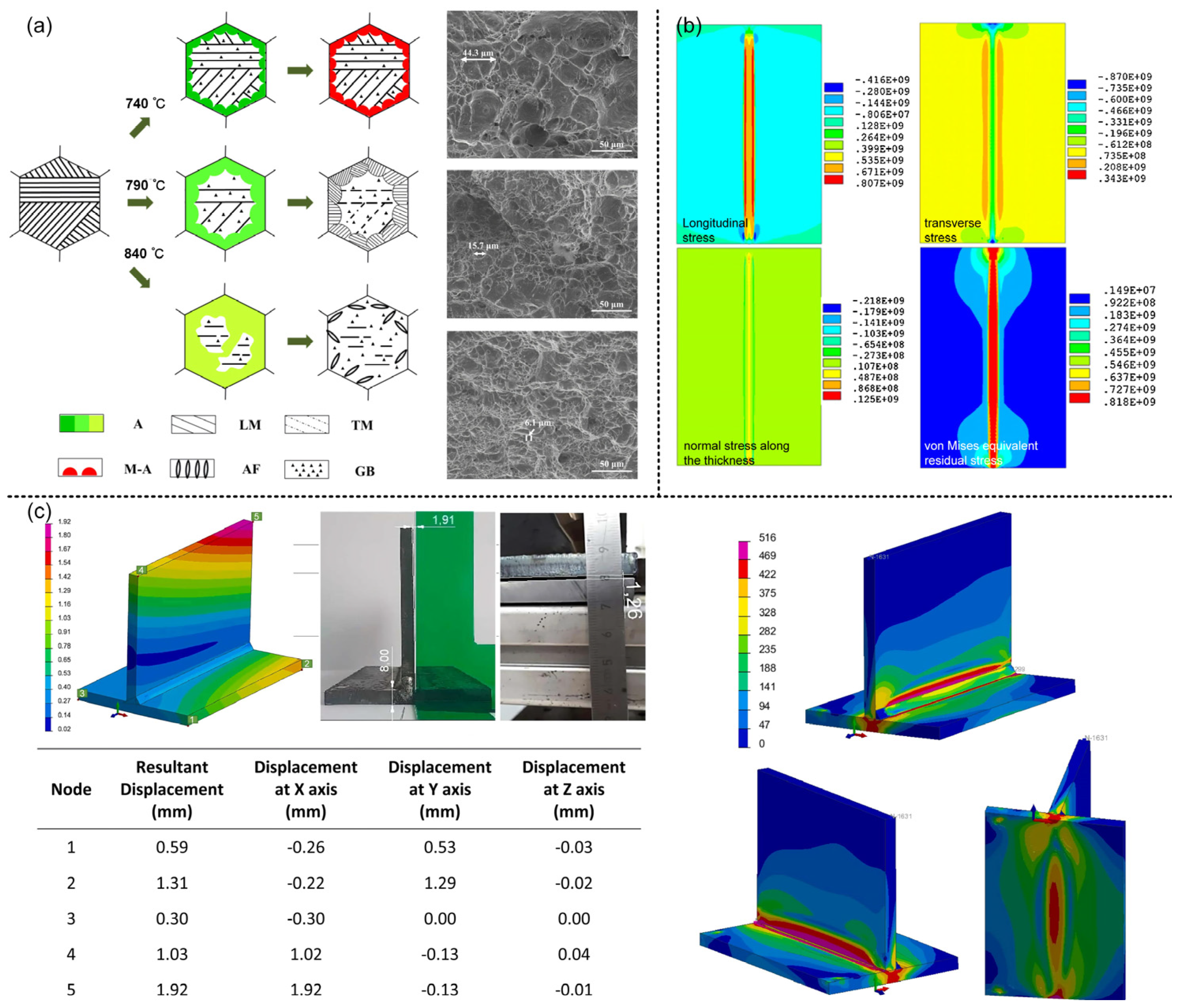
4.2. Stress and Mechanical Properties
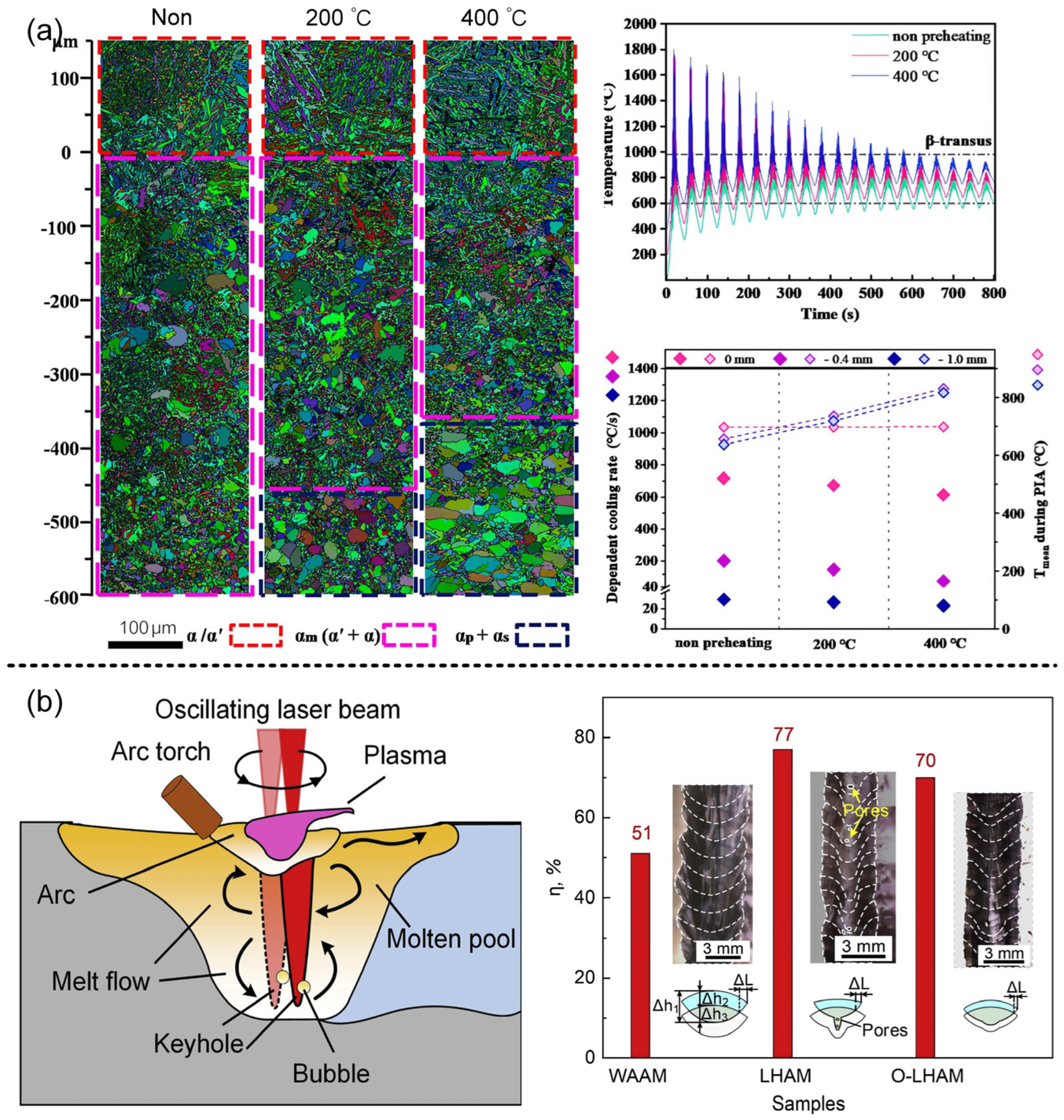
4.3. Laser–Arc Hybrid Additive Manufacturing
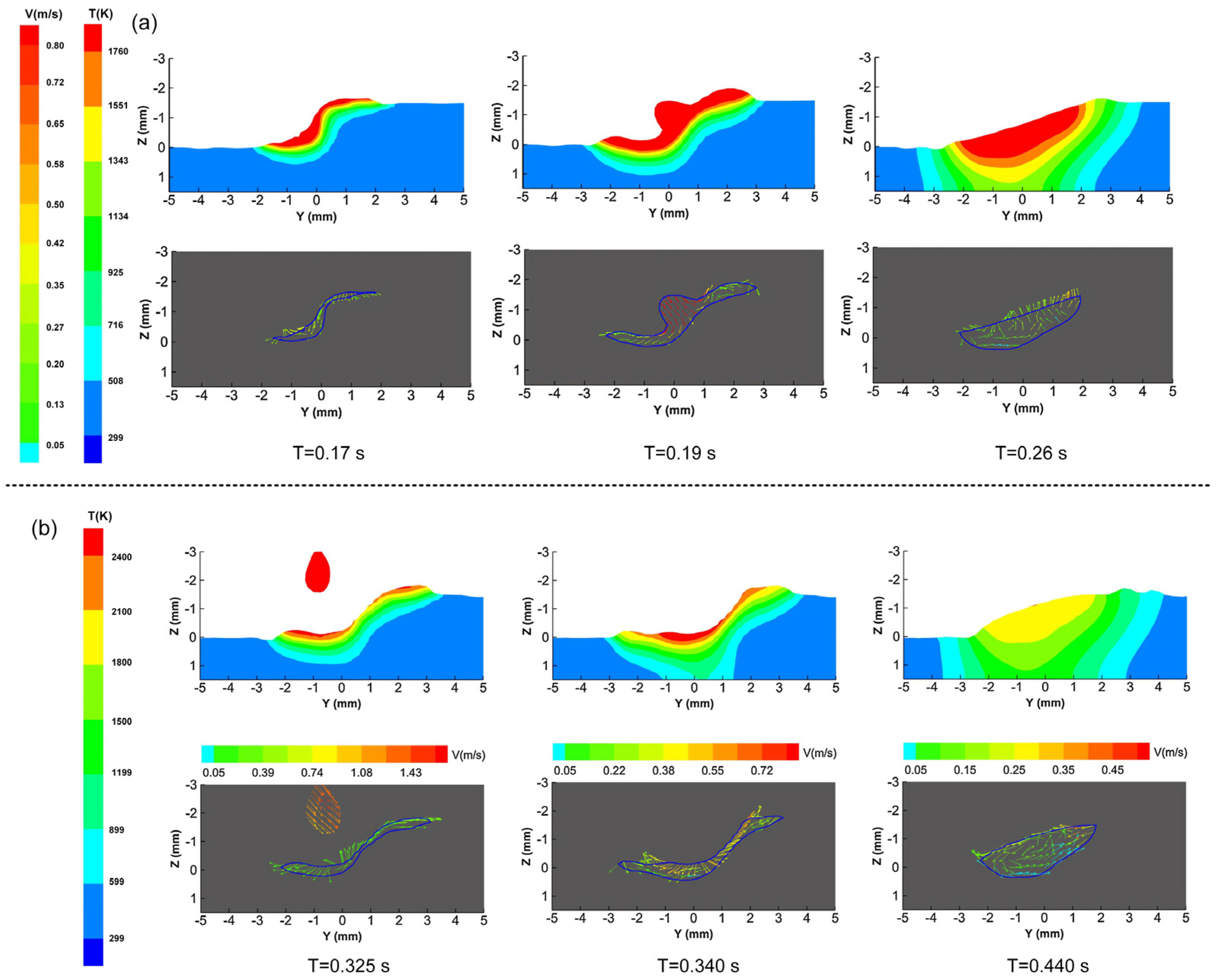
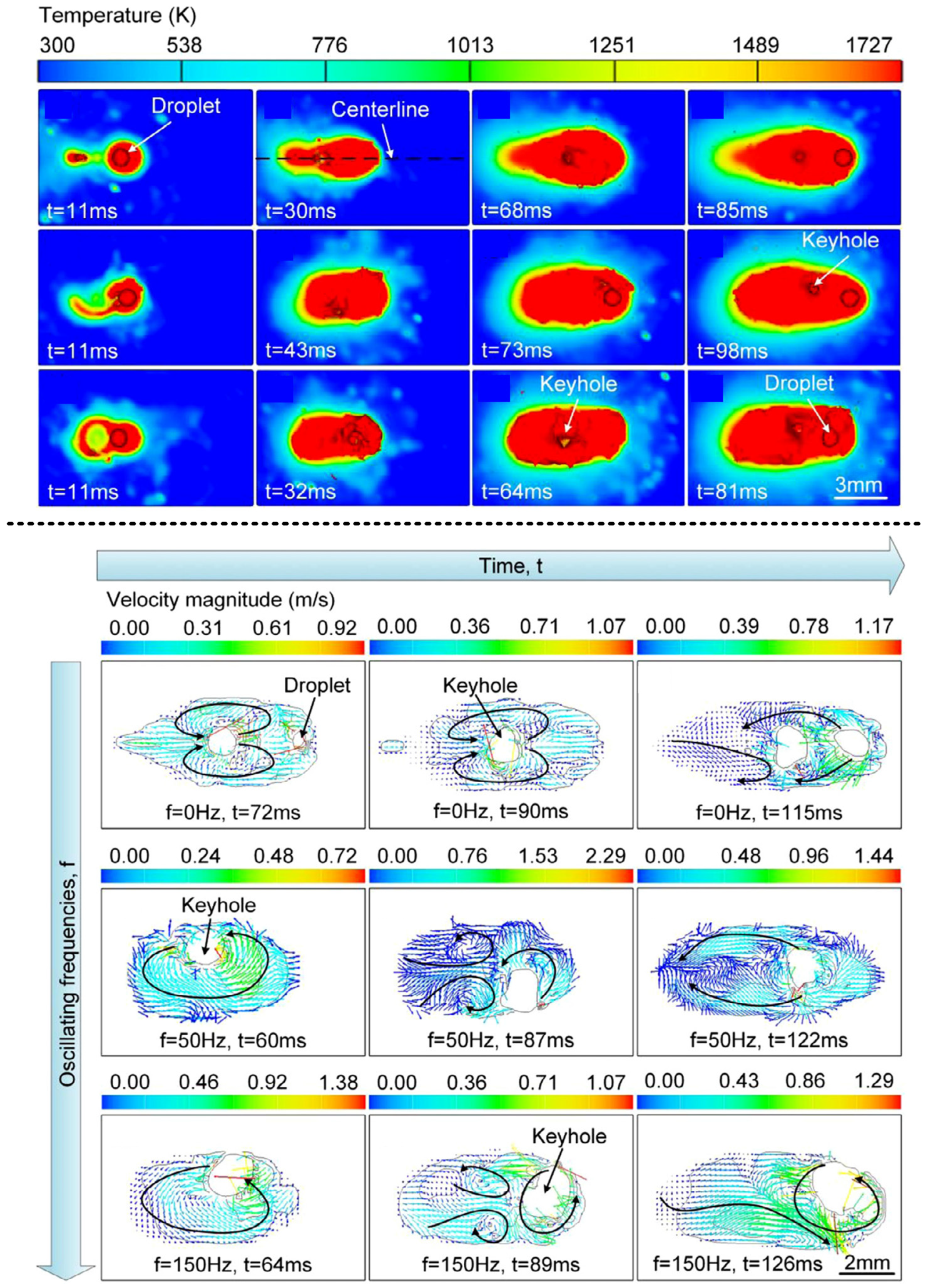
4.4. Oscillating Laser–Arc Hybrid Welding
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Riley, J.J.; Smith, C.E. Influence of magnetic materials on the welding characteristics of resistance welding machines. Electr. Eng. 1946, 65, 852–860. [Google Scholar] [CrossRef]
- Vassie, L.H.; Tyrer, J.R.; Soufi, B.; Clarke, A.A. Lasers and laser applications in the 1990s: A survey of laser safety schemes. Opt. Lasers Eng. 1993, 18, 339–347. [Google Scholar] [CrossRef]
- Wise, J.B. Errors in Laser Spot Size in Laser Trabeculolasty. Ophthalmology 1984, 91, 186–190. [Google Scholar] [CrossRef]
- Zhang, S.; Sun, J.; Zhu, M.; Zhang, L.; Nie, P.; Li, Z. Fiber laser welding of HSLA steel by autogenous laser welding and autogenous laser welding with cold wire methods. J. Mater. Process. Technol. 2020, 275, 116353. [Google Scholar] [CrossRef]
- Steen, W.M. Arc augmented laser processing of materials. J. Appl. Phys. 1980, 51, 5636–5641. [Google Scholar] [CrossRef]
- Wang, L.; Gao, M.; Hao, Z. A pathway to mitigate macrosegregation of laser-arc hybrid Al-Si welds through beam oscillation. Int. J. Heat Mass Transf. 2020, 151, 119467. [Google Scholar] [CrossRef]
- Wu, J.; Zhang, C.; Lian, K.; Cao, H.; Li, C. Carbon emission modeling and mechanical properties of laser, arc and laser–arc hybrid welded aluminum alloy joints. J. Clean. Prod. 2022, 378, 134437. [Google Scholar] [CrossRef]
- Hao, K.; Gao, Y.; Xu, L.; Han, Y.; Zhao, L.; Ren, W. Plasticity improvement coupled by carbon nanotubes and beam oscillation in laser-arc hybrid welding of magnesium alloy. Mater. Sci. Eng. A 2022, 857, 144093. [Google Scholar] [CrossRef]
- Bunaziv, I.; Akselsen, O.M.; Frostevarg, J.; Kaplan, A.F.H. Laser-arc hybrid welding of thick HSLA steel. J. Mater. Process. Technol. 2018, 259, 75–87. [Google Scholar] [CrossRef]
- Zhan, X.; Li, Y.; Ou, W.; Yu, F.; Chen, J.; Wei, Y. Comparison between hybrid laser-MIG welding and MIG welding for the invar36 alloy. Opt. Laser Technol. 2016, 85, 75–84. [Google Scholar] [CrossRef]
- Huang, H.; Zhang, P.; Yan, H.; Liu, Z.; Yu, Z.; Wu, D.; Shi, H.; Tian, Y. Research on weld formation mechanism of laser-MIG arc hybrid welding with butt gap. Opt. Laser Technol. 2021, 133, 106530. [Google Scholar] [CrossRef]
- Zhang, L.J.; Bai, Q.L.; Ning, J.; Wang, A.; Yang, J.N.; Yin, X.Q.; Zhang, J.X. A comparative study on the microstructure and properties of copper joint between MIG welding and laser-MIG hybrid welding. Mater. Des. 2016, 110, 35–50. [Google Scholar] [CrossRef]
- Vorontsov, A.; Zykova, A.; Chumaevskii, A.; Osipovich, K.; Rubtsov, V.; Astafurova, E.; Kolubaev, E. Advanced high-strength AA5083 welds by high-speed hybrid laser-arc welding. Mater. Lett. 2021, 291, 129594. [Google Scholar] [CrossRef]
- Liu, S.; Li, Y.; Liu, F.; Zhang, H.; Ding, H. Effects of relative positioning of energy sources on weld integrity for hybrid laser arc welding. Opt. Lasers Eng. 2016, 81, 87–96. [Google Scholar] [CrossRef]
- Gao, X.; Wang, Y.; Chen, Z.; Ma, B.; Zhang, Y. Analysis of welding process stability and weld quality by droplet transfer and explosion in MAG-laser hybrid welding process. J. Manuf. Process. 2018, 32, 522–529. [Google Scholar] [CrossRef]
- Li, Y.; Geng, S.; Zhu, Z.; Wang, Y.; Mi, G.; Jiang, P. Stability evaluation of laser-MAG hybrid welding process. Opt. Laser Technol. 2019, 116, 284–292. [Google Scholar]
- Li, Y.; Geng, S.; Zhu, Z.; Wang, Y.; Mi, G.; Jiang, P. Effects of heat source configuration on the welding process and joint formation in ultra-high power laser-MAG hybrid welding. J. Manuf. Process. 2022, 77, 40–53. [Google Scholar] [CrossRef]
- Yang, T.; Chen, L.; Zhuang, Y.; Liu, J.; Chen, W. Arcs interaction mechanism in Plasma-MIG hybrid welding of 2219 aluminium alloy. J. Manuf. Process. 2020, 56, 635–642. [Google Scholar] [CrossRef]
- Kruse, R.; Schwecke, E.; Heinsohn, J. Uncertainty and Vagueness in knowledge Based Systems: Numerical Methods; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Adomaitis, R.A.; Çinar, A. Numerical singularity analysis. Chem. Eng. Sci. 1991, 46, 1055–1062. [Google Scholar] [CrossRef]
- Ai, Y.; Jiang, P.; Shao, X.; Li, P.; Wang, C. A three-dimensional numerical simulation model for weld characteristics analysis in fiber laser keyhole welding. Int. J. Heat Mass Transf. 2017, 108, 614–626. [Google Scholar] [CrossRef]
- Ai, Y.; Jiang, P.; Shao, X.; Li, P.; Wang, C.; Mi, G.; Geng, S.; Liu, Y.; Liu, W. The prediction of the whole weld in fiber laser keyhole welding based on numerical simulation. Appl. Therm. Eng. 2017, 113, 980–993. [Google Scholar] [CrossRef]
- Wang, H.; Jing, H.Y.; Zhao, L.; Han, Y.D.; Xu, L.Y. Study on residual stress in socket weld by numerical simulation and experiment. Sci. Technol. Weld. Join. 2016, 21, 504–514. [Google Scholar] [CrossRef]
- Wang, X.; Shao, M.; Gao, S.; Gau, J.-T.; Tang, H.; Jin, H.; Liu, H. Numerical simulation of laser impact spot welding. J. Manuf. Process. 2018, 35, 396–406. [Google Scholar] [CrossRef]
- Wang, Q.; Liu, X.; Wang, P.; Xiong, X.; Fang, H. Numerical simulation of residual stress in 10Ni5CrMoV steel weldments. J. Mater. Process. Technol. 2016, 240, 77–86. [Google Scholar] [CrossRef]
- Bai, S.; Fang, G.; Zhou, J. Integrated physical and numerical simulations of weld seam formation during extrusion of magnesium alloy. J. Mater. Process. Technol. 2019, 266, 82–95. [Google Scholar] [CrossRef]
- Ma, M.; Lai, R.; Qin, J.; Wang, B.; Liu, H.; Yi, D. Effect of weld reinforcement on tensile and fatigue properties of 5083 aluminum metal inert gas (MIG) welded joint: Experiments and numerical simulations. Int. J. Fatigue 2021, 144, 106046. [Google Scholar] [CrossRef]
- Chen, L.; Guo, Z.; Zhang, C.; Li, Y.; Jia, Y.; Liu, G. Experiments and numerical simulations on joint formation and material flow during resistance upset welding of WC-10Co and B318 steel. J. Mater. Process. Technol. 2021, 296, 117164. [Google Scholar] [CrossRef]
- Zhang, Q.-H.; Ma, Y.; Cui, C.; Chai, X.-Y.; Han, S.-H. Experimental investigation and numerical simulation on welding residual stress of innovative double-side welded rib-to-deck joints of orthotropic steel decks. J. Constr. Steel Res. 2021, 179, 106544. [Google Scholar] [CrossRef]
- Ai, Y.; Zheng, K.; Shin, Y.C.; Wu, B. Analysis of weld geometry and liquid flow in laser transmission welding between polyethylene terephthalate (PET) and Ti6Al4V based on numerical simulation. Opt. Laser Technol. 2018, 103, 99–108. [Google Scholar] [CrossRef]
- Wang, M.; Guo, K.; Wei, Y.; Cao, C.; Tong, Z. Welding process optimization for the inner tank of the electric water heater by numerical simulation and experimental study. J. Manuf. Process. 2023, 85, 52–68. [Google Scholar] [CrossRef]
- Bakir, N.; Üstündağ, O.; Gumenyuk, A.; Rethmeier, M. Experimental and numerical study on the influence of the laser hybrid parameters in partial penetration welding on the solidification cracking in the weld root. Weld. World 2020, 64, 501–511. [Google Scholar] [CrossRef]
- Meng, Y.; Jiang, L.; Cen, L.; Gao, M. Improved mechanical properties of laser-arc hybrid welded Al/steel dissimilar butt-joint through beam oscillation. Sci. Technol. Weld. Join. 2021, 26, 487–492. [Google Scholar] [CrossRef]
- Mirakhorli, F.; Nadeau, F.; Guillemette, G.C. Single pass laser cold-wire welding of thick section AA6061-T6 aluminum alloy. J. Laser Appl. 2018, 30, 032421. [Google Scholar] [CrossRef]
- Shi, L.; Li, X.; Jiang, L.; Gao, M. Numerical study of keyhole-induced porosity suppression mechanism in laser welding with beam oscillation. Sci. Technol. Weld. Join. 2021, 26, 349–355. [Google Scholar] [CrossRef]
- Cho, J.H.; Na, S.J. Implementation of real-time multiple reflection and Fresnel absorption of laser beam in keyhole. J. Phys. D Appl. Phys. 2006, 39, 5372. [Google Scholar] [CrossRef]
- Lin, R.; Wang, H.-P.; Lu, F.; Solomon, J.; Carlson, B.E. Numerical study of keyhole dynamics and keyhole-induced porosity formation in remote laser welding of Al alloys. Int. J. Heat Mass Transf. 2017, 108, 244–256. [Google Scholar] [CrossRef]
- Li, L.; Peng, G.; Wang, J.; Gong, J.; Meng, S. Numerical and experimental study on keyhole and melt flow dynamics during laser welding of aluminium alloys under subatmospheric pressures. Int. J. Heat Mass Transf. 2019, 133, 812–826. [Google Scholar] [CrossRef]
- Cho, W.I.; Woizeschke, P. Analysis of molten pool dynamics in laser welding with beam oscillation and filler wire feeding. Int. J. Heat Mass Transf. 2021, 164, 120623. [Google Scholar] [CrossRef]
- Yu, H.; Zhan, X.; Kang, Y.; Xia, P.; Feng, X. Numerical simulation optimization for laser welding parameter of 5A90 Al-Li alloy and its experiment verification. J. Adhes. Sci. Technol. 2019, 33, 137–155. [Google Scholar] [CrossRef]
- Tsirkas, S.A. Numerical simulation of the laser welding process for the prediction of temperature distribution on welded aluminium aircraft components. Opt. Laser Technol. 2018, 100, 45–56. [Google Scholar] [CrossRef]
- Farrokhi, F.; Endelt, B.; Kristiansen, M. A numerical model for full and partial penetration hybrid laser welding of thick-section steels. Opt. Laser Technol. 2019, 111, 671–686. [Google Scholar] [CrossRef]
- Geng, S.; Jiang, P.; Shao, X.; Guo, L.; Gao, X. Heat transfer and fluid flow and their effects on the solidification microstructure in full-penetration laser welding of aluminum sheet. J. Mater. Sci. Technol. 2020, 46, 50–63. [Google Scholar] [CrossRef]
- Kik, T.; Górka, J. Numerical Simulations of Laser and Hybrid S700MC T-Joint Welding. Materials 2019, 12, 516. [Google Scholar] [CrossRef]
- Gao, X.S.; Wu, C.S.; Goecke, S.F.; Kügler, H. Numerical simulation of temperature field, fluid flow and weld bead formation in oscillating single mode laser-GMA hybrid welding. J. Mater. Process. Technol. 2017, 242, 147–159. [Google Scholar] [CrossRef]
- Sun, G.F.; Wang, Z.D.; Lu, Y.; Zhou, R.; Ni, Z.H.; Gu, X.; Wang, Z.G. Numerical and experimental investigation of thermal field and residual stress in laser-MIG hybrid welded NV E690 steel plates. J. Manuf. Process. 2018, 34, 106–120. [Google Scholar] [CrossRef]
- Liu, S.; Kouadri-Henni, A.; Gavrus, A. DP600 dual phase steel thermo-elasto-plastic constitutive model considering strain rate and temperature influence on FEM residual stress analysis of laser welding. J. Manuf. Process. 2018, 35, 407–419. [Google Scholar] [CrossRef]
- Liu, S.; Kouadri-Henni, A.; Gavrus, A. Numerical simulation and experimental investigation on the residual stresses in a laser beam welded dual phase DP600 steel plate: Thermo-mechanical material plasticity model. Int. J. Mech. Sci. 2017, 122, 235–243. [Google Scholar] [CrossRef]
- Lei, Z.; Zhu, Z.; Chen, H.; Li, Y. Fusion enhancement of hollow tungsten arc coaxially assisted by fiber laser. Opt. Laser Technol. 2022, 150, 107905. [Google Scholar] [CrossRef]
- Kim, Y.C.; Hirohata, M.; Murakami, M.; Inose, K. Effects of heat input ratio of laser–arc hybrid welding on welding distortion and residual stress. Weld. Int. 2015, 29, 245–253. [Google Scholar] [CrossRef]
- Cai, Y.; Luo, Y.; Tang, F.; Wang, X.; Zhang, F.; Peng, Y.; Yang, S. Effect of laser energy excitation position on the microstructure in laser-arc hybrid heat source processing. Weld. World 2022, 66, 879–894. [Google Scholar] [CrossRef]
- Zhu, Z.; Lei, Z.; Li, F.; Zhang, X.; Li, Y.; Chen, H. Formation mechanism of double-critical effect in hollow tungsten arc coaxially assisted by fiber laser welding. Opt. Laser Technol. 2023, 159, 109031. [Google Scholar] [CrossRef]
- Shi, L.; Jiang, L.; Gao, M. Numerical research on melt pool dynamics of oscillating laser-arc hybrid welding. Int. J. Heat Mass Transf. 2022, 185, 122421. [Google Scholar] [CrossRef]
- Du, Z.; Sun, X.; Ng, F.L.; Chew, Y.; Tan, C.; Bi, G. Thermo-metallurgical simulation and performance evaluation of hybrid laser arc welding of chromium-molybdenum steel. Mater. Des. 2021, 210, 110029. [Google Scholar] [CrossRef]
- Jiang, Z.; Hua, X.; Huang, L.; Wu, D.; Li, F.; Zhang, Y. Double-sided hybrid laser-MIG welding plus MIG welding of 30-mm-thick aluminium alloy. Int. J. Adv. Manuf. Technol. 2018, 97, 903–913. [Google Scholar] [CrossRef]
- Xin, Z.; Yang, Z.; Zhao, H.; Chen, Y. Comparative Study on Welding Characteristics of Laser-CMT and Plasma-CMT Hybrid Welded AA6082-T6 Aluminum Alloy Butt Joints. Materials 2019, 12, 3300. [Google Scholar] [CrossRef] [PubMed]
- Han, J.; Han, Y.; Sun, Z.; Hong, H. Effect of plasma welding current on heat source penetration ability of plasma-GMAW hybrid welding. Int. J. Adv. Manuf. Technol. 2022, 123, 1835–1844. [Google Scholar] [CrossRef]
- Gao, Y.; Hao, K.; Xu, L.; Han, Y.; Zhao, L.; Ren, W.; Jing, H. Microstructure homogeneity and mechanical properties of laser-arc hybrid welded AZ31B magnesium alloy. J. Magnes. Alloy. 2022, in press. [Google Scholar] [CrossRef]
- Tang, G.; Zhao, X.; Li, R.; Liang, Y.; Jiang, Y.; Chen, H. The effect of arc position on laser-arc hybrid welding of 12-mm-thick high strength bainitic steel. Opt. Laser Technol. 2019, 121, 105780. [Google Scholar] [CrossRef]
- Zhang, C.; Gao, M.; Zeng, X. Influences of synergy effect between laser and arc on laser-arc hybrid welding of aluminum alloys. Opt. Laser Technol. 2019, 120, 105766. [Google Scholar] [CrossRef]
- Cho, Y.T.; Na, S.J. Numerical analysis of plasma in CO 2 laser and arc hybrid welding. Int. J. Precis. Eng. Manuf. 2015, 16, 787–795. [Google Scholar] [CrossRef]
- Wu, D.; Zhang, P.; Yu, Z.; Gao, Y.; Zhang, H.; Chen, H.; Chen, S.; Tian, Y. Progress and perspectives of in-situ optical monitoring in laser beam welding: Sensing, characterization and modeling. J. Manuf. Process. 2022, 75, 767–791. [Google Scholar] [CrossRef]
- Gao, Z.; Jiang, P.; Shao, X.; Cao, L.; Mi, G.; Wang, Y. Numerical analysis of hybrid plasma in fiber laser-arc welding. J. Phys. D Appl. Phys. 2018, 52, 025206. [Google Scholar] [CrossRef]
- Yang, X.; Chen, H.; Zhu, Z.; Cai, C.; Zhang, C. Effect of shielding gas flow on welding process of laser-arc hybrid welding and MIG welding. J. Manuf. Process. 2019, 38, 530–542. [Google Scholar] [CrossRef]
- Hou, Z.-L.; Liu, L.-M.; Lv, X.-Z.; Qiao, J.; Wang, H.-Y. Numerical simulation for pulsed laser–gas tungsten arc hybrid welding of magnesium alloy. J. Iron Steel Res. Int. 2018, 25, 995–1002. [Google Scholar] [CrossRef]
- Xue, B.; Chang, B.; Wang, S.; Hou, R.; Wen, P.; Du, D. Humping Formation and Suppression in High-Speed Laser Welding. Materials 2022, 15, 2420. [Google Scholar] [CrossRef]
- Mu, Z.; Chen, X.; Hu, R.; Lin, S.; Pang, S. Laser induced arc dynamics destabilization in laser-arc hybrid welding. J. Phys. D Appl. Phys. 2019, 53, 075202. [Google Scholar] [CrossRef]
- Chen, X.; Mu, Z.; Hu, R.; Liang, L.; Murphy, A.B.; Pang, S. A unified model for coupling mesoscopic dynamics of keyhole, metal vapor, arc plasma, and weld pool in laser-arc hybrid welding. J. Manuf. Process. 2019, 41, 119–134. [Google Scholar] [CrossRef]
- Wu, C.S.; Zhang, H.T.; Chen, J. Numerical simulation of keyhole behaviors and fluid dynamics in laser–gas metal arc hybrid welding of ferrite stainless steel plates. J. Manuf. Process. 2017, 25, 235–245. [Google Scholar] [CrossRef]
- Gui, X.; Gao, X.; Zhang, Y.; Wu, J. Investigation of welding parameters effects on temperature field and structure field during laser-arc hybrid welding. Mod. Phys. Lett. B 2022, 36, 2150467. [Google Scholar] [CrossRef]
- Chen, C.; Gao, M.; Mu, H.; Zeng, X. Microstructure and mechanical properties in three-dimensional laser-arc hybrid welding of AA2219 aluminum alloy. J. Laser Appl. 2019, 31, 032005. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, H.; Wang, L.; Gao, M.; Zeng, X. Microcracking and mechanical properties in laser-arc hybrid welding of wrought Al-6Cu aluminum alloy. Met. Mater. Trans. A 2018, 49, 4441–4445. [Google Scholar] [CrossRef]
- Hao, K.; Gong, M.; Xie, Y.; Gao, M.; Zeng, X. Effects of alloying element on weld characterization of laser-arc hybrid welding of pure copper. Opt. Laser Technol. 2018, 102, 124–129. [Google Scholar] [CrossRef]
- Yan, Z.; Chen, S.; Jiang, F.; Tian, O.; Huang, N.; Zhang, S. Weld properties and residual stresses of VPPA Al welds at varying welding positions. J. Mater. Res. Technol. 2020, 9, 2892–2902. [Google Scholar] [CrossRef]
- Qi, X.; Di, H.; Wang, X.; Liu, Z.; Misra, R.; Huan, P.; Gao, Y. Effect of secondary peak temperature on microstructure and toughness in ICCGHAZ of laser-arc hybrid welded X100 pipeline steel joints. J. Mater. Res. Technol. 2020, 9, 7838–7849. [Google Scholar] [CrossRef]
- Churiaque, C.; Sánchez-Amaya, J.M.; Üstündağ, Ö.; Porrua-Lara, M.; Gumenyuk, A.; Rethmeier, M. Improvements of hybrid laser arc welding for shipbuilding T-joints with 2F position of 8 mm thick steel. Opt. Laser Technol. 2021, 143, 107284. [Google Scholar] [CrossRef]
- Valdaytseva, E.A.; Udin, I.N. Determination of the heat source parameters for the case of simultaneous two-sided laser-arc welding of extended T-joints. In Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2018; Volume 1109, p. 012009. [Google Scholar]
- Sun, Z.; Han, Y.; Du, M.; Hong, H.; Tong, J. Numerical simulation of VPPA-GMAW hybrid welding of thick aluminum alloy plates considering variable heat input and droplet kinetic energy. J. Manuf. Process. 2018, 34, 688–696. [Google Scholar] [CrossRef]
- Cho, M.H.; Farson, D.; Lim, Y.C.; Choi, H.W. Hybrid laser/arc welding process for controlling bead profile. Sci. Technol. Weld. Join. 2007, 12, 677–688. [Google Scholar] [CrossRef]
- Qian, X.; Ye, X.; Hou, X.; Jin, H.; Zhang, P.; Yu, Z.; Wu, D.; Fu, K. Research on Residual Stress Distribution in Different Areas of Laser-MAG Arc Hybrid Welding by Numerical Simulation. In Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2022; Volume 2160, p. 012026. [Google Scholar]
- Zhang, Z.; Wu, C.S. Effect of fluid flow in the weld pool on the numerical simulation accuracy of the thermal field in hybrid welding. J. Manuf. Process. 2015, 20, 215–223. [Google Scholar] [CrossRef]
- Liu, M.; Ma, G.; Liu, D.; Yu, J.; Niu, F.; Wu, D. Microstructure and mechanical properties of aluminum alloy prepared by laser-arc hybrid additive manufacturing. J. Laser Appl. 2020, 32, 022052. [Google Scholar] [CrossRef]
- Cui, D.; Zhang, Y.; He, F.; Ma, J.; Zhang, K.; Yang, Z.; Li, J.; Wang, Z.; Kai, J.-J.; Wang, J.; et al. Heterogeneous microstructure of the bonding zone and its dependence on preheating in hybrid manufactured Ti-6Al-4V. Mater. Res. Lett. 2021, 9, 422–428. [Google Scholar] [CrossRef]
- Gong, M.; Meng, Y.; Zhang, S.; Zhang, Y.; Zeng, X.; Gao, M. Laser-arc hybrid additive manufacturing of stainless steel with beam oscillation. Addit. Manuf. 2020, 33, 101180. [Google Scholar] [CrossRef]
- Wang, L.; Gao, M.; Zeng, X. Experiment and prediction of weld morphology for laser oscillating welding of AA6061 aluminium alloy. Sci. Technol. Weld. Join. 2019, 24, 334–341. [Google Scholar] [CrossRef]
- Hao, K.; Li, G.; Gao, M.; Zeng, X. Weld formation mechanism of fiber laser oscillating welding of austenitic stainless steel. J. Mater. Process. Technol. 2015, 225, 77–83. [Google Scholar] [CrossRef]
- Wu, M.; Luo, Z.; Li, Y.; Liu, L.; Ao, S. Effect of heat source parameters on weld formation and defects of oscillating laser-TIG hybrid welding in horizontal position. J. Manuf. Process. 2022, 83, 512–521. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature | 740 °C | 790 °C | 840 °C |
|---|---|---|---|
| Products of the secondary thermal cycle | Necklace-type M-A constituent | Necklace-type lath martensite | Granular bainite + acicular ferrite |
| Arc | Laser–Arc Hybrid | Oscillating Laser–Arc Hybrid | |
|---|---|---|---|
| Δh1 (mm) | 4.1 | 3.5 | 2.7 |
| Δh2 (mm) | 2 | 0.8 | 0.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Gong, M.; Zhou, L.; Gao, M. A Review of Numerical Simulation of Laser–Arc Hybrid Welding. Materials 2023, 16, 3561. https://doi.org/10.3390/ma16093561
Wang Z, Gong M, Zhou L, Gao M. A Review of Numerical Simulation of Laser–Arc Hybrid Welding. Materials. 2023; 16(9):3561. https://doi.org/10.3390/ma16093561
Chicago/Turabian StyleWang, Zhaoyang, Mengcheng Gong, Longzao Zhou, and Ming Gao. 2023. "A Review of Numerical Simulation of Laser–Arc Hybrid Welding" Materials 16, no. 9: 3561. https://doi.org/10.3390/ma16093561