
Effects of Partial-Contact Tool Tilt Angle on Friction Stir Welded AA1050 Aluminum Joint Properties



Abstract
:1. Introduction
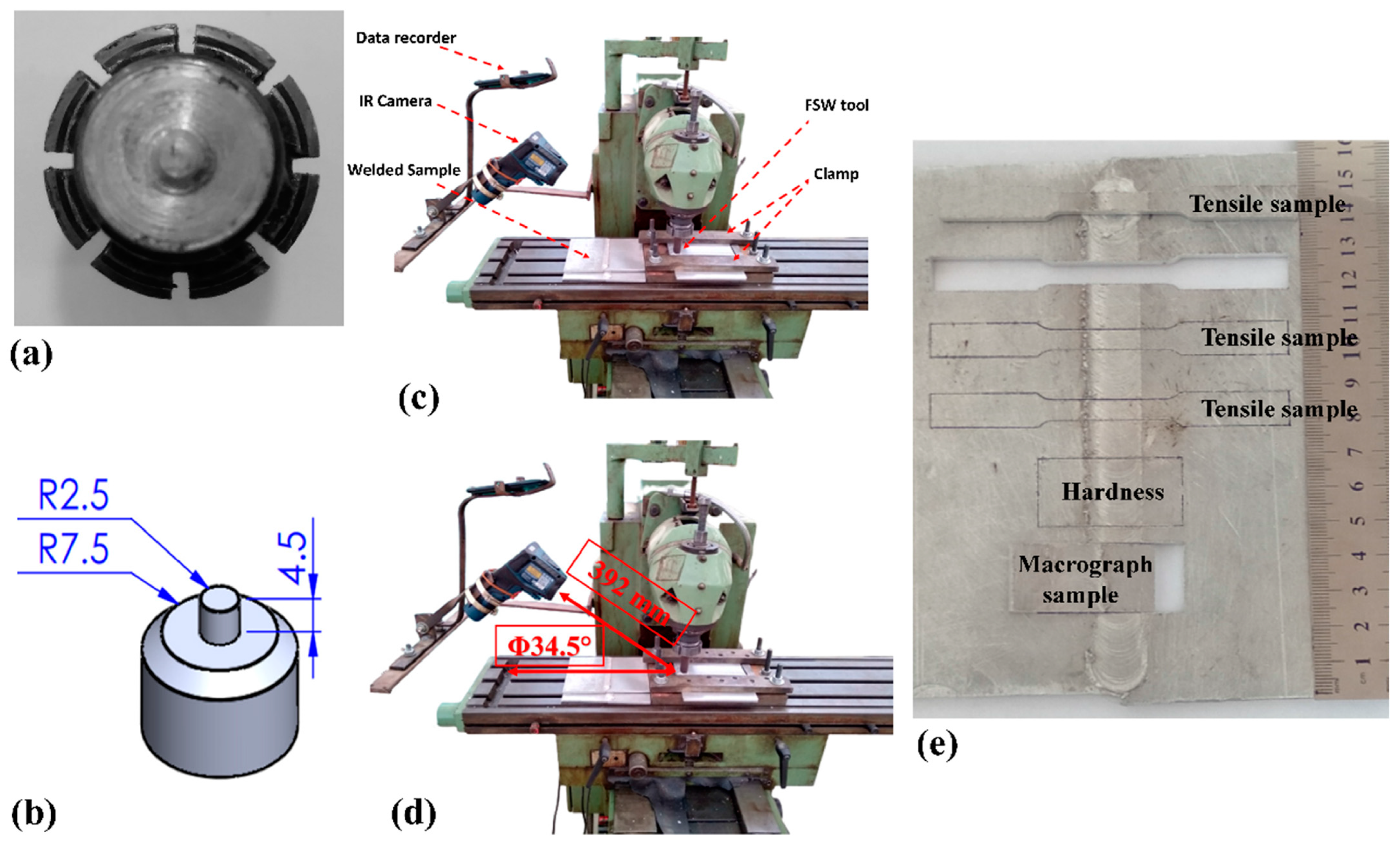
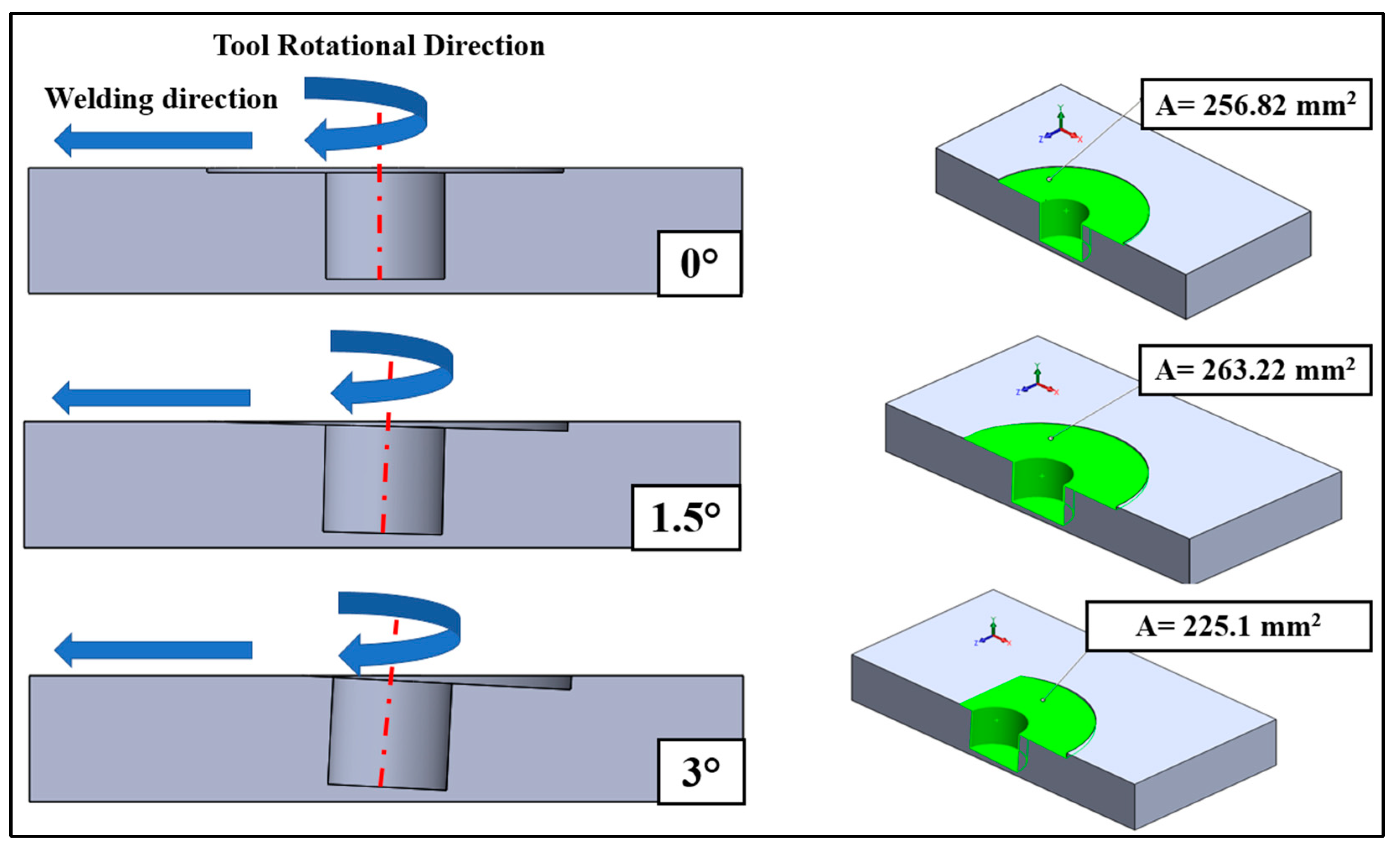
2. Materials and Methods
3. Results and Discussion
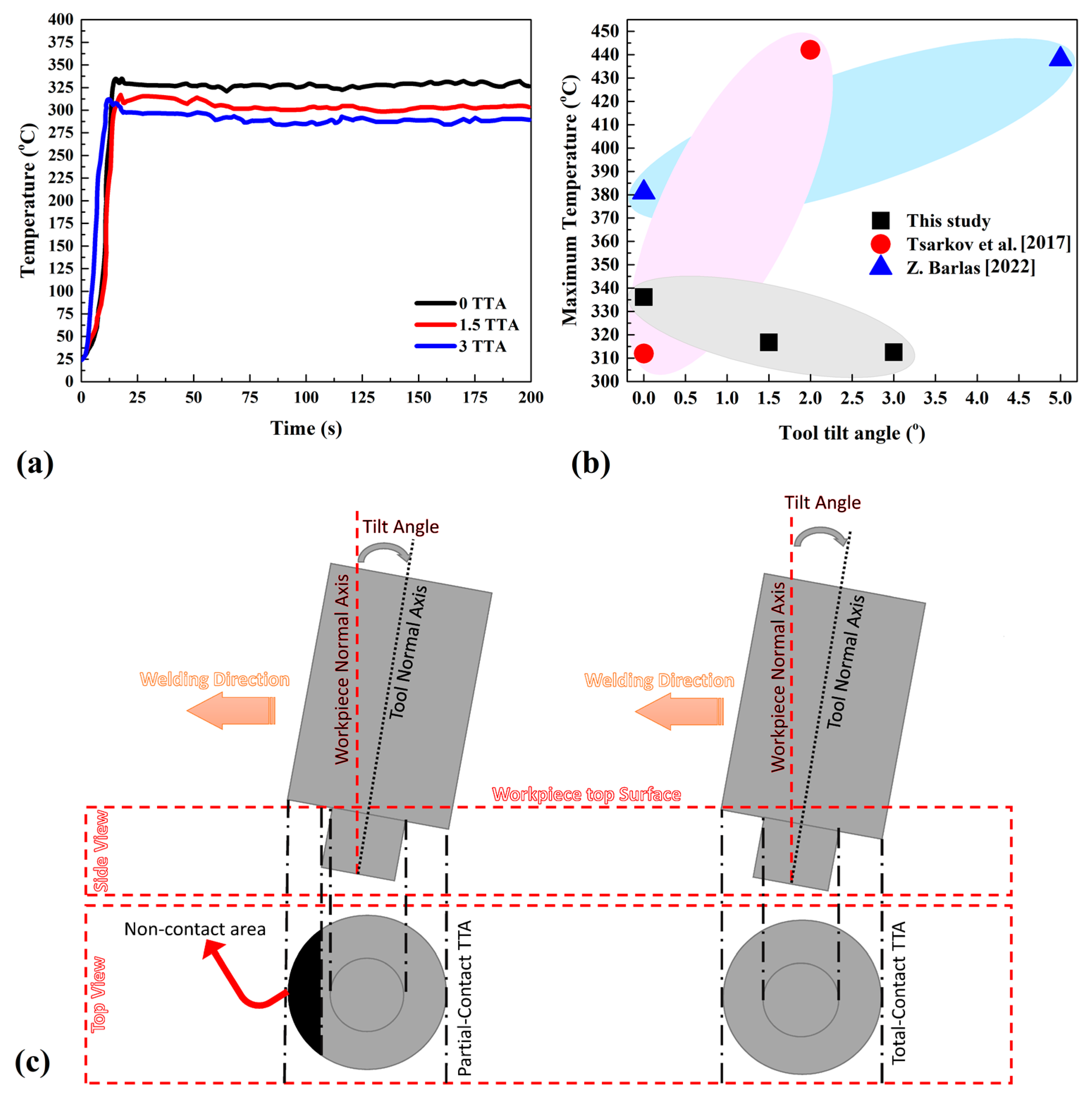
3.1. Thermal Cycles
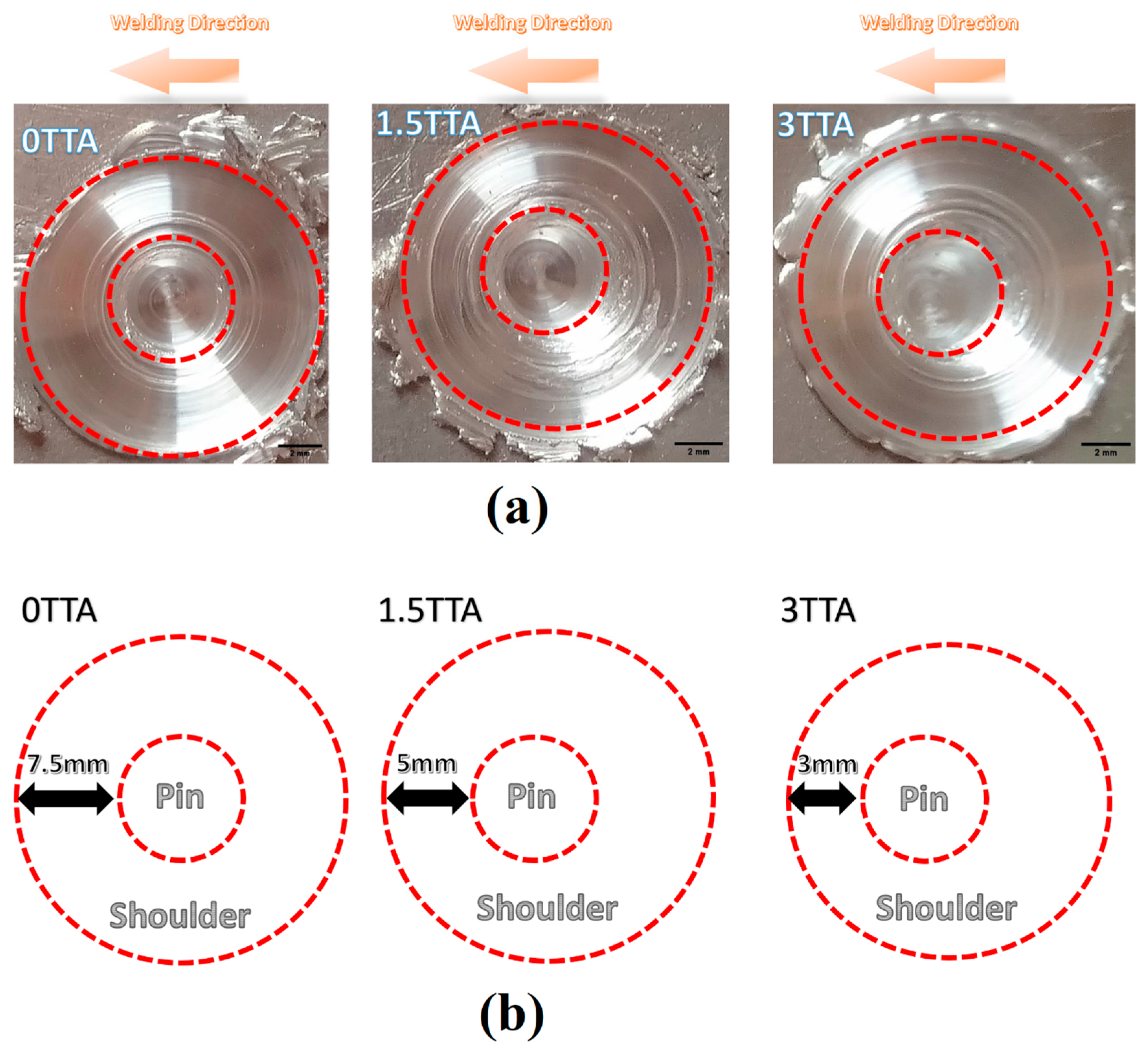
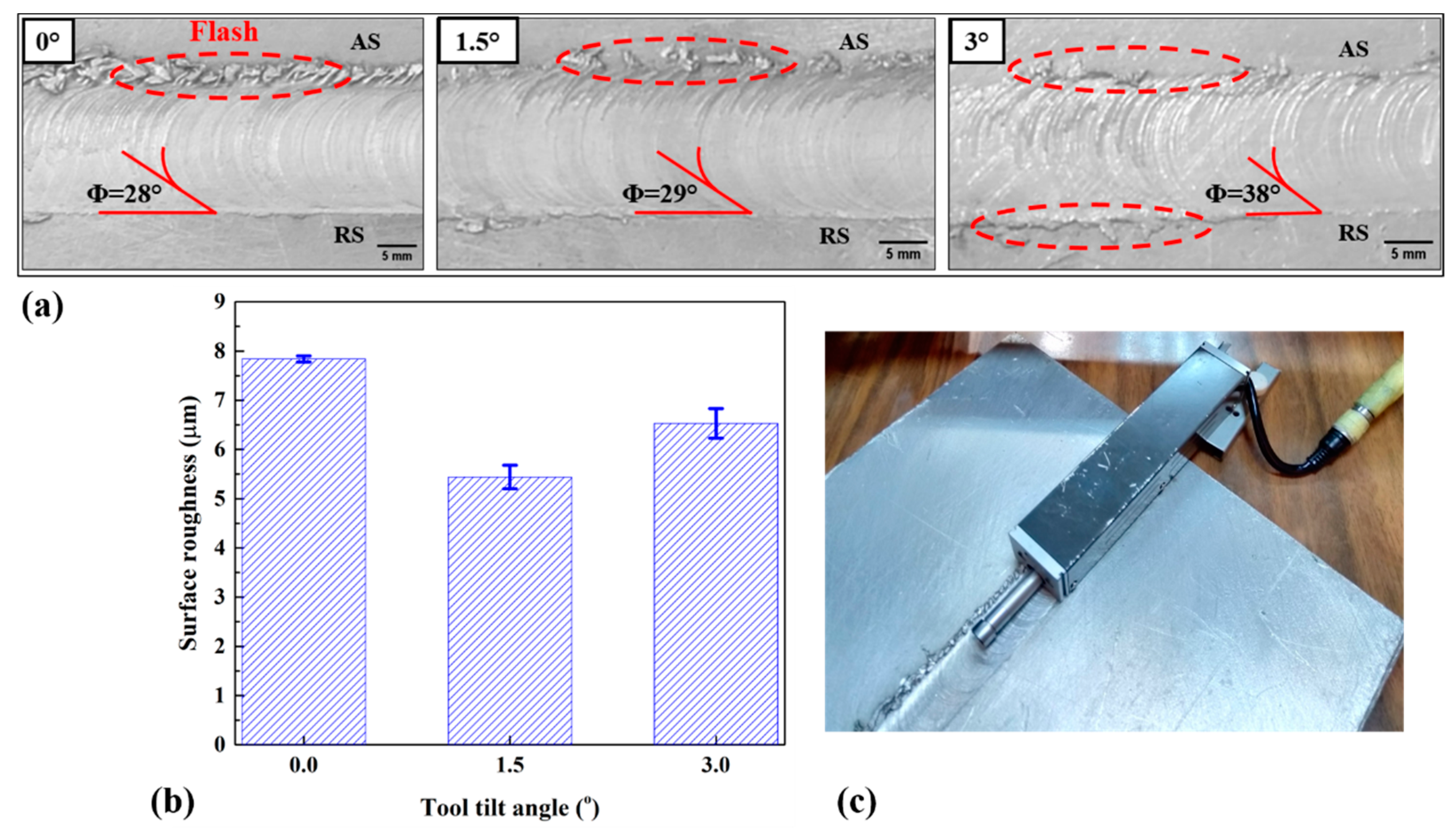
3.2. Surface Flow Analysis
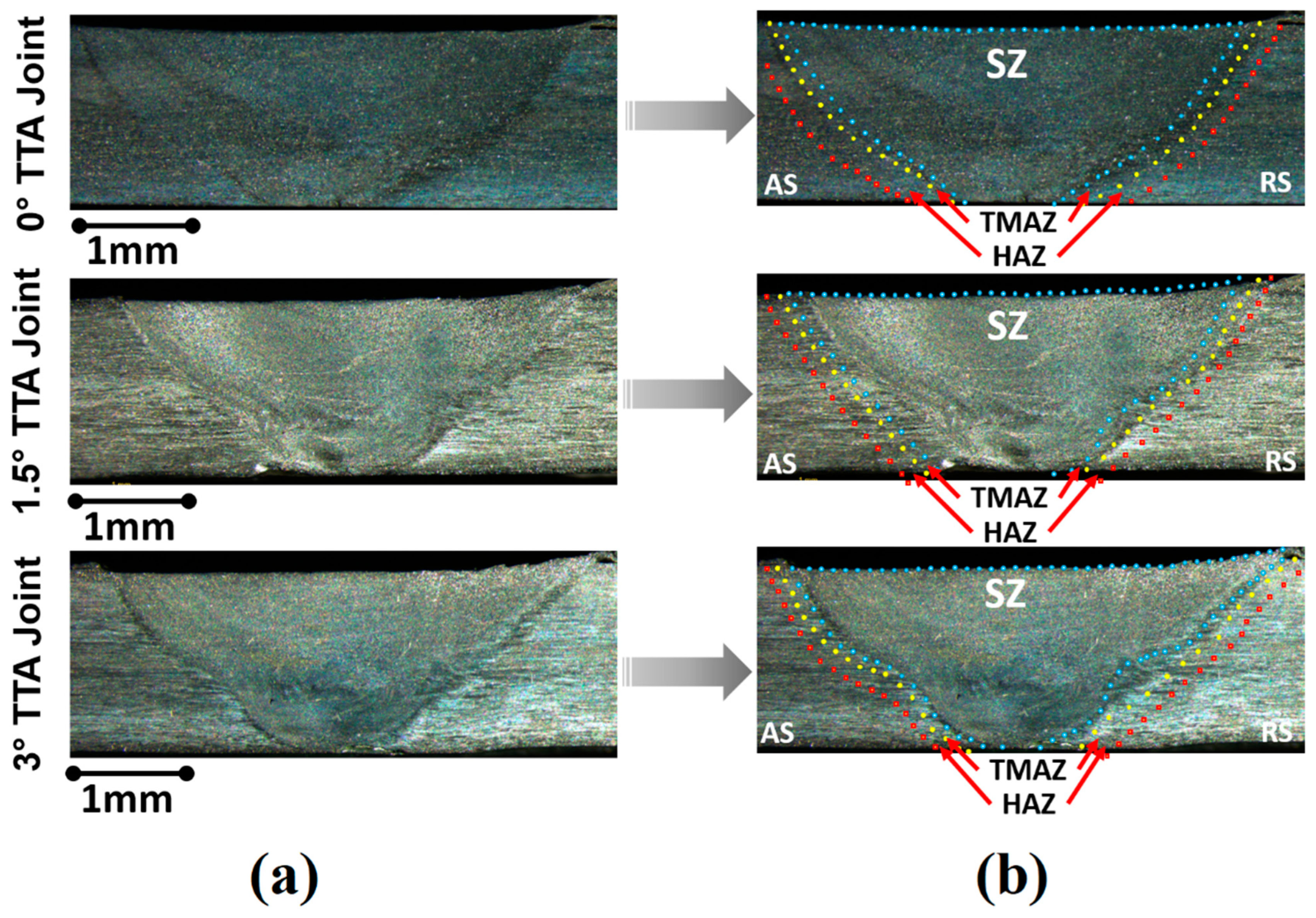
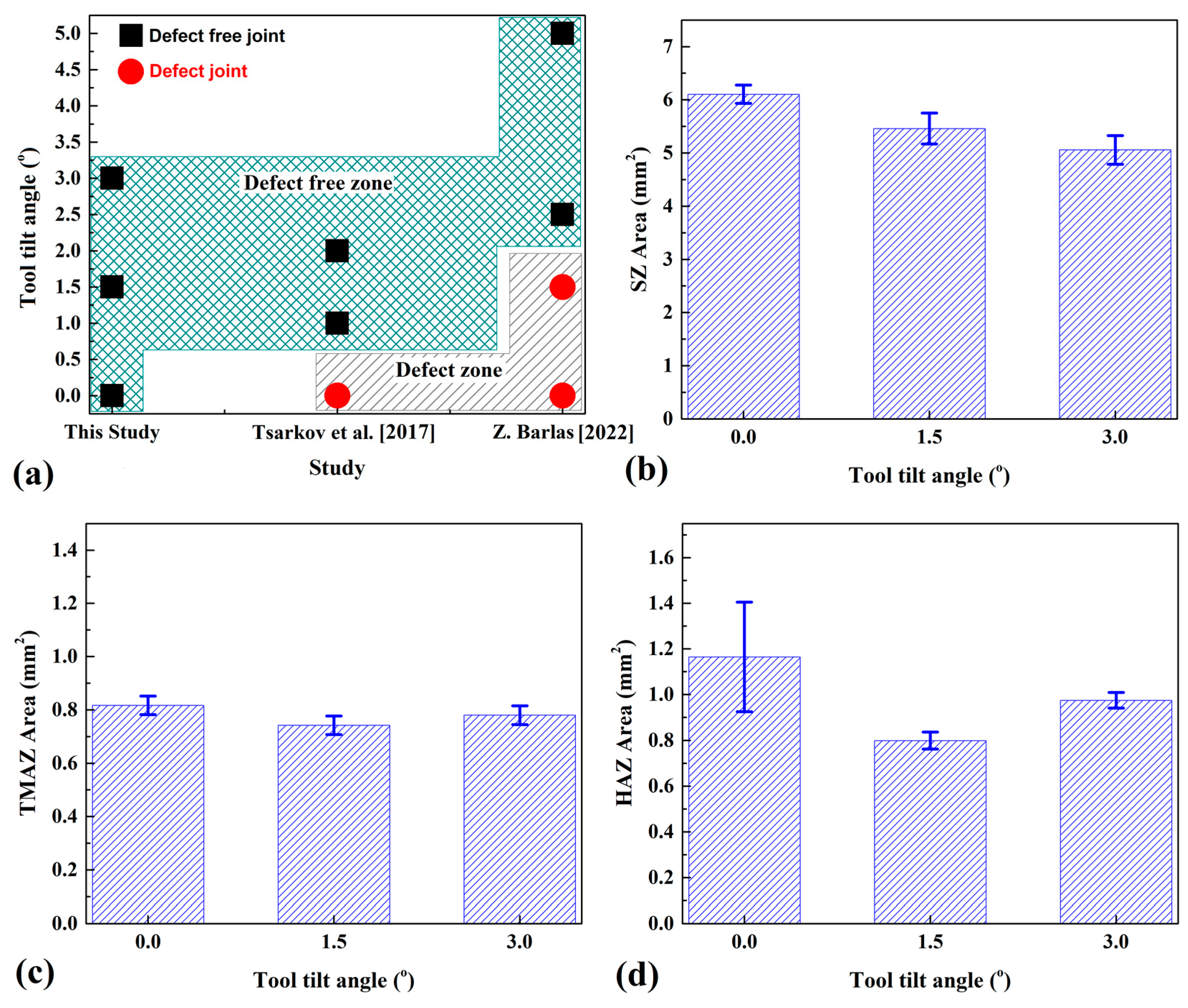
3.3. Macrostructure Observation
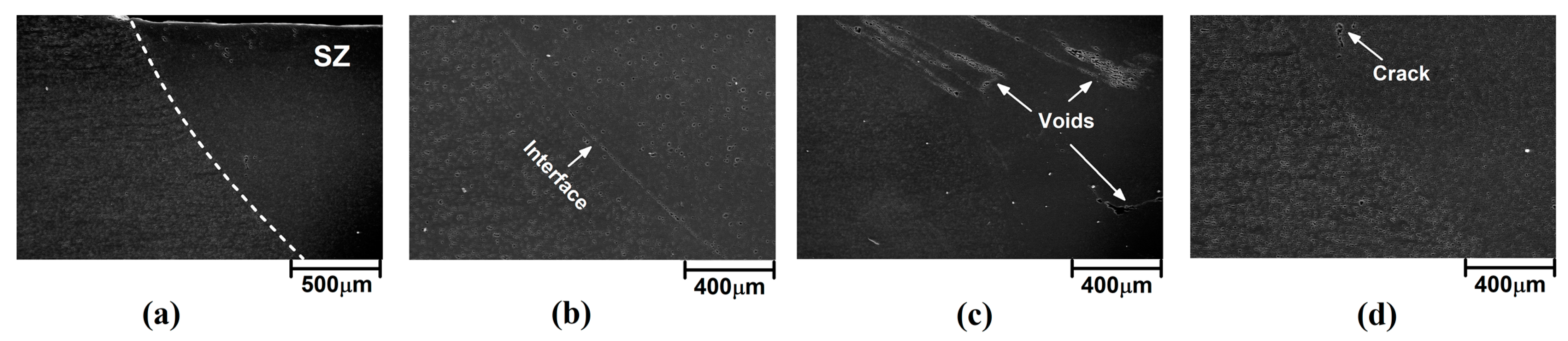
3.4. Internal Flow Analysis
3.5. Microstructure Analysis
3.6. Microhardness
3.7. Tensile Strength
4. Conclusions
- The heat generated during the FSW process by increasing the TTA in partial-contact conditions decreases. The maximum heat was recorded at 0° TTA (336 °C) and the minimum heat was recorded at 3° TTA (320 °C). The generated heat decreased due to the smaller contact area between the tool and the AA1050 alloy at the higher partial-contact TTA.
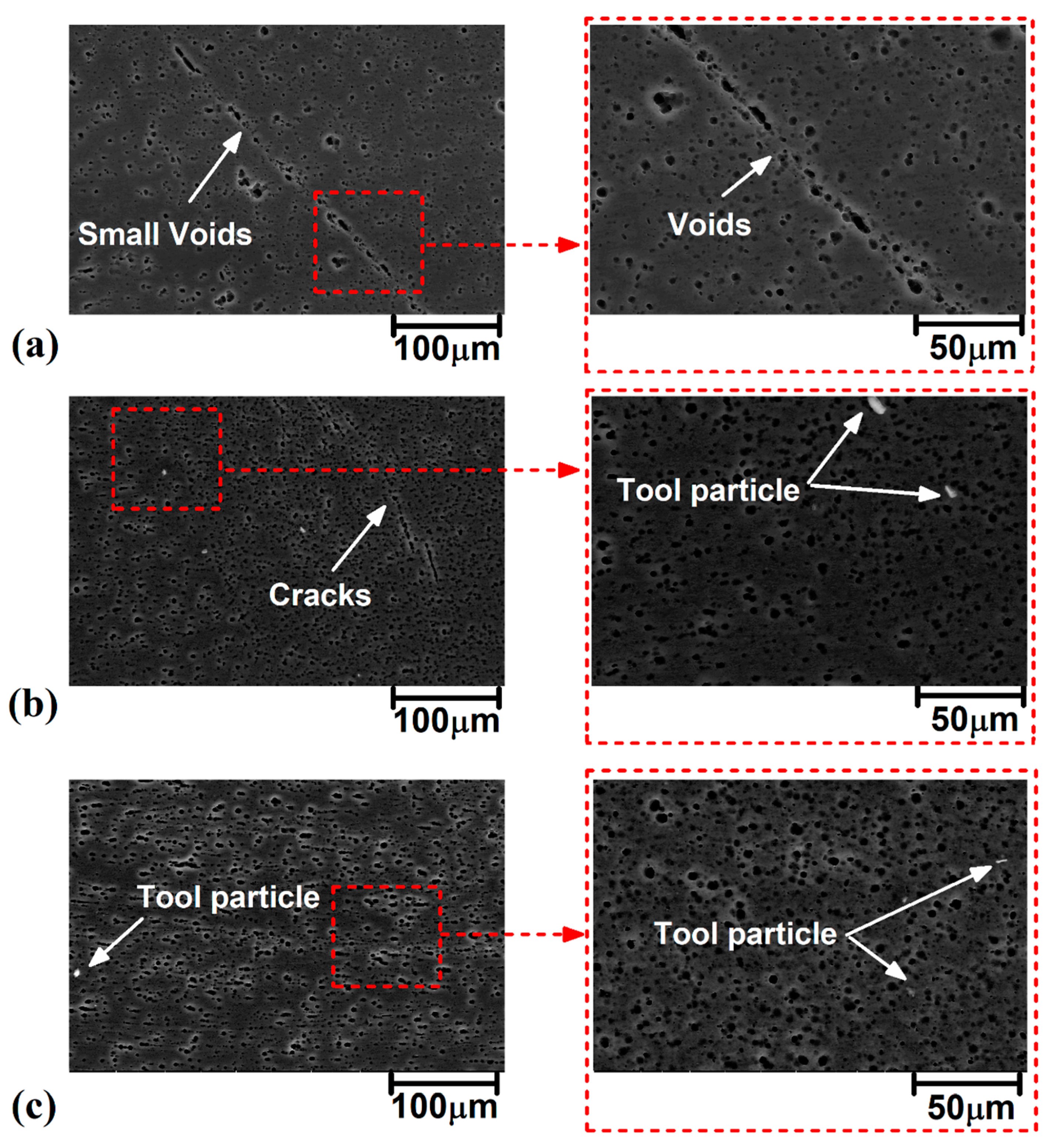
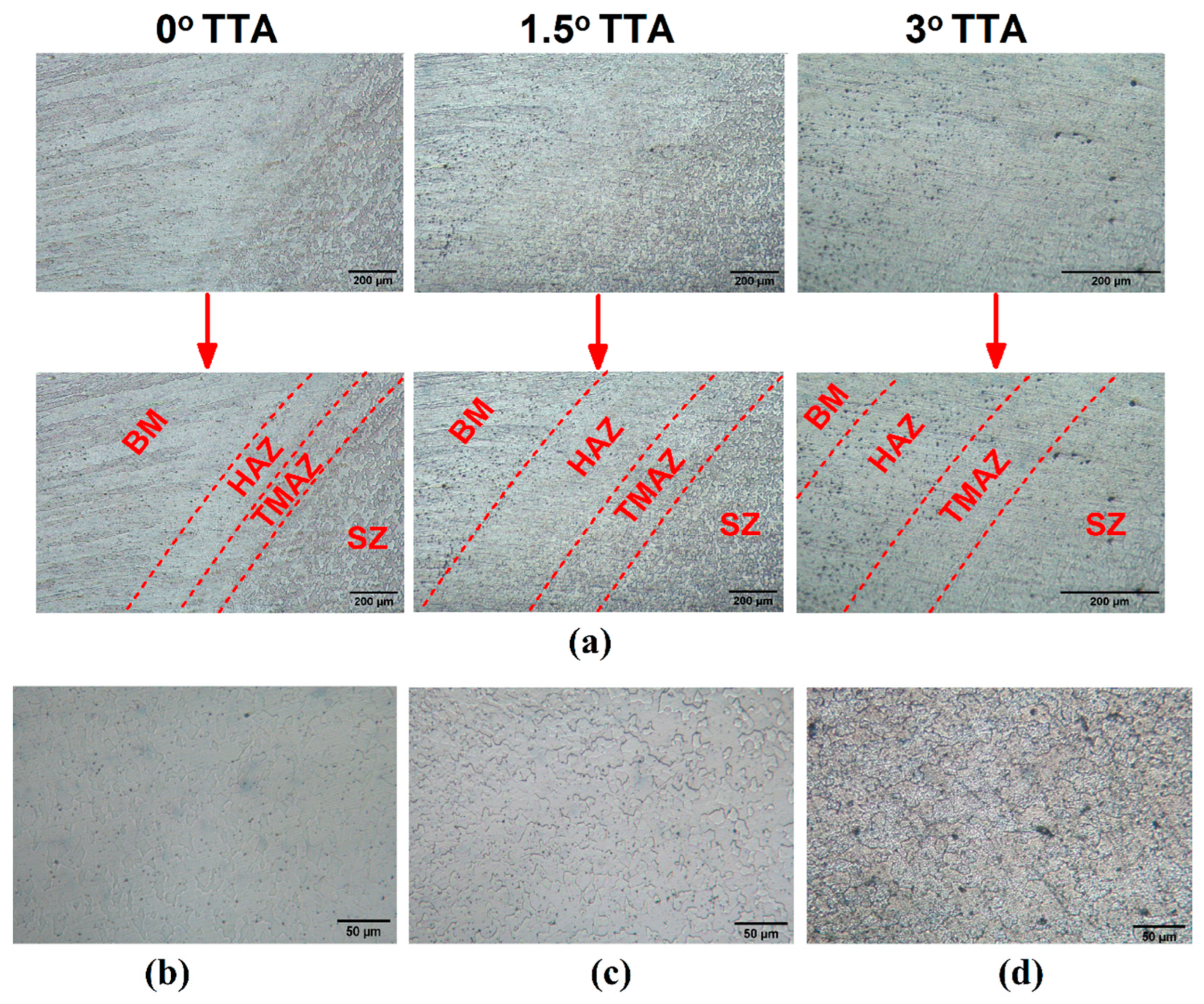
- Increasing TTA in partial-contact conditions decreases the size of the SZ, TMAZ, and HAZ areas. The formed joints were defect-free at a macroscale, while internal defects beneath of pin increase at higher TTAs in partial-contact conditions. Microscale voids and small interface gaps were detected at 3° TTA, while root void defects were not formed at 0° TTA.
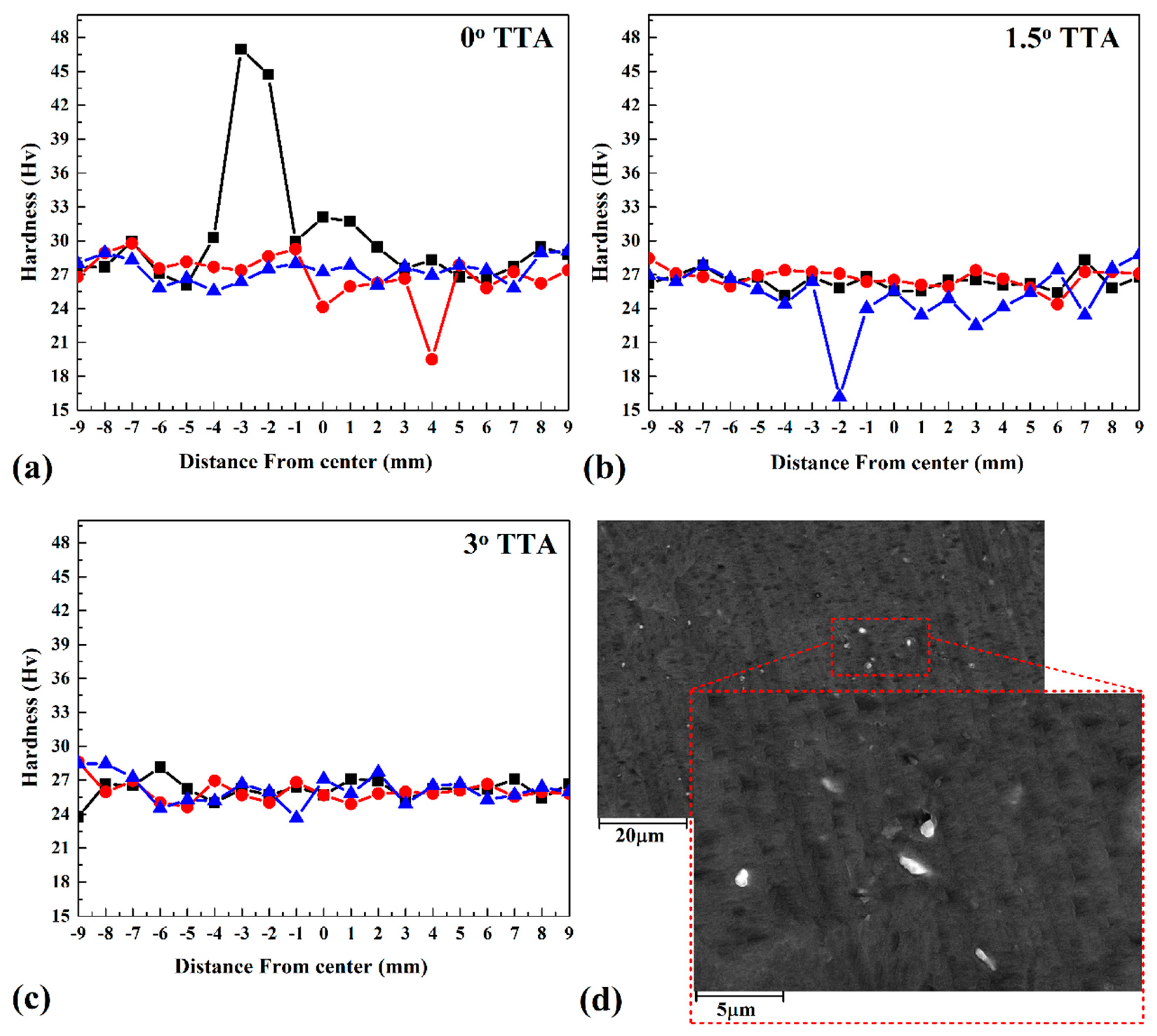
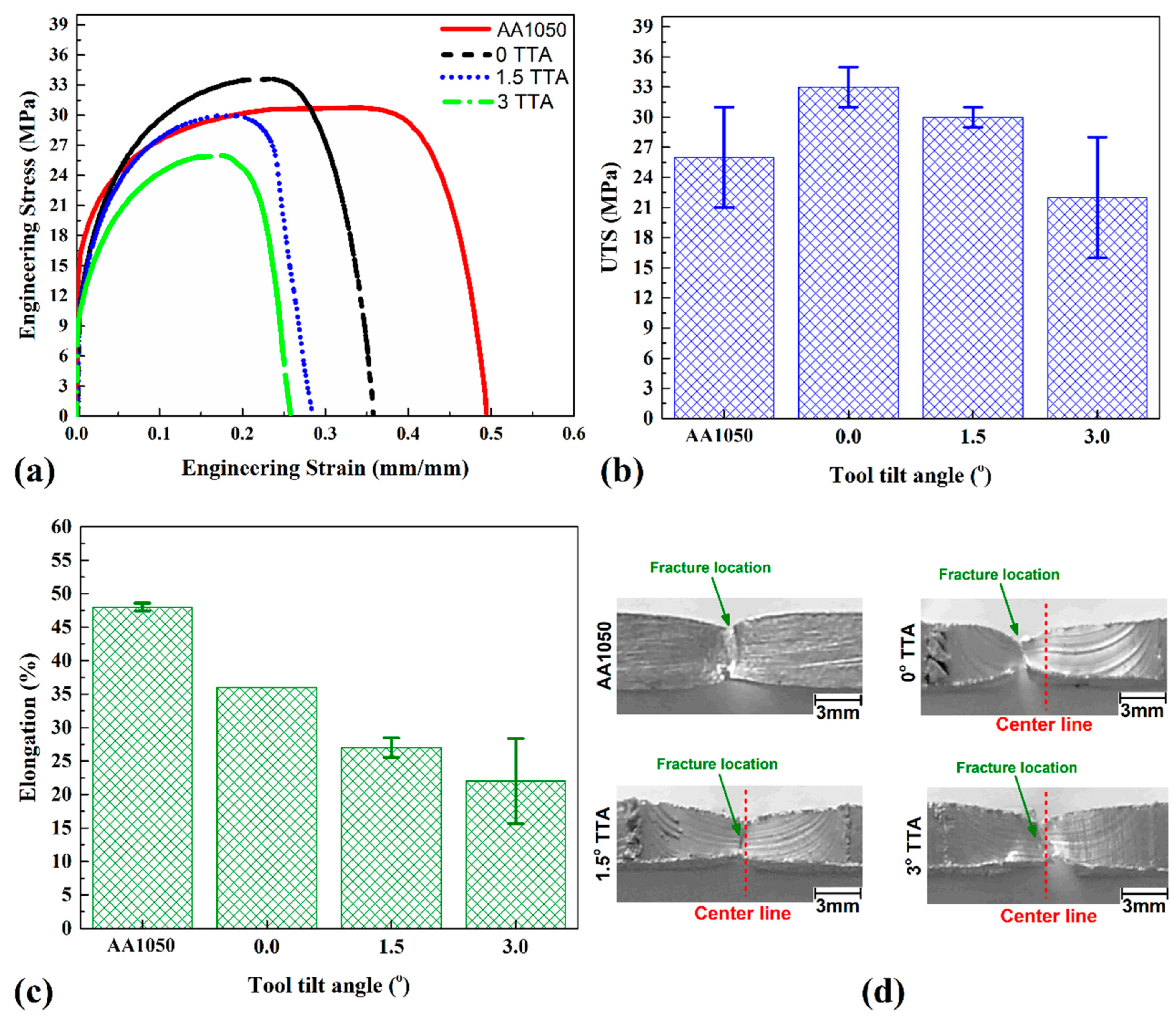
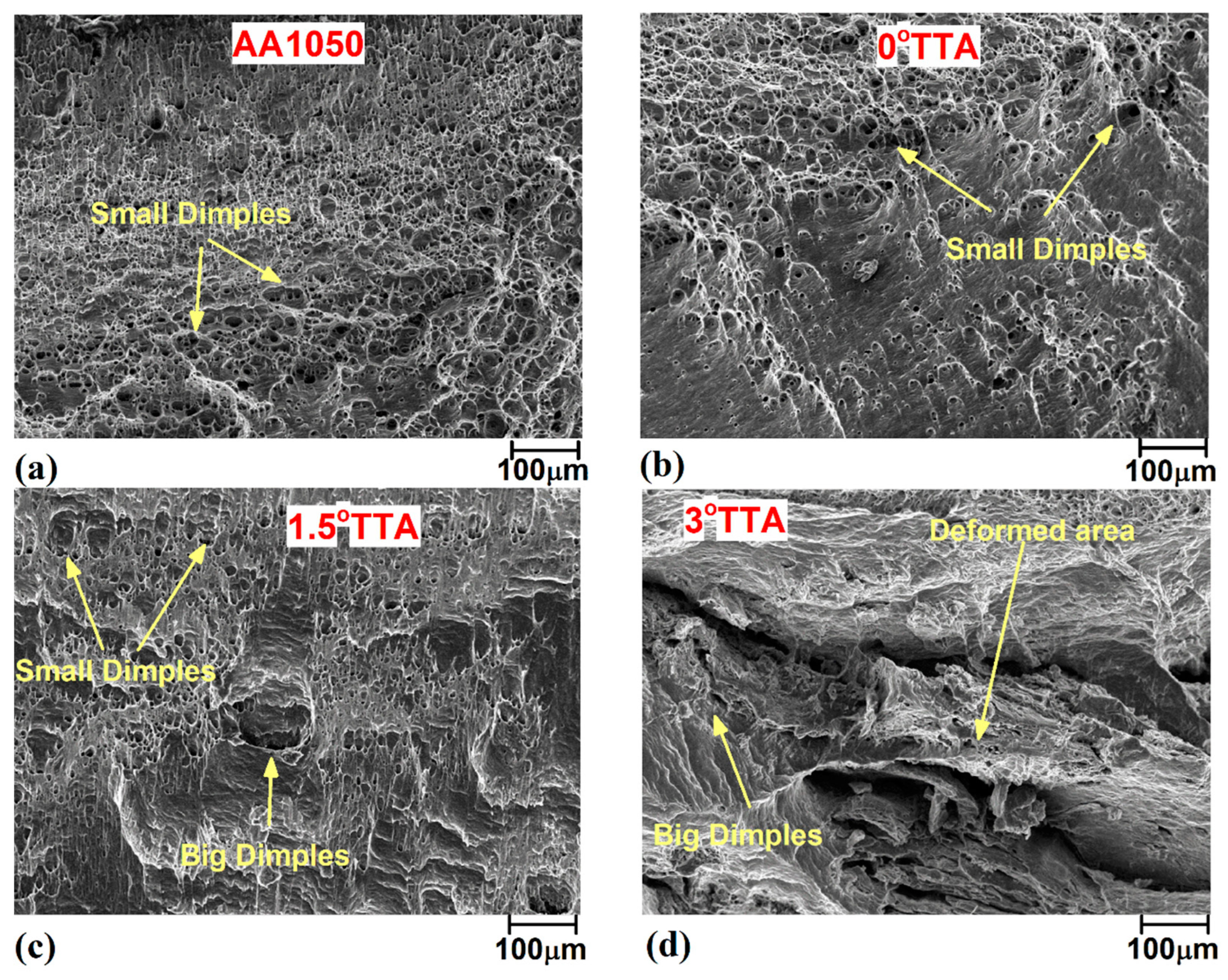
- The highest strength joint was produced at 0° TTA, and the weakest joint was produced at 3° TTA. The ultimate tensile strength and average hardness of the joint friction stir welded at 0° TTA were 33 MPa and 26 Hv, respectively. The joint efficiencies of 0°, 1.5°, and 3° TTA samples were ~127%, ~115%, and ~85%, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Barlas, Z. The Influence of Tool Tilt Angle on 1050 Aluminum Lap Joint in Friction Stir Welding Process. Acta Phys. Pol. A 2017, 132, 679–681. [Google Scholar] [CrossRef]
- Tsarkov, A.; Trukhanov, K.; Zybin, I.; Vichniakov, A. Tilt Angle Effect on Friction Stir Welding Conditions. Key Eng. Mater. 2022, 910, 115–122. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Simchi, A.; Lambiase, F. Friction stir welding of polycarbonate lap joints: Relationship between processing parameters and mechanical properties. Polym. Test. 2019, 79, 105999. [Google Scholar] [CrossRef]
- Lukács, J.; Meilinger, Á.; Pósalaky, D. High cycle fatigue and fatigue crack propagation design curves for 5754-H22 and 6082-T6 aluminium alloys and their friction stir welded joints. Weld. World 2018, 62, 737–749. [Google Scholar] [CrossRef]
- Dinesh Kumar, R.; Ilhar Ul Hassan, M.S.; Muthukumaran, S.; Venkateswaran, T.; Sivakumar, D. Single and Multi-Response Optimization and Validation of Mechanical Properties in Dissimilar Friction Stir Welded AA2219-T87 and AA7075-T73 Alloys Using T-GRA. Exp. Tech. 2019, 43, 245–259. [Google Scholar] [CrossRef]
- Moreira, P.M.G.P.; de Jesus, A.M.P.; Ribeiro, A.S.; de Castro, P.M.S.T. Fatigue crack growth in friction stir welds of 6082-T6 and 6061-T6 aluminium alloys: A comparison. Theor. Appl. Fract. Mech. 2008, 50, 81–91. [Google Scholar] [CrossRef]
- Yuvaraj, K.P.; Ashoka Varthanan, P.; Rajendran, C. Effect of friction stir welding parameters on mechanical and micro structural behaviour of AA7075-T651 and AA6061 dissimilar alloy joint. Int. J. Comput. Mater. Sci. Surf. Eng. 2018, 7, 130–149. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Simchi, A. Experimental and thermomechanical analysis of friction stir welding of poly(methyl methacrylate) sheets. Sci. Technol. Weld. Join. 2018, 23, 209–218. [Google Scholar] [CrossRef]
- Sadeghian, N.; Besharati Givi, M.K. Experimental optimization of the mechanical properties of friction stir welded Acrylonitrile Butadiene Styrene sheets. Mater. Des. 2015, 67, 145–153. [Google Scholar] [CrossRef]
- Fan, G.; Tomków, J.; Abdullah, M.E.; Derazkola, H.A. Investigation on polypropylene friction stir joint: Effects of tool tilt angle on heat flux, material flow and defect formation. J. Mater. Res. Technol. 2023, 23, 715–729. [Google Scholar] [CrossRef]
- Abd Elnabi, M.M.; Osman, T.A.; El Mokadem, A.; Elshalakany, A.B. Evaluation of the formation of intermetallic compounds at the intermixing lines and in the nugget of dissimilar steel/aluminum friction stir welds. J. Mater. Res. Technol. 2020, 9, 10209–10222. [Google Scholar] [CrossRef]
- Shah, P.H.; Badheka, V.J. An Experimental Insight on the Selection of the Tool Tilt Angle for Friction Stir Welding of 7075 T651 Aluminum Alloys. Indian J. Sci. Technol. 2016, 9, 1–11. [Google Scholar] [CrossRef]
- Acharya, U.; Roy, B.S.; Saha, S.C. On the Role of Tool Tilt Angle on Friction Stir Welding of Aluminum Matrix Composites. Silicon 2021, 13, 79–89. [Google Scholar] [CrossRef]
- Birol, Y.; Kasman, S. Effect of Welding Parameters on the Microstructure and Strength of Friction Stir Weld Joints in Twin Roll Cast EN AW Al-Mn1Cu Plates. J. Mater. Eng. Perform. 2013, 22, 3024–3033. [Google Scholar] [CrossRef]
- Zhai, M.; Wu, C.S.; Su, H. Influence of tool tilt angle on heat transfer and material flow in friction stir welding. J. Manuf. Process. 2020, 59, 98–112. [Google Scholar] [CrossRef]
- Gupta, S.; Haridas, R.S.; Agrawal, P.; Mishra, R.S.; Doherty, K.J. Influence of welding parameters on mechanical, microstructure, and corrosion behavior of friction stir welded Al 7017 alloy. Mater. Sci. Eng. A 2022, 846, 143303. [Google Scholar] [CrossRef]
- Dialami, N.; Cervera, M.; Chiumenti, M. Effect of the tool tilt angle on the heat generation and the material flow in friction stir welding. Metals 2019, 9, 28. [Google Scholar] [CrossRef]
- Zhai, M.; Wu, C.S.; Shi, L. Tool tilt angle induced variation of shoulder-workpiece contact condition in friction stir welding. Sci. Technol. Weld. Join. 2022, 27, 68–76. [Google Scholar] [CrossRef]
- Khan, N.Z.; Siddiquee, A.N.; Khan, Z.A. Proposing a new relation for selecting tool pin length in friction stir welding process. Meas. J. Int. Meas. Confed. 2018, 129, 112–118. [Google Scholar] [CrossRef]
- Elyasi, M.; Taherian, J.; Hosseinzadeh, M.; Kubit, A.; Derazkola, H.A. The effect of pin thread on material flow and mechanical properties in friction stir welding of AA6068 and pure copper. Heliyon 2023, 9, e14752. [Google Scholar] [CrossRef]
- Mirabzadeh, R.; Parvaneh, V.; Ehsani, A. Experimental and numerical investigation of the generated heat in polypropylene sheet joints using friction stir welding (FSW). Int. J. Mater. Form. 2021, 14, 1067–1083. [Google Scholar] [CrossRef]
- Sajed, M.; Guerrero, J.W.G.; Derazkola, H.A. A Literature Survey on Electrical-Current-Assisted Friction Stir Welding. Appl. Sci. 2023, 13, 1563. [Google Scholar] [CrossRef]
- Tamjidy, M.; Hang Tuah Baharudin, B.T.; Paslar, S.; Matori, K.A.; Sulaiman, S.; Fadaeifard, F. Multi-objective optimization of friction stir welding process parameters of AA6061-T6 and AA7075-T6 using a biogeography based optimization algorithm. Materials 2017, 10, 533. [Google Scholar] [CrossRef]
- Khalaf, H.I.; Al-Sabur, R.; Derazkola, H.A. Effect of number of tool shoulders on the quality of steel to magnesium alloy dissimilar friction stir welds. Arch. Civ. Mech. Eng. 2023, 23, 125. [Google Scholar] [CrossRef]
- Chitturi, V.; Pedapati, S.R.; Awang, M. Investigation of weld zone and fracture surface of friction stir lap welded 5052 aluminum alloy and 304 stainless steel joints. Coatings 2020, 10, 1062. [Google Scholar] [CrossRef]
- Ghiasvand, A.; Suksatan, W.; Tomków, J.; Rogalski, G.; Derazkola, H.A. Investigation of the Effects of Tool Positioning Factors on Peak Temperature in Dissimilar Friction Stir Welding of AA6061-T6 and AA7075-T6 Aluminum Alloys. Materials 2022, 15, 702. [Google Scholar] [CrossRef]
- Godasu, A.K.; Kumar, A.; Mula, S. Influence of cryocooling on friction stir processing of Al-5083 alloy. Mater. Manuf. Process. 2020, 35, 202–213. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | Cu | Zn | Ni | Ca | Ga | Pb | B | Al |
|---|---|---|---|---|---|---|---|---|---|
| Wt.% | 0.335 | 0.016 | 0.007 | 0.007 | 0.007 | 0.007 | 0.005 | 0.003 | Balance |
| StdDev. | 0.0000000 | 0.0005774 | 0.0017321 | 0.0005774 | 0.001 | 0.0005774 | 0.000 | 0.0005774 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdullah, M.E.; M. Rohim, M.N.; Mohammed, M.M.; Derazkola, H.A. Effects of Partial-Contact Tool Tilt Angle on Friction Stir Welded AA1050 Aluminum Joint Properties. Materials 2023, 16, 4091. https://doi.org/10.3390/ma16114091
Abdullah ME, M. Rohim MN, Mohammed MM, Derazkola HA. Effects of Partial-Contact Tool Tilt Angle on Friction Stir Welded AA1050 Aluminum Joint Properties. Materials. 2023; 16(11):4091. https://doi.org/10.3390/ma16114091
Chicago/Turabian StyleAbdullah, Mahmoud E., M. Nafea M. Rohim, M. M. Mohammed, and Hamed Aghajani Derazkola. 2023. "Effects of Partial-Contact Tool Tilt Angle on Friction Stir Welded AA1050 Aluminum Joint Properties" Materials 16, no. 11: 4091. https://doi.org/10.3390/ma16114091