
Coupling Characteristics of Powder and Laser of Coaxial Cone Nozzle for Laser Direct Metal Deposition: Numerical Simulation and Experimental Study
Abstract
:1. Introduction
2. Numerical Modeling
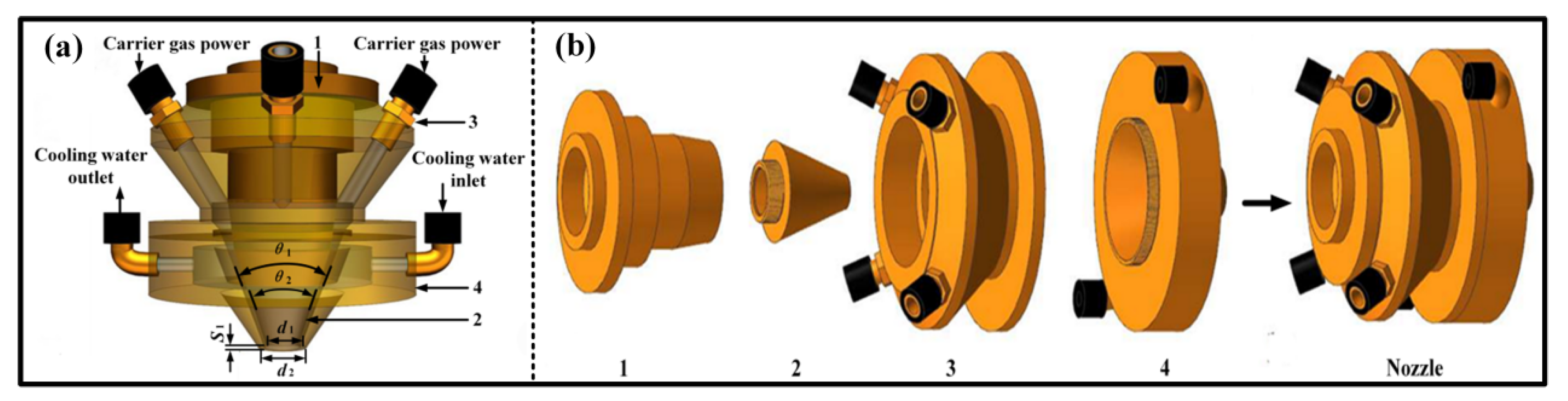
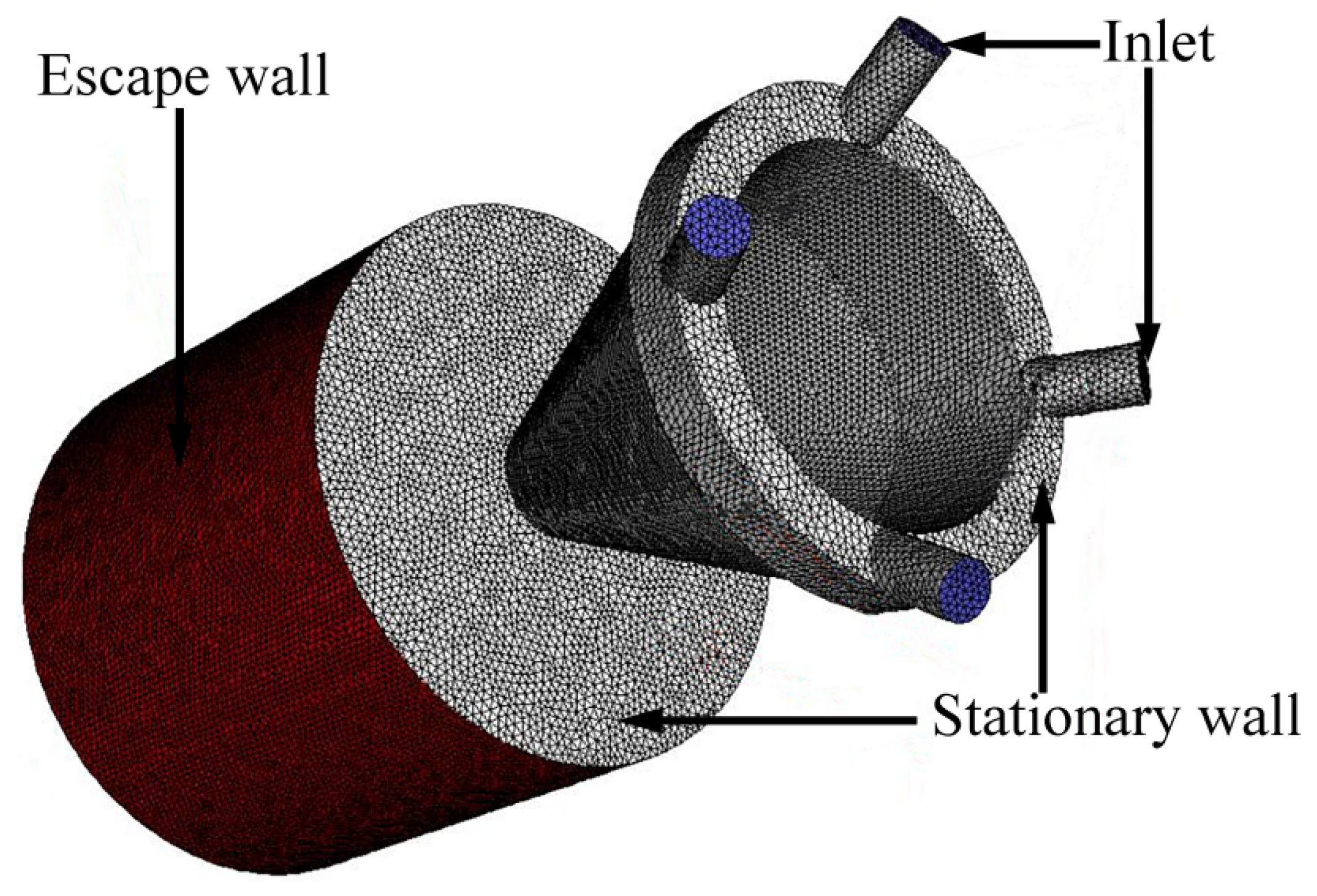
2.1. Physical Model Statement
2.2. Calculation Parameters
2.3. Method of Equation Solution and General Assumptions
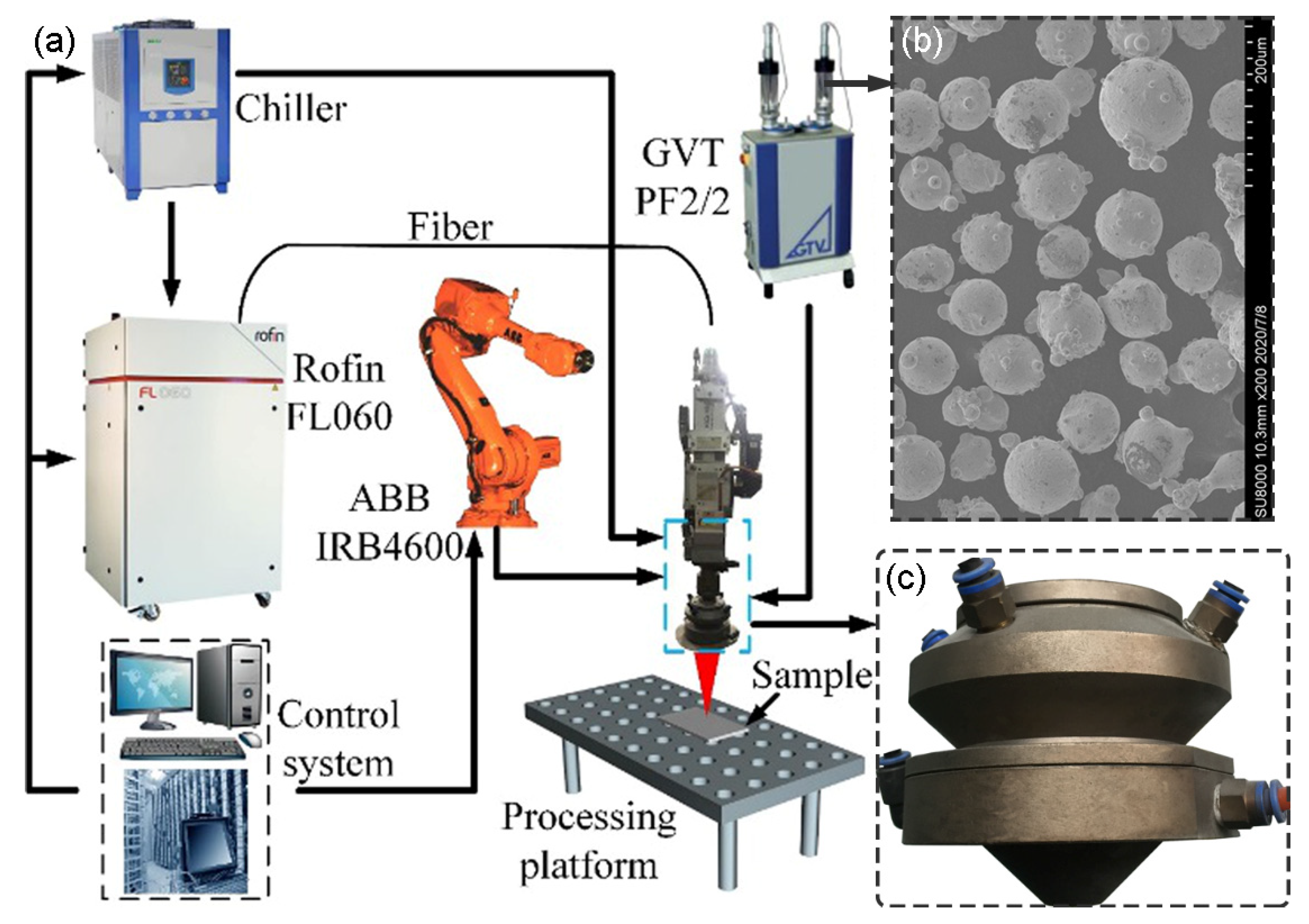
3. Experimental Method
4. Results and Discussion
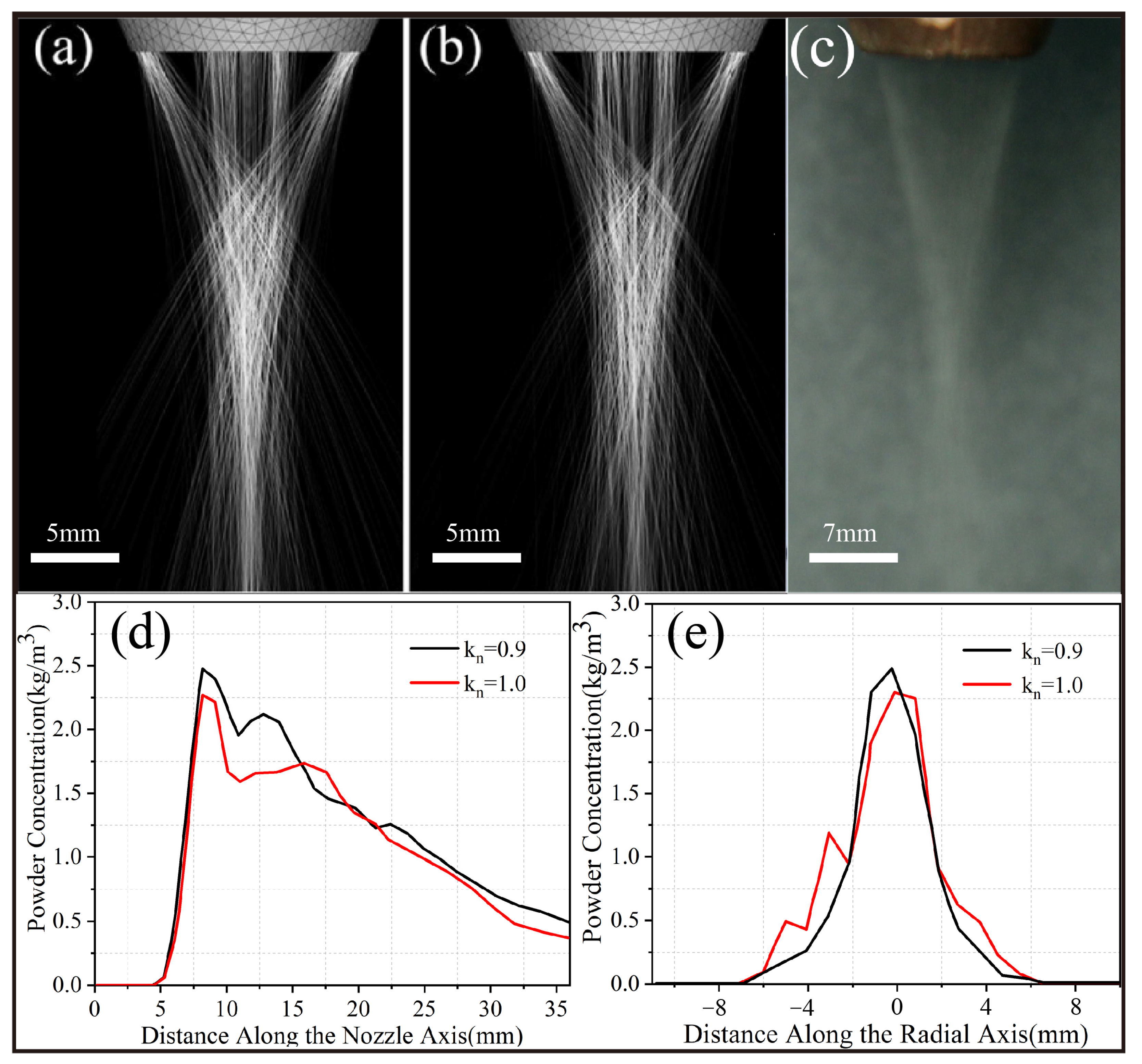
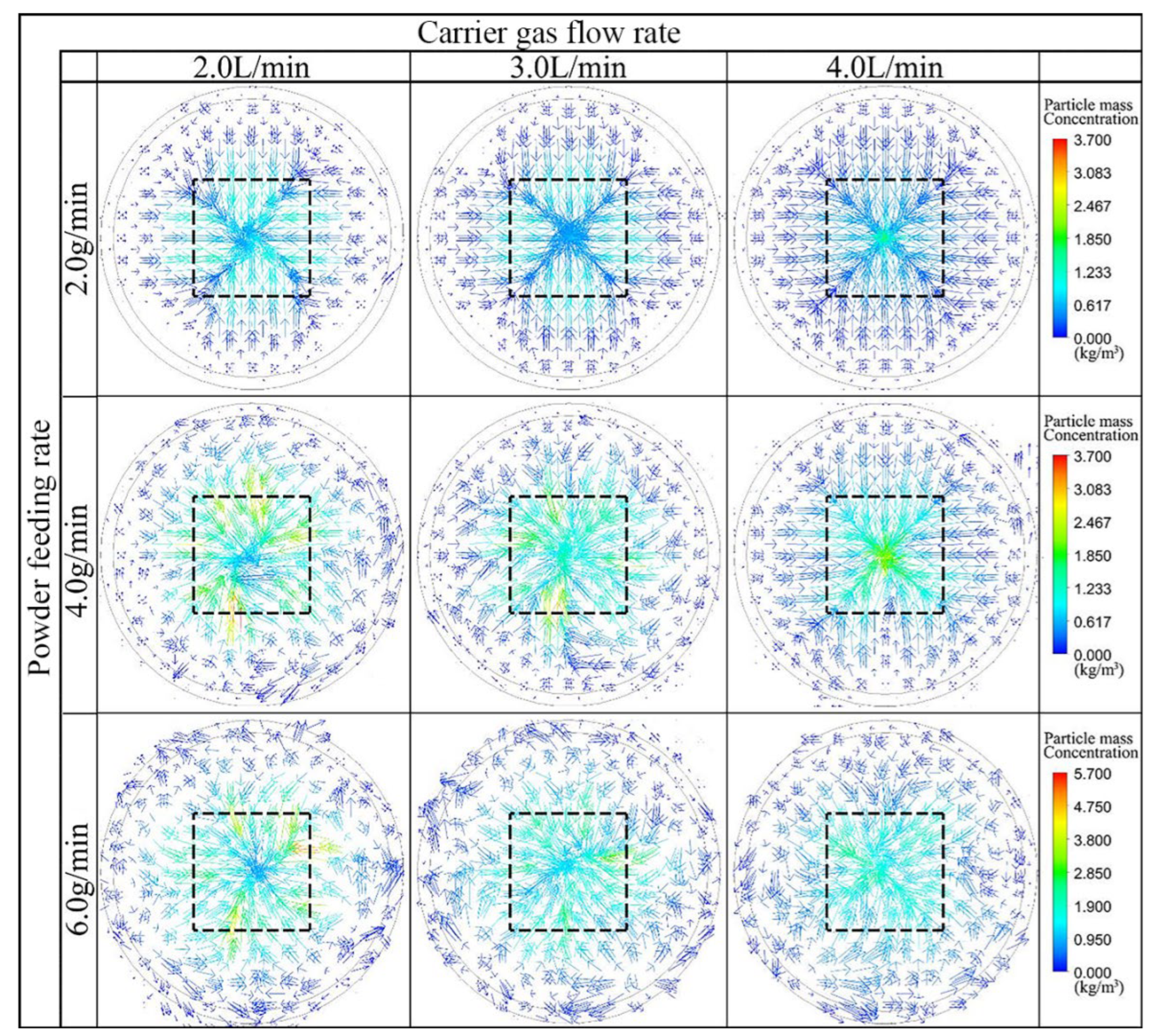
4.1. Experimental Verification of Powder Flow Characteristics
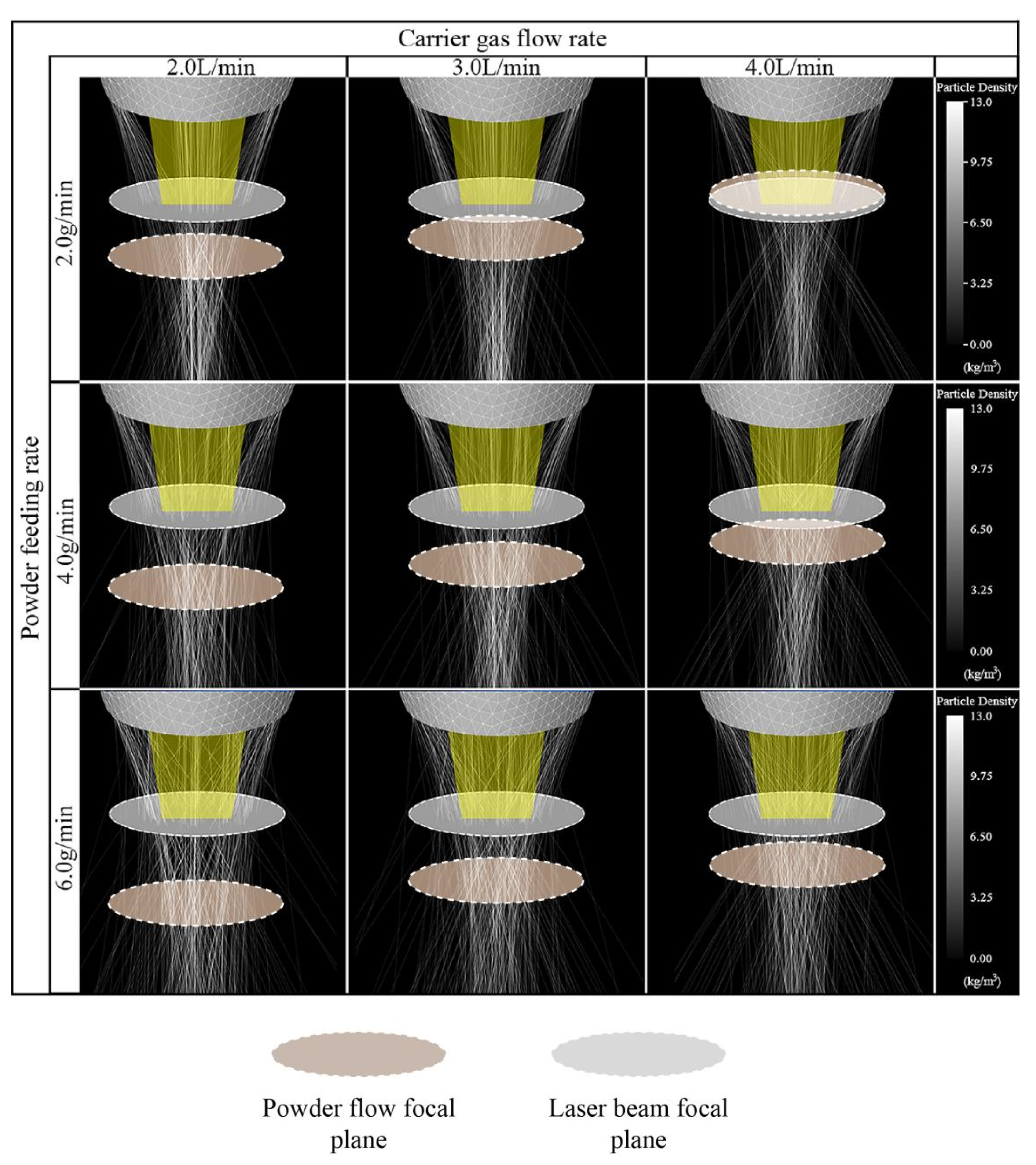
4.2. Coupling Characteristics of the 3D Powder Particle Trajectory and Laser
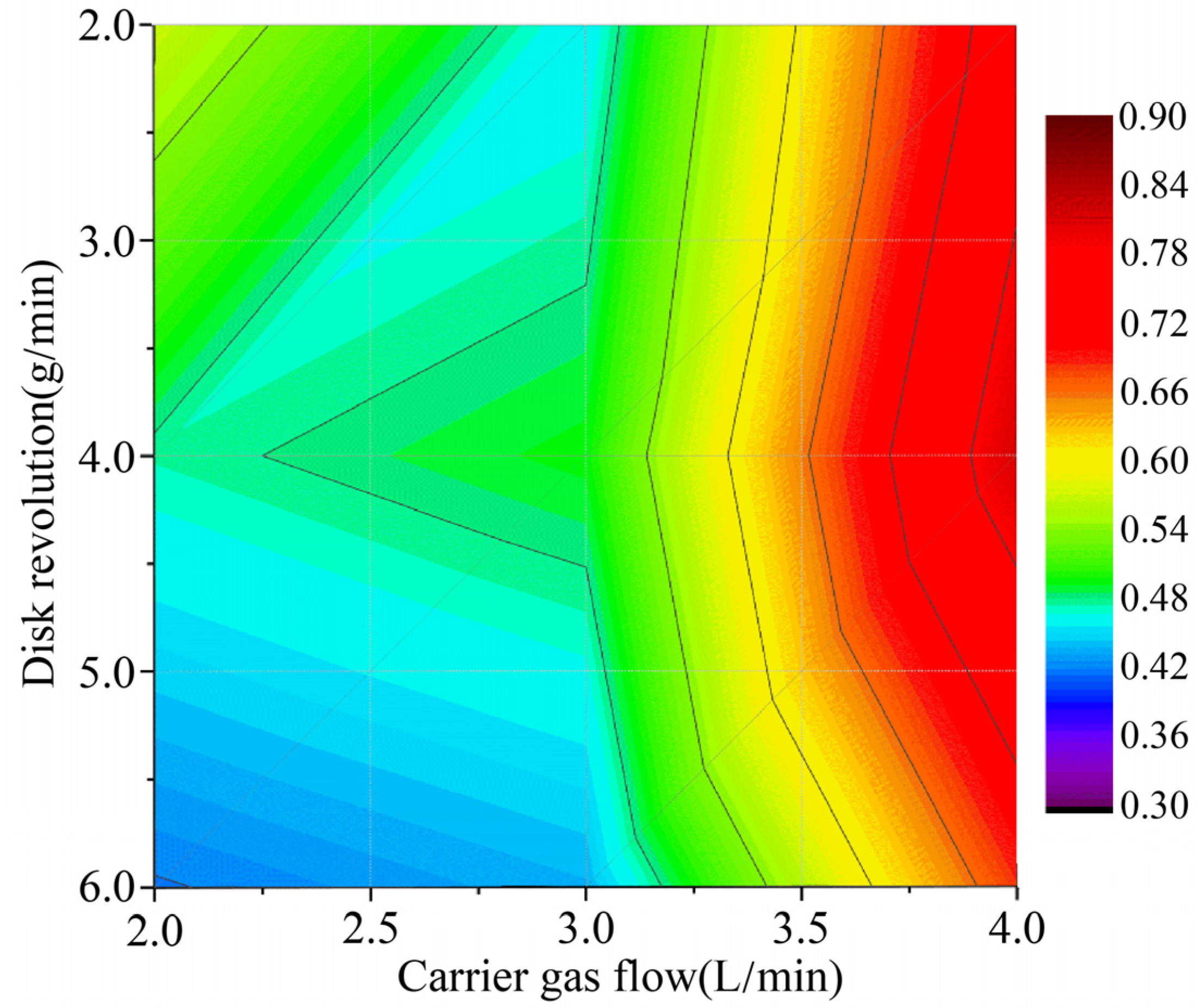
4.3. Optimal Utilization of Powder
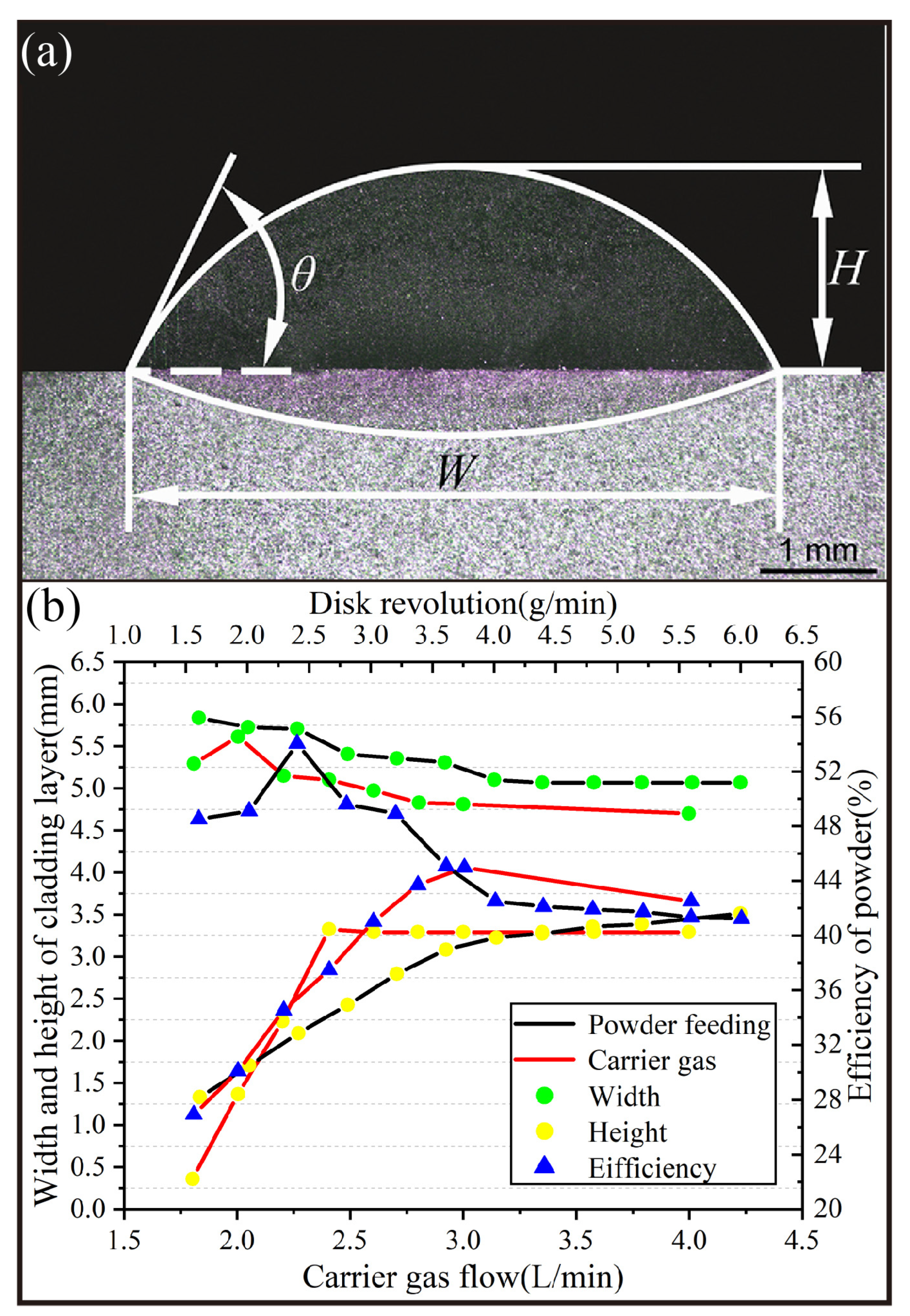
4.4. Geometric Characteristics of LDMD and the Actual Utilization of Powder
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lu, J.Z.; Cao, J.; Lu, H.F.; Zhang, L.Y.; Luo, K.Y. Wear properties and microstructural analyses of Fe-based coatings with various WC contents on H13 die steel by laser cladding. Surf. Coat. Technol. 2019, 369, 228–237. [Google Scholar] [CrossRef]
- Khamidullin, B.; Tsivilskiy, I.; Gorunov, A.; Gilmutdinov, A. Modeling of the effect of powder parameters on laser cladding using coaxial nozzle. Surf. Coat. Technol. 2019, 364, 430–443. [Google Scholar] [CrossRef]
- Xiang, K.; Chai, L.; Wang, Y.; Wang, H.; Guo, N.; Ma, Y.; Murty, K.L. Microstructural characteristics and hardness of CoNiTi medium-entropy alloy coating on pure Ti substrate prepared by pulsed laser cladding. J. Alloys Compd. 2020, 849, 156704. [Google Scholar] [CrossRef]
- Wen, P.; Cai, Z.; Feng, Z.; Wang, G. Microstructure and mechanical properties of hot wire laser clad layers for repairing precipitation hardening martensitic stainless steel. Opt. Laser Technol. 2015, 75, 207–213. [Google Scholar] [CrossRef]
- Liang, H.; Miao, J.; Gao, B.; Deng, D.; Wang, T.; Lu, Y.; Cao, Z.; Jiang, H.; Li, T.; Kang, H. Microstructure and tribological properties of AlCrFe2Ni2W0.2Mo0.75 high-entropy alloy coating prepared by laser cladding in seawater, NaCl solution and deionized water. Surf. Coat. Technol. 2020, 400, 126214. [Google Scholar] [CrossRef]
- Bax, B.; Schäfer, M.; Pauly, C.; Mücklich, F. Coating and prototyping of single-phase iron aluminide by laser cladding. Surf. Coat. Technol. 2013, 235, 773–777. [Google Scholar] [CrossRef]
- Partes, K. Analytical model of the catchment efficiency in high speed laser cladding. Surf. Coat. Technol. 2009, 204, 366–371. [Google Scholar] [CrossRef]
- El Cheikh, H.; Courant, B.; Branchu, S.; Hascoët, J.Y.; Guillén, R. Analysis and prediction of single laser tracks geometrical characteristics in coaxial laser cladding process. Opt. Lasers Eng. 2012, 50, 413–422. [Google Scholar] [CrossRef]
- Nagulin, K.; Iskhakov, F.; Shpilev, A.; Gilmutdinov, A. Optical diagnostics and optimization of the gas-powder flow in the nozzles for laser cladding. Opt. Laser Technol. 2018, 108, 310–320. [Google Scholar] [CrossRef]
- Kheloufi, K.; Amara, E.-H. Numerical modelling of gas/particles diphasic jet in laser cladding by coaxial nozzle. Phys. Procedia 2010, 5, 347–352. [Google Scholar] [CrossRef]
- Zhang, A.F.; Fu, W.; Li, D.C.; Lu, Z.L.; Zhu, G.X.; Lu, Q.P. Effect of Coaxial Powder Nozzle Design Parameters and the Gas Flow on the Powder Gathering Characteristics. Adv. Mater. Res. 2011, 314, 1935–1943. [Google Scholar] [CrossRef]
- Wen, S.; Shin, Y.; Murthy, J.; Sojka, P. Modeling of coaxial powder flow for the laser direct deposition process. Int. J. Heat Mass Transf. 2009, 52, 5867–5877. [Google Scholar] [CrossRef]
- Tamanna, N.; Crouch, R.; Naher, S. Progress in numerical simulation of the laser cladding process. Opt. Laser Technol. 2019, 122, 151–163. [Google Scholar] [CrossRef]
- Zekovic, S.; Dwivedi, R.; Kovacevic, R. Numerical simulation and experimental investigation of gas–powder flow from radially symmetrical nozzles in laser-based direct metal deposition. Int. J. Mach. Tools Manuf. 2007, 47, 112–123. [Google Scholar] [CrossRef]
- Wu, J.; Zhao, P.; Wei, H.; Lin, Q.; Zhang, Y. Development of powder distribution model of discontinuous coaxial powder stream in laser direct metal deposition. Powder Technol. 2018, 340, 449–458. [Google Scholar] [CrossRef]
- Gao, J.; Wu, C.; Liang, X.; Hao, Y.; Zhao, K. Numerical simulation and experimental investigation of the influence of process parameters on gas-powder flow in laser metal deposition. Opt. Laser Technol. 2020, 125, 106009. [Google Scholar] [CrossRef]
- Mahmood, M.A.; Popescu, A.C.; Oane, M.; Ristoscu, C.; Chioibasu, D.; Mihai, S.; Mihailescu, I.N. Three-Jet Powder Flow and Laser–Powder Interaction in Laser Melting Deposition: Modelling Versus Experimental Correlations. Metals 2020, 10, 1113. [Google Scholar] [CrossRef]
- Liu, H.; Hao, J.; Yu, G.; Yang, H.; Wang, L.; Han, Z. A Numerical Study on Metallic Powder Flow in Coaxial Laser Cladding. J. Appl. Fluid Mech. 2016, 9, 2247–2256. [Google Scholar] [CrossRef]
- Guo, S.R.; Yin, Q.Q.; Cui, L.J.; Li, X.L.; Cui, Y.H.; Zheng, B.; Cao, Y.L.; Zeng, W.H. Simulation and experimental research based on carrier gas flow rate on the influence of four-channel coaxial nozzle flow field. Meas. Control 2020, 53, 1571–1578. [Google Scholar] [CrossRef]
- Wirth, F.; Wegener, K. Simulation of the multi-component process gas flow for the explanation of oxidation during laser cladding. Addit. Manuf. 2018, 24, 249–256. [Google Scholar] [CrossRef]
- Katinas, C.; Shang, W.; Shin, Y.C.; Chen, J. Modeling Particle Spray and Capture Efficiency for Direct Laser Deposition Using A Four Nozzle Powder Injection System. J. Manuf. Sci. Eng. 2018, 140, 041014. [Google Scholar] [CrossRef]
- Devojno, O.; Feldshtein, E.; Kardapolava, M.; Lutsko, N. On the formation features, microstructure and microhardness of single laser tracks formed by laser cladding of a NiCrBSi self-fluxing alloy. Opt. Lasers Eng. 2018, 106, 32–38. [Google Scholar] [CrossRef]
- Ferreira, E.; Dal, M.; Colin, C.; Marion, G.; Gorny, C.; Courapied, D.; Guy, J.; Peyre, P. Experimental and Numerical Analysis of Gas/Powder Flow for Different LMD Nozzles. Metals 2020, 10, 667. [Google Scholar] [CrossRef]
- Pan, H.; Sparks, T.; Thakar, Y.D.; Liou, F. The Investigation of Gravity-Driven Metal Powder Flow in Coaxial Nozzle for Laser-Aided Direct Metal Deposition Process. J. Manuf. Sci. Eng. 2006, 128, 541–553. [Google Scholar] [CrossRef]
- Ibarra-Medina, J.; Pinkerton, A.J. Numerical investigation of powder heating in coaxial laser metal deposition. Surf. Eng. 2011, 27, 754–761. [Google Scholar] [CrossRef]
- Smurov, I.; Doubenskaia, M.; Zaitsev, A. Comprehensive analysis of laser cladding by means of optical diagnostics and numerical simulation. Surf. Coat. Technol. 2013, 220, 112–121. [Google Scholar] [CrossRef]
- Kovalev, O.; Kovaleva, I.; Smurov, I.Y. Numerical investigation of gas-disperse jet flows created by coaxial nozzles during the laser direct material deposition. J. Mater. Process. Technol. 2017, 249, 118–127. [Google Scholar] [CrossRef]
- Kovalev, O.; Bedenko, D.; Zaitsev, A. Development and application of laser cladding modeling technique: From coaxial powder feeding to surface deposition and bead formation. Appl. Math. Model. 2018, 57, 339–359. [Google Scholar] [CrossRef]
- Du, W.; Bao, X.; Xu, J.; Wei, W. Computational fluid dynamics (CFD) modeling of spouted bed: Assessment of drag coefficient correlations. Chem. Eng. Sci. 2016, 61, 1401–1420. [Google Scholar] [CrossRef]
- Liu, H.; He, X.; Yu, G.; Wang, Z.; Li, S.; Zheng, C.; Ning, W. Numerical simulation of powder transport behavior in laser cladding with coaxial powder feeding. Sci. China Phys. Mech. Astron. 2015, 58, 104701. [Google Scholar] [CrossRef]
- Lin, J. Numerical simulation of the focused powder streams in coaxial laser cladding. J. Mater. Process. Technol. 2000, 105, 17–23. [Google Scholar] [CrossRef]
- Ibarra-Medina, J.; Pinkerton, A.J. A CFD model of the laser, coaxial powder stream and substrate interaction in laser cladding. Phys. Procedia 2010, 5, 337–346. [Google Scholar] [CrossRef]
- Launder, B.E.; Spalding, D.B. Lectures in Mathematical Models of Turbulence; Academic Press: London, UK, 1972. [Google Scholar]
- Zhu, G.; Li, D.; Zhang, A.; Tang, Y. Numerical simulation of metallic powder flow in a coaxial nozzle in laser direct metal deposition. Opt. Laser Technol. 2011, 43, 106–113. [Google Scholar] [CrossRef]
- Fan, J.; Zhao, H.; Cen, K. An experimental study of two-phase turbulent coaxial jets. Exp. Fluids 1992, 13, 279–287. [Google Scholar] [CrossRef]
- Zhang, J.; Yang, L.; Zhang, W.; Qiu, J.; Xiao, H.; Liu, Y. Numerical simulation and experimental study for aerodynamic characteristics and powder transport behavior of novel nozzle. Opt. Lasers Eng. 2020, 126, 105873. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Categories | Parameters | Values |
|---|---|---|
| Cones (4) angle | θ1 | 45° |
| Cones (3) angle | θ2 | 39.9° |
| Inner diameter | d1 | 12 mm |
| External diameter | d2 | 13.1 mm |
| Difference | S1 | 1.3 mm |
| Categories | Parameters | Values |
|---|---|---|
| Density | ρp | 4700 kg/m3 |
| Minimum diameter | dmin | 35 μm |
| Maximum diameter | dmax | 100 μm |
| Average diameter | dave | 79 μm |
| Gravity acceleration | g | −9.81 m/s2 |
| Categories | Values |
|---|---|
| Laser power | 3000 W |
| Scanning speed | 6 mm/s |
| Defocusing amount | ±1 mm |
| Beam size | 6 × 6 mm2 |
| Carrier gas flow | 1.8–4.0 L/min |
| Powder feeding rate | 1.6–6.0 g/min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Hu, K.; Yang, L.; Zhang, J.; Ding, H.; Pan, Z. Coupling Characteristics of Powder and Laser of Coaxial Cone Nozzle for Laser Direct Metal Deposition: Numerical Simulation and Experimental Study. Materials 2023, 16, 3403. https://doi.org/10.3390/ma16093403
Wang Z, Hu K, Yang L, Zhang J, Ding H, Pan Z. Coupling Characteristics of Powder and Laser of Coaxial Cone Nozzle for Laser Direct Metal Deposition: Numerical Simulation and Experimental Study. Materials. 2023; 16(9):3403. https://doi.org/10.3390/ma16093403
Chicago/Turabian StyleWang, Zhenhao, Kaihua Hu, Lin Yang, Jian Zhang, Honghui Ding, and Zelong Pan. 2023. "Coupling Characteristics of Powder and Laser of Coaxial Cone Nozzle for Laser Direct Metal Deposition: Numerical Simulation and Experimental Study" Materials 16, no. 9: 3403. https://doi.org/10.3390/ma16093403