Author Contributions
Conceptualization, M.-Y.T., T.-M.L. and S.-T.C.; methodology, M.-Y.T., Y.-W.W. and Y.-J.L.; software, Y.-W.W. and Y.-J.L.; validation, M.-Y.T., Y.-W.W. and Y.-J.L.; formal analysis, Y.-W.W. and Y.-J.L.; investigation, Y.-W.W. and Y.-J.L.; resources, M.-Y.T., T.-M.L. and S.-T.C.; data curation, Y.-W.W. and Y.-J.L.; writing—original draft preparation, M.-Y.T. and T.-M.L.; writing—review and editing, M.-Y.T. and T.-M.L.; visualization, M.-Y.T. and T.-M.L.; supervision, M.-Y.T.; project administration, T.-M.L. and S.-T.C.; funding acquisition, M.-Y.T., T.-M.L. and S.-T.C. All authors have read and agreed to the published version of the manuscript.
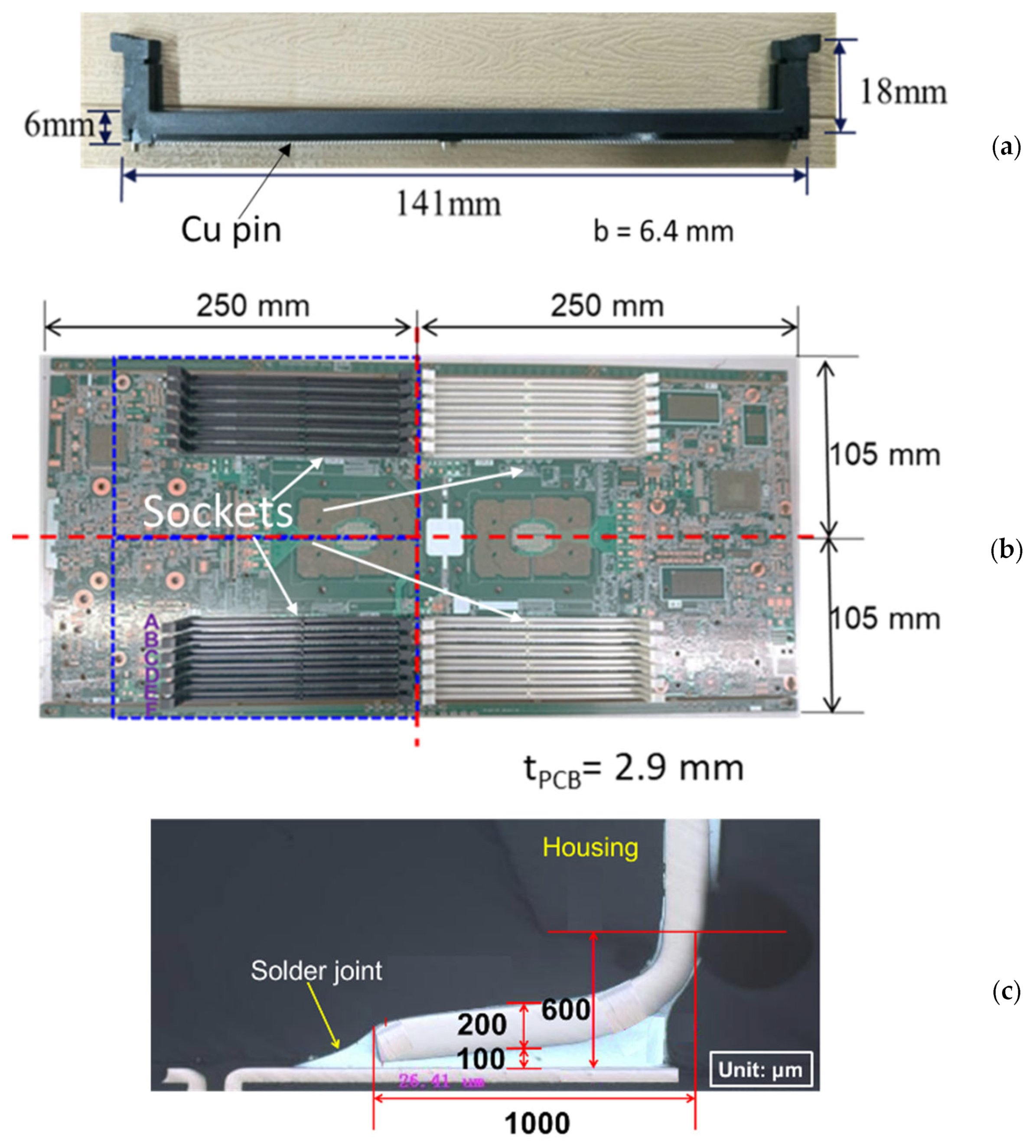
Figure 1.
Configurations of (a) a DIMM socket with 288 Cu pins and width of 6.4 mm, (b) a socket-PCB assembly with 24 sockets (a full assembly), and (c) a detailed solder joint of a Cu pin for the DIMM socket on the PCB.
Figure 1.
Configurations of (a) a DIMM socket with 288 Cu pins and width of 6.4 mm, (b) a socket-PCB assembly with 24 sockets (a full assembly), and (c) a detailed solder joint of a Cu pin for the DIMM socket on the PCB.
Figure 2.
Strain distributions across the thickness of the DIMM socket under thermal loading.
Figure 2.
Strain distributions across the thickness of the DIMM socket under thermal loading.
Figure 3.
Calibration of strain gauge measurement for CTE measurement.
Figure 3.
Calibration of strain gauge measurement for CTE measurement.
Figure 4.
(a) Commercial shadow moiré system, and (b) schematic of the principle of out-of-plane deformation measurement in the system.
Figure 4.
(a) Commercial shadow moiré system, and (b) schematic of the principle of out-of-plane deformation measurement in the system.
Figure 5.
Configurations of the test specimens: (a) the bare PCB and (b) a socket-PCB assembly with 6 sockets (a local assembly).
Figure 5.
Configurations of the test specimens: (a) the bare PCB and (b) a socket-PCB assembly with 6 sockets (a local assembly).
Figure 6.
Quarter model of a socket-PCB assembly with one socket and its related geometric and material parameters in the theoretical formulation.
Figure 6.
Quarter model of a socket-PCB assembly with one socket and its related geometric and material parameters in the theoretical formulation.
Figure 7.
(a) A quarter FEM model for a one-socket-PCB assembly (b) with full and simplified socket models in the zoomed-in area.
Figure 7.
(a) A quarter FEM model for a one-socket-PCB assembly (b) with full and simplified socket models in the zoomed-in area.
Figure 8.
(a) Three-point bending test for a socket, (b) FEM modelling of the test, (c) determination of effective elastic modulus from load–displacement curves obtained by the test and FEM simulation, and (d) bending strain distributions across the thickness of the socket with and without Cu pins from the FEM simulation.
Figure 8.
(a) Three-point bending test for a socket, (b) FEM modelling of the test, (c) determination of effective elastic modulus from load–displacement curves obtained by the test and FEM simulation, and (d) bending strain distributions across the thickness of the socket with and without Cu pins from the FEM simulation.
Figure 9.
(a) Typical strain data from the front and back gauges located at the neutral axis of a socket during the second, third, and fourth thermal cycling loading, and (b) the CTEs of three sockets, obtained from gauges for these three thermal cycles.
Figure 9.
(a) Typical strain data from the front and back gauges located at the neutral axis of a socket during the second, third, and fourth thermal cycling loading, and (b) the CTEs of three sockets, obtained from gauges for these three thermal cycles.
Figure 10.
(a) Strain data from the front and back gauges for three sockets during the first thermal loading cycle, and (b) temperature-dependent CTEs of three sockets obtained from gauges for the first thermal cycle and their comparison with those for the second to fourth cycles.
Figure 10.
(a) Strain data from the front and back gauges for three sockets during the first thermal loading cycle, and (b) temperature-dependent CTEs of three sockets obtained from gauges for the first thermal cycle and their comparison with those for the second to fourth cycles.
Figure 11.
(a) Typical strain data from three pairs of front and back gauges (GA, GB, and GC) on the bare PCB under thermal loading, and (b) average strains from front and back gauges for those three pairs during two thermal cycles and the CTEs of the PCB obtained from those average strain data.
Figure 11.
(a) Typical strain data from three pairs of front and back gauges (GA, GB, and GC) on the bare PCB under thermal loading, and (b) average strains from front and back gauges for those three pairs during two thermal cycles and the CTEs of the PCB obtained from those average strain data.
Figure 12.
(a) Thermally induced warpage (plus an inset of full-field deformation contours) of a one-socket-PCB assembly with various effective moduli of the joint under different thermal loadings (ΔT) from FEM with full and simplified socket models, and (b) the out-of-plane deformations (along the line a-a’) of the one-socket-PCB assembly under thermal loading ΔT = 150 °C, from the theory and FEM simulations with full and simplified socket models.
Figure 12.
(a) Thermally induced warpage (plus an inset of full-field deformation contours) of a one-socket-PCB assembly with various effective moduli of the joint under different thermal loadings (ΔT) from FEM with full and simplified socket models, and (b) the out-of-plane deformations (along the line a-a’) of the one-socket-PCB assembly under thermal loading ΔT = 150 °C, from the theory and FEM simulations with full and simplified socket models.
Figure 13.
Thermally induced warpage of a one-socket-PCB assembly (a) with various widths of the PCB for E2 = 100 MPa and 1000 MPa, and (b) with various E2 and t2 but W/b = 7.5 under ΔT = 150 °C from the FEM with simplified socket model and the theory.
Figure 13.
Thermally induced warpage of a one-socket-PCB assembly (a) with various widths of the PCB for E2 = 100 MPa and 1000 MPa, and (b) with various E2 and t2 but W/b = 7.5 under ΔT = 150 °C from the FEM with simplified socket model and the theory.
Figure 14.
The out-of-plane deformations along the socket line o-a and their contour maps for the socket-PCB assembly under thermal loading ΔT = 150 °C, determined from the FEM simulation using a local model and a full model.
Figure 14.
The out-of-plane deformations along the socket line o-a and their contour maps for the socket-PCB assembly under thermal loading ΔT = 150 °C, determined from the FEM simulation using a local model and a full model.
Figure 15.
(a) Out-of-plane deformation contours (in dotted line box) for the bare PCB at various temperatures, obtained from moiré measurements, and (b) out-of-plane deformations of the bare PCB along three lines (A, B, and C) in which the sockets will be located.
Figure 15.
(a) Out-of-plane deformation contours (in dotted line box) for the bare PCB at various temperatures, obtained from moiré measurements, and (b) out-of-plane deformations of the bare PCB along three lines (A, B, and C) in which the sockets will be located.
Figure 16.
(a) Thermally induced deformations of two bare PCB specimens along the socket lines at various temperature loadings, obtained from moiré measurements, and (b) the corresponding warpages of the two bare PCB specimens along the socket lines (A, B, and C) at various temperature loadings.
Figure 16.
(a) Thermally induced deformations of two bare PCB specimens along the socket lines at various temperature loadings, obtained from moiré measurements, and (b) the corresponding warpages of the two bare PCB specimens along the socket lines (A, B, and C) at various temperature loadings.
Figure 17.
(a) Out-of-plane deformation contours (in dotted line box) for the six-socket-PCB assembly at various temperatures, obtained from moiré measurements, and (b) out-of-plane deformations of the socket-PCB assembly along the lines in which the sockets are located.
Figure 17.
(a) Out-of-plane deformation contours (in dotted line box) for the six-socket-PCB assembly at various temperatures, obtained from moiré measurements, and (b) out-of-plane deformations of the socket-PCB assembly along the lines in which the sockets are located.
Figure 18.
(a) Thermally induced deformations for two samples of the six-socket-PCB assembly along the socket lines at various temperature loadings (ΔT), obtained from moiré measurements, and (b) the corresponding warpages of the two samples along the socket lines at various temperature loadings (ΔT).
Figure 18.
(a) Thermally induced deformations for two samples of the six-socket-PCB assembly along the socket lines at various temperature loadings (ΔT), obtained from moiré measurements, and (b) the corresponding warpages of the two samples along the socket lines at various temperature loadings (ΔT).
Figure 19.
(a) Comparison of thermally induced deformations of the six-socket-PCB assembly along the socket lines (line o-a) at various temperature loadings (ΔT), obtained from moiré measurements, theory, and FEM simulations, and (b) the corresponding warpage comparison of the six-socket-PCB assembly along the socket lines at various temperature loadings (ΔT).
Figure 19.
(a) Comparison of thermally induced deformations of the six-socket-PCB assembly along the socket lines (line o-a) at various temperature loadings (ΔT), obtained from moiré measurements, theory, and FEM simulations, and (b) the corresponding warpage comparison of the six-socket-PCB assembly along the socket lines at various temperature loadings (ΔT).
Figure 20.
(a) Strain data of the front and back gauges on the six-socket-PCB assembly under two thermal loading cycles, and (b) the gauge-determined corresponding warpages of the six-socket-PCB assembly along the socket lines, compared with moiré results.
Figure 20.
(a) Strain data of the front and back gauges on the six-socket-PCB assembly under two thermal loading cycles, and (b) the gauge-determined corresponding warpages of the six-socket-PCB assembly along the socket lines, compared with moiré results.
Figure 21.
The cooling rate effect on thermally induced warpages of the six-socket-PCB assembly along the socket lines after solder reflow, from strain gauge, theory, and FEM simulation.
Figure 21.
The cooling rate effect on thermally induced warpages of the six-socket-PCB assembly along the socket lines after solder reflow, from strain gauge, theory, and FEM simulation.
Figure 22.
The effects of the thickness of the PCB (tPCB) and mismatch of CTE (Δα) on thermally induced warpages of the PCB specimen with six sockets along the socket lines (line o-a) from the FEM simulation for ΔT= 30 °C −180 °C = −150 °C.
Figure 22.
The effects of the thickness of the PCB (tPCB) and mismatch of CTE (Δα) on thermally induced warpages of the PCB specimen with six sockets along the socket lines (line o-a) from the FEM simulation for ΔT= 30 °C −180 °C = −150 °C.
Figure 23.
The effects of the thickness of the PCB (tPCB) and mismatch of CTE (Δα) on thermally induced warpages at the corner of the PCB for the socket-PCB assembly with 24 sockets from the FEM simulation ΔT = 30 °C −180 °C = −150 °C.
Figure 23.
The effects of the thickness of the PCB (tPCB) and mismatch of CTE (Δα) on thermally induced warpages at the corner of the PCB for the socket-PCB assembly with 24 sockets from the FEM simulation ΔT = 30 °C −180 °C = −150 °C.
Table 1.
Material properties for the theoretical analysis and FEM simulation. (Note: The α for the socket and PCB and the E for the socket were measured in this study, while the rest of them except for E2 were provided by material vendors.)
Table 1.
Material properties for the theoretical analysis and FEM simulation. (Note: The α for the socket and PCB and the E for the socket were measured in this study, while the rest of them except for E2 were provided by material vendors.)
| Material | E (GPa) | α (ppm/°C) | ν |
|---|
| Socket | 8.7 | 14 | 0.3 |
Pin Solder Joint
(Effective) | E2 | 8.1 | 0.3 |
| PCB | 20 | 18 | 0.42 |
| Cu Pin | 120 | 16.9 | 0.3 |
| Solder | 30 | 22 | 0.3 |
































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}