
Influence of Flank Wear on the Microstructure Characteristics of the GH4169 Metamorphic Layer under High-Pressure Cooling

Abstract
:1. Introduction
2. Simulation Analysis of Cutting GH4169 with Different Flank Wear Tools
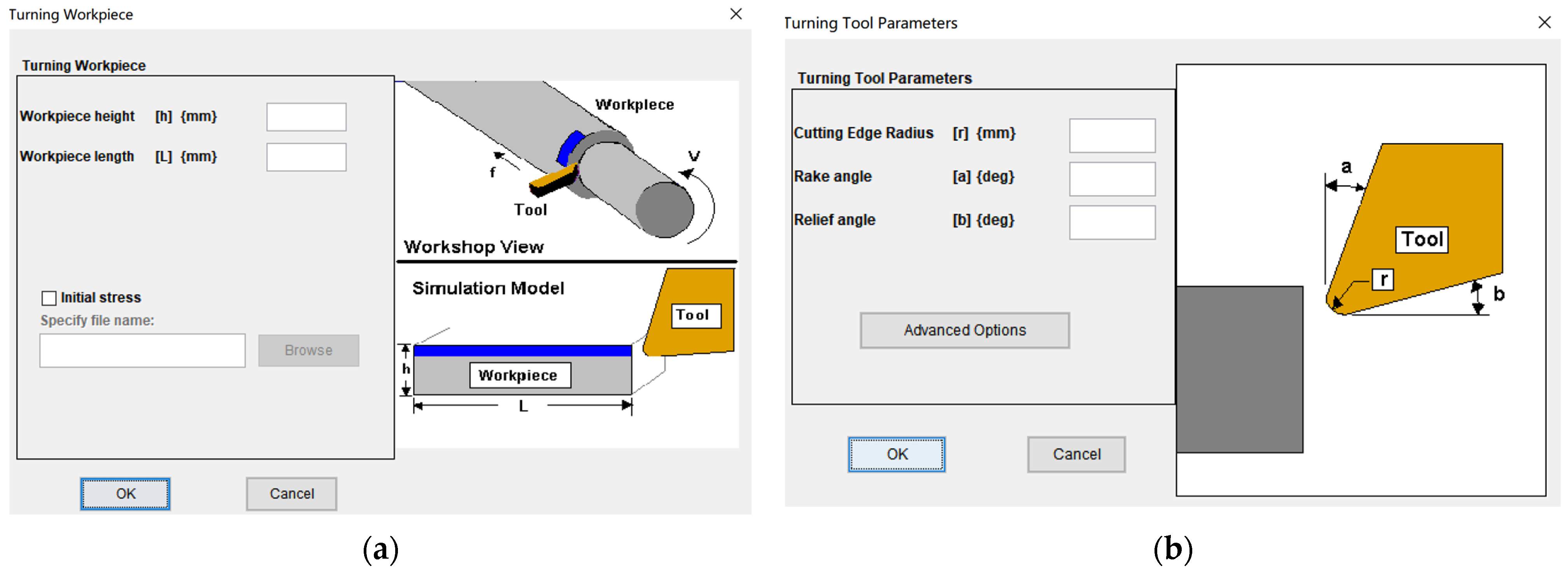
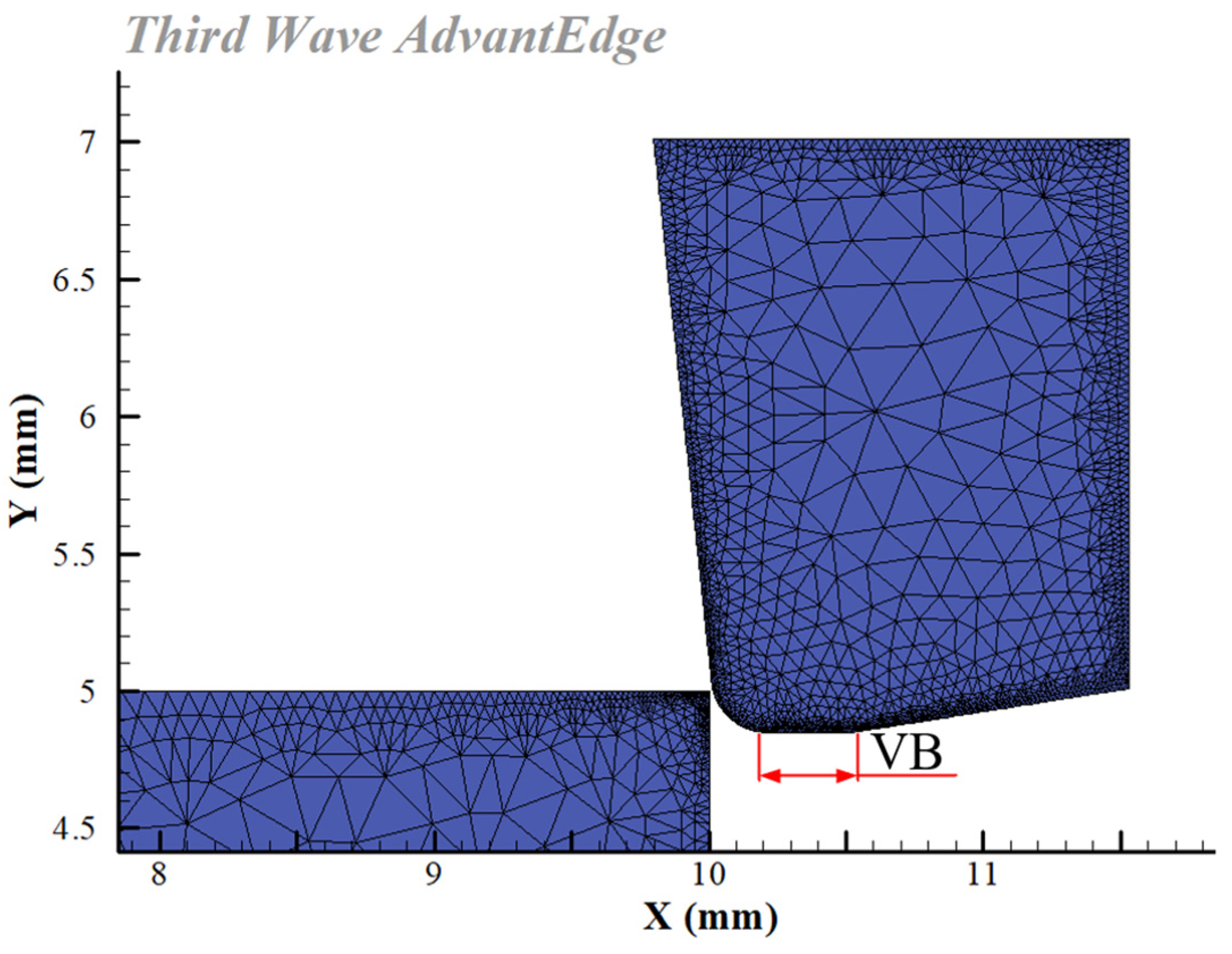
2.1. Establish Cutting Simulation Model
2.2. Simulation Results
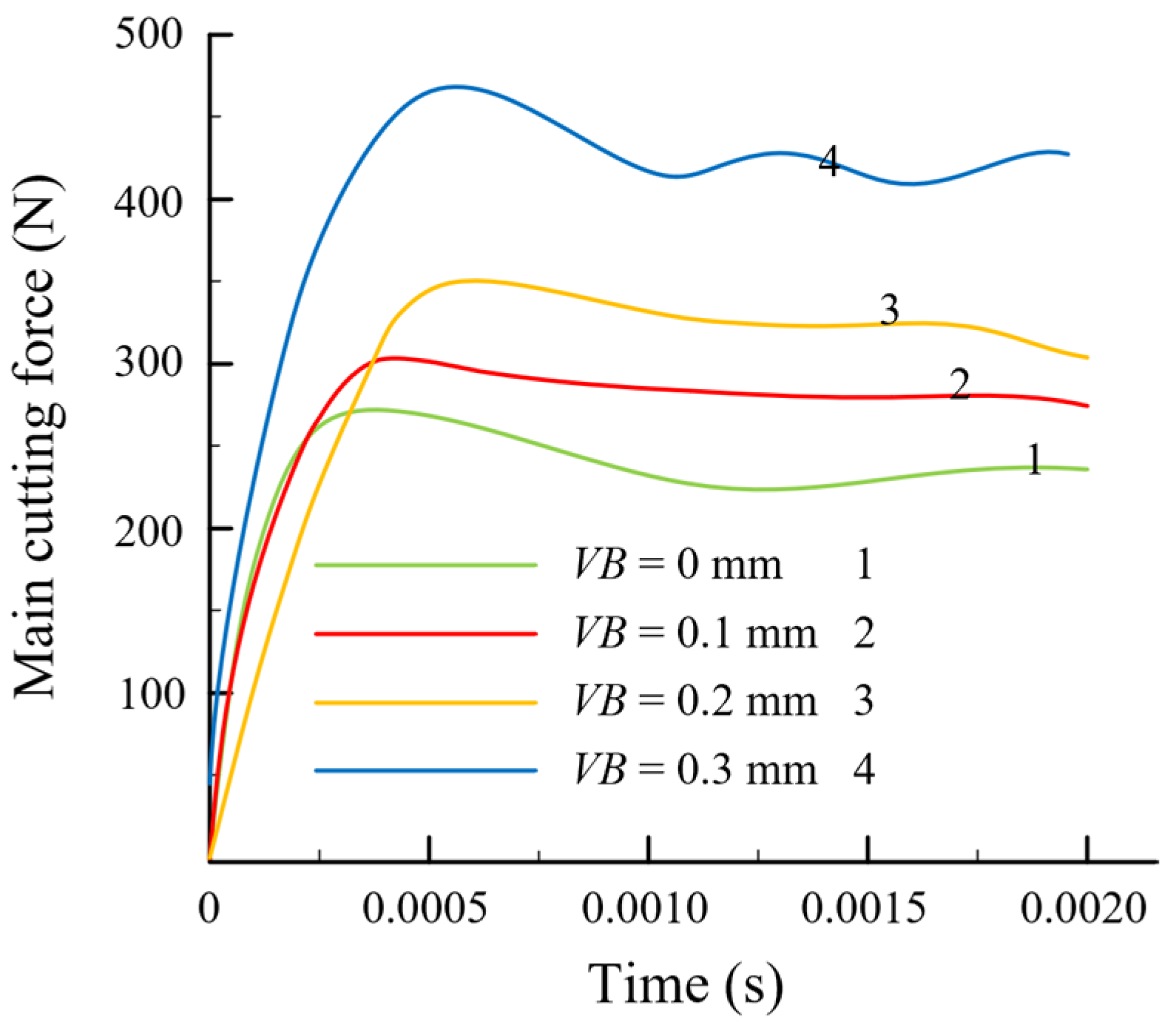
2.2.1. Analysis of Cutting Force Simulation Results
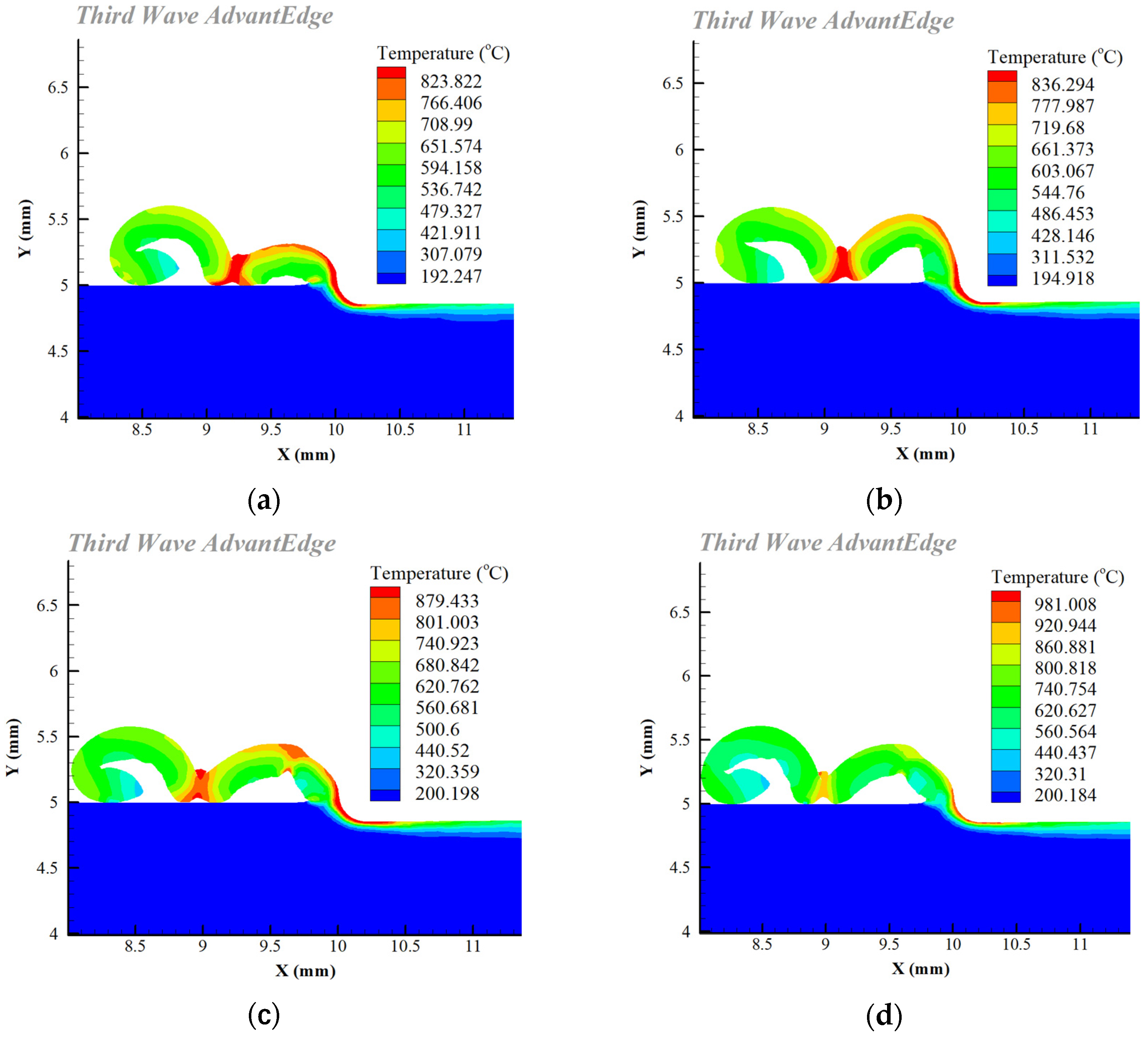
2.2.2. Analysis of Cutting Temperature Simulation Results
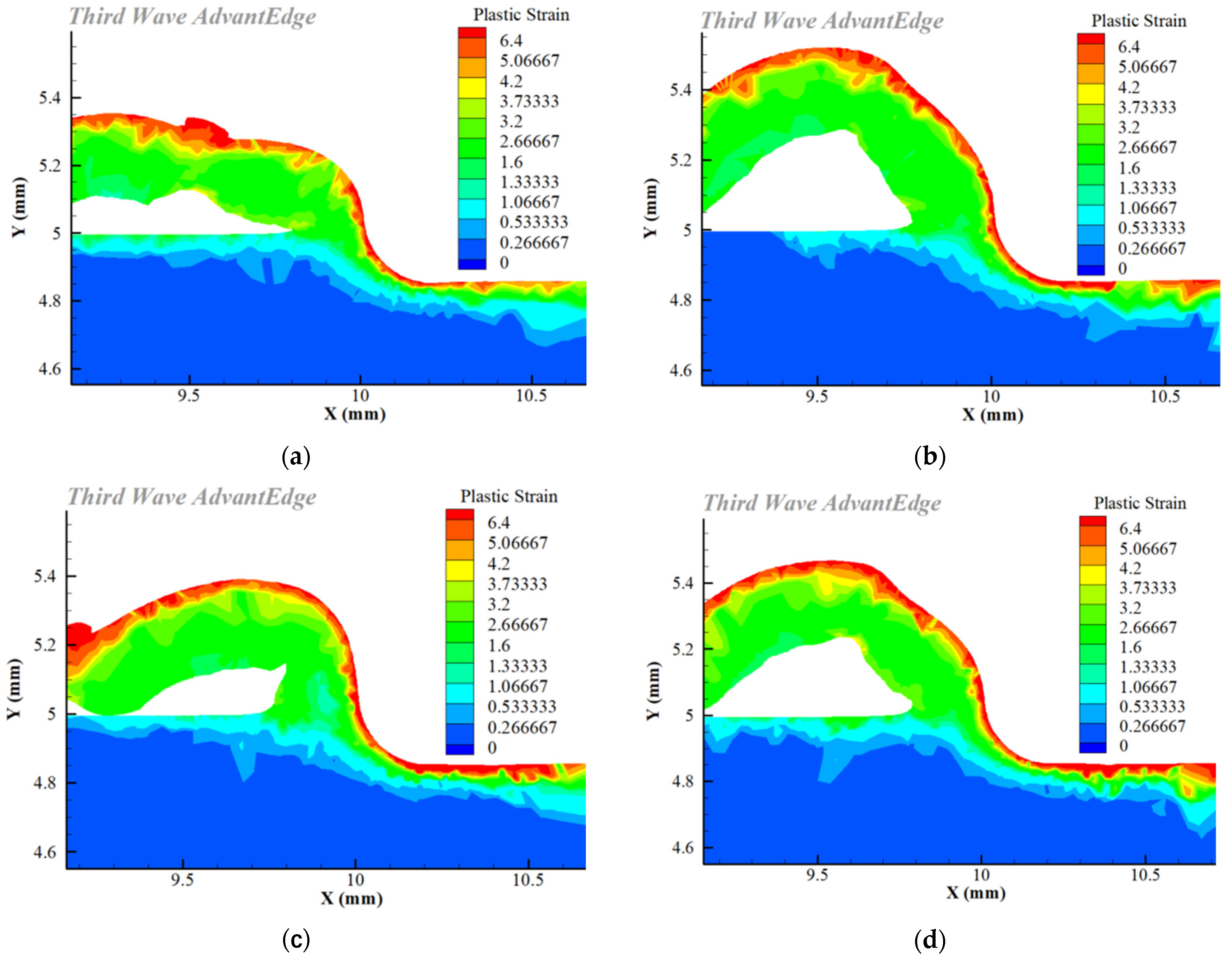
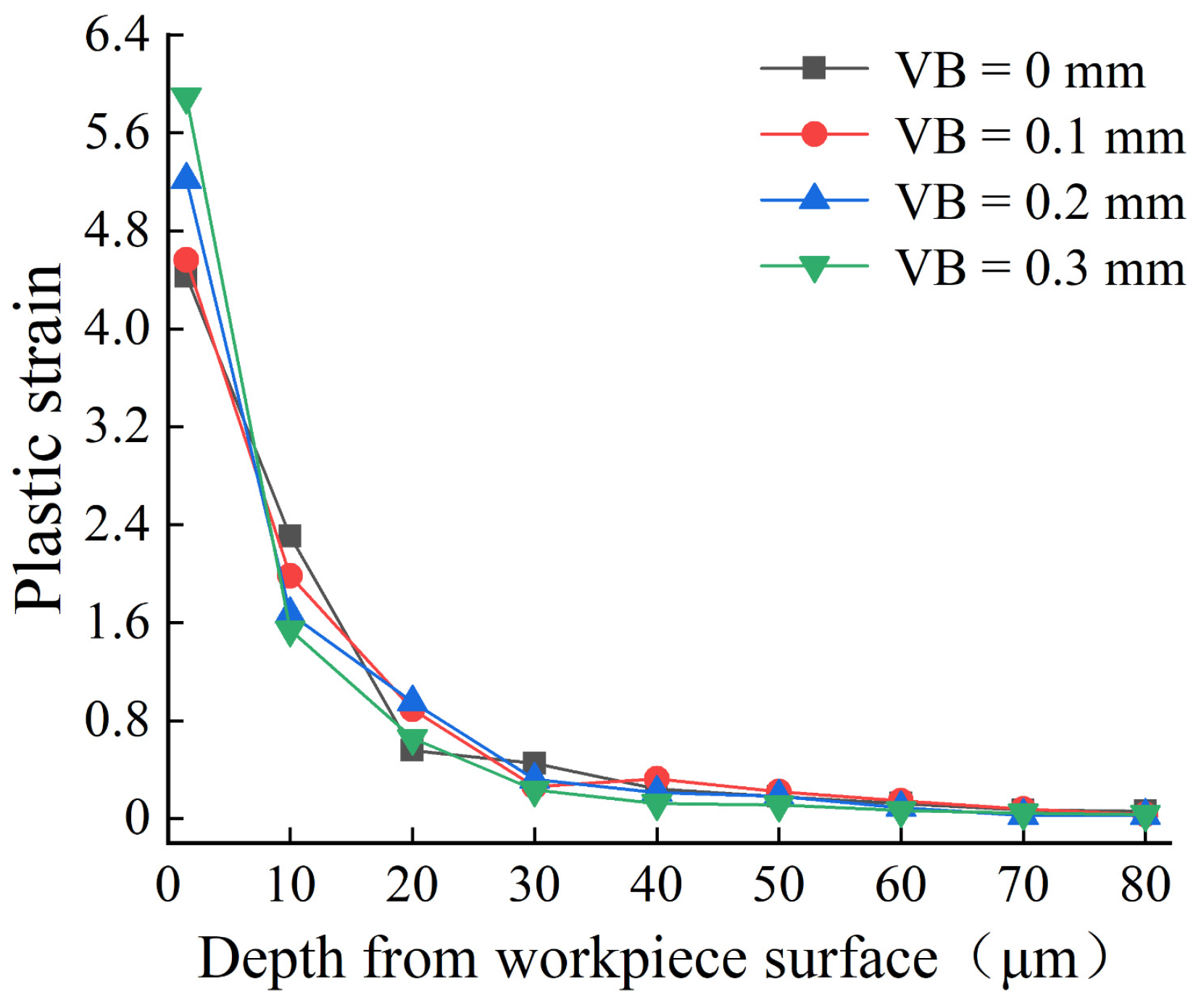
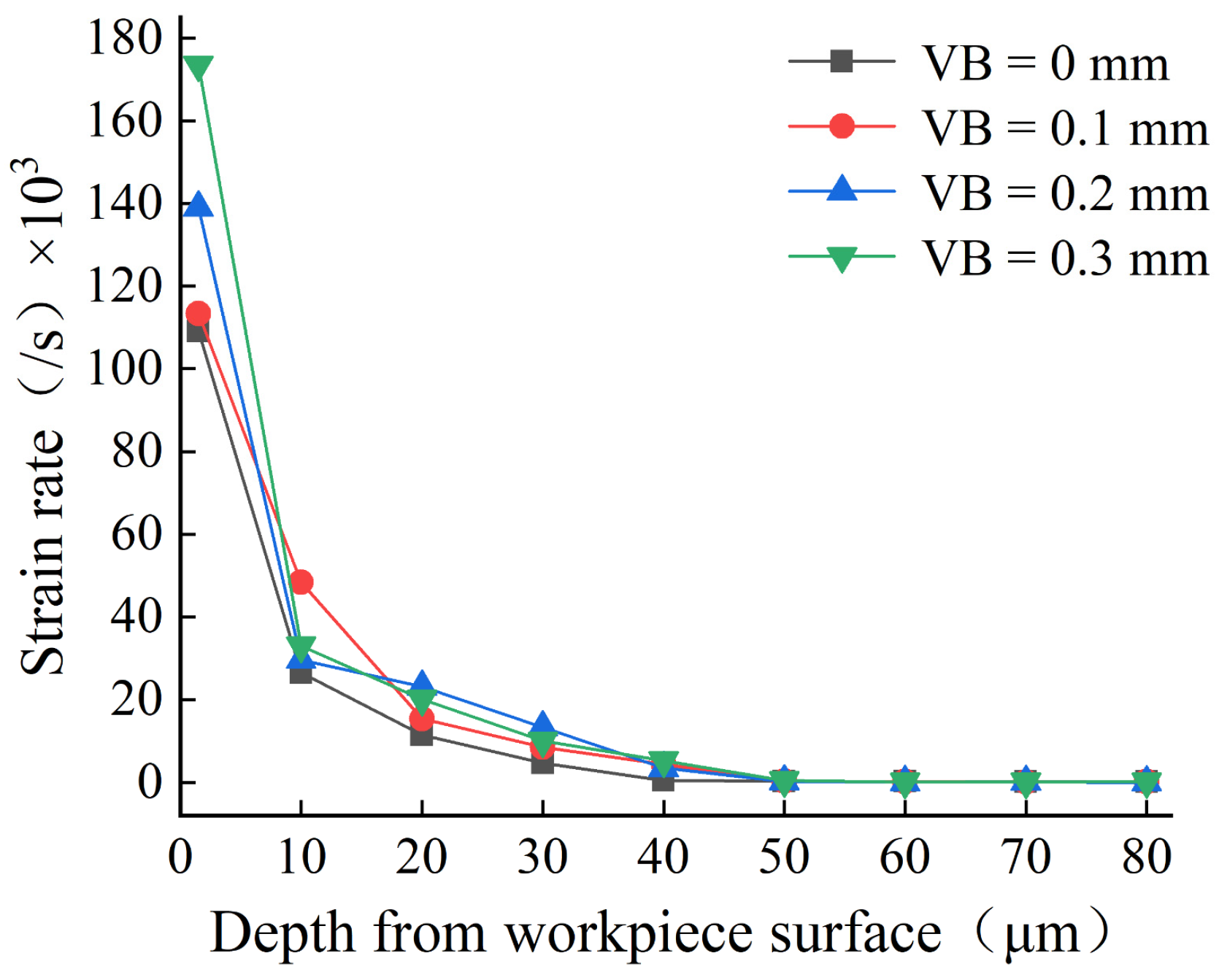
2.2.3. Simulation Results for the Strain Field
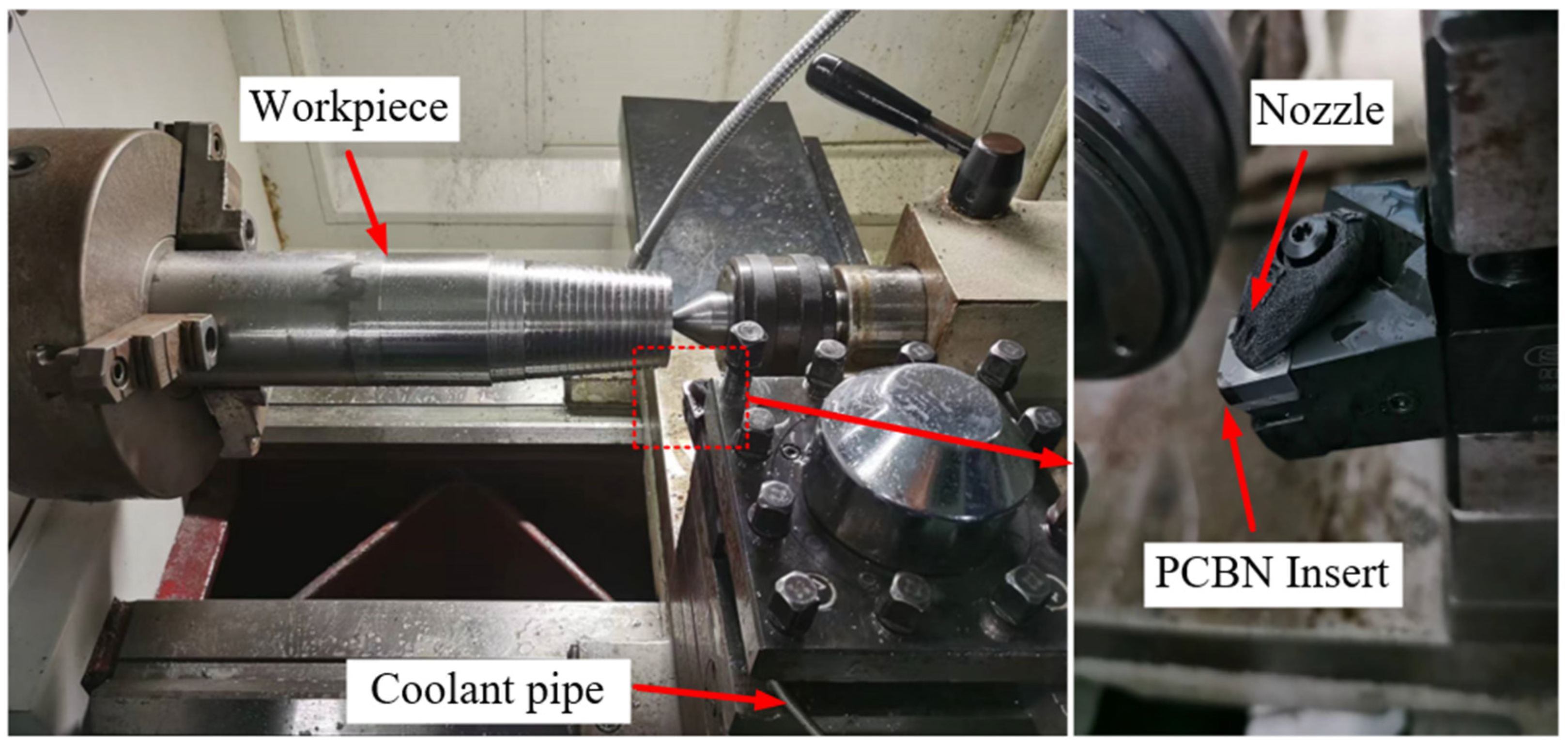
3. Experiment on Cutting GH4169 with a PCBN Tool under High-Pressure Cooling
3.1. Experiment Conditions
3.2. Experiment Schemes
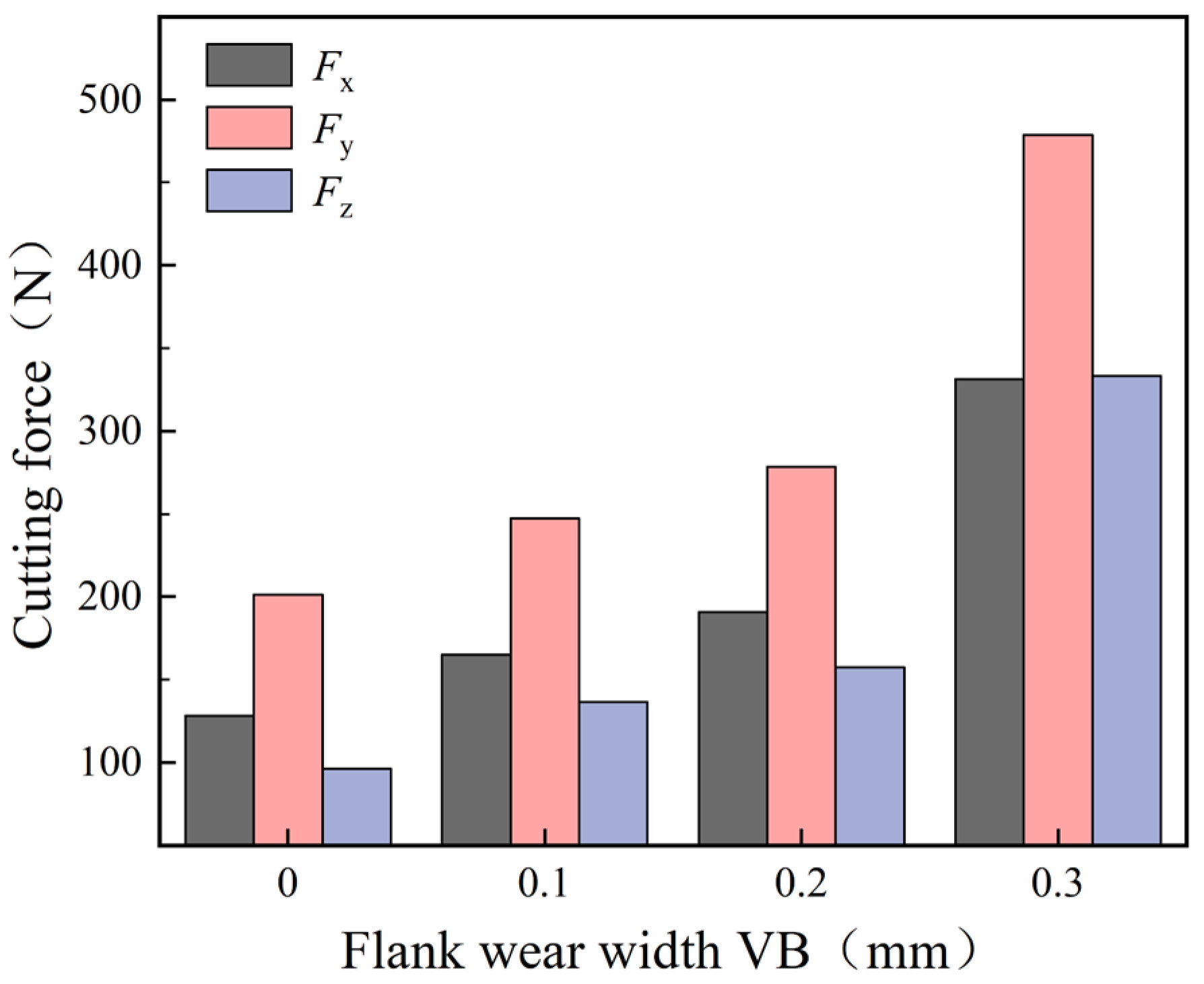
3.3. Experiment Results
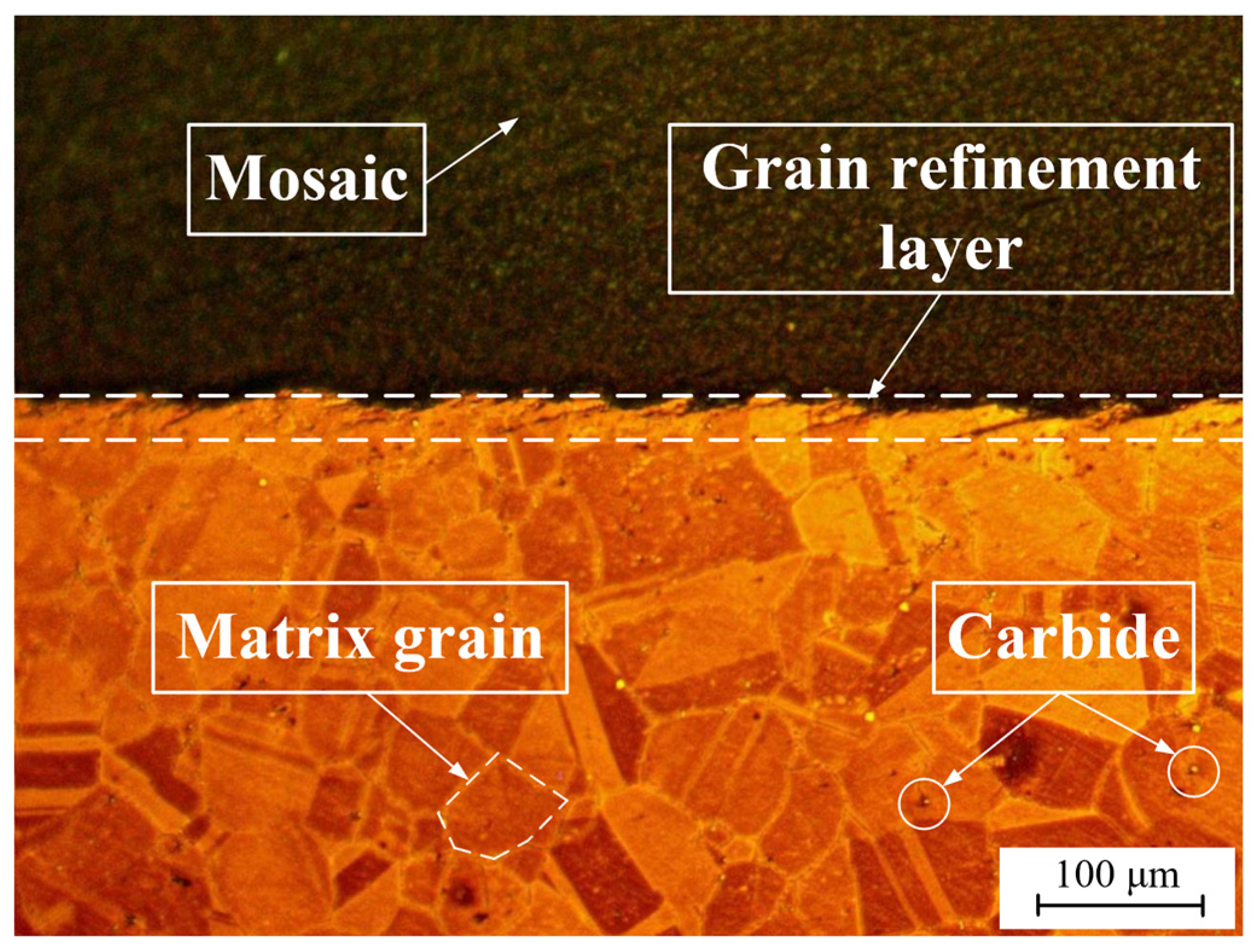
4. Influence of Flank Wear on the Metamorphic Layer Thickness
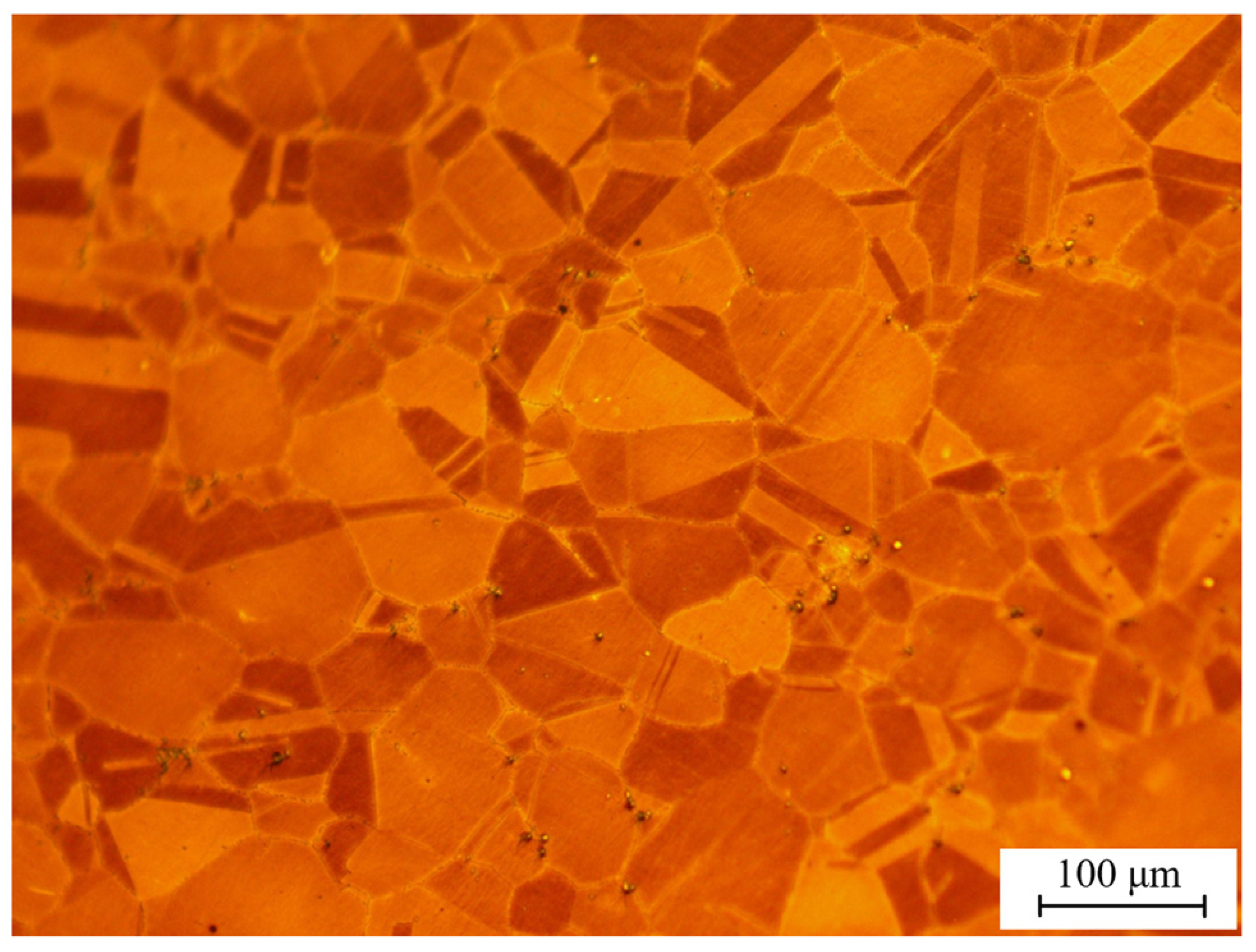
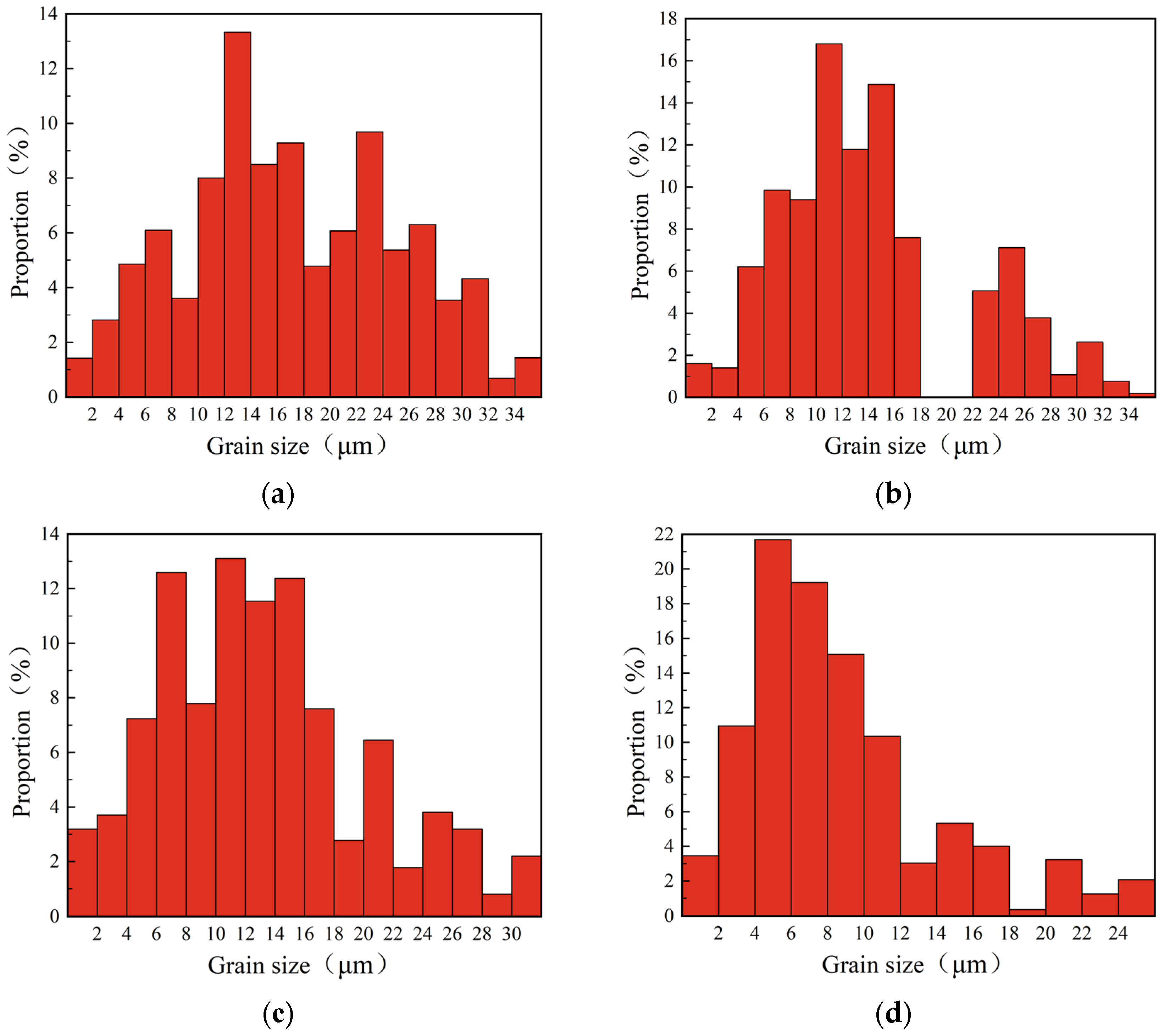
5. Influence of Flank Wear on the Grain Morphology and Grain Size
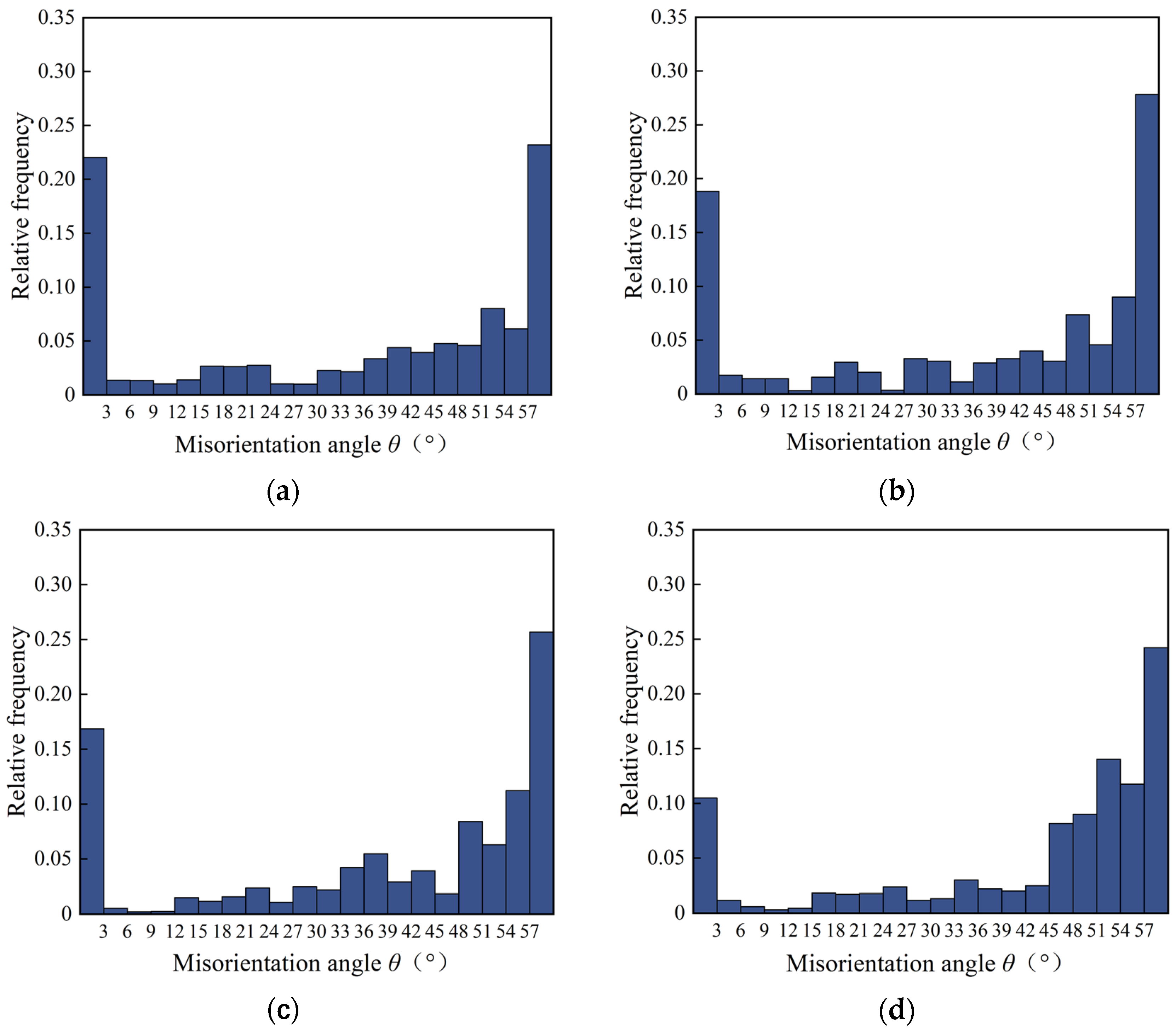
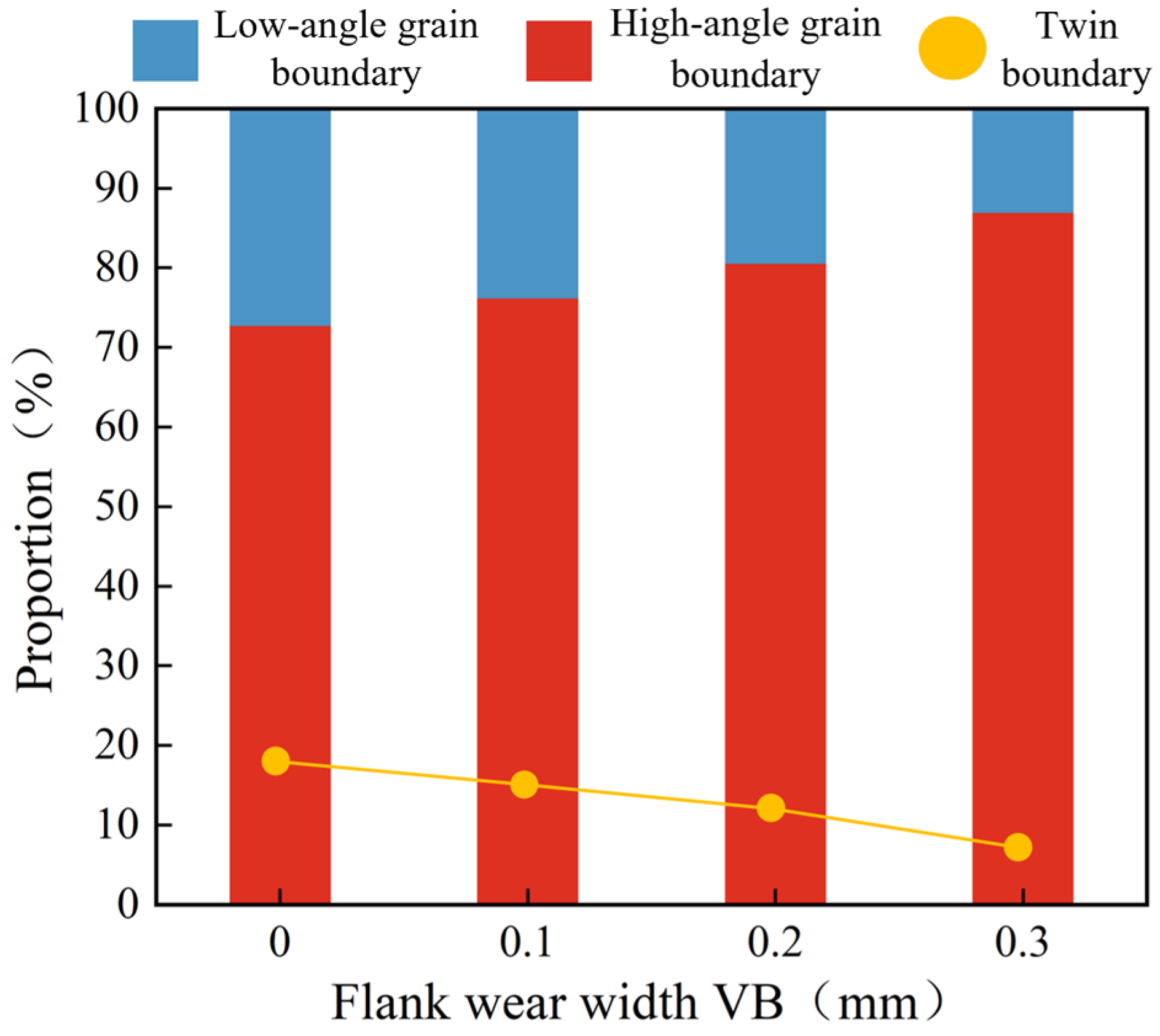
6. Influence of Flank Wear on the Grain Boundary Misorientation
7. Conclusions
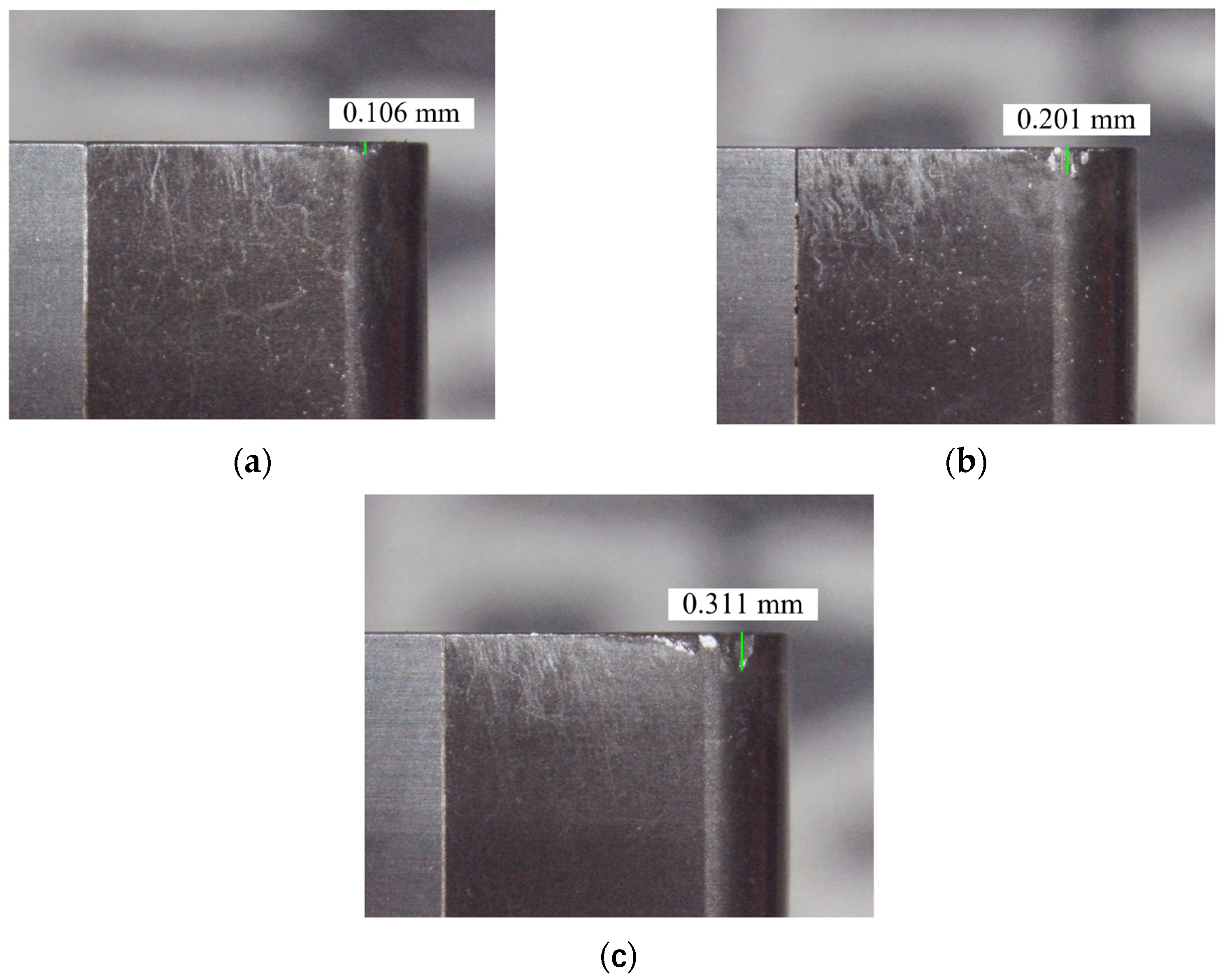
- Through simulation of the turning process, it was discovered that increasing the flank wear width improved the cutting force, cutting temperature, plastic strain, and strain rate, and the plastic deformation layer was thicker. In the cutting experiment, when VB was 0.3 mm, the Fx increased by 203 N, the tangential Fy increased by 277 N, and the radial Fz increased by 237 N. In addition, the relative error between the experimental results and the simulation results of cutting force was less than 15%, which proved the reliability of the simulation.
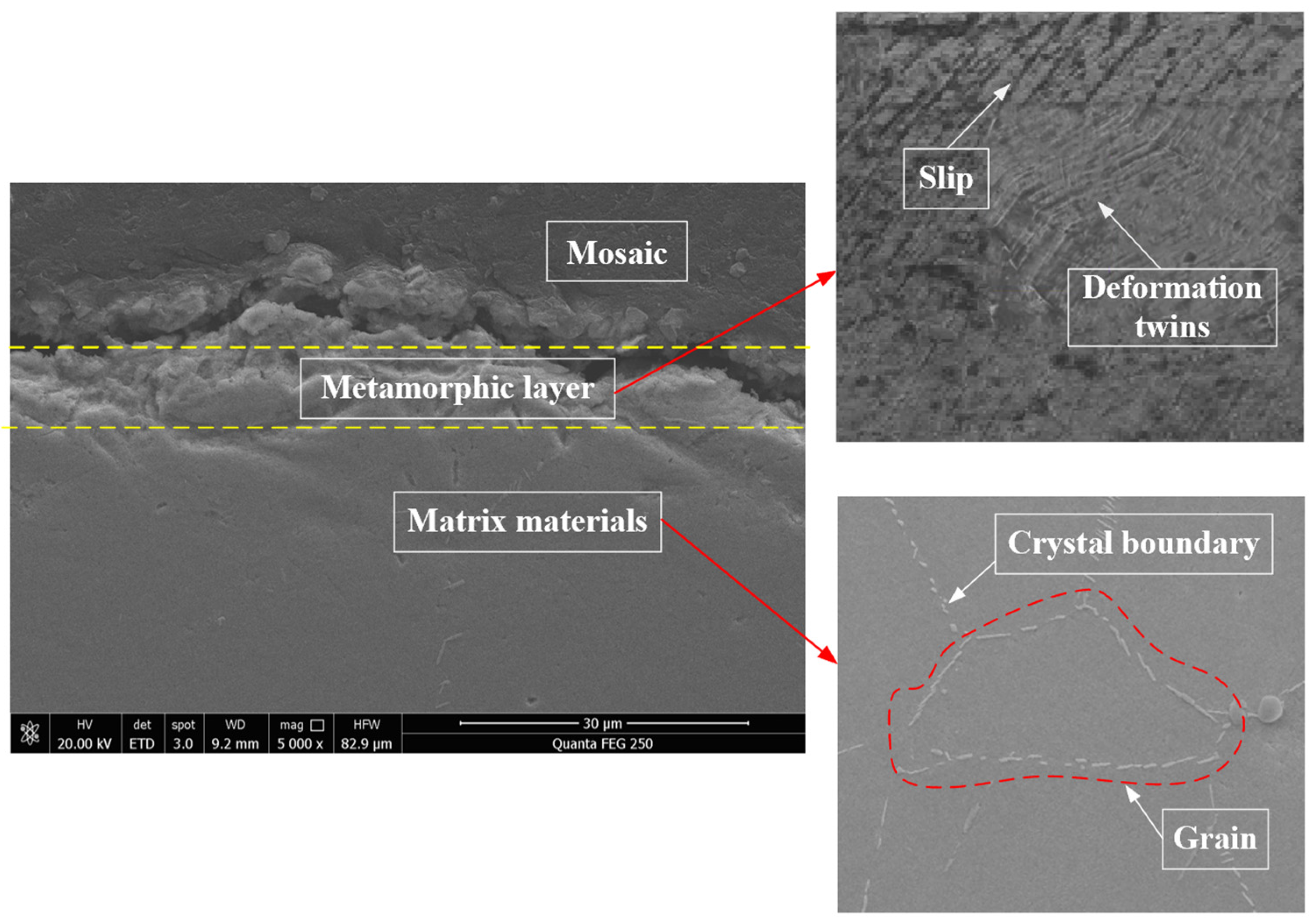
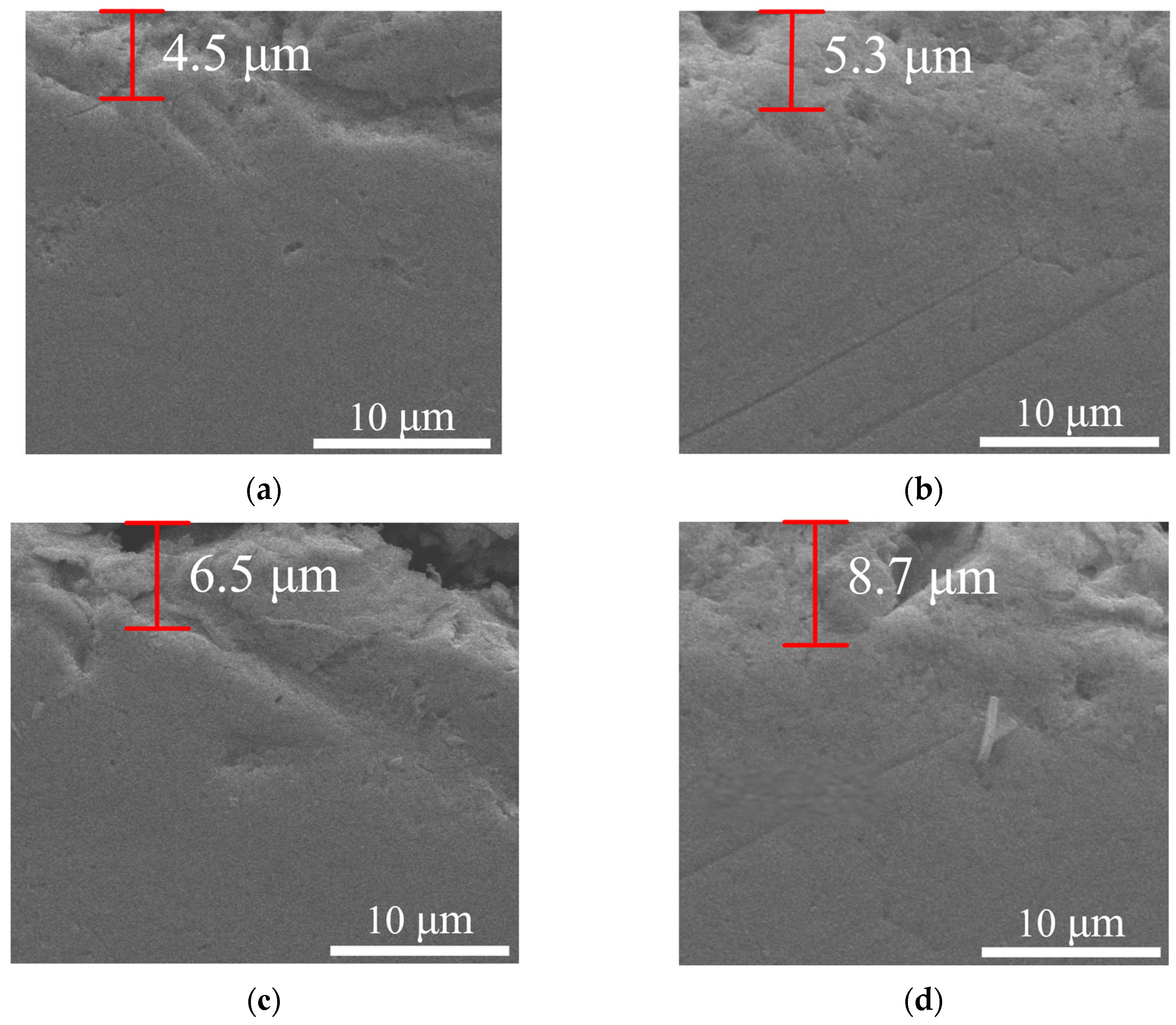
- In the metamorphic layer, the grains were broken, the grain boundaries were blurred, and there were deformation twins. With the increase of flank wear, the thickness of the metamorphic layer increased from 4.5 μm to 8.7 μm.
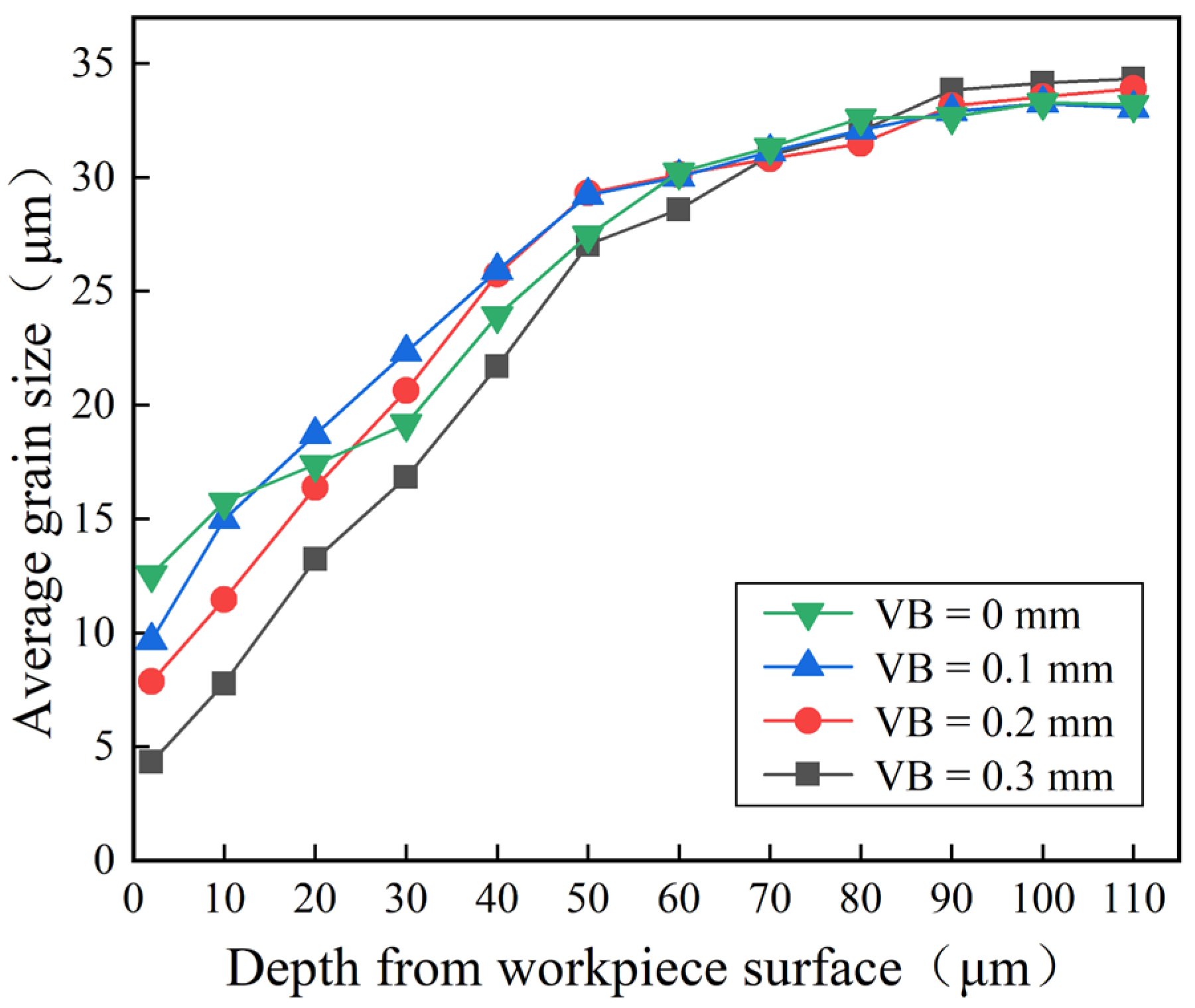
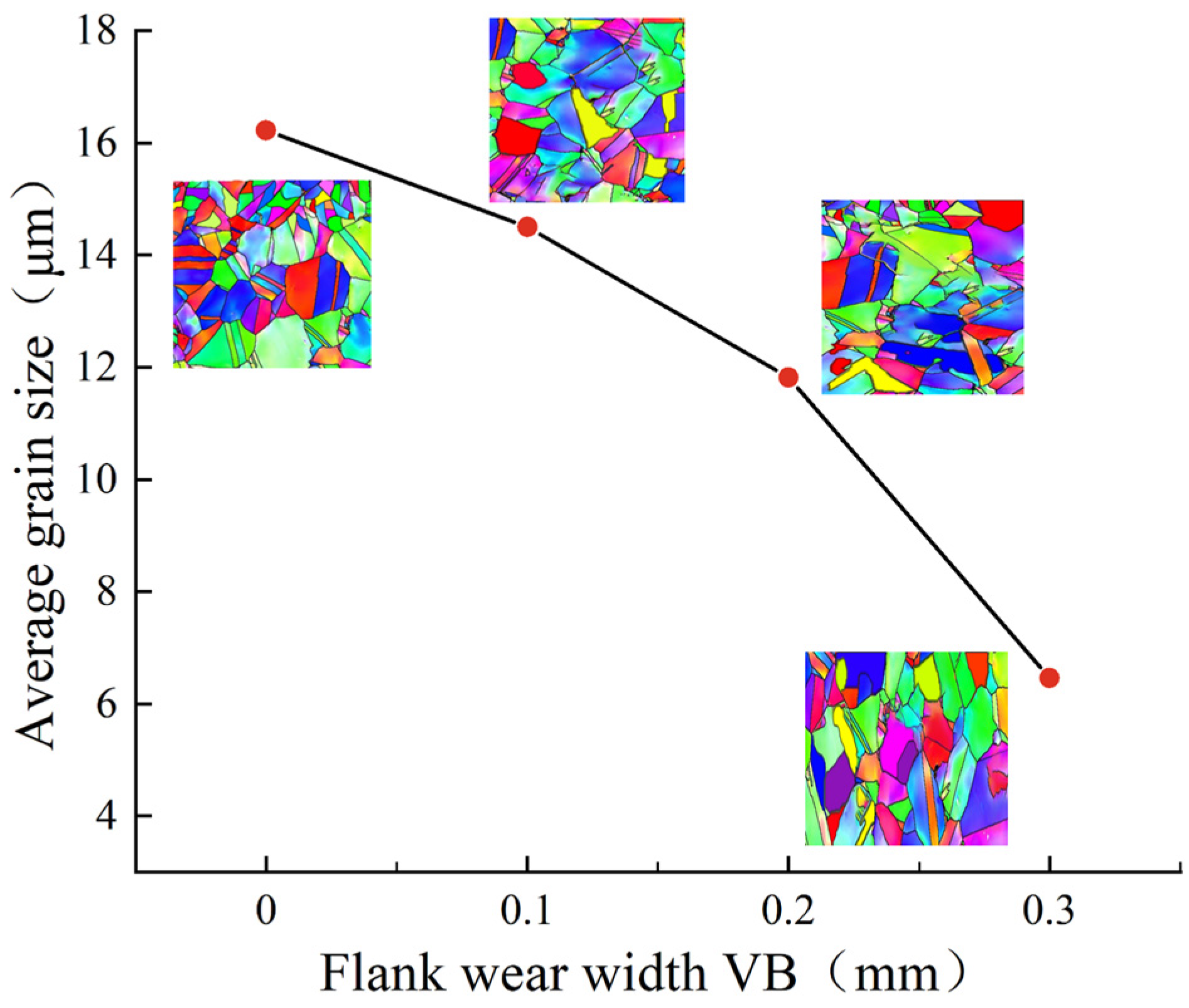
- The average grain size of the cutting surface became larger through the sectional depth of the workpiece. When the flank wear width was 0 mm, 0.1 mm, 0.2 mm, and 0.3 mm, the average grain size in the cutting metamorphic layer was 16.22 μm, 14.50 μm, 11.82 μm, and 6.46 μm; the proportion of grains with a size less than 16 μm was 44.40%, 68.92%, 64.64%, and 74.71%; the average grain boundary misorientation was 34.47°, 36.26°, 38.84°, and 43.93°; the percentage of high-angle grain boundaries was 72.84%, 76.26%, 80.67%, and 87.01%; and the proportion of twin grain boundaries was 18.43%, 15.56%, 12.82%, and 8.65%, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, W. Hot deformation behavior and recrystallization model of GH4169 nickel-base superalloy. Mater. Mech. Eng. 2020, 44, 87–91+98. [Google Scholar] [CrossRef]
- Du, S.G.; Jiang, Z.; Zhang, D.H.; Wang, Z.B.; Li, N. Microstructure of plastic deformation layer on grinding surface of GH4169 alloy. J. Mech. Eng. 2015, 51, 6. [Google Scholar] [CrossRef]
- Chen, H.; Dong, J.L.; Chen, X.; Wu, G.H.; Zhou, Z.G. Multi-parameter ultrasonic evaluation method for grain size of GH4169. J. Mech. Eng. 2018, 54, 18–26. [Google Scholar] [CrossRef]
- Jiang, T.; Liu, X.L.; Tao, C.H.; Fan, J.J. Present situation and prospect of failure analysis of chinese aviation industry. In Proceedings of the National Conference on Failure Analysis in 2015, Beijing, China, 9 October 2015. [Google Scholar]
- Wu, M.Y.; Zhang, Y.L.; Cheng, Y.N.; Zhang, J.Y.; Chu, W.X. Analysis of residual stress and forming mechanism of the modified layer in cutting superalloy surface by PCBN tool under high-pressure cooling. J. Mech. Eng. 2022, 58, 231–243. [Google Scholar]
- Schlauer, C.; Odén, M. Residual stress evolution and near surface microstructure after turning of the nickel-based superalloy Inconel 718. Int. J. Mater. Res. 2022, 96, 385–392. [Google Scholar]
- Zhang, P.; Zhang, Q.; Fang, Y.X.; Yue, X.J.; Yu, X. Research on the mechanism of surface damage of Ni-based high-temperature alloy GH4169 based on nano-cutting. Vacuum 2021, 192, 110439. [Google Scholar] [CrossRef]
- Nasralla, K.; Shihab, S.K.; Mahmoud, A.K.; Gattmah, J. Estimation of induced residual stresses and corrosion behavior of machined Inconel 718 superalloy: 3D-FE simulation and optimization. Int. J. Comput. Mater. Sci. Eng. 2022, 11, 2150028. [Google Scholar] [CrossRef]
- Gürbüz, H.; Baday, Ş. Milling Inconel 718 workpiece with cryogenically treated and untreated cutting tools. Int. J. Adv. Manuf. Technol. 2021, 116, 3135–3148. [Google Scholar] [CrossRef]
- Peng, H.C.; Tang, W.C.; Xing, Y.; Xing, Y.; Zhou, X. Semi-Empirical prediction of turned surface residual stress for Inconel 718 grounded in experiments and finite element simulations. Materials 2021, 14, 3937. [Google Scholar] [CrossRef]
- de Souza, R.R.; de Paiva, R.L.; Machado, A.R.; de Silva, R.B. Analysis of temperature and surface finish of Inconel 718 during grinding utilizing different grinding wheels. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 249. [Google Scholar] [CrossRef]
- Le, G.; Rachele, B.; Stefania, B.; Andrea, G.; Ning, H. Surface integrity evaluation when turning Inconel 718 alloy using sustainable lubricating-cooling approaches. Int. J. Precis. Eng. Manuf. Green Technol. 2021, 9, 25–42. [Google Scholar]
- Frifita, W.; Ben, S.S.; Haddad, A.; Yallese, M.A. Optimization of machining parameters in turning of Inconel 718 Nickel-base super alloy. Mech. Ind. 2020, 21, 203. [Google Scholar] [CrossRef]
- Mickael, R.; Christophe, C.; Mohamed, S.; Jean-Phillipe, C.; Gérard, P. Microstructural investigations of the white and deformed layers close to the turned surface of Ti-6Al-4V. Metall. Mater. Trans. 2017, 48, 389–402. [Google Scholar]
- López, D.L.; Pérez-Bilbatua, J.; Sánchez, J.A. Using high pressure coolant in the drilling and turning of low machinability alloys. Int. J. Adv. Manuf. Technol. 2000, 16, 85–91. [Google Scholar]
- Suárez, A.; Veiga, F.; López, D.L.; Polvorosa, R.; Wretland, A. An investigation of cutting forces and tool wear in turning of Haynes 282. J. Manuf. Process. 2019, 37, 529–540. [Google Scholar] [CrossRef]
- Suárez, A.; López, D.L.; Polvorosa, R.; Veiga, A.F.; Wretland, A. Effects of high-pressure cooling on the wear patterns on turning inserts used on alloy IN718. Mater. Manuf. Process. 2017, 32, 678–686. [Google Scholar] [CrossRef]
- Polvorosa, R.; Suárez, A.; López, D.L.; Cerrillo, A.I.; Wretland, F.V. Tool wear on nickel alloys with different coolant pressures: Comparison of Alloy 718 and Waspaloy. J. Manuf. Process. 2017, 26, 44–56. [Google Scholar] [CrossRef]
- Zydrunas, V.; Knut, S. Effect of high-pressure cooling on life of SiAlON tools in machining of Inconel 718. Int. J. Adv. Manuf. Technol. 2011, 54, 83–92. [Google Scholar]
- Yusuf, K.; Armin, G.; Melih, O. Experimental and Numerical Study of Chip Formation in Orthogonal Cutting of Ti-5553 Alloy: The Influence of Cryogenic, MQL, and High Pressure Coolant Supply. Int. J. Adv. Manuf. Technol. 2018, 94, 1411–1428. [Google Scholar]
- Oliveira, A.R.F.; da Silva, L.R.R.; Baldin, V.; Fonseca, M.P.C.; Silva, R.B.; Machado, A.R. Effect of tool wear on the surface integrity of Inconel 718 in face milling with cemented carbide tools. Wear 2021, 476, 203752. [Google Scholar] [CrossRef]
- Kong, J.X.; Hu, K.; Xia, Z.H.; Li, L. Effects of Tool Wear on Surface Integrity of Pure Iron Material Under Finish Turning. J. S. China Univ. Technol. 2016, 44, 74–80. [Google Scholar]
- Zhang, G.; To, S.; Zhang, S. Evaluation for tool flank wear and its influences on surface roughness in ultra-precision raster fly cutting. Int. J. Mech. Sci. 2016, 118, 125–134. [Google Scholar] [CrossRef]
- Xie, X.Y.; Zhu, H.Y.; Zhang, Y.X. Influence of tool wear on machining surface integrity of GH4169. Iron Steel 2023. [Google Scholar]
- Yao, C.F.; Luo, J.X.; Tan, J.; Cui, M.C.; Zhang, Y.F. Effect of Carbide Tool Wear on the Surface Integrity of Ti60 Milling. Cem. Carbides 2022, 39, 364–371. [Google Scholar]
- Gaurav, B.; Choudhury, S.K. Effect of tool wear on white layer thickness and subsurface hardness on hard turned EN31 steel. Int. J. Mach. Mach. Mater. 2016, 18, 483–500. [Google Scholar]
- Xu, J.Y.; Huang, X.H.; Chen, M.; An, Q.L. Finite Element Study on Effects of Tool Wear Patterns on the Machining Process of Ti6Al4V. Aeronaut. Manuf. Technol. 2020, 63, 14–21. [Google Scholar]
- Zhang, H.Y. Finite Element Simulation Study on Effect of PCBNTool Wear on Cutting Process. Tool Eng. 2017, 51, 40–43. [Google Scholar]
- Feng, Z.B.; Jiao, F.; Tong, J.L. Finite element simulation of the influence of tool wear on ultrasonic longitudinal-torsional milling characteristics. In Proceedings of the Second International Conference on Cutting Simulation and Manufacturing Technology, Beijing, China, 16 September 2018. [Google Scholar]
- Attanasio, A.; Umbrello, D.; Cappellini, C.; Rotella, G.; M’Saoubi, R. Tool wear effects on white and dark layer formation in hard turning of AISI 52100 steel. Wear 2012, 286–287, 98–107. [Google Scholar] [CrossRef]
- Ren, X.P.; Liu, Z.Q. Microstructure refinement and work hardening in a machined surface layer induced by turning Inconel 718 super alloy. Int. J. Miner. Metall. Mater. 2018, 25, 937–949. [Google Scholar] [CrossRef]
- Rachid, M.S.; Tommy, L.; José, O.; Yang, G. Surface integrity analysis of machined Inconel 718 over multiple length scales. CIRP Ann. Manuf. Technol. 2012, 61, 99–102. [Google Scholar]
- Hines, J.A.; Vecchio, K.S. Recrystallization Kinetics within Adiabatic Shear Bands. Acta Mater. 1997, 45, 635–649. [Google Scholar] [CrossRef]
- Hou, J.; Wang, J.Q.; Ke, W. EBSD study on the change of grain boundary orientation difference of nickel-based alloy after cold working. In Proceedings of the Second National Conference on Backscattered Electron Diffraction (EBSD) Technology and Its Applications, Baotou, China, 20–22 August 2007. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Workpiece Height (mm) | Workpiece Length (mm) | Cutting Edge Radius (mm) | Rake Angle | Relief Angle | Rake Length (mm) | Relief Length (mm) |
|---|---|---|---|---|---|---|
| 5 | 10 | 0.8 | 6° | −6° | 3 | 3 |
| Minimum element size (mm) | Maximum element size (mm) | Mesh Grading | Cutting speed (m/min) | Feed rate (mm/r) | Cutting depth (mm) | Coolant pressure (bar) |
| 0.1 | 1 | 0.5 | 160 | 0.15 | 0.3 | 50 |
| Ni | Cr | Nb | Mo | Ti | Al | Si | Co | Mn | Cu | C | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 53.22 | 19.08 | 5.13 | 3.17 | 1.12 | 0.43 | 0.13 | 0.11 | 0.05 | 0.05 | 0.035 | other |
| Hardness HB (N/mm2) | Impact Toughness ak (MJ/m2) | Density ρ (kg/m3) | Shrinkage Ratio ψ (%) | Tensile Strength σb (MPa) | Yield Strength σ0.2 (MPa) | Elongation δs (%) |
|---|---|---|---|---|---|---|
| 410~420 | 348 | 8438 | 45.5 | 1376 | 1152 | 19 |
| Insert Shape | Tool Tip Angle | Tool Edge Radius (mm) | Effective Cutting Edge Length (mm) | Diameter of Inscribed Circle (mm) | Clearance Angle | Thickness (mm) |
|---|---|---|---|---|---|---|
| Rhombus | 80° | 0.8 | 3 | 12.7 | 0° | 4.76 |
| Serial Number | Flank Wear Width VB (mm) | Cutting Parameters |
|---|---|---|
| 1 | 0 | vc = 160 m/min, f = 0.15 mm/r, ap = 0.3 mm, P = 50 bar |
| 2 | 0.1 | |
| 3 | 0.2 | |
| 4 | 0.3 |
| Serial Number | Flank Wear Width VB (mm) | Experimental Results | Simulation Results Fy (N) | Relative Error (%) | ||
|---|---|---|---|---|---|---|
| Axial Force Fx (N) | Tangential Force Fy (N) | Radial Force Fz (N) | ||||
| 1 | 0 | 128.3 | 201.2 | 96.36 | 225.89 | 12.27 |
| 2 | 0.1 | 165.1 | 247.22 | 136.56 | 269.14 | 8.89 |
| 3 | 0.2 | 190.65 | 278.5 | 157.38 | 306.92 | 10.21 |
| 4 | 0.3 | 331.18 | 478.69 | 333.38 | 443.52 | −7.35 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, M.; Wu, M.; Xu, J.; Cheng, Y. Influence of Flank Wear on the Microstructure Characteristics of the GH4169 Metamorphic Layer under High-Pressure Cooling. Materials 2023, 16, 2944. https://doi.org/10.3390/ma16082944
Wei M, Wu M, Xu J, Cheng Y. Influence of Flank Wear on the Microstructure Characteristics of the GH4169 Metamorphic Layer under High-Pressure Cooling. Materials. 2023; 16(8):2944. https://doi.org/10.3390/ma16082944
Chicago/Turabian StyleWei, Min, Mingyang Wu, Jiamiao Xu, and Yaonan Cheng. 2023. "Influence of Flank Wear on the Microstructure Characteristics of the GH4169 Metamorphic Layer under High-Pressure Cooling" Materials 16, no. 8: 2944. https://doi.org/10.3390/ma16082944