
Influence of Vanadium Micro-Alloying on the Microstructure of Structural High Strength Steels Welded Joints

 , , ,
, , ,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
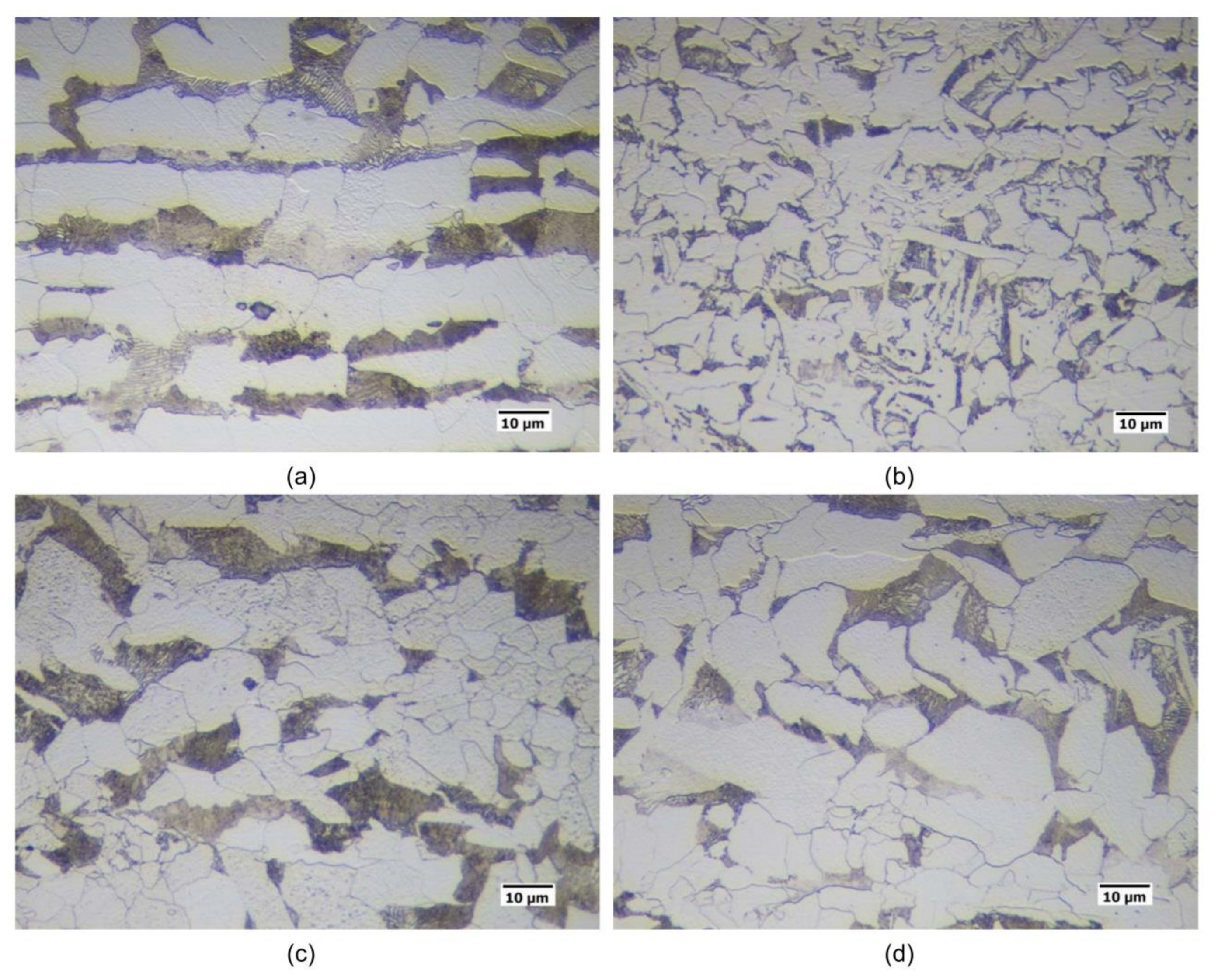
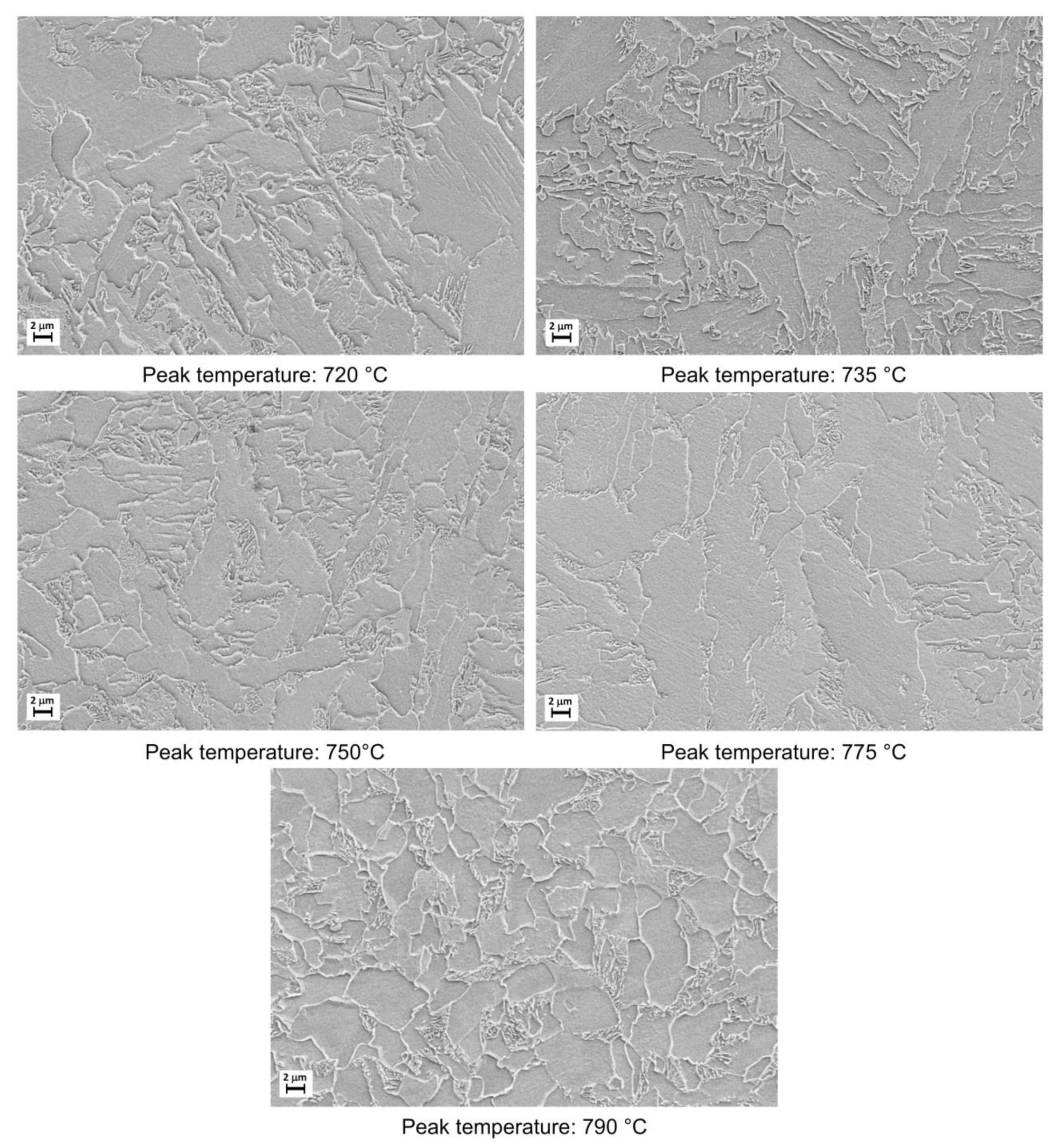
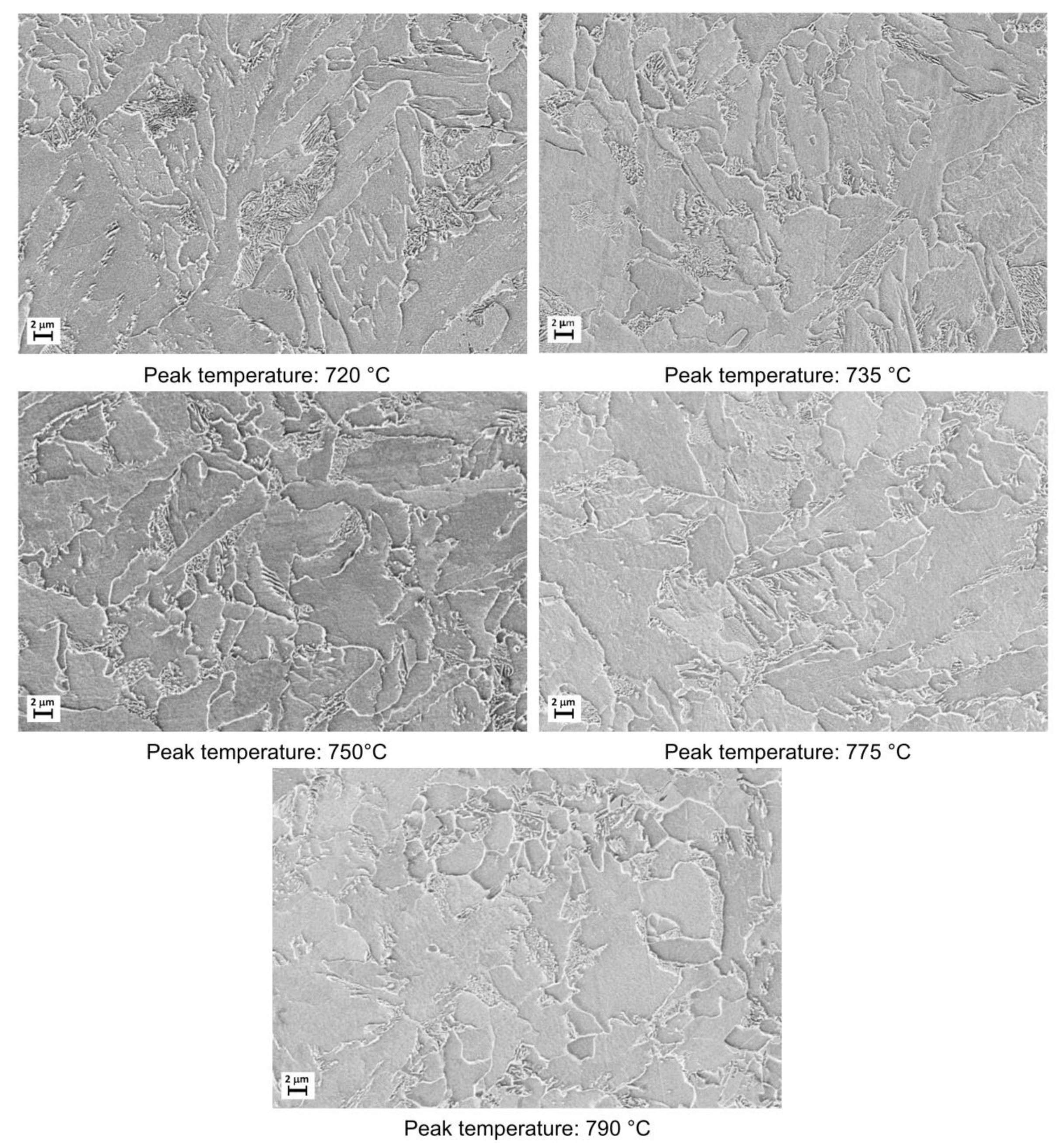
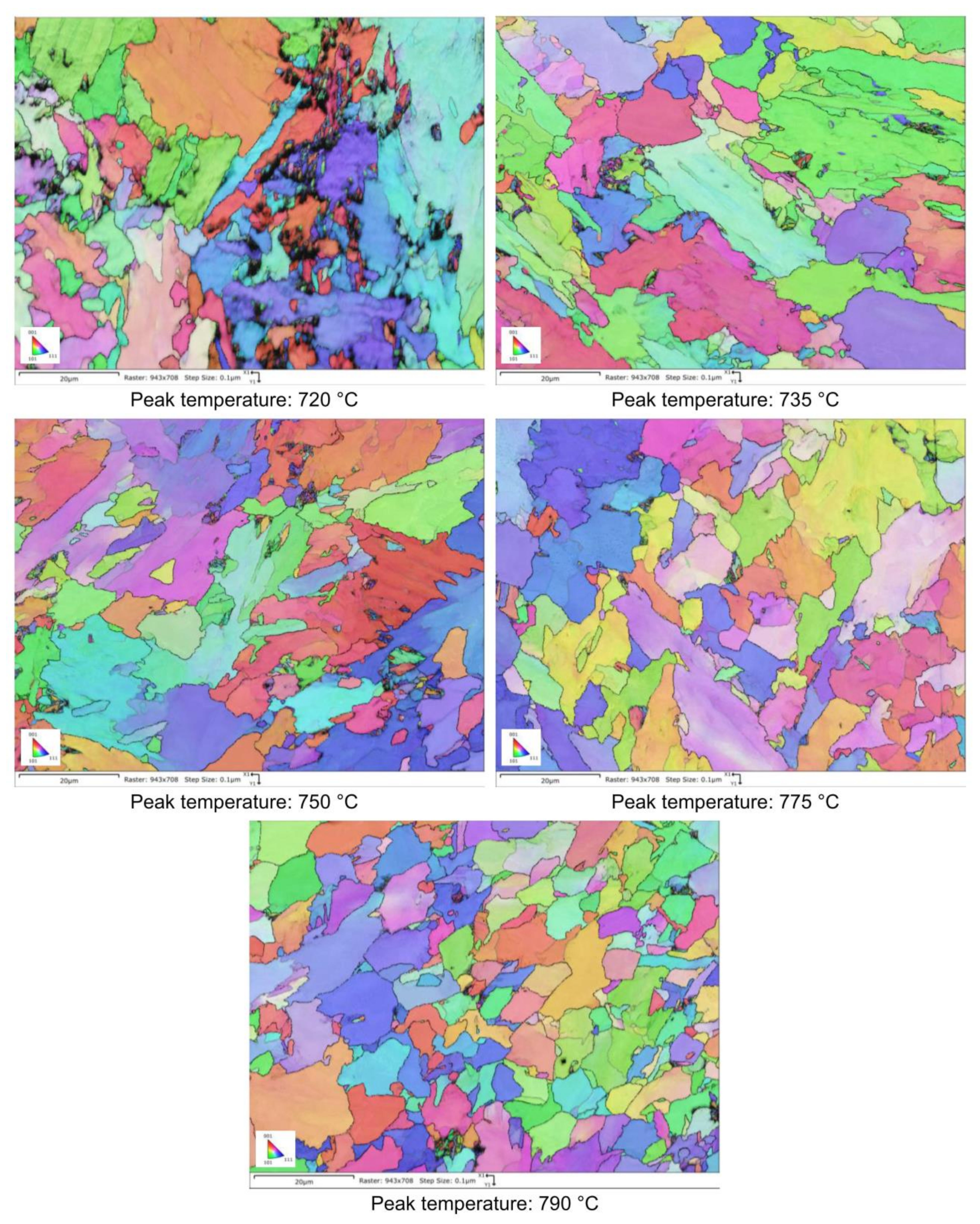
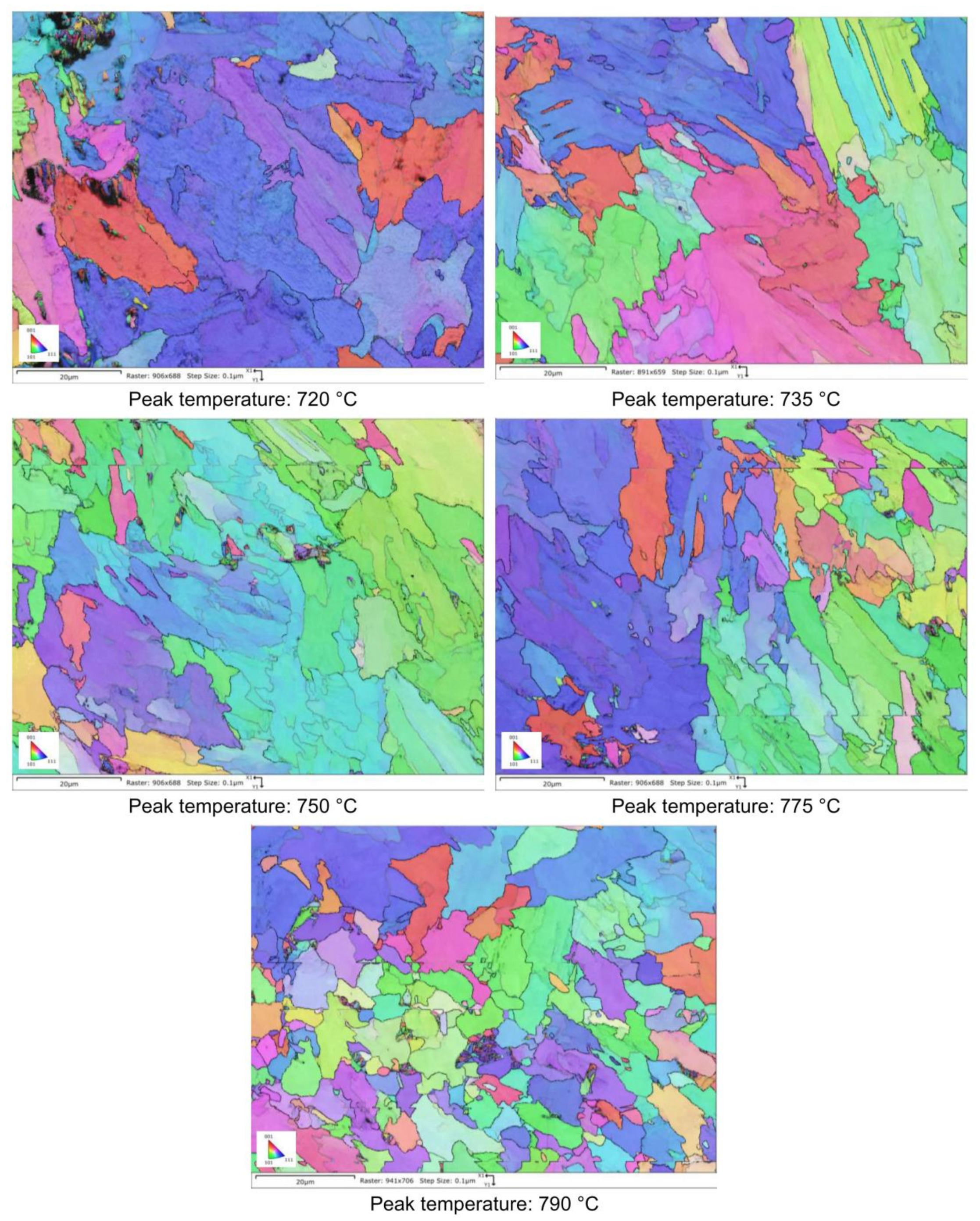
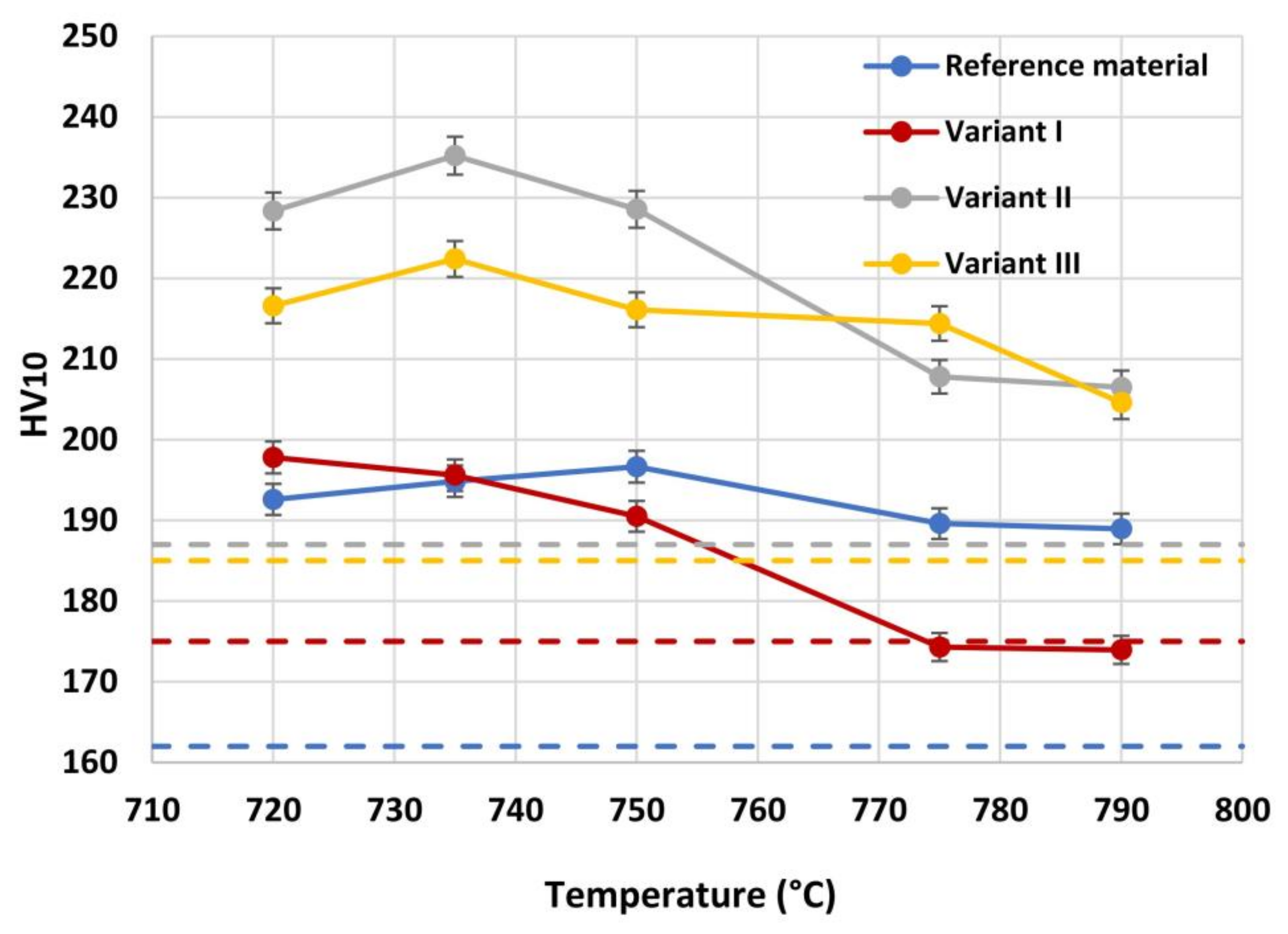
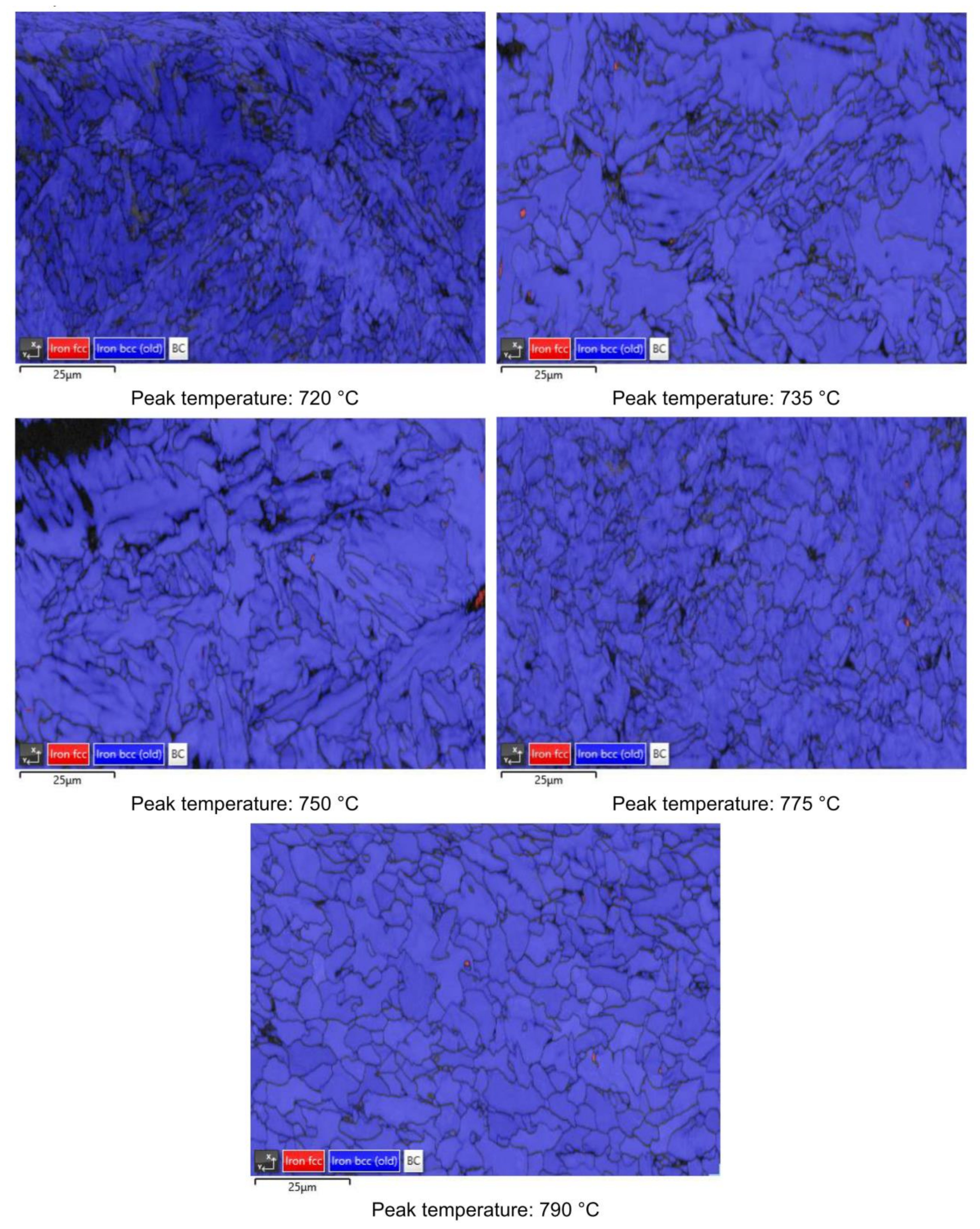
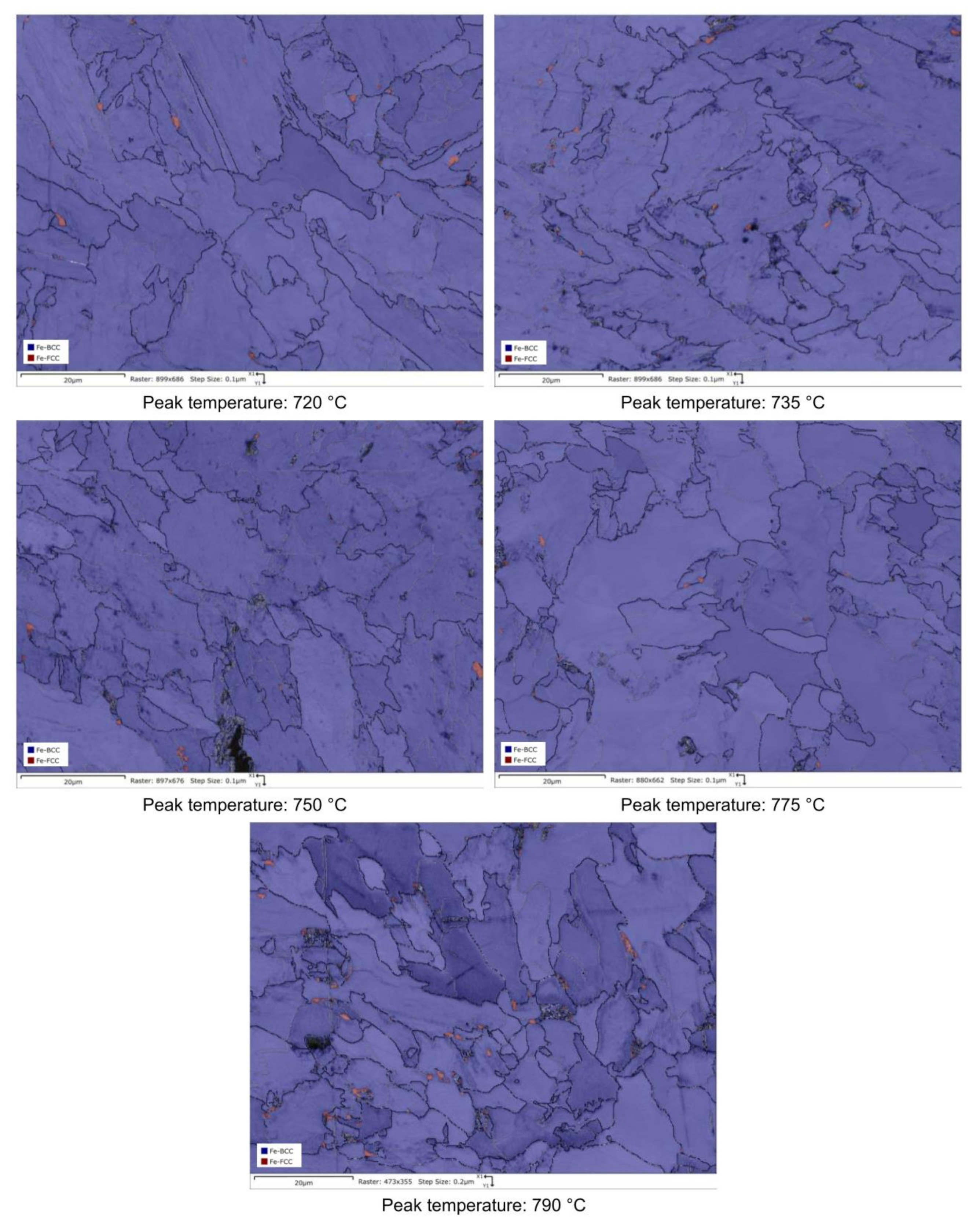
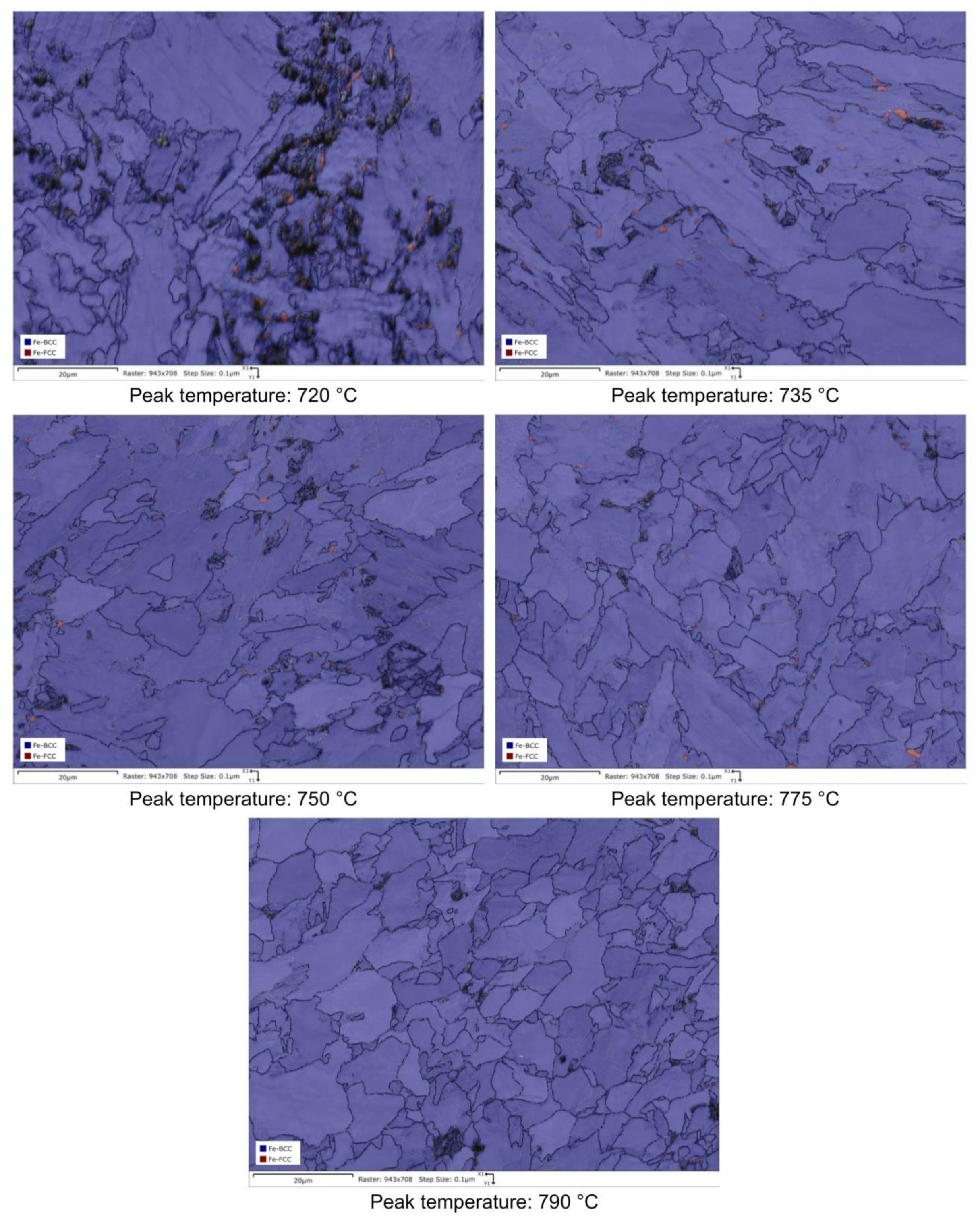
3.1. Microstructure and Hardness
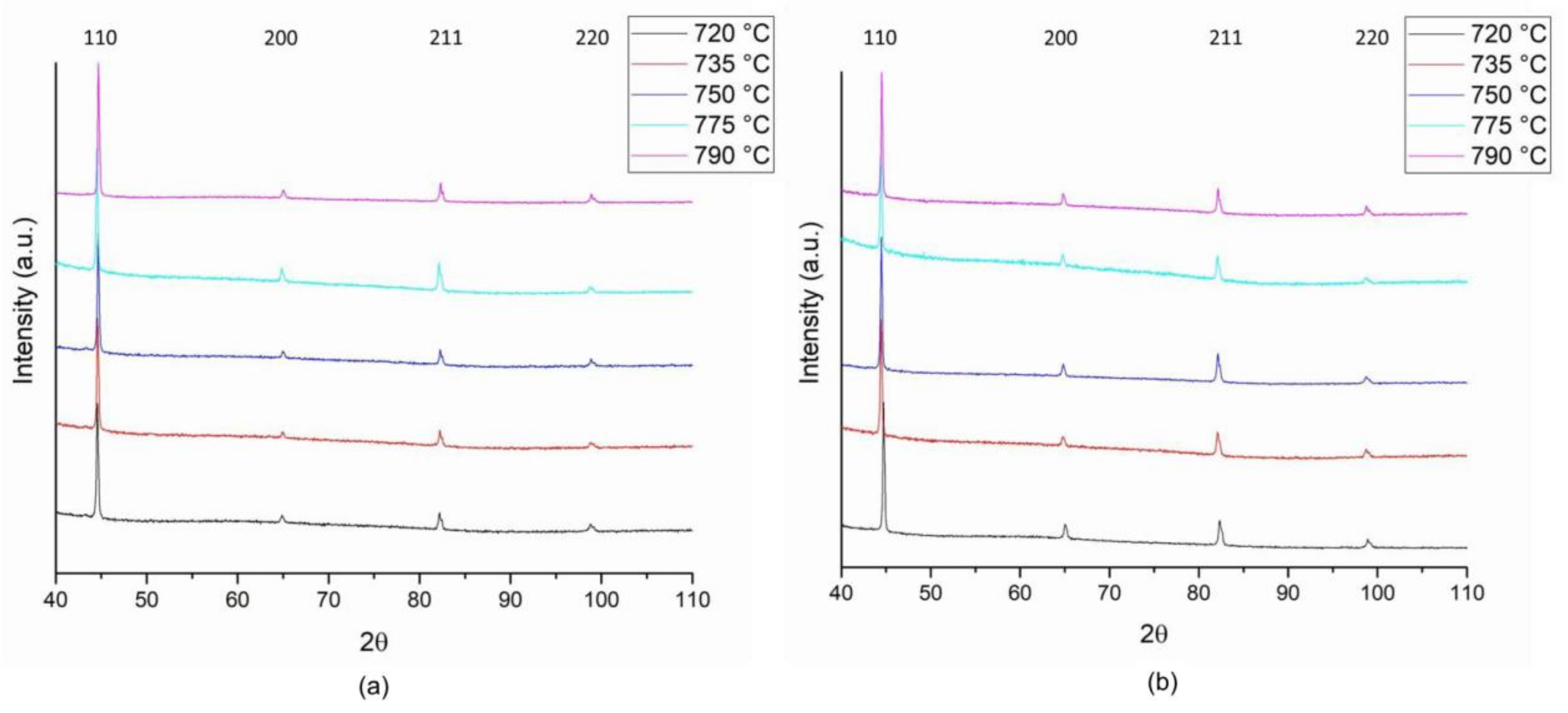
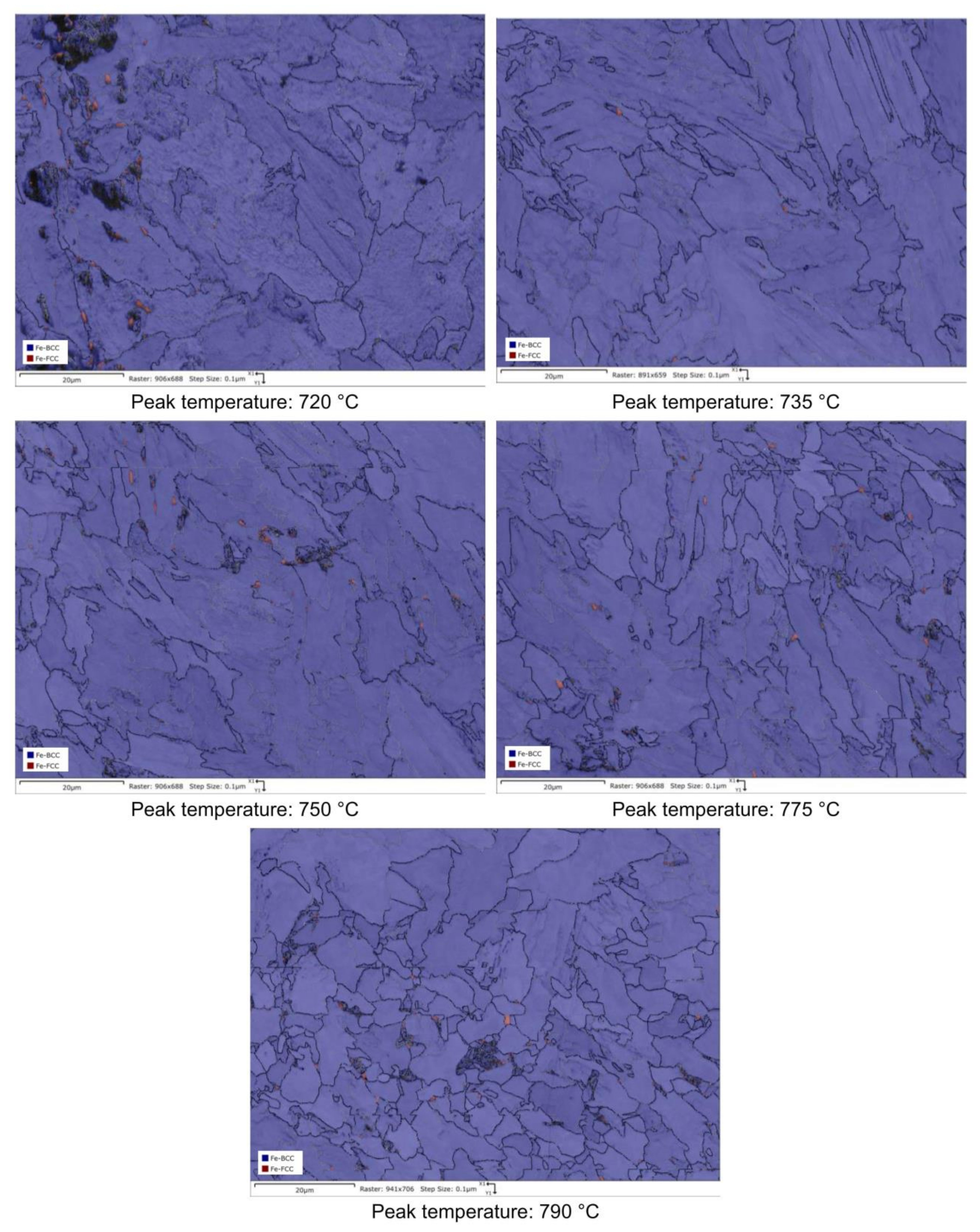
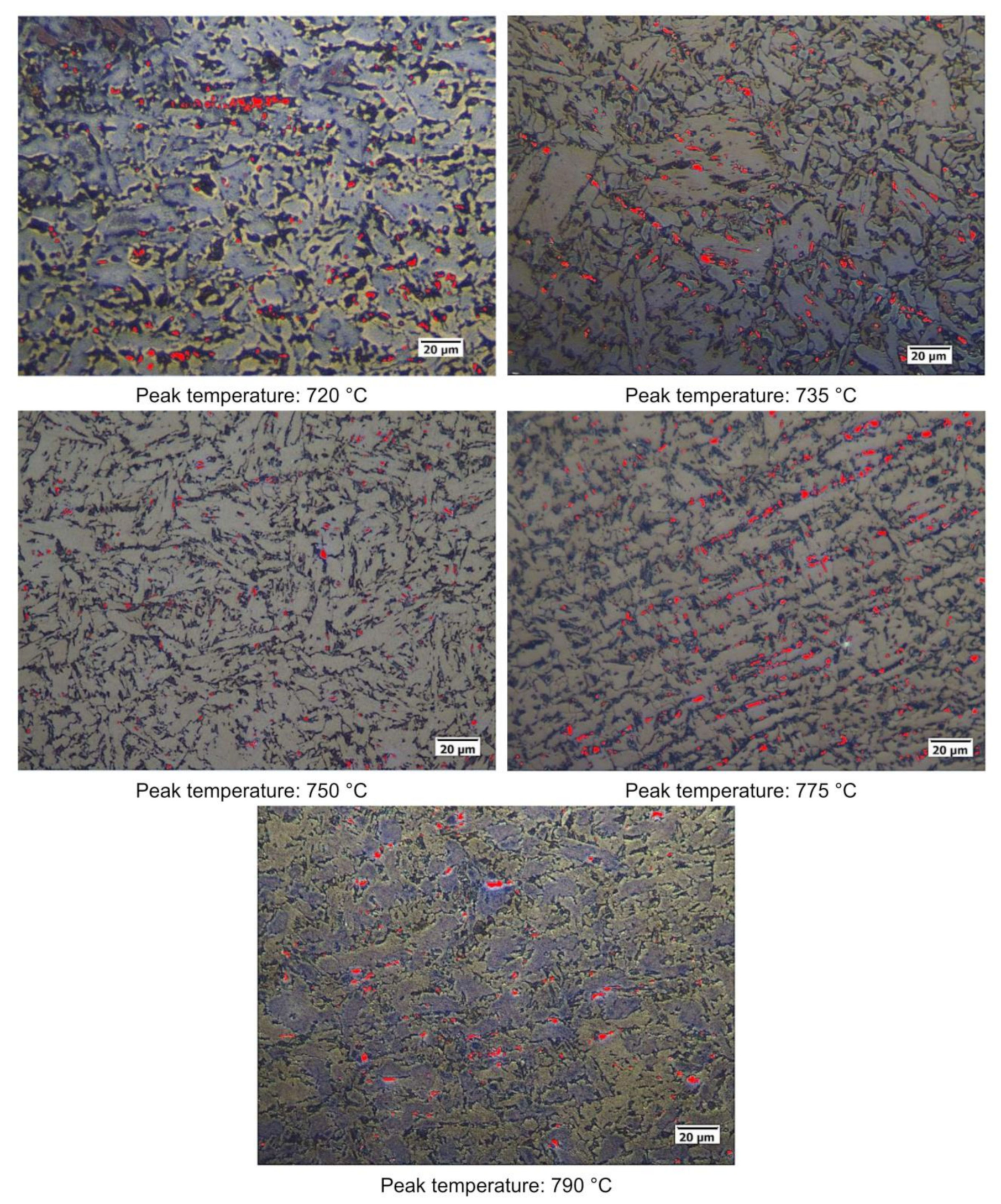
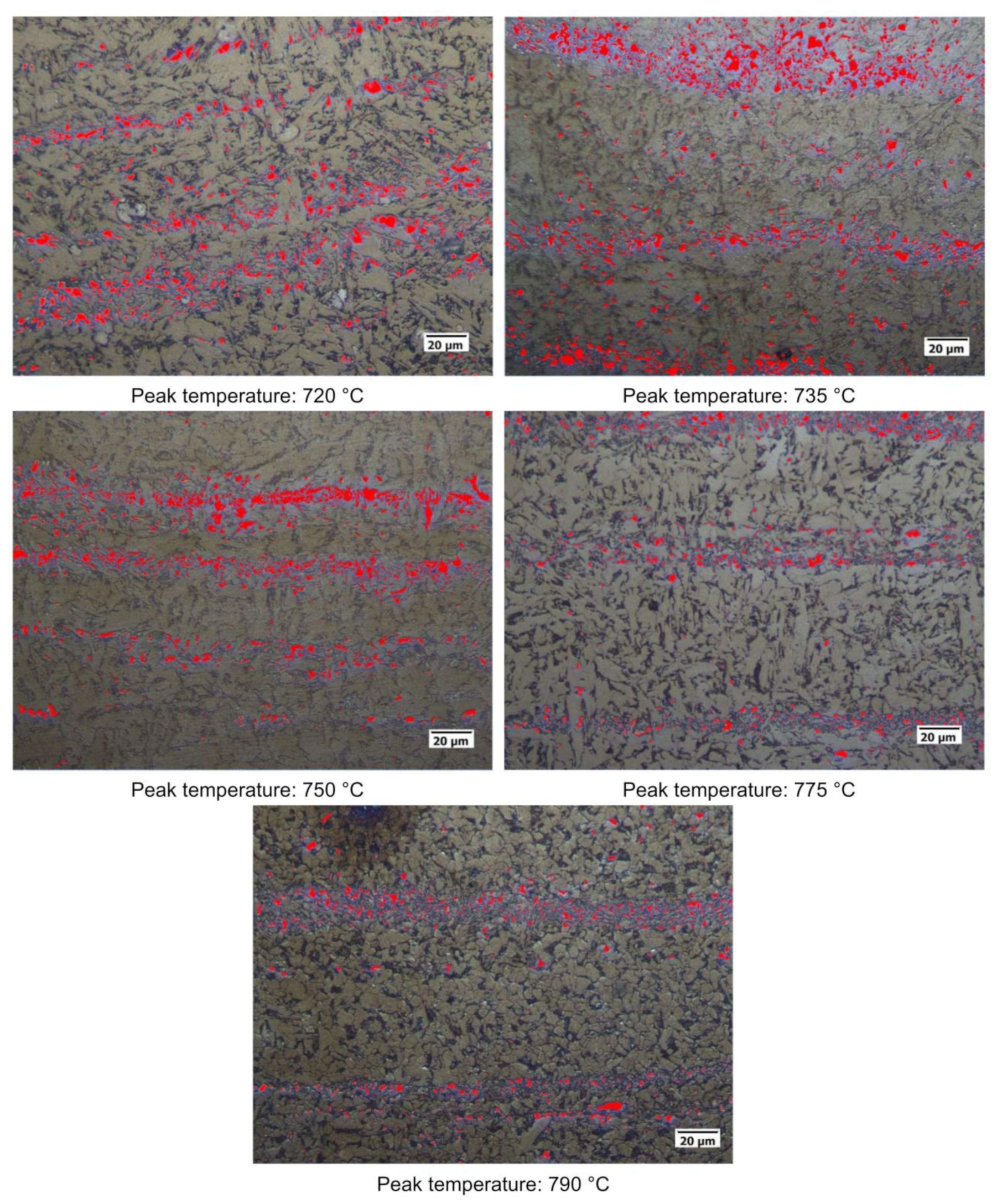
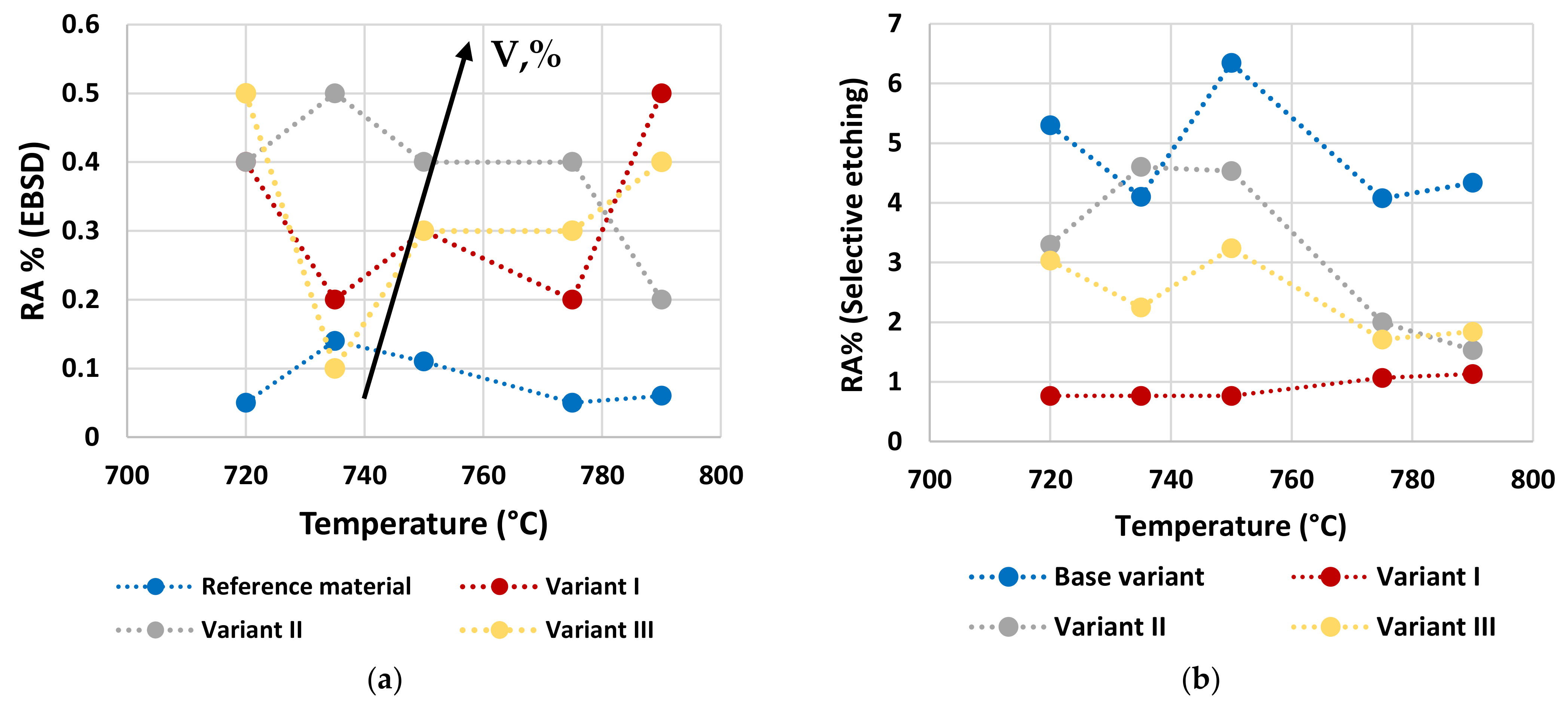
3.2. Residual Austenite
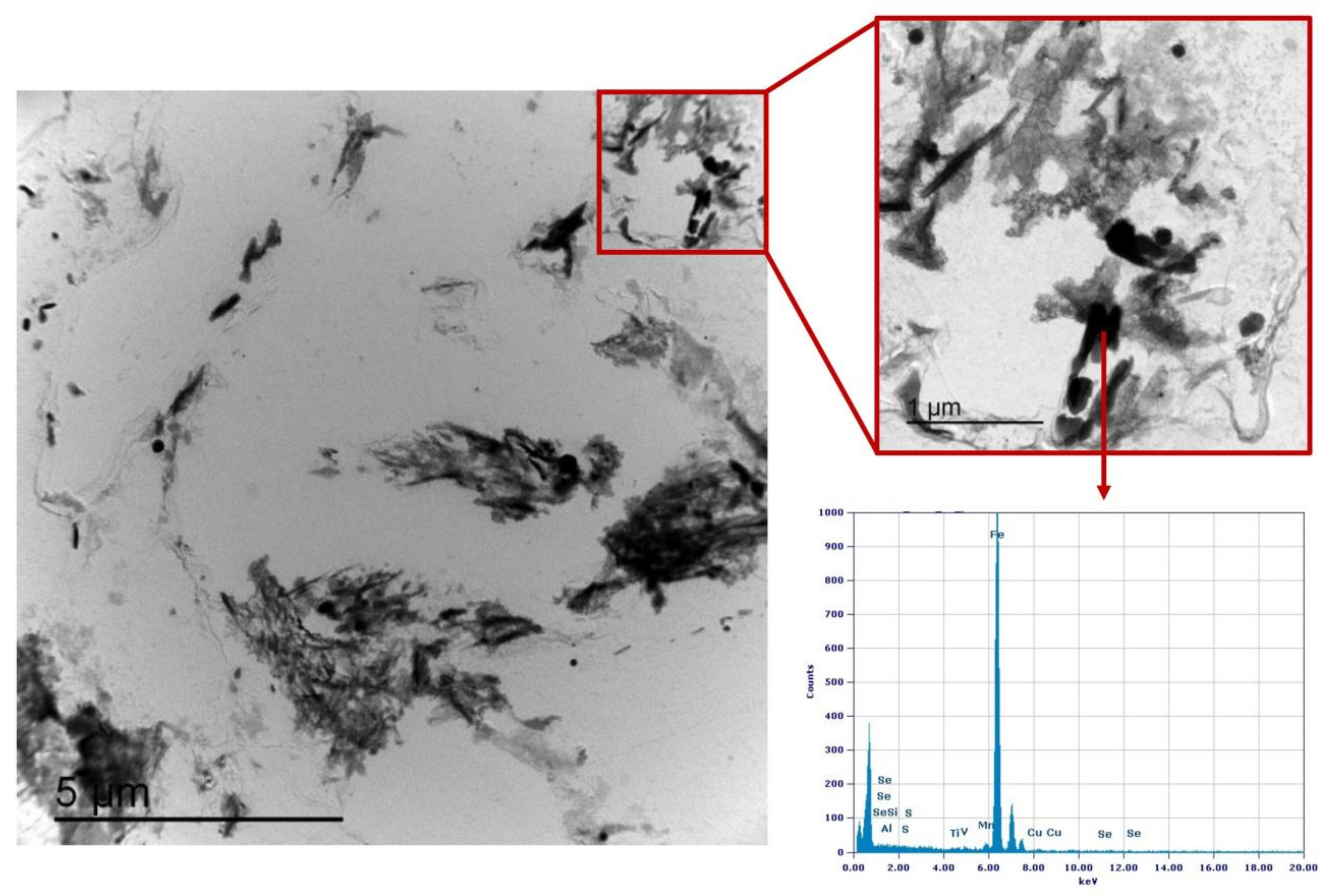
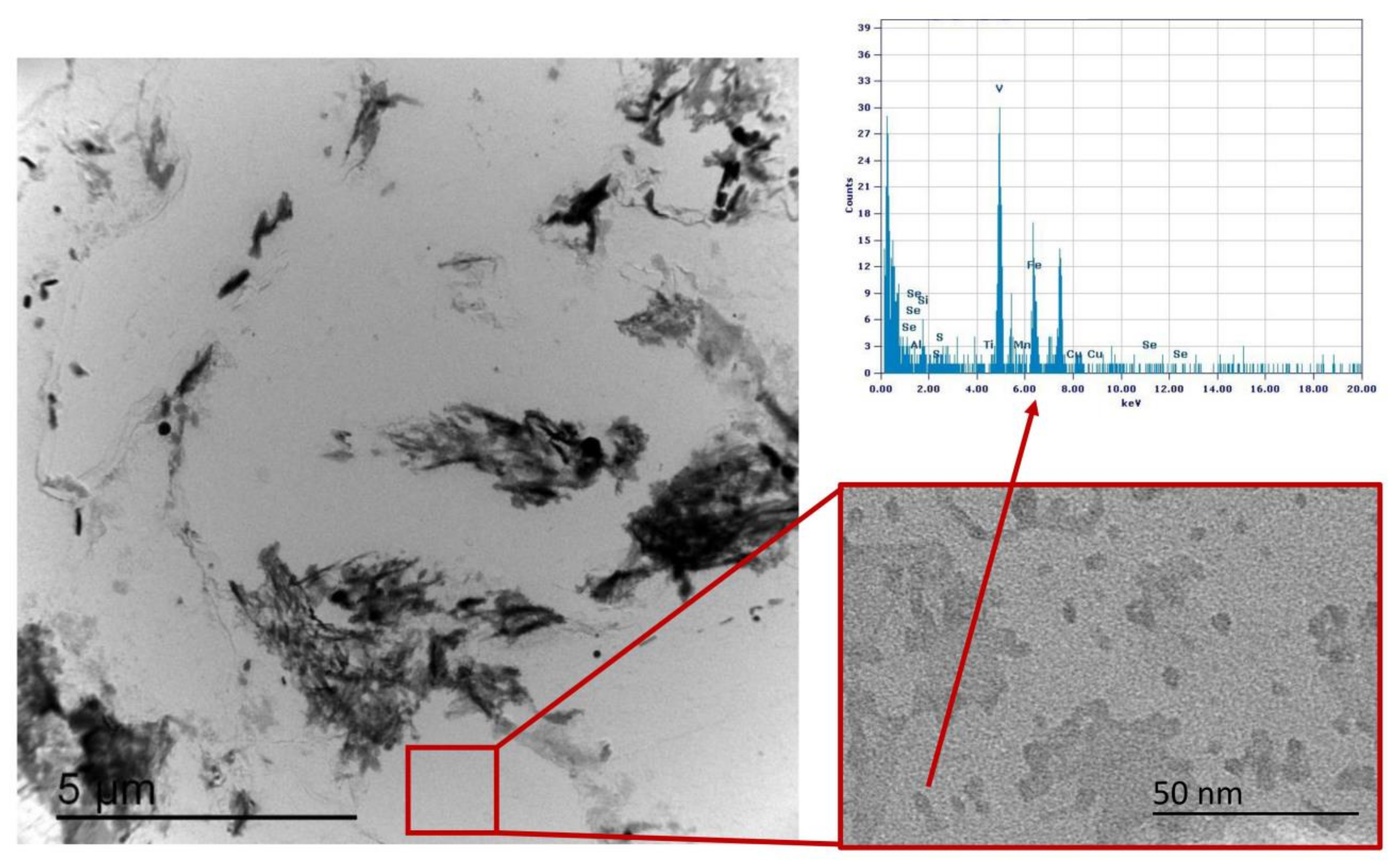
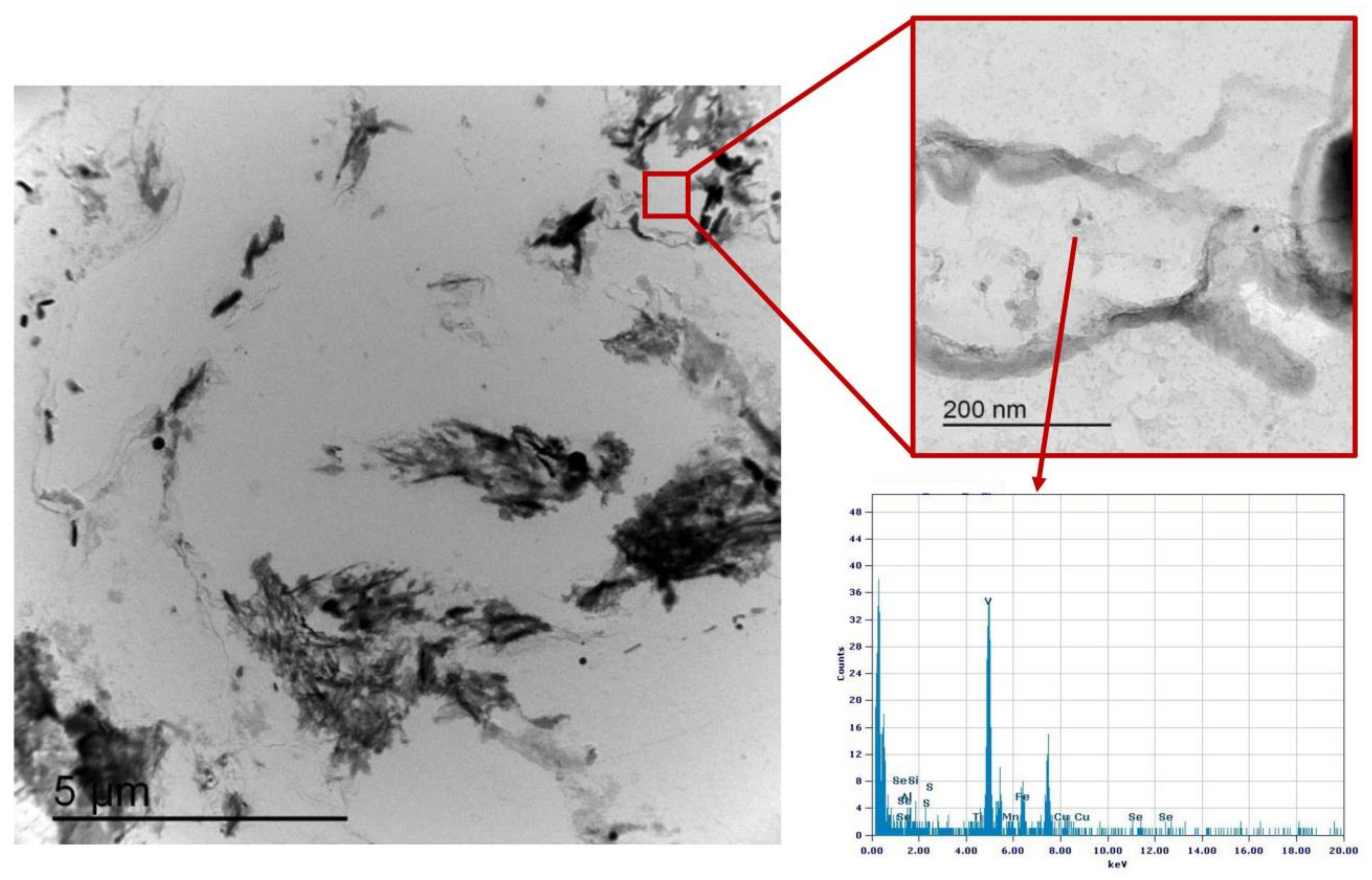
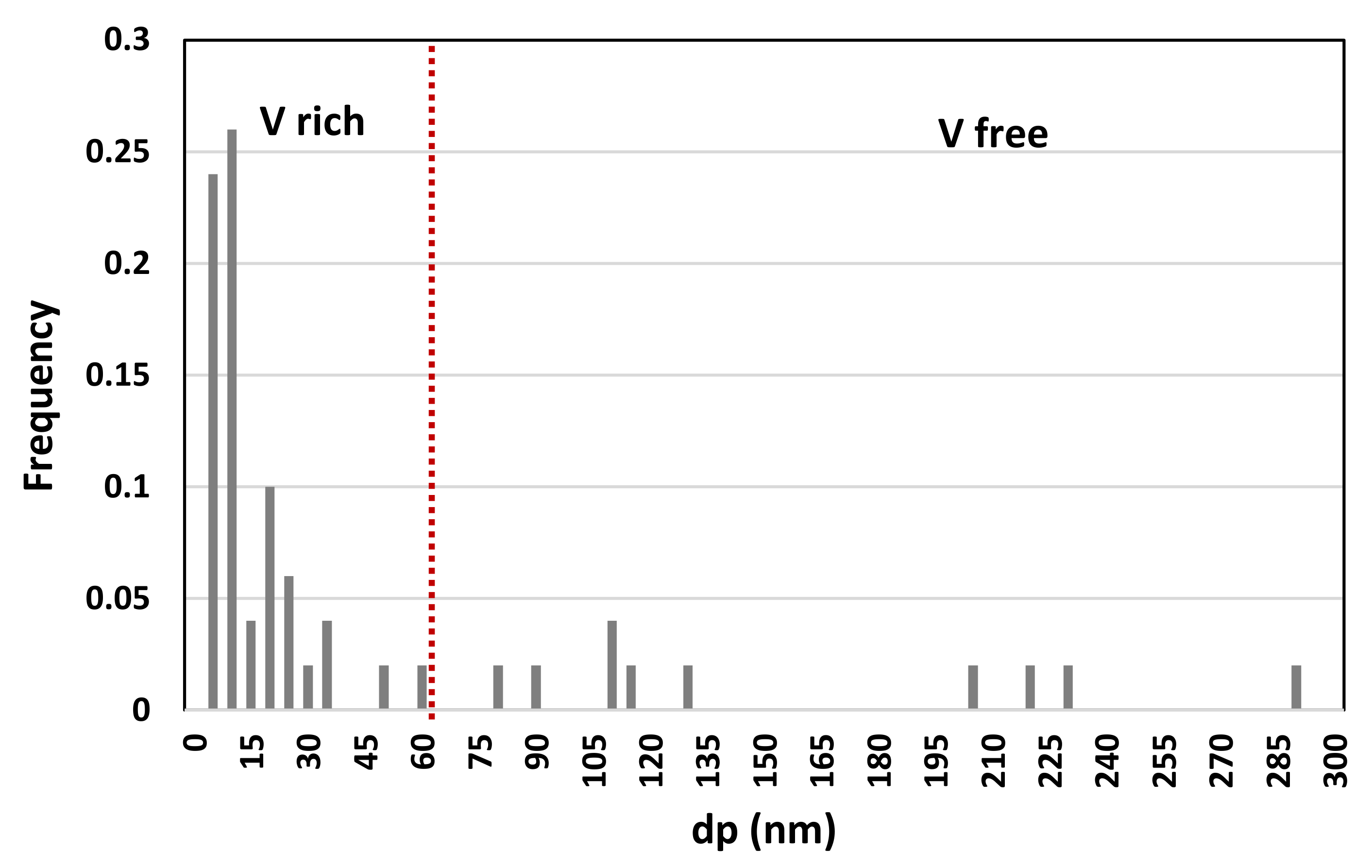
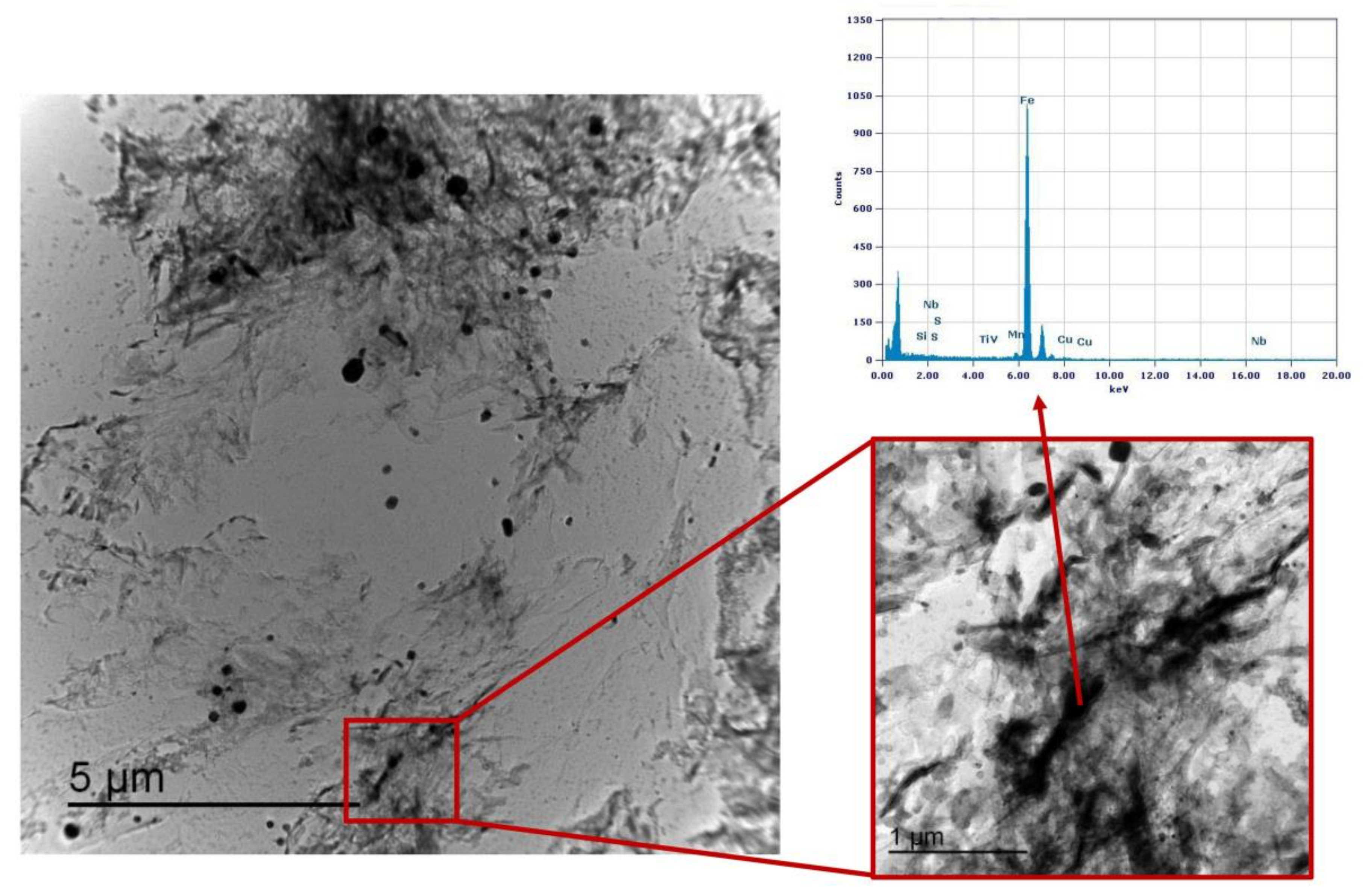
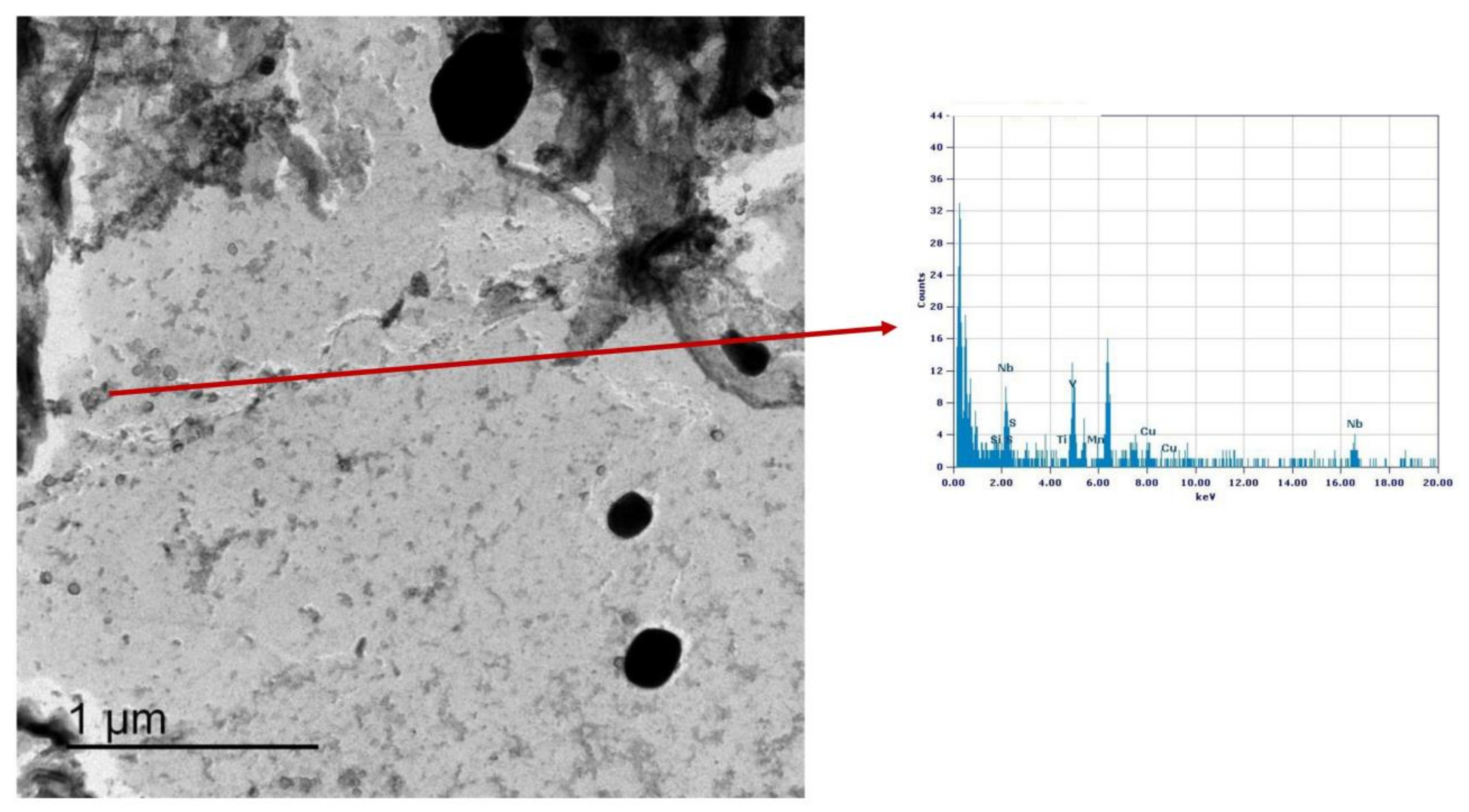
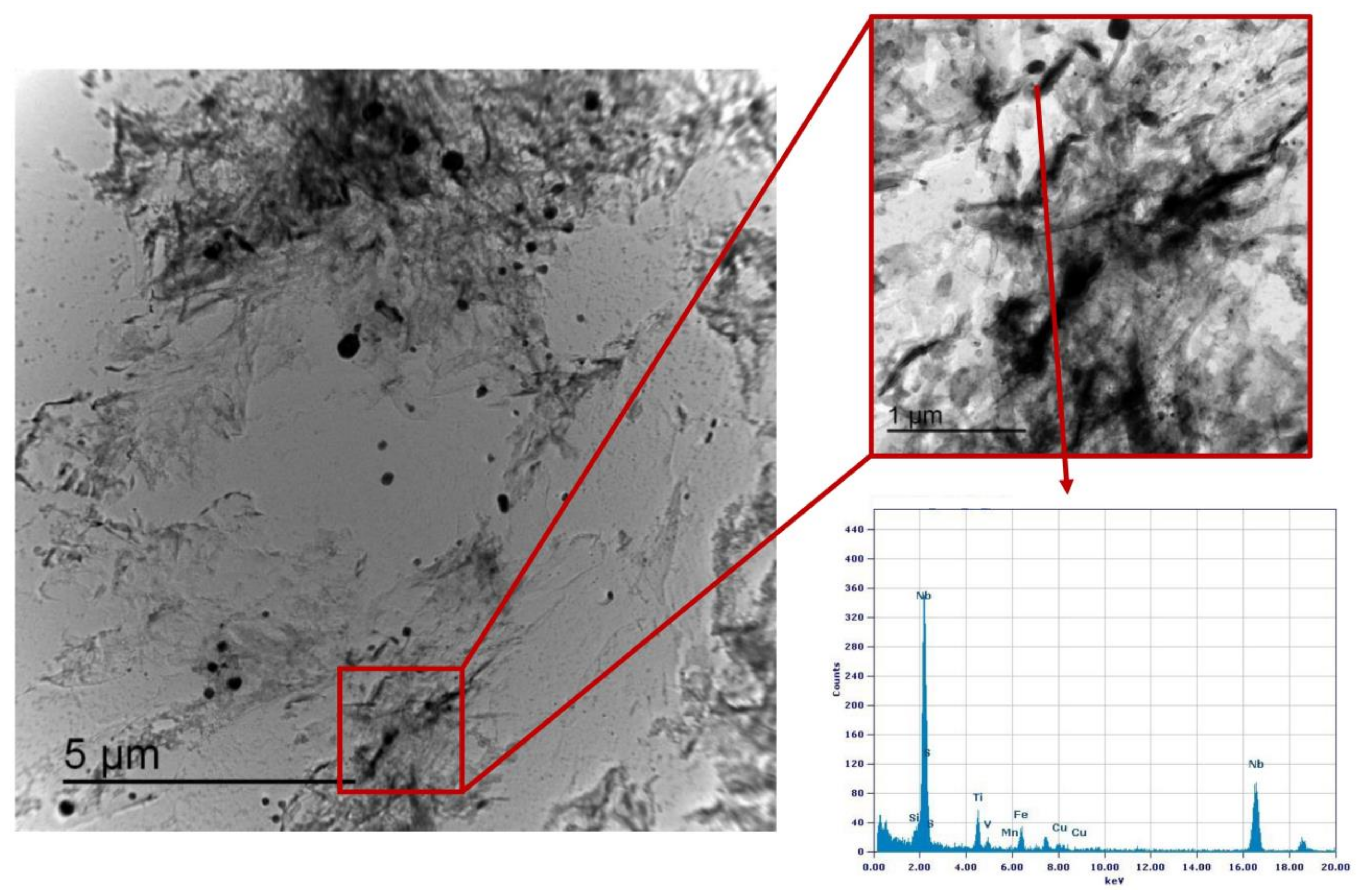
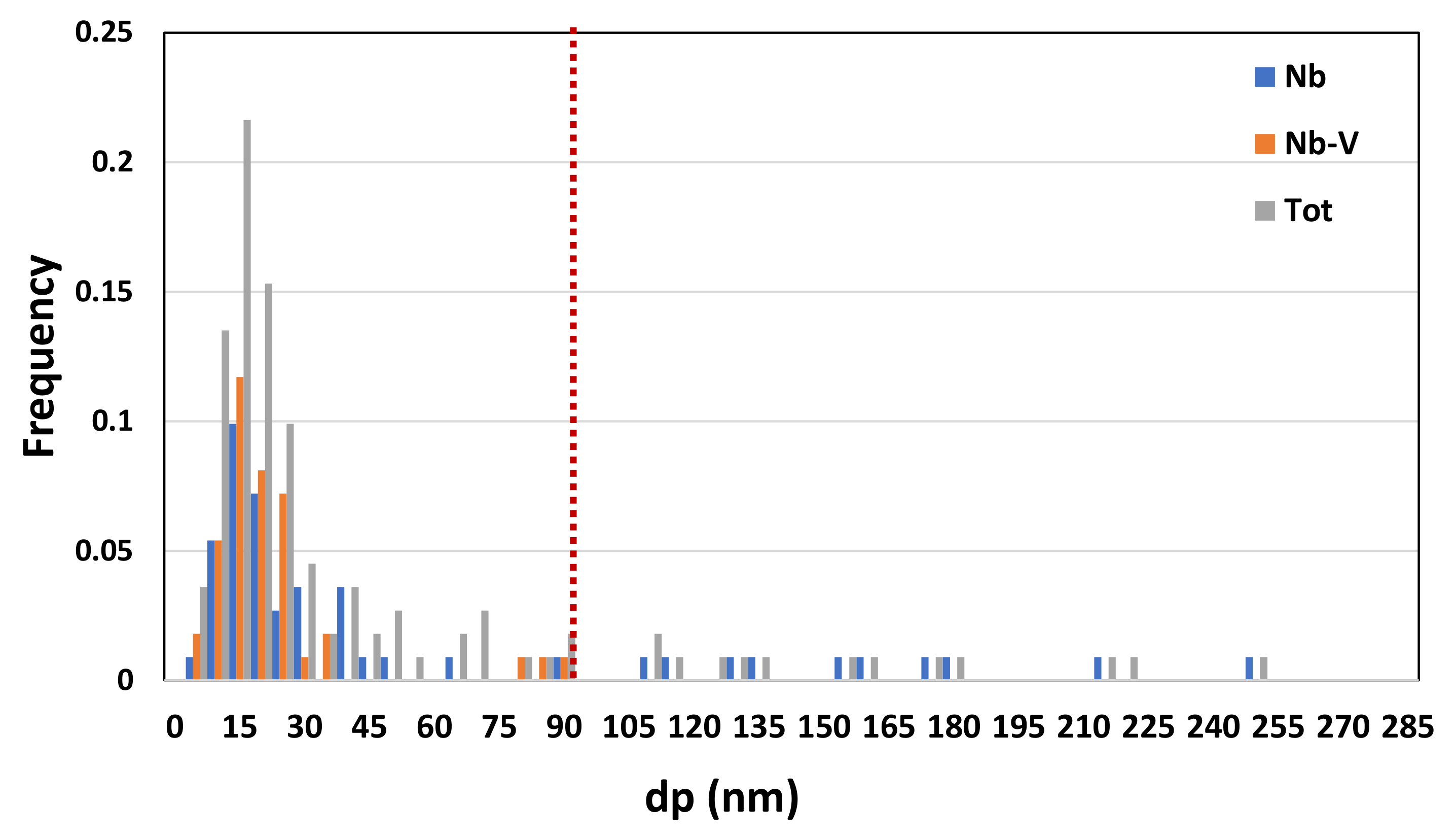
3.3. Precipitation State
4. Conclusions
- Results show a negligible effect of vanadium addition on steel hardenability: this is consistent with a poor dependence of the microstructure type on steel chemical composition (in the considered variation range) taking into account the same inter-critical temperature.
- A low residual austenite value is found in combination with an increase of residual austenite content as the micro-alloying content increases. This result is independent on the inter-critical temperature and is consistent with the negligible effect on hardenability. EBSD technique has shown being more accurate in the quantification of RA fraction than selective etching in small areas, being consistent with them.
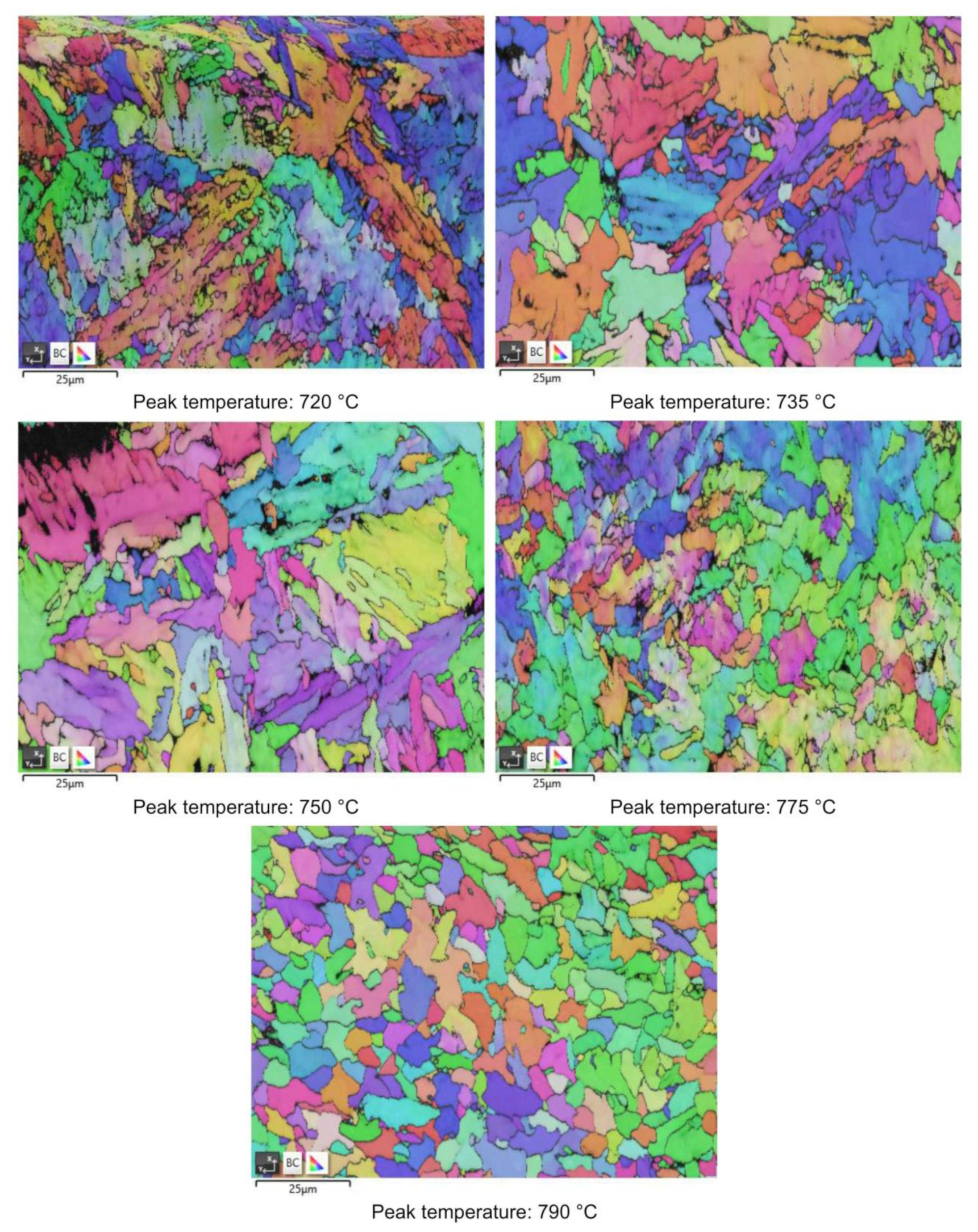
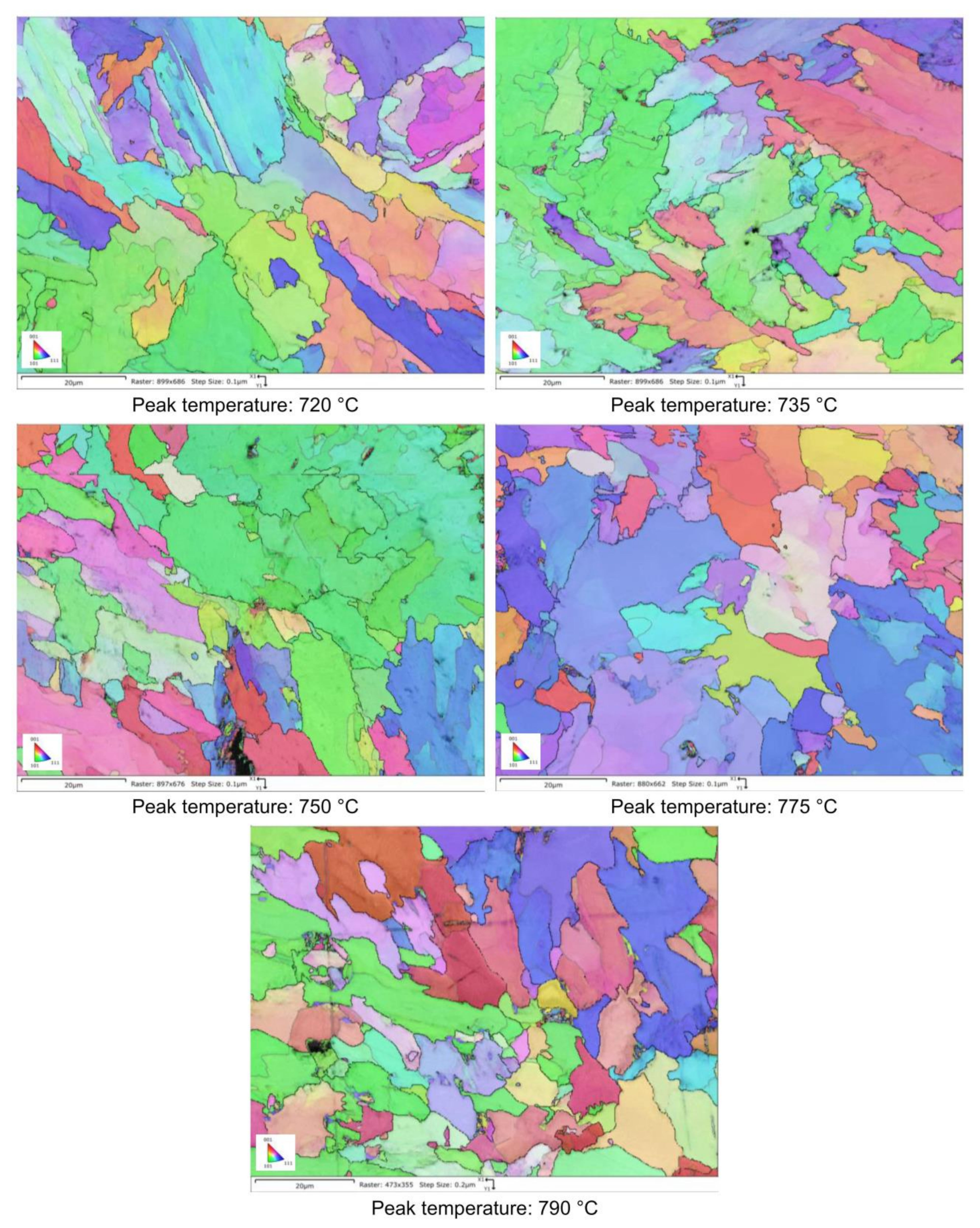
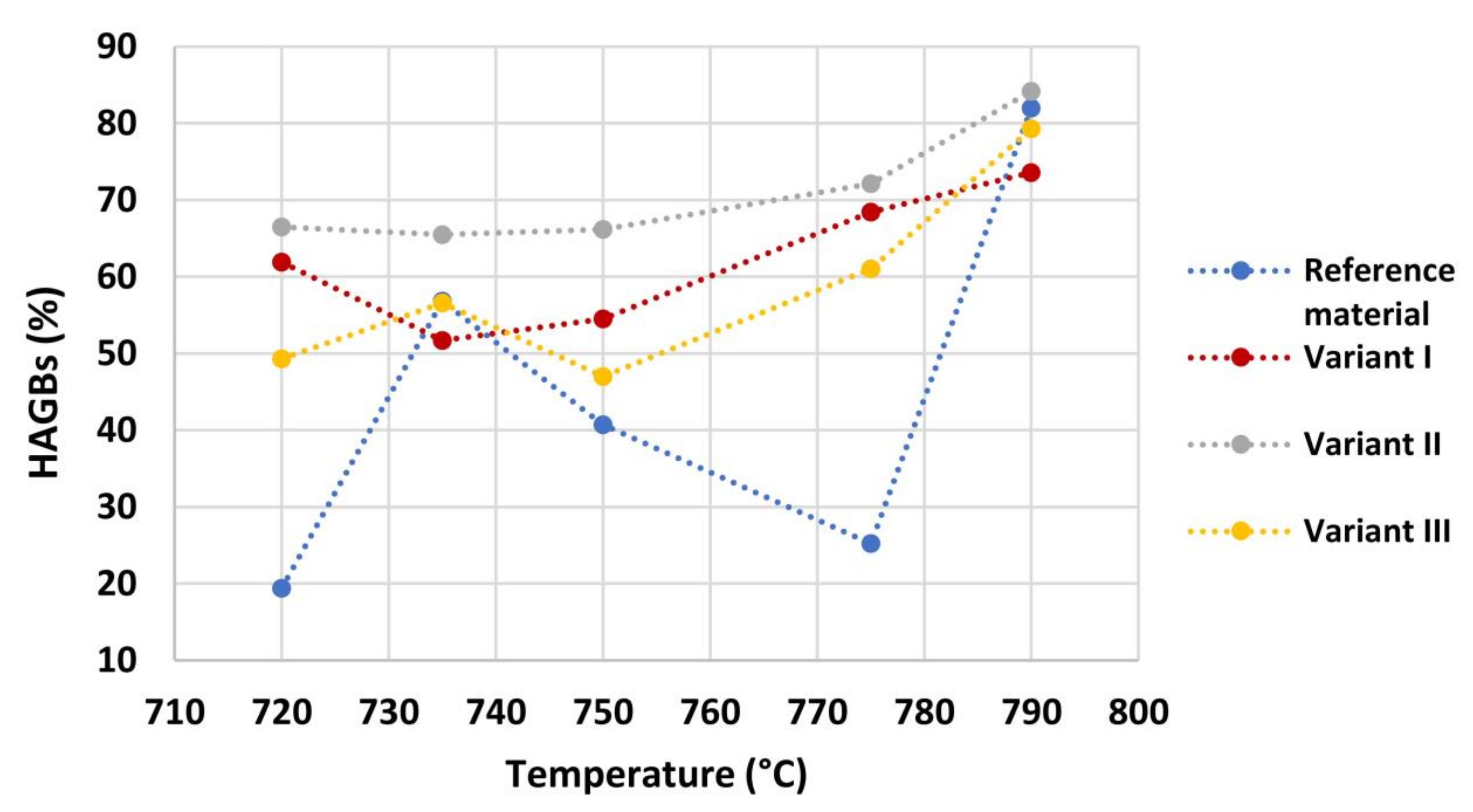
- HAGBs fraction, except for reference material, increase with the increase of inter-critical temperature for all the variants. The Variant II with high V content (0.1 wt.%) shows the highest HAGBs fraction for all the temperatures, which is expected to improve the fatigue and toughness behavior.
- Vanadium micro-alloying promotes the formation of very fine precipitates in the IC GC HAZ. Results also show that V-rich precipitates size is below 60 nm with more than 50% of V-rich precipitates having a size below 15 nm. This means that vanadium addition in such a condition does not appear to be critical in terms of fatigue resistance, as it would be expected in the case of its presence in largest precipitates. On the other hand, from the combination of V and Nb, the results of the analysis of the precipitates showed that V is present in precipitates smaller than 90 nm and combined with Nb and only 30% of the Nb-V precipitates have a size smaller than 15 nm. Furthermore, the precipitates with size larger than 90 nm are purely Nb, which is compromising for fatigue behavior.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kim, D.W.; Yang, J.; Kim, Y.G.; Kim, W.K.; Lee, S.; Sohn, S.S. Effects of Granular Bainite and Polygonal Ferrite on Yield Strength Anisotropy in API X65 Linepipe Steel. Mater. Sci. Eng. A 2022, 843, 143151. [Google Scholar] [CrossRef]
- Roy, S.; Romualdi, N.; Yamada, K.; Poole, W.; Militzer, M.; Collins, L. The Relationship Between Microstructure and Hardness in the Heat-Affected Zone of Line Pipe Steels. JOM 2022, 74, 2395–2401. [Google Scholar] [CrossRef]
- Stornelli, G.; Di Schino, A.; Mancini, S.; Montanari, R.; Testani, C.; Varone, A. Grain Refinement and Improved Mechanical Properties of Eurofer97 by Thermo-Mechanical Treatments. Appl. Sci. 2021, 11, 10598. [Google Scholar] [CrossRef]
- Stornelli, G.; Gaggia, D.; Rallini, M.; Di Schino, A. Heat Treatment Effect on Maraging Steel Manufactured by Laser Powder Bed Fusion Technology: Microstructure and Mechanical Properties. Acta Metall. Slovaca 2021, 27, 122–126. [Google Scholar] [CrossRef]
- Stornelli, G.; Gaggiotti, M.; Mancini, S.; Napoli, G.; Rocchi, C.; Tirasso, C.; Di Schino, A. Recrystallization and Grain Growth of AISI 904L Super-Austenitic Stainless Steel: A Multivariate Regression Approach. Metals 2022, 12, 200. [Google Scholar] [CrossRef]
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent Developments in Stainless Steels. Mater. Sci. Eng. R Rep. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Benz, J. The Effect of Vanadium and Other Microalloying Elements on the Microstructure and Properties of Bainitic HSLA Steels. Mater. Sci. Technol. Conf. Exhib. 2017, 1, 490. [Google Scholar]
- Fazeli, F.; Amirkhiz, B.S.; Scott, C.; Arafin, M.; Collins, L. Kinetics and Microstructural Change of Low-Carbon Bainite Due to Vanadium Microalloying. Mater. Sci. Eng. A 2018, 720, 248–256. [Google Scholar] [CrossRef]
- Baker, T.N. Microalloyed Steels. Ironmak. Steelmak. 2016, 43, 264–307. [Google Scholar] [CrossRef] [Green Version]
- Di Schino, A.; Gaggiotti, M.; Testani, C. Heat Treatment Effect on Microstructure Evolution in a 7% Cr Steel for Forging. Metals 2020, 10, 808. [Google Scholar] [CrossRef]
- Tian, Y.; Zhao, M.C.; Zeng, Y.P.; Shi, X.B.; Yan, W.; Yang, K.; Zeng, T.Y. Elimination of Primary NbC Carbides in HSLA Steels for Oil Industry Tubular Goods. JOM 2022, 74, 2409–2419. [Google Scholar] [CrossRef]
- Li, X.; Cai, Z.; Hu, M.; Li, K.; Hou, M.; Pan, J. Effect of NbC Precipitation on Toughness of X12CrMoWNbVN10-1-1 Martensitic Heat Resistant Steel for Steam Turbine Blade. J. Mater. Res. Technol. 2021, 11, 2092–2105. [Google Scholar] [CrossRef]
- Mancini, S.; Langellotto, L.; Di Nunzio, P.E.; Zitelli, C.; Di Schino, A. Defect Reduction and Quality Optimization by Modeling Plastic Deformation and Metallurgical Evolution in Ferritic Stainless Steels. Metals 2020, 10, 186. [Google Scholar] [CrossRef] [Green Version]
- Bay, Y.; Bhattacharyya, R.; Mc Cormick, M.E. Use of High Strength Steels. Elsevier Ocean. Eng. Ser. 2001, 3, 353. [Google Scholar]
- Narimani, M.; Hajjari, E.; Eskandari, M.; Szpunar, J.A. Electron Backscattered Diffraction Characterization of S900 HSLA Steel Welded Joints and Evolution of Mechanical Properties. J. Mater. Eng. Perform. 2022, 31, 3985–3997. [Google Scholar] [CrossRef]
- Geng, R.; Li, J.; Shi, C.; Zhi, J.; Lu, B. Effect of Ce on Microstructures, Carbides and Mechanical Properties in Simulated Coarse-Grained Heat-Affected Zone of 800-MPa High-Strength Low-Alloy Steel. Mater. Sci. Eng. A 2022, 840, 142919. [Google Scholar] [CrossRef]
- Shi, S.C.; Wang, W.C.; Ko, D.K. Influence of Inclusions on Mechanical Properties in Flash Butt Welding Joint of High-Strength Low-Alloy Steel. Metals 2022, 12, 242. [Google Scholar] [CrossRef]
- Lambert-Perlade, A.; Gourgues, A.F.; Besson, J.; Sturel, T.; Pineau, A. Mechanisms and Modeling of Cleavage Fracture in Simulated Heat-Affected Zone Microstructures of a High-Strength Low Alloy Steel. Metall. Mater. Trans. A 2004, 35A, 1039–1053. [Google Scholar] [CrossRef]
- Miletić, I.; Ilić, A.; Nikolić, R.R.; Ulewicz, R.; Ivanović, L.; Sczygiol, N. Analysis of Selected Properties of Welded Joints of the HSLA Steels. Materials 2020, 13, 1301. [Google Scholar] [CrossRef] [Green Version]
- Cho, L.; Tselikova, A.; Holtgrewe, K.; de Moor, E.; Schmidt, R.; Findley, K.O. Critical Assessment 42: Acicular Ferrite Formation and Its Influence on Weld Metal and Heat-Affected Zone Properties of Steels. Mater. Sci. Technol. 2022, 38, 1425–1433. [Google Scholar] [CrossRef]
- Kim, B.C.; Lee, S.; Kim, N.J.; Lee, D.Y. Microstructure and Local Brittle Zone phenomena in High-Strength Low-Alloy Steel Welds. Metall. Trans. A 1991, 22, 139–149. [Google Scholar] [CrossRef]
- Di Schino, A.; Mortello, M.; Schmidt, R.; Stornelli, g.; Tselikiva, A.; Zucca, G. Studio della microstruttura in zona termicamente alterata di un acciaio S355 microlegato al vanadio. Riv. Ital. Della Saldatura 2023, 75, 7–16. [Google Scholar]
- Prasad, K.; Dwivedi, D.K. Some Investigations on Microstructure and Mechanical Properties of Submerged Arc Welded HSLA Steel Joints. Int. J. Adv. Manuf. Technol. 2008, 36, 475–483. [Google Scholar] [CrossRef]
- Kvackaj, T.; Bidulská, J.; Bidulský, R. Overview of Hss Steel Grades Development and Study of Reheating Condition Effects on Austenite Grain Size Changes. Materials 2021, 14, 1988. [Google Scholar] [CrossRef] [PubMed]
- Mengaroni, S.; Cianetti, F.; Calderini, M.; Evangelista, E.; Di Schino, A.; McQueen, H. Tool steels: Forging simulation and microstructure evolution of large-scale ingot. Acta Phys. Pol. A 2015, 128, 629–632. [Google Scholar] [CrossRef]
- Ouchi, C. Advances in Physical Metallurgy and Processing of Steels. Development of Steel Plates by Intensive Use of TMCP and Direct Quenching Processes. ISIJ Int. 2001, 41, 542–553. [Google Scholar] [CrossRef] [Green Version]
- Spanos, G.; Fonda, R.W.; Vandermeer, R.A.; Matuszeski, A. Microstructural Changes in HSLA-100 Steel Thermally Cycled to Simulate the Heat-Affected Zone during Welding. Metall. Mater. Trans. A 1995, 26, 3277–3293. [Google Scholar] [CrossRef]
- Di Schino, A.; Testani, C. Corrosion behavior and mechanical properties of AISI 316 stainless steel clad Q235 plate. Metals 2020, 10, 552. [Google Scholar] [CrossRef]
- Lee, S.; Kim, B.C.; Kwon, D. Correlation of Microstructure and Fracture Properties in Weld Heat- Affected Zones of Thermomechanically Controlled Processed Steels. Metall. Trans. A 1992, 23, 2803–2816. [Google Scholar] [CrossRef]
- Taillard, R.; Verrier, P.; Maurickx, T.; Foct, J. Effect of Silicon on CGHAZ Toughness and Microstructure of Microalloyed Steels. Metall. Mater. Trans. A 1995, 26, 447–457. [Google Scholar] [CrossRef]
- Taillard, R.; Foct, J.; Verrier, P.; Maurickx, T. Residual Austenite and Its Effect on Fracture Toughness of Coarse-Grained Heat-Affected Zone of H.S.L.A. Steels. In Proceedings of the ESOMAT 1989—Ist European Symposium on Martensitic Transformations in Science and Technology, Bochum, Germany, 9–10 March 1989; EDP Sciences: Les Ulis, France, 1989; pp. 495–502. [Google Scholar]
- Cui, J.; Zhu, W.; Chen, Z.; Chen, L. Microstructural Characteristics and Impact Fracture Behaviors of a Novel High-Strength Low-Carbon Bainitic Steel with Different Reheated Coarse-Grained Heat-Affected Zones. Met. Mater. Trans. A Phys. Met. Mater. Sci. 2020, 51, 6258–6268. [Google Scholar] [CrossRef]
- Li, Y.; Crowther, D.N.; Green, M.J.W.; Mitchell, P.S.; Baker, T.N. The Effect of Vanadium and Niobium on the Properties and Microstructure of the Intercritically Reheated Coarse Grained Heat Affected Zone in Low Carbon Microalloyed Steels. ISIJ Int. 2001, 41, 46–55. [Google Scholar] [CrossRef] [Green Version]
- Mitchell, P.S.; Hart, P.H.M.; Morrison, W.B. The Effect of Microalloying on HAZ Toughness. In Proceedings of the International Conference Microalloying, Pittsburgh, PA, USA, 11–14 June 1995; pp. 149–162. [Google Scholar]
- Babu, S.S.; Bhadeshia, H.K.D.H. Stress and the Acicular Ferrite Transformation. Mater. Sci. Eng. A 1992, 156, 1–9. [Google Scholar] [CrossRef]
- Stornelli, G.; Gaggiotti, M.; Gattia, D.M.; Schmidt, R.; Sgambetterra, M.; Tselikova, A.; Zucca, G.; Di Schino, A. Vanadium alloying in S355 structural steel: Effect on residual austenite formation in welded joints heat affected zone. Acta Metall. Slovaca 2022, 28, 127–132. [Google Scholar] [CrossRef]
- Zajac, S.; Siwecki, T.; Hutchinson, B.; Svensson, L.E.; Attlegård, M. Weldability of High Nitrogen Ti-V Microalloyed Steel Plates Processed via Thermomechanical Controlled Rolling; Internal Report IM-2764; Swedish Institute for Metals Research: Stockholm, Sweden, 1991. [Google Scholar]
- Hu, J.; Du, L.X.; Wang, J.J.; Xie, H.; Gao, C.R.; Misra, R.D.K. High Toughness in the Intercritically Reheated Coarse-Grained (ICRCG) Heat-Affected Zone (HAZ) of Low Carbon Microalloyed Steel. Mater. Sci. Eng. A 2014, 590, 323–328. [Google Scholar] [CrossRef]
- Wu, H.; Xia, D.; Ma, H.; Du, Y.; Gao, C.; Gao, X.; Du, L. Study on Microstructure Characterization and Impact Toughness in the Reheated Coarse-Grained Heat Affected Zone of V-N Microalloyed Steel. J. Mater. Eng. Perform. 2022, 31, 376–382. [Google Scholar] [CrossRef]
- Kasuya, T.; Yurioka, N. Carbon Equivalent and Multiplying Factor for Hardenability of Steel. Weld. Res. Suppl. 1993, 72, 263. [Google Scholar]
- Li, Y.; Baker, T.N. Effect of Morphology of Martensite–Austenite Phase on Fracture of Weld Heat Affected Zone in Vanadium and Niobium Microalloyed Steels. Mater. Sci. Technol. 2010, 26, 1029–1040. [Google Scholar] [CrossRef] [Green Version]
- Qi, X.; Di, H.; Wang, X.; Liu, Z.; Misra, R.D.K.; Huan, P.; Gao, Y. Effect of Secondary Peak Temperature on Microstructure and Toughness in ICCGHAZ of Laser-Arc Hybrid Welded X100 Pipeline Steel Joints. J. Mater. Res. Technol. 2020, 9, 7838–7849. [Google Scholar] [CrossRef]
- Sun, J.; Hensel, J.; Klassen, J.; Nitschke-Pagel, T.; Dilger, K. Solid-State Phase Transformation and Strain Hardening on the Residual Stresses in S355 Steel Weldments. J. Mater. Process. Technol. 2019, 265, 173–184. [Google Scholar] [CrossRef]
- Díaz-fuentes, M.; Iza-mendia, A.; Gutiérrez, I. Analysis of Different Acicular Ferrite Microstructures in Low-Carbon Steels by Electron Backscattered Diffraction. Study of Their Toughness Behavior. Metall. Mater. Trans. A 2003, 34, 2505–2516. [Google Scholar] [CrossRef]
- Zhao, M.C.; Yang, K.; Shan, Y.Y. Comparison on Strength and Toughness Behaviors of Microalloyed Pipeline Steels with Acicular Ferrite and Ultrafine Ferrite. Mater. Lett. 2003, 57, 1496–1500. [Google Scholar] [CrossRef]
- Rodriguez-Ibabe, J.M. The Role of Microstructure in Toughness Behaviour of Microalloyed Steels. Mater. Sci. Forum 1998, 284–286, 51–62. [Google Scholar] [CrossRef]
- Zhu, Z.; Kuzmikova, L.; Li, H.; Barbaro, F. Effect of Inter-Critically Reheating Temperature on Microstructure and Properties of Simulated Inter-Critically Reheated Coarse Grained Heat Affected Zone in X70 Steel. Mater. Sci. Eng. A 2014, 605, 8–13. [Google Scholar] [CrossRef]
- Moeinifar, S.; Kokabi, A.H.; Madaah Hosseini, H.R. Influence of Peak Temperature during Simulation and Real Thermal Cycles on Microstructure and Fracture Properties of the Reheated Zones. Mater. Des. 2010, 31, 2948–2955. [Google Scholar] [CrossRef]
- Hajisafari, M.; Nategh, S.; Yoozbashizadeh, H.; Ekrami, A. Fatigue Properties of Heat-Treated 30MSV6 Vanadium Microalloyed Steel. J. Mater. Eng. Perform. 2013, 22, 830–839. [Google Scholar] [CrossRef]
- Avtokratova, E.; Sitdikov, O.; Latypova, O.E.; Markushev, M.v.; Linderov, M.L.; Merson, D.L.; Vinogradov, Y.A. Effect of Precipitates on Static and Fatigue Strength of a Severely Forged Aluminum Alloy 1570C. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Yekaterinburg, Russia, 13–16 November 2018; Institute of Physics Publishing: Bristol, UK, 2018; Volume 447. [Google Scholar]
- Di Schino, A.; Barteri, M.; Kenny, J.M. Fatigue behavior of a high nitrogen austenitic stainless steel as a function of its grain size. J. Mater. Sci. Lett. 2003, 22, 1511–1513. [Google Scholar] [CrossRef]





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | V | Si | Nb | |
|---|---|---|---|---|---|
| Reference material | 0.16 | 1.45 | - | 0.03 | - |
| Variant I | 0.16 | 1.45 | 0.05 | 0.03 | - |
| Variant II | 0.16 | 1.45 | 0.10 | 0.03 | - |
| Variant III | 0.16 | 1.45 | 0.03 | 0.03 | 0.02 |
| Ac1 (°C) | Ac3 (°C) | |
|---|---|---|
| Reference material | 715 | 825 |
| Variant I | 712 | 820 |
| Variant II | 715 | 845 |
| Variant III | 700 | 815 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stornelli, G.; Tselikova, A.; Mirabile Gattia, D.; Mortello, M.; Schmidt, R.; Sgambetterra, M.; Testani, C.; Zucca, G.; Di Schino, A. Influence of Vanadium Micro-Alloying on the Microstructure of Structural High Strength Steels Welded Joints. Materials 2023, 16, 2897. https://doi.org/10.3390/ma16072897
Stornelli G, Tselikova A, Mirabile Gattia D, Mortello M, Schmidt R, Sgambetterra M, Testani C, Zucca G, Di Schino A. Influence of Vanadium Micro-Alloying on the Microstructure of Structural High Strength Steels Welded Joints. Materials. 2023; 16(7):2897. https://doi.org/10.3390/ma16072897
Chicago/Turabian StyleStornelli, Giulia, Anastasiya Tselikova, Daniele Mirabile Gattia, Michelangelo Mortello, Rolf Schmidt, Mirko Sgambetterra, Claudio Testani, Guido Zucca, and Andrea Di Schino. 2023. "Influence of Vanadium Micro-Alloying on the Microstructure of Structural High Strength Steels Welded Joints" Materials 16, no. 7: 2897. https://doi.org/10.3390/ma16072897