
Forming Analysis and Heat Treatment of TC31 Titanium Alloy Component with High Ribs and Thin Webs
 , ,
, ,
Abstract
:1. Introduction
2. Component and Forming Analysis
2.1. Component and Its Material
2.2. Forming Design
3. Finite Element Analysis and Verification
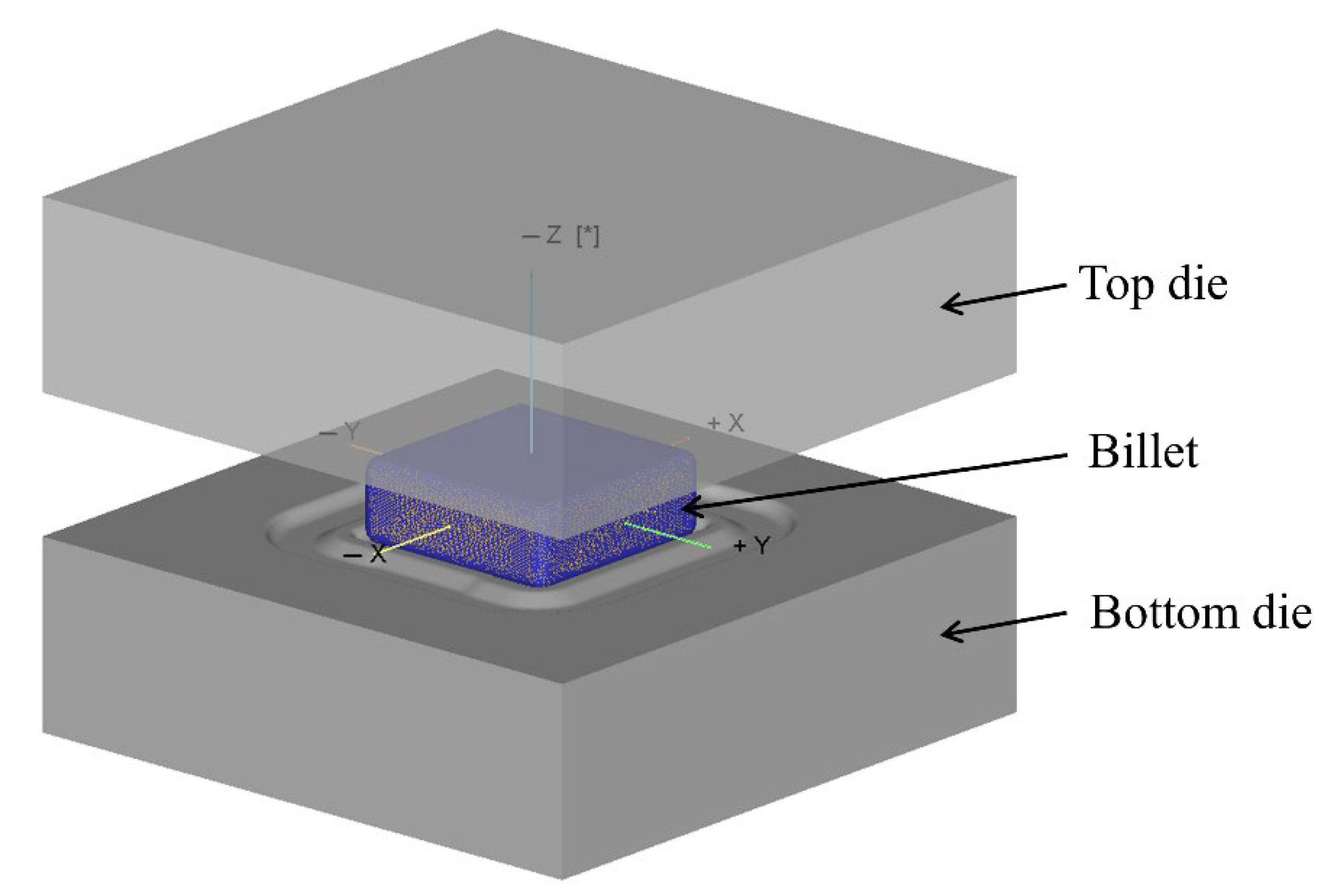
3.1. FE Modeling
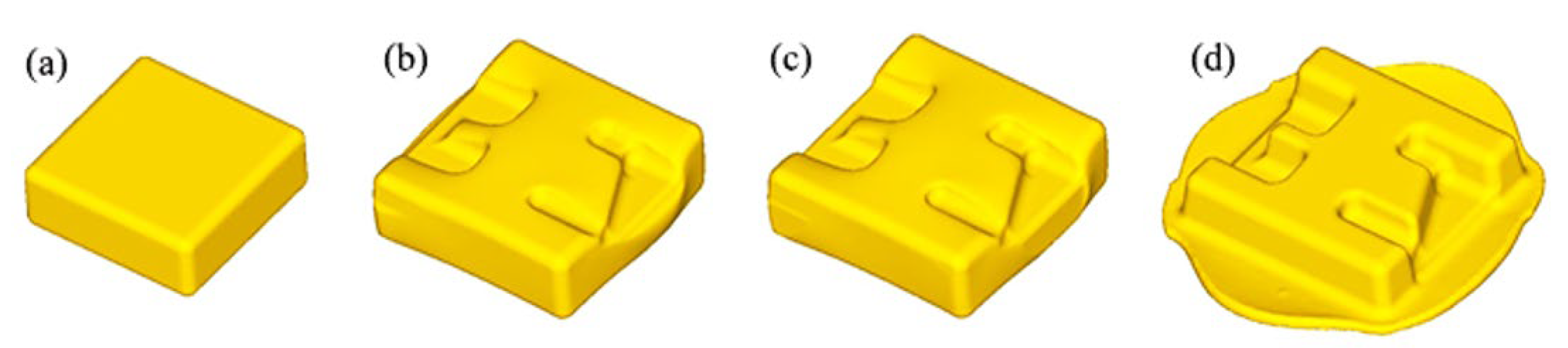
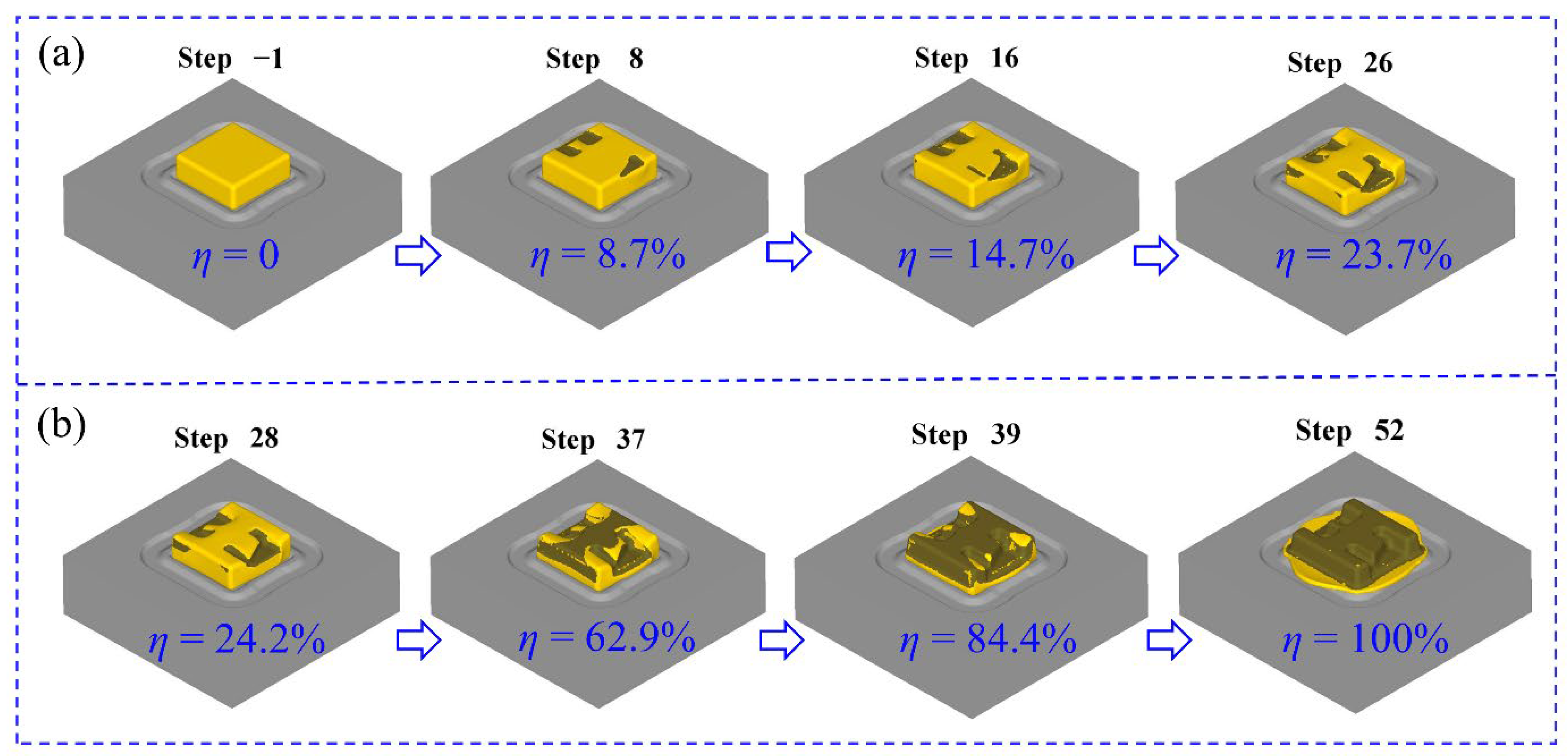
3.2. Simulation of Forming Process
3.3. Assessment of Folding Risk
3.4. Flow Analysis of Materials
3.5. Verification of Forming
4. Heat Treatment and Testing
4.1. Design of Heat Treatment Schedule
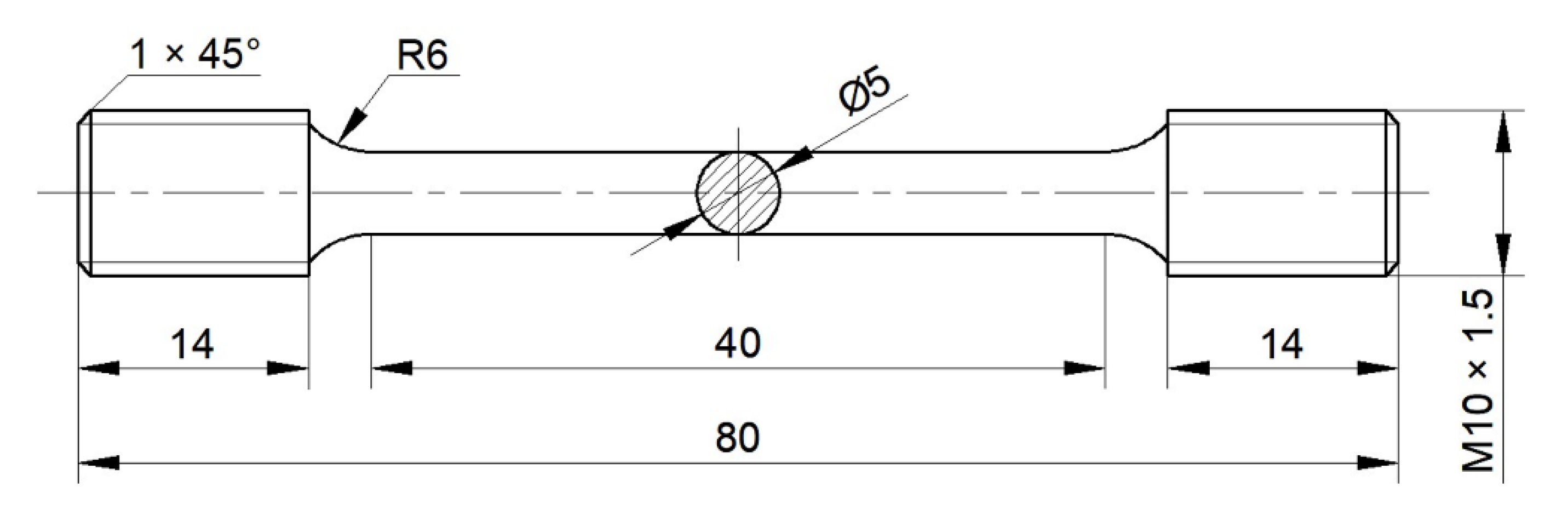
4.2. Experiment Procedure
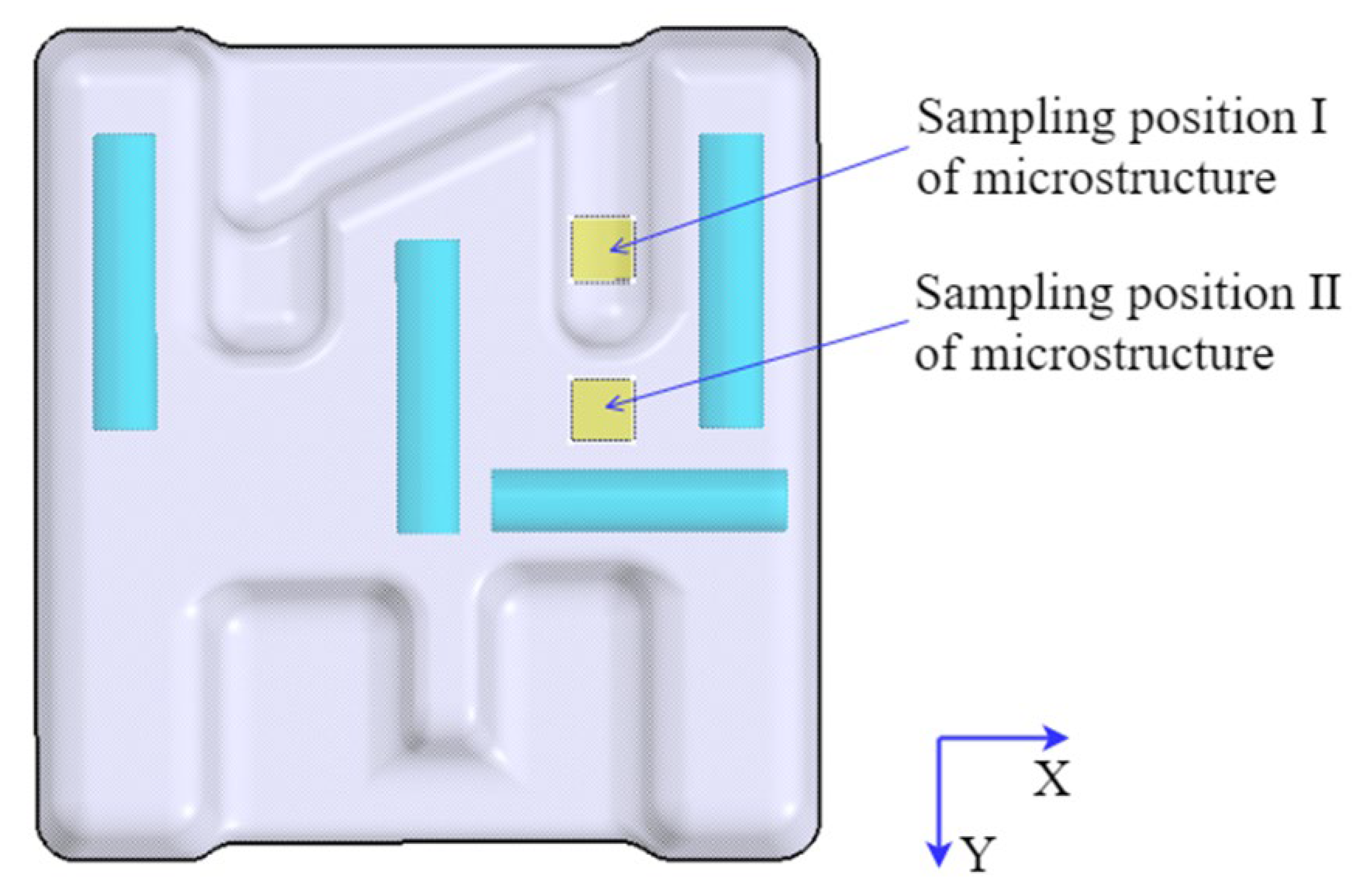
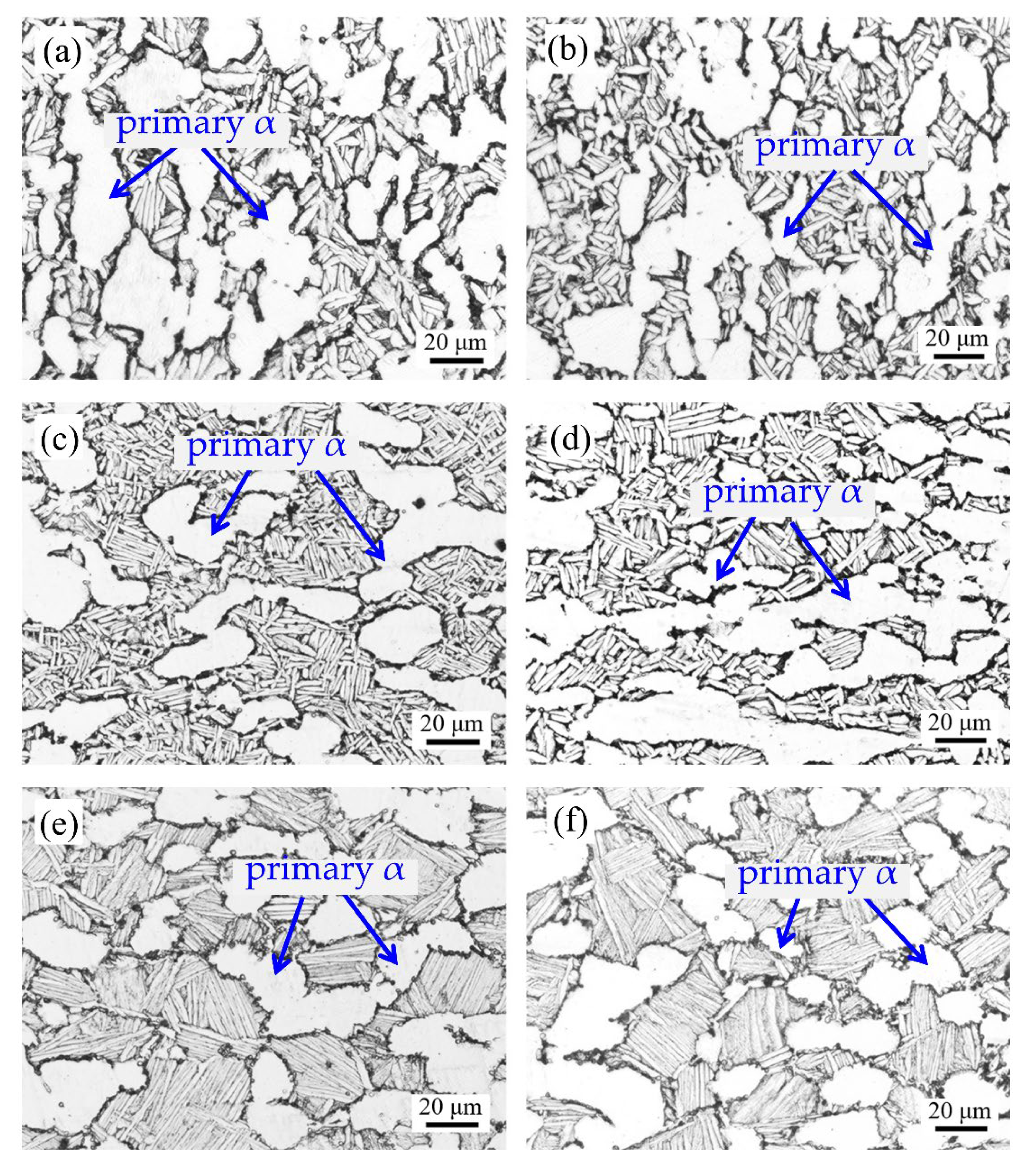
4.3. Microstructural Analysis
4.4. Performance Testing
5. Conclusions
- (1)
- The forming load of the component gradually increases during the pre-forging and final forging processes till the maximum load at the end of forming is 1920 kN.
- (2)
- The folding angle of the component in the forming process is mainly distributed from 180° to 210°. The material flow law of the typical section of the component is revealed, and a fully filled component is obtained through trial production.
- (3)
- The better heat treatment method for the component is to conduct solution treatment for 2.5 h at 960 °C, and then conduct aging treatment for 7 h at 610 °C.
- (4)
- The mechanical properties of the original material were improved by using forging and optimal heat treatment methods. The maximum increases of ultimate tensile strength, yield strength, elongation, and section shrinkage at room temperature are 46.5 MPa, 35.5 MPa, 8.7%, and 18.2%, respectively.
- (5)
- When comparing the high-temperature mechanical properties at 450 °C and at 650 °C, we found that the effect of the heat treatment on improving the mechanical properties at 650 °C is better than that at 450 °C, thus further demonstrating that the designed heat treatment provides a good foundation for satisfying the use of this high-temperature titanium alloys at higher temperatures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yue, H.-Y.; Peng, H.; Su, Y.-J.; Wang, X.-P.; Chen, Y.-Y. Microstructure and high-temperature tensile property of TiAl alloy produced by selective electron beam melting. Rare Met. 2021, 40, 3635–3644. [Google Scholar] [CrossRef]
- Xiong, Z.; Pang, X.; Liu, S.; Li, Z.; Misra, R. Hierarchical refinement of nickel-microalloyed titanium during additive manufacturing. Scr. Mater. 2021, 195, 113727. [Google Scholar] [CrossRef]
- Yasmeen, T.; Zhao, B.; Zheng, J.-H.; Tian, F.; Lin, J.; Jiang, J. The study of flow behavior and governing mechanisms of a titanium alloy during superplastic forming. Mater. Sci. Eng. A 2020, 788, 139482. [Google Scholar] [CrossRef]
- Song, X.Y.; Zhang, W.J.; Ma, T.; Ye, W.J.; Hui, S.X. In Effect of heat treatment on the microstructure evolution of Ti-6Al-3Sn-3Zr-3Mo-3Nb-1W-0.2 Si titanium alloy. In Materials Science Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2017; pp. 1828–1833. [Google Scholar]
- Zhang, W.; Song, X.; Hui, S.; Ye, W.; Wang, Y.; Wang, W. Tensile behavior at 700 °C in Ti–Al–Sn–Zr–Mo–Nb–W–Si alloy with a bi-modal microstructure. Mater. Sci. Eng. A 2014, 595, 159–164. [Google Scholar] [CrossRef]
- Dipeng, W.; Yong, W.; Minghe, C.; Lansheng, X.; Bing, W. High Temperature Flow Behavior and Microstructure Evolution of TC31 Titanium Alloy Sheets. Rare Met. Mater. Eng. 2019, 48, 3901–3910. [Google Scholar]
- Wang, Z.; Sun, L.; Ke, W.; Zeng, Z.; Yao, W.; Wang, C. Laser Oscillating Welding of TC31 High-Temperature Titanium Alloy. Metals 2020, 10, 1185. [Google Scholar] [CrossRef]
- Dang, K.; Wang, K.; Liu, G. Dynamic Softening and Hardening Behavior and the Micro-Mechanism of a TC31 High Temperature Titanium Alloy Sheet within Hot Deformation. Materials 2021, 14, 6515. [Google Scholar] [CrossRef]
- Wang, K.; Wang, L.; Zheng, K.; He, Z.; Politis, D.J.; Liu, G.; Yuan, S. High-efficiency forming processes for complex thin-walled titanium alloys components: State-of-the-art and perspectives. Int. J. Extrem. Manuf. 2020, 2, 032001. [Google Scholar] [CrossRef]
- Wu, F.; Xu, W.; Yang, Z.; Guo, B.; Shan, D. Study on Hot Press Forming Process of Large Curvilinear Generatrix Workpiece of Ti55 High-Temperature Titanium Alloy. Metals 2018, 8, 827. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Wu, C.; Yang, H. Crystal plasticity modeling of the dynamic recrystallization of two-phase titanium alloys during isothermal processing. Int. J. Plast. 2013, 51, 271–291. [Google Scholar] [CrossRef]
- Jiang, X.; Fan, X.; Zhan, M.; Wang, R.; Liang, Y. Microstructure dependent strain localization during primary hot working of TA15 titanium alloy: Behavior and mechanism. Mater. Des. 2021, 203, 109589. [Google Scholar] [CrossRef]
- Balachandran, S.; Kumar, S.; Banerjee, D. On recrystallization of the α and β phases in titanium alloys. Acta Mater. 2017, 131, 423–434. [Google Scholar] [CrossRef]
- Weston, N.S.; Jackson, M. FAST-forge of Titanium Alloy Swarf: A Solid-State Closed-Loop Recycling Approach for Aerospace Machining Waste. Metals 2020, 10, 296. [Google Scholar] [CrossRef] [Green Version]
- Srinivasan, R.; Balathandayuthapani, M.; Yan, W. Temperature changes and loads during hot-die forging of a gamma titanium–aluminide alloy. J. Mater. Process. Technol. 2005, 160, 321–334. [Google Scholar] [CrossRef]
- Tong, Y. Finite Element Analysis of TA15 Titanium Alloy Beam Hammer Forging Forming at Different Temperatures. Adv. Mater. Res. 2011, 339, 180–183. [Google Scholar] [CrossRef]
- Zhu, S.; Yang, H.; Guo, L.; Gu, R. Investigation of deformation degree and initial forming temperature dependences of microstructure in hot ring rolling of TA15 titanium alloy by multi-scale simulations. Comput. Mater. Sci. 2012, 65, 221–229. [Google Scholar] [CrossRef]
- Li, X.; Li, M. FE simulation for the forging process of TC6 alloy disc utilising a microstructural model. Mater. Charact. 2005, 55, 362–370. [Google Scholar] [CrossRef]
- Zhang, D.-W.; Yang, H.; Li, H.-W.; Fan, X.-G. Friction factor evaluation by FEM and experiment for TA15 titanium alloy in isothermal forming process. Int. J. Adv. Manuf. Technol. 2011, 60, 527–536. [Google Scholar] [CrossRef]
- Hua, L.; Yuan, P.-G.; Zhao, N.; Hu, Z.-L.; Ma, H.-J. Microstructure and mechanical properties of 6082 aluminum alloy processed by preaging and hot forging. Trans. Nonferrous Met. Soc. China 2022, 32, 790–800. [Google Scholar] [CrossRef]
- Wang, L.; Shen, C.; Zhang, Y.; Li, F.; Ding, Y.; Zhou, W.; Xin, J.; Wang, B.; Hua, X. Investigation on heat treatment strategy eliminating heterogeneity and anisotropy of TiAl alloy fabricated using twin-wire directed energy deposition-arc. Mater. Charact. 2022, 13, 112321. [Google Scholar] [CrossRef]
- Xu, T.; Zhang, M.; Wang, J.; Lu, T.; Ma, S.; Liu, C. Research on high efficiency deposition method of titanium alloy based on double-hot-wire arc additive manufacturing and heat treatment. J. Manuf. Process. 2022, 79, 60–69. [Google Scholar] [CrossRef]
- Cheng, M.; Yu, B.; Guo, R.; Shi, X.; Xu, L.; Qiao, J.; Yang, R. Electron beam welding of a novel near α high temperature titanium alloy powder compact: Effect of post-welding heat treatment on tensile properties. J. Mater. Res. Technol. 2020, 10, 153–163. [Google Scholar] [CrossRef]
- Zhou, Y.; Wang, K.; Sun, Z.; Xin, R. Simultaneous improvement of strength and elongation of laser melting deposited Ti-6Al-4V titanium alloy through three-stage heat treatment. J. Mater. Process. Technol. 2022, 306, 117607. [Google Scholar] [CrossRef]
- Wang, Y.; Sun, Z.; Yin, Z.; Yin, L.; Huang, L. Formation and characteristics of bilamellar microstructure in Ti6242S titanium alloy under dual heat treatment. Mater. Charact. 2022, 187, 11183. [Google Scholar] [CrossRef]
- Jian, S.; Wang, J.; Xu, D.; Ma, R.; Huang, C.; Lei, M.; Liu, D.; Wan, M. Gradient microstructure and mechanical properties of Ti-6Al-4V titanium alloy fabricated by high-frequency induction quenching treatment. Mater. Des. 2022, 222, 111031. [Google Scholar] [CrossRef]
- Lei, L.; Zhao, Y.; Zhao, Q.; Wu, C.; Huang, S.; Jia, W.; Zeng, W. Impact toughness and deformation modes of Ti–6Al–4V alloy with different microstructures. Mater. Sci. Eng. A 2021, 801, 140411. [Google Scholar] [CrossRef]
- Liu, Y.; Lim, S.C.; Chen, D.; Huang, A.; Weyland, M. Unravelling the competitive effect of microstructural features on the fracture toughness and tensile properties of near beta titanium alloys. J. Mater. Sci. Technol. 2022, 97, 101–112. [Google Scholar] [CrossRef]
- Zhu, Y.-Y.; Chen, B.; Tang, H.-B.; Cheng, X.; Wang, H.-M.; Li, J. Influence of heat treatments on microstructure and mechanical properties of laser additive manufacturing Ti-5Al-2Sn-2Zr-4Mo-4Cr titanium alloy. Trans. Nonferrous Met. Soc. China 2018, 28, 36–46. [Google Scholar] [CrossRef]
- Huang, X.; Zang, Y.; Ji, H.; Wang, B.; Duan, H. Combination gear hot forging process and microstructure optimization. J. Mater. Res. Technol. 2022, 19, 1242–1259. [Google Scholar] [CrossRef]
- Li, X.; Qian, L.; Sun, C.; Ning, W. The effect of loading mode on isothermal local loading forming of magnesium alloy rib-web component. Int. J. Adv. Manuf. Technol. 2021, 114, 2485–2497. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Sn | Zr | Nb | Mo | W | Si | Ti |
|---|---|---|---|---|---|---|---|---|
| Composition | 6.0~7.5 | 2.5~3.5 | 2.5~3.5 | 1.0~3.2 | 1.0~3.2 | 0.3~1.2 | 0.1~0.5 | Bal. |
| Temperature | UTS/MPa | YS/MPa | Elongation/% | Section Shrinkage/% |
|---|---|---|---|---|
| RM | 1019 | 947 | 9.3 | 13.3 |
| 450 °C | 767 | 624 | 21.4 | 39.3 |
| 650 °C | 508 | 409 | 33.8 | 41.3 |
| Simulation Parameters | Values |
|---|---|
| Temperature of the billet | 975 °C |
| Temperature of the die | 300 °C |
| Speed of the top die | 7 mm/s |
| Coefficient of friction | 0.3 |
| Heat transfer coefficient | 5 N/s/mm/°C |
| Number of mesh | 100,000 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, H.; Min, W.; Mo, A.; Qin, Y.; Peng, S.; Gongye, F.; Li, S.; Zhou, J. Forming Analysis and Heat Treatment of TC31 Titanium Alloy Component with High Ribs and Thin Webs. Materials 2023, 16, 2860. https://doi.org/10.3390/ma16072860
Deng H, Min W, Mo A, Qin Y, Peng S, Gongye F, Li S, Zhou J. Forming Analysis and Heat Treatment of TC31 Titanium Alloy Component with High Ribs and Thin Webs. Materials. 2023; 16(7):2860. https://doi.org/10.3390/ma16072860
Chicago/Turabian StyleDeng, Heping, Wu Min, Anjun Mo, Yi Qin, Shixin Peng, Fanjiao Gongye, Shishan Li, and Jie Zhou. 2023. "Forming Analysis and Heat Treatment of TC31 Titanium Alloy Component with High Ribs and Thin Webs" Materials 16, no. 7: 2860. https://doi.org/10.3390/ma16072860