
Mechanical Properties and Microstructural Features of Biomass Fly Ash-Modified Self-Compacting Coal Gangue-Filled Backfill

Abstract
:1. Introduction
2. Materials and Methods
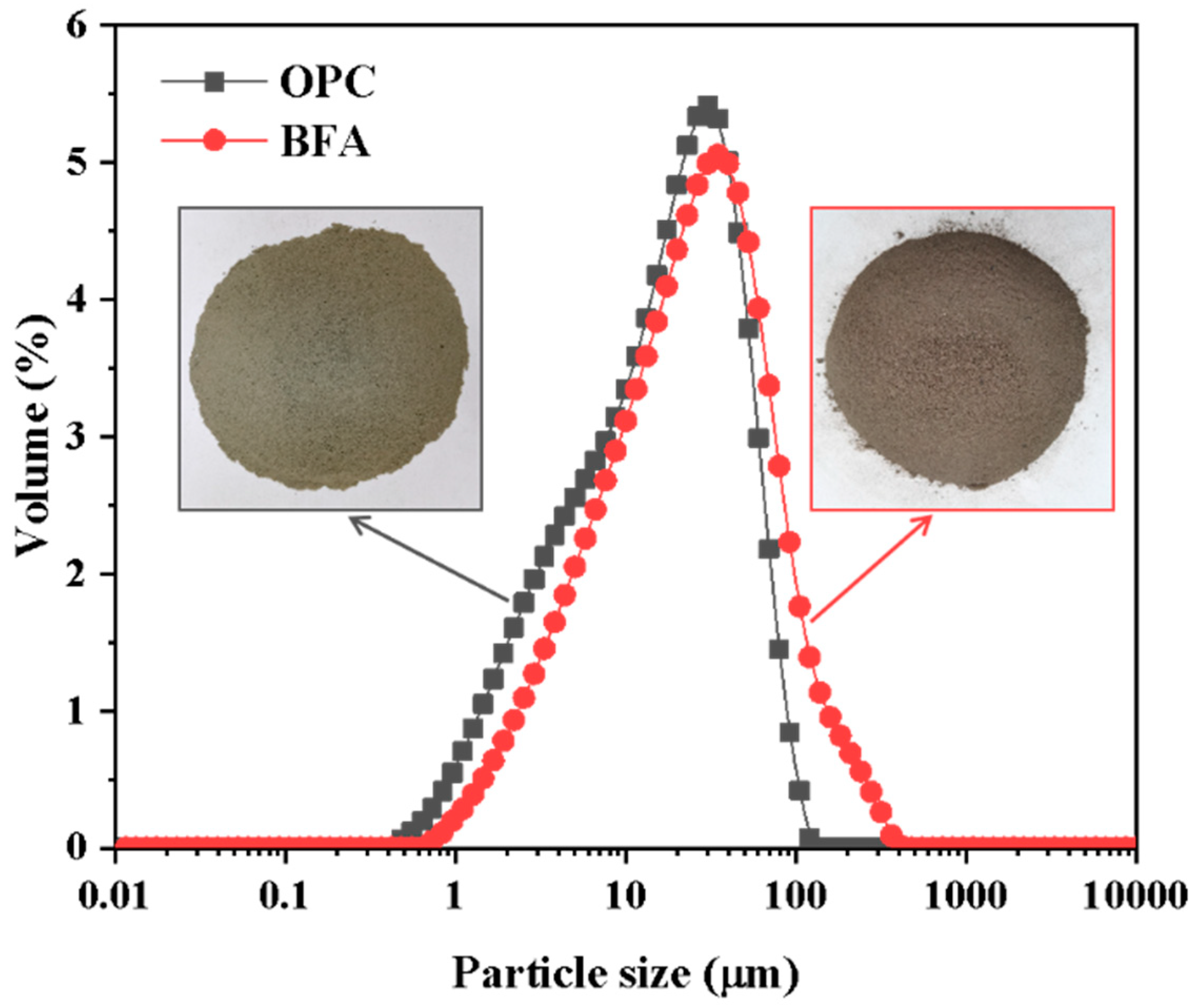
2.1. Materials
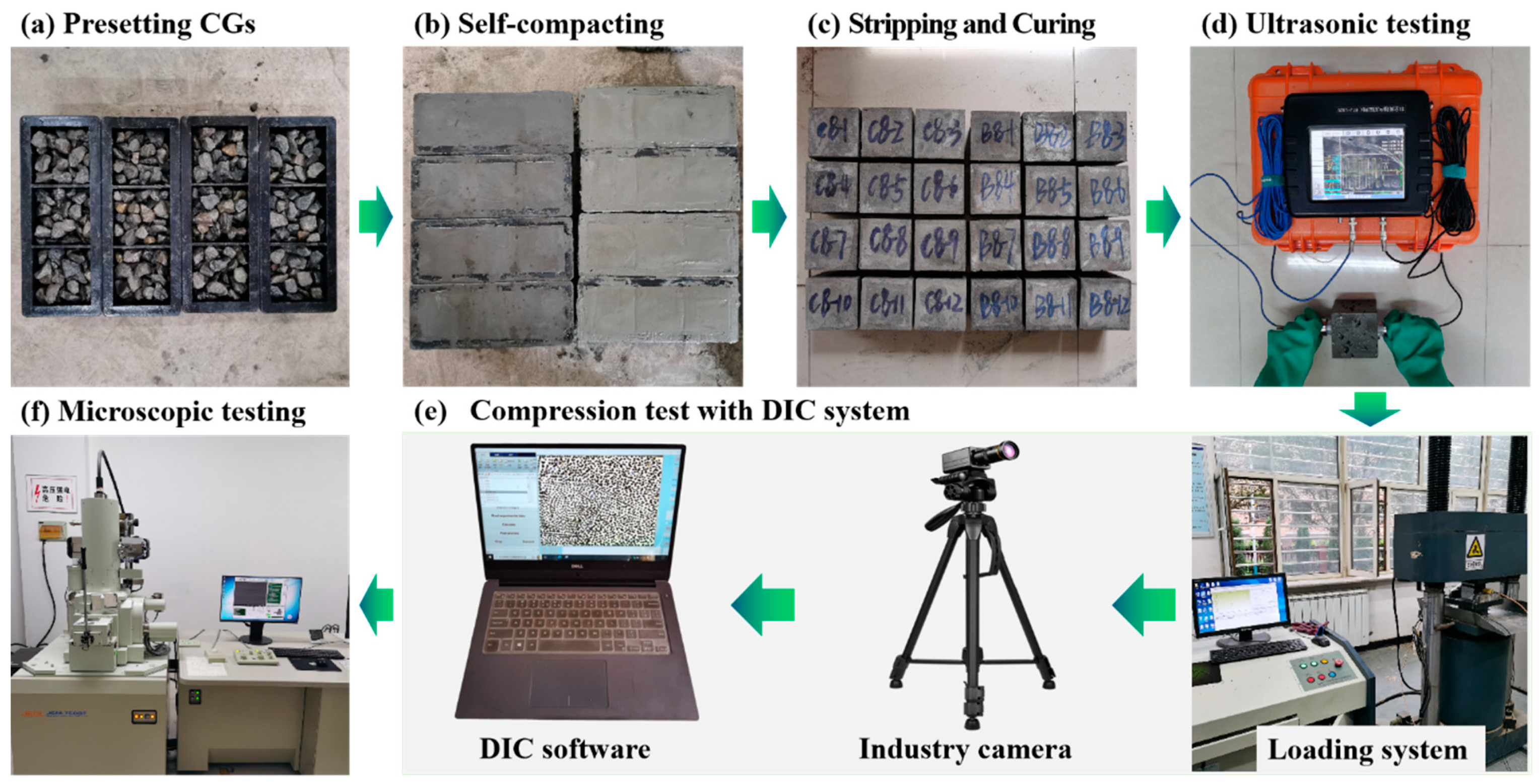
2.2. Mixture Proportion and Sample Preparation
2.3. Testing Methods
2.3.1. Mechanical Property Tests
2.3.2. Behavior under Mechanical Loads Using DIC
2.3.3. Microstructural Analyses
2.3.4. Cost and Environmental Index
3. Results and Discussion
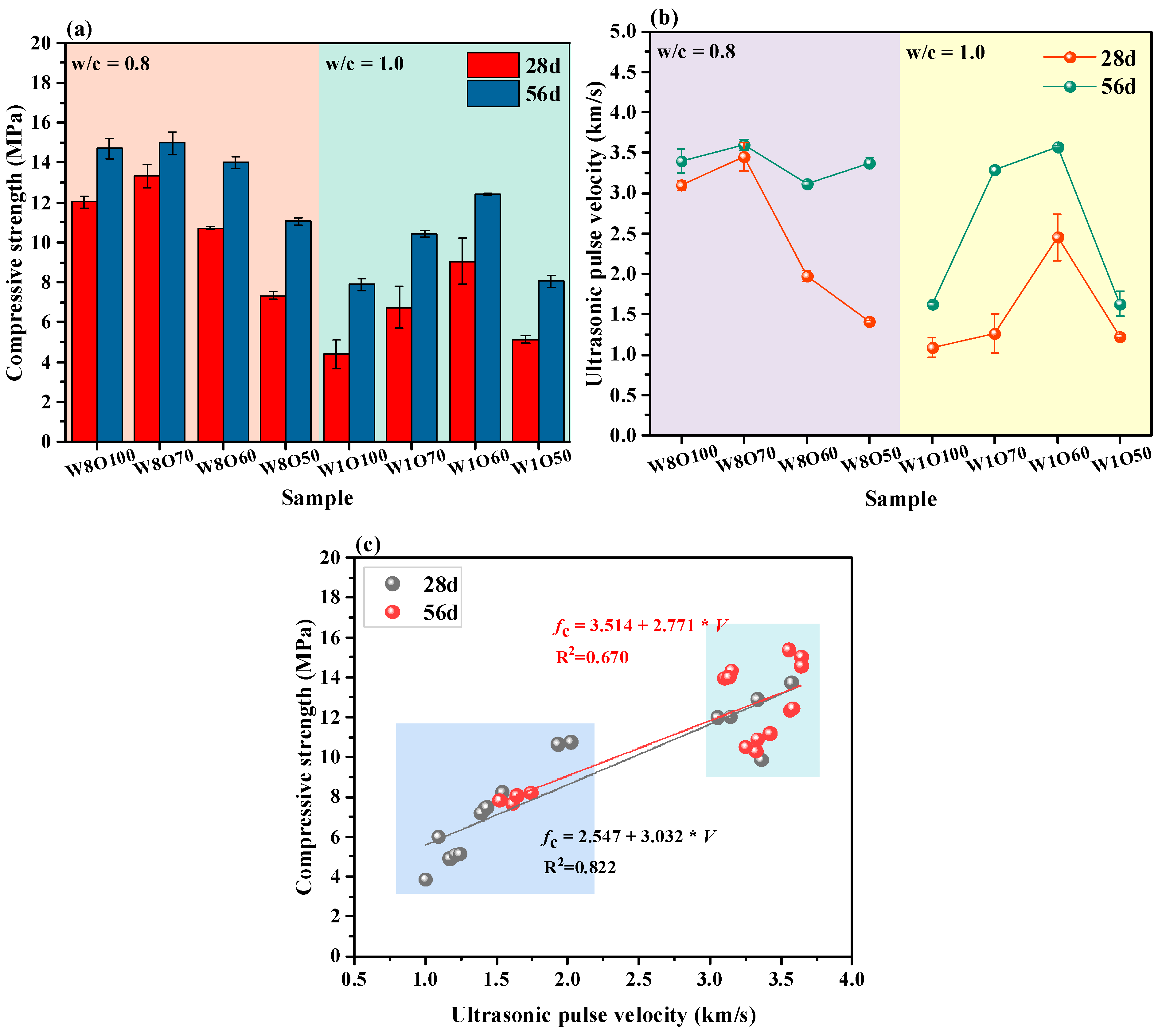
3.1. Compressive Strength and UPV Results
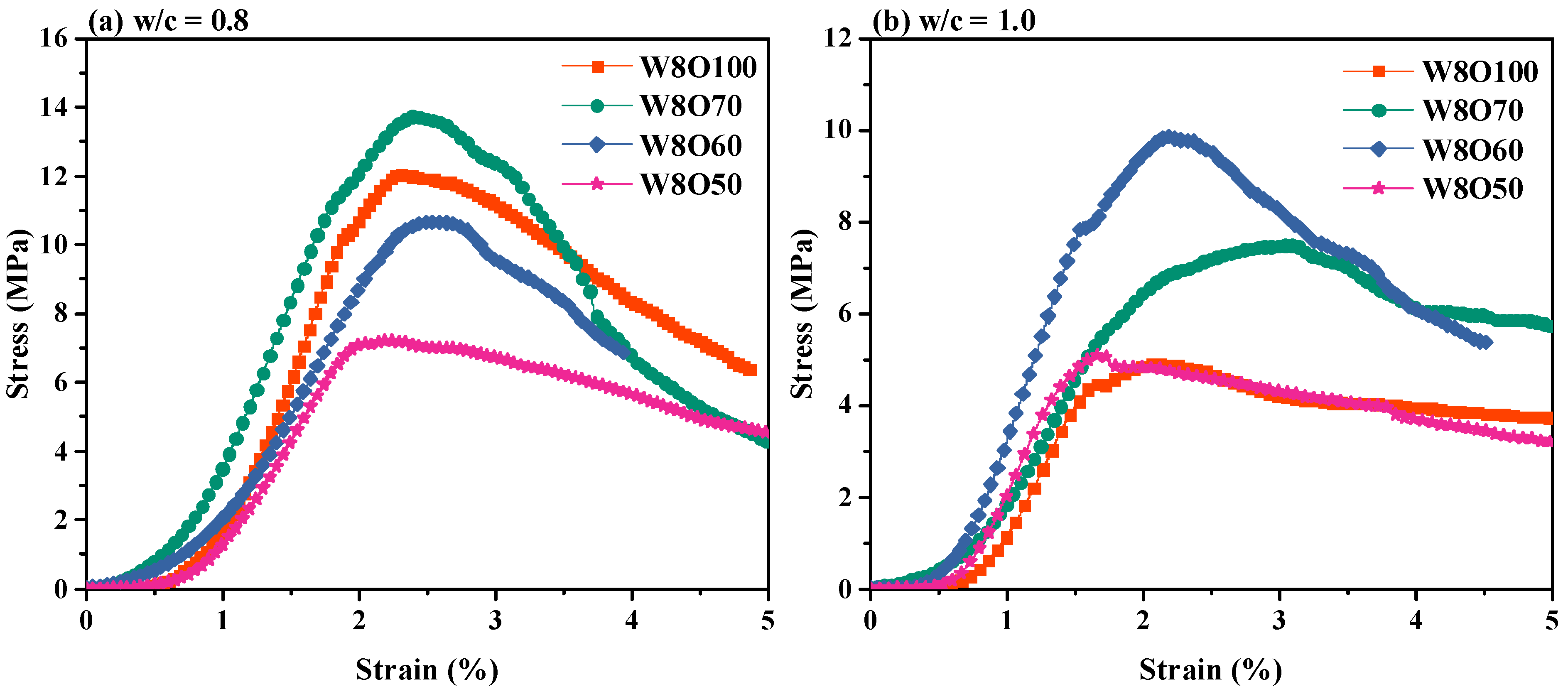
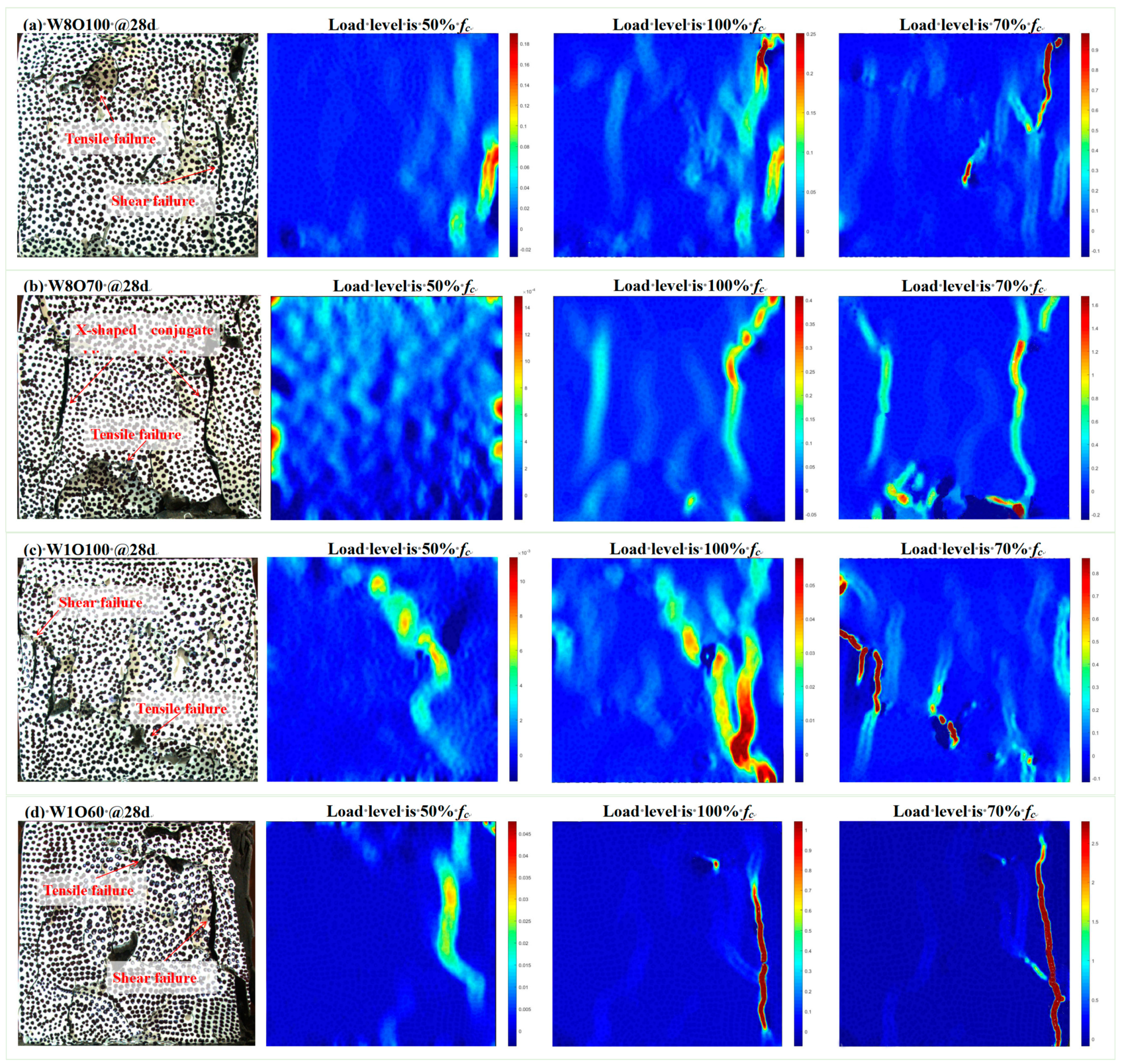
3.2. Cracking Development and Failure Modes Investigated by DIC
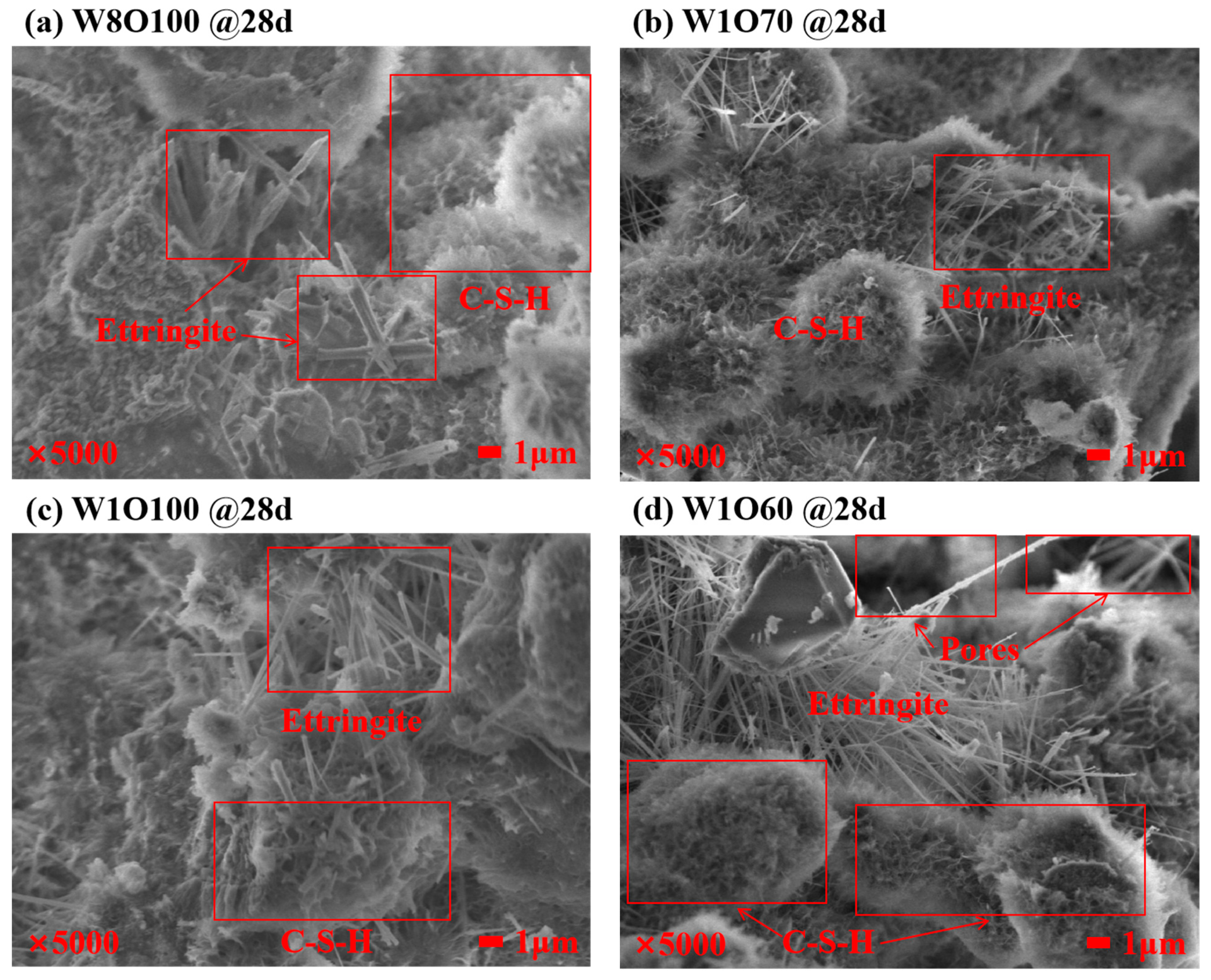
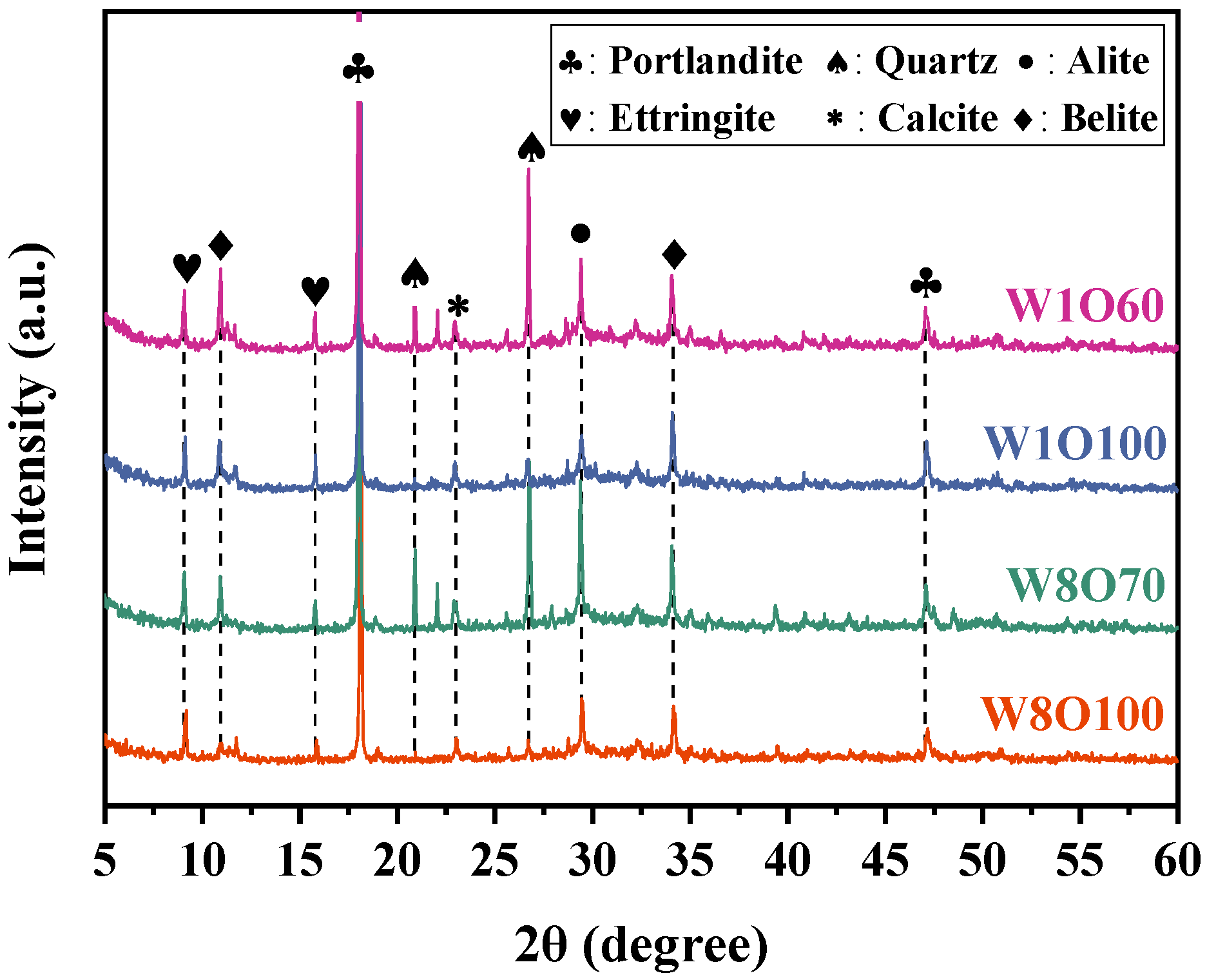
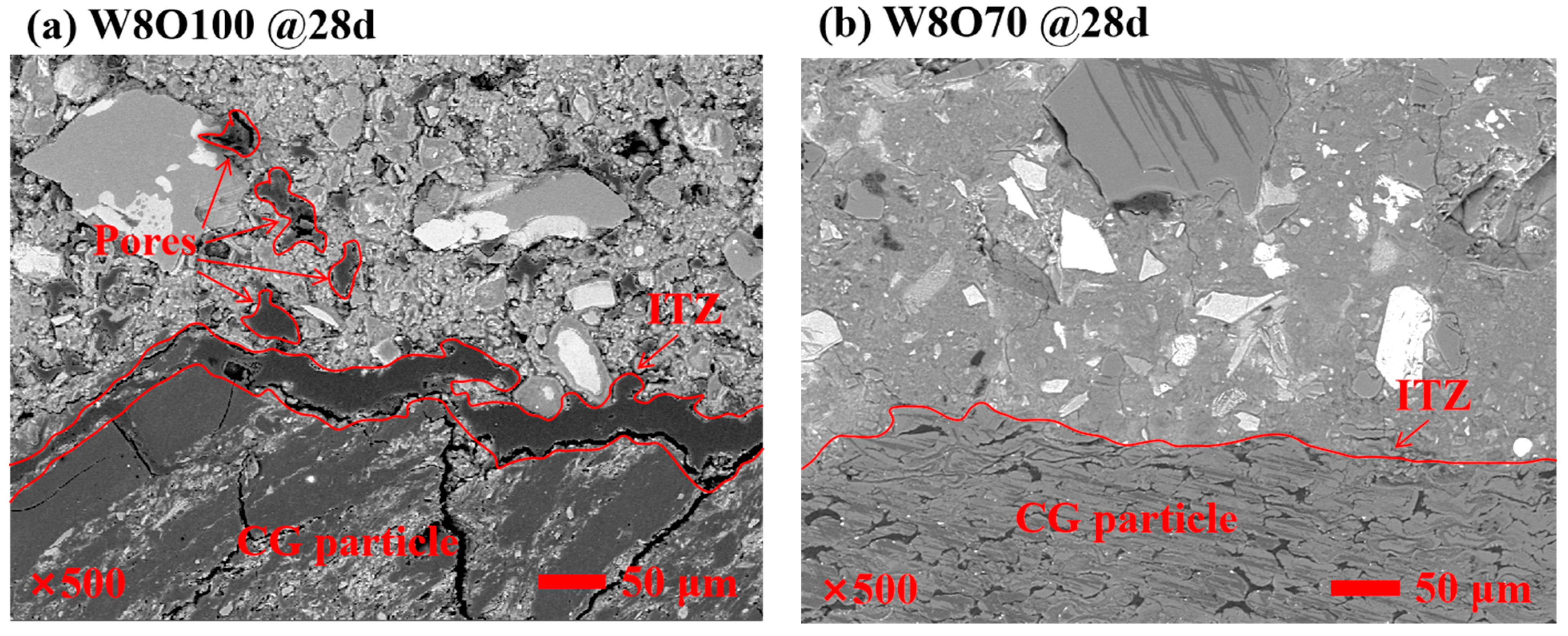
3.3. Microstructural Features
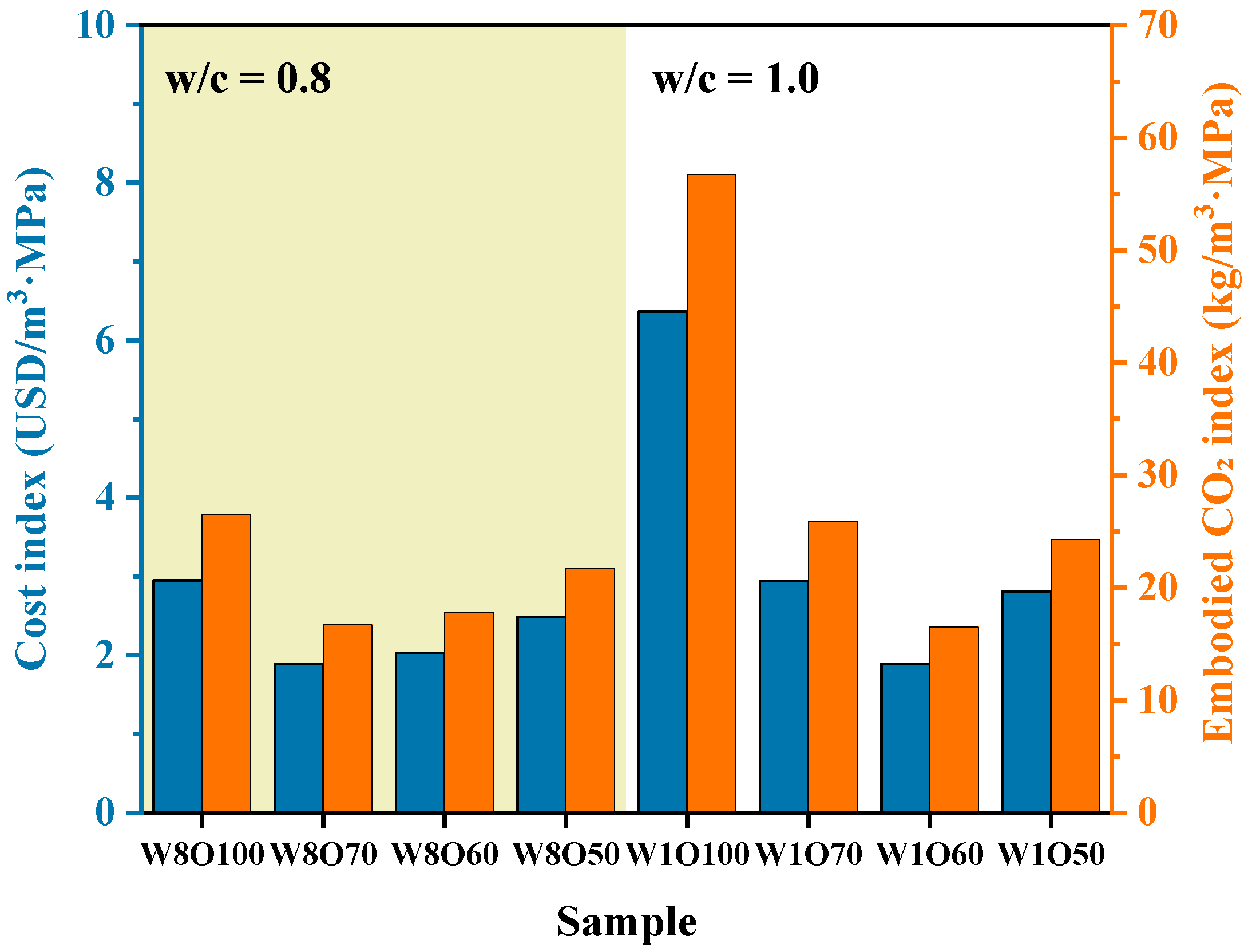
3.4. Evaluations of Economic and Environmental Impacts
4. Conclusions
- The compressive strength of SCFB can be increased by incorporating BFA at a 30% replacement rate at a low w/c ratio, and the replacement rate of BFA incorporation can be up to 40% at a high w/c ratio. BFA exhibits better reactivity and filling effect in SCFB samples with a high w/c ratio.
- The peak strain and deformation modulus E50 show a similar trend of increasing and then decreasing with the increase in replacement ratio. The relatively high-strength SCFB samples formed a typical x-type conjugate oblique shear failure, while the relatively low-strength SCFB samples were damaged mainly in tensile failure and secondarily in shear failure.
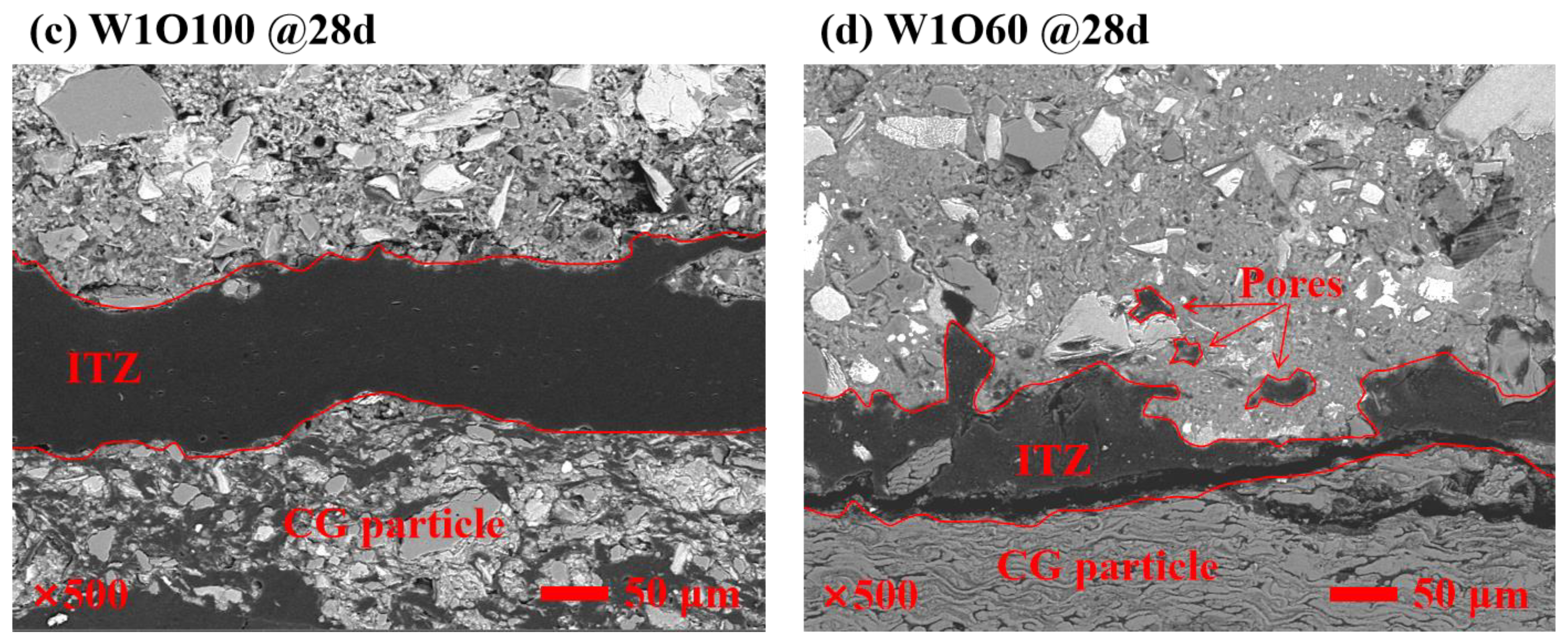
- Decreasing the w/c ratio can reduce the microscopic porosity and at the same time can reduce the thickness of ITZ, which is beneficial to improving the physical structure and strength of SCFB samples. The ITZ thickness can be reduced when OPC is partially and reasonably replaced by BFA, and the microscopic porosity of SCFB samples can be reduced at a low w/c ratio.
- Considering the application of SCFBs in engineering, using 30~40% BFA to replace OPC is an ideal choice because it has lower costs and lower carbon emissions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Y.; Lu, H.; Wu, J. Experimental investigation on strength and failure characteristics of cemented paste backfill-rock composite under uniaxial compression. Constr. Build. Mater. 2021, 304, 124629. [Google Scholar] [CrossRef]
- Jin, J.; Qin, Z.; Lü, X.; Liu, T.; Zhang, G.; Shi, J.; Zuo, S.; Li, D. Rheology control of self-consolidating cement-tailings grout for the feasible use in coal gangue-filled backfill. Constr. Build. Mater. 2021, 316, 125836. [Google Scholar] [CrossRef]
- Gao, S.; Zhang, S.; Guo, L. Application of Coal Gangue as a Coarse Aggregate in Green Concrete Production: A Review. Materials 2021, 14, 6803. [Google Scholar] [CrossRef] [PubMed]
- Jiang, H.; Fall, M.; Li, Y.; Han, J. An experimental study on compressive behaviour of cemented rockfill. Constr. Build. Mater. 2019, 213, 10–19. [Google Scholar] [CrossRef]
- Li, Y.; Liu, S.; Guan, X. Multitechnique investigation of concrete with coal gangue. Constr. Build. Mater. 2021, 301, 124114. [Google Scholar] [CrossRef]
- Jin, J.; Zhang, G.; Qin, Z.; Liu, T.; Shi, J.; Zuo, S. Viscosity enhancement of self-consolidating cement-tailings grout by biomass fly ash vs. chemical admixtures. Constr. Build. Mater. 2022, 340, 127802. [Google Scholar] [CrossRef]
- Thiedeitz, M.; Ostermaier, B.; Kränkel, T. Rice husk ash as an additive in mortar—Contribution to microstructural, strength and durability performance. Resour. Conserv. Recycl. 2022, 184, 106389. [Google Scholar] [CrossRef]
- Fořt, J.; Šál, J.; Žák, J.; Černý, R. Assessment of Wood-Based Fly Ash as Alternative Cement Replacement. Sustainability 2020, 12, 9580. [Google Scholar] [CrossRef]
- Thomas, B.S.; Yang, J.; Mo, K.H.; Abdalla, J.A.; Hawileh, R.A.; Ariyachandra, E. Biomass ashes from agricultural wastes as supplementary cementitious materials or aggregate replacement in cement/geopolymer concrete: A comprehensive review. J. Build. Eng. 2021, 40, 102332. [Google Scholar] [CrossRef]
- Khayat, K.H.; Meng, W.; Vallurupalli, K.; Teng, L. Rheological properties of ultra-high-performance concrete—An overview. Cem. Concr. Res. 2019, 124, 105828. [Google Scholar] [CrossRef]
- Jura, J.; Ulewicz, M. Assessment of the Possibility of Using Fly Ash from Biomass Combustion for Concrete. Materials 2021, 14, 6708. [Google Scholar] [CrossRef]
- Muhammad, A.; Thienel, K.-C.; Sposito, R. Suitability of Blending Rice Husk Ash and Calcined Clay for the Production of Self-Compacting Concrete: A Review. Materials 2021, 14, 6252. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.C.; Qi, T.Y.; Feng, G.R.; Wen, X.Z.; Wang, Z.H.; Shi, X.D.; Du, X.J. Effect of partial substitution of corn straw fly ash for fly ash as supplementary cementitious material on the mechanical properties of cemented coal gangue backfill. Constr. Build. Mater. 2021, 280, 122553. [Google Scholar] [CrossRef]
- Jaworska, B.; Stańczak, D.; Tarańska, J.; Jaworski, J. The Influence of Cement Substitution by Biomass Fly Ash on the Polymer–Cement Composites Properties. Materials 2021, 14, 3079. [Google Scholar] [CrossRef]
- Lin, J.; Mo, K.H.; Goh, Y.; Onn, C.C. Potential of municipal woody biomass waste ash in the production of cold-bonded lightweight aggregates. J. Build. Eng. 2023, 63, 105392. [Google Scholar] [CrossRef]
- Jurowski, K.; Grzeszczyk, S. Influence of Selected Factors on the Relationship between the Dynamic Elastic Modulus and Compressive Strength of Concrete. Materials 2018, 11, 477. [Google Scholar] [CrossRef] [Green Version]
- Golewski, G.L. Evaluation of morphology and size of cracks of the Interfacial Transition Zone (ITZ) in concrete containing fly ash (FA). J. Hazard. Mater. 2018, 357, 298–304. [Google Scholar] [CrossRef] [PubMed]
- Paul, P.; Apedo, K.L.; Belhaj, E.; Feugeas, F. Effect of waste chemical foundry sand on mechanical properties and damage process of cementitious materials using digital image correlation technology. J. Clean. Prod. 2022, 368, 133103. [Google Scholar] [CrossRef]
- Du, X.; Feng, G.; Qi, T.; Guo, Y.; Zhang, Y.; Wang, Z. Failure characteristics of large unconfined cemented gangue backfill structure in partial backfill mining. Constr. Build. Mater. 2018, 194, 257–265. [Google Scholar] [CrossRef]
- Zuo, S.; Yuan, Q.; Huang, T.; Zhang, K.; Shi, J.; Tan, Y. Microstructural changes of young cement paste due to moisture transfer at low air pressures. Cem. Concr. Res. 2023, 164, 107061. [Google Scholar] [CrossRef]
- Sharma, M.; Bishnoi, S. Influence of properties of interfacial transition zone on elastic modulus of concrete: Evidence from micromechanical modelling. Constr. Build. Mater. 2020, 246, 118381. [Google Scholar] [CrossRef]
- Liu, Y.; Zeng, L.; Xiang, S.; Mo, J.; Zhang, J.; Chen, J.; Cheng, G. Compressive performance evaluation of concrete confined by stirrups at elevated temperature using DIC technology. Constr. Build. Mater. 2020, 260, 119883. [Google Scholar] [CrossRef]
- Sharma, R.; Khan, R.A. Influence of copper slag and metakaolin on the durability of self compacting concrete. J. Clean. Prod. 2018, 171, 1171–1186. [Google Scholar] [CrossRef]
- Shariq, M.; Prasad, J.; Masood, A. Studies in ultrasonic pulse velocity of concrete containing GGBFS. Constr. Build. Mater. 2013, 40, 944–950. [Google Scholar] [CrossRef]
- Demirboğa, R.; Türkmen, İ.; Karakoc, M.B. Relationship between ultrasonic velocity and compressive strength for high-volume mineral-admixtured concrete. Cem. Concr. Res. 2004, 34, 2329–2336. [Google Scholar] [CrossRef]
- Xiang, S.; Zeng, L.; Zhang, J.; Chen, J.; Liu, Y.; Cheng, G.; Mo, J. A DIC-Based Study on Compressive Responses of Concrete after Exposure to Elevated Temperatures. Materials 2019, 12, 2044. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xu, X.; Jin, Z.; Yu, Y.; Li, N. Damage source and its evolution of ultra-high performance concrete monitoring by digital image correlation and acoustic emission technologies. J. Build. Eng. 2023, 65, 105734. [Google Scholar] [CrossRef]
- Luo, H.; Lin, L.; Chen, K.; Antwi-Afari, M.F.; Chen, L. Digital technology for quality management in construction: A review and future research directions. Dev. Built Environ. 2022, 12, 100087. [Google Scholar] [CrossRef]
- Bakir, K.; Aydemir, D.; Bardak, T. Dimensional stability and deformation analysis under mechanical loading of recycled PET-wood laminated composites with digital image correlation. J. Clean. Prod. 2020, 280, 124472. [Google Scholar] [CrossRef]
- Shi, J.; Tan, J.; Liu, B.; Chen, J.; Dai, J.; He, Z. Experimental study on full-volume slag alkali-activated mortars: Air-cooled blast furnace slag versus machine-made sand as fine aggregates. J. Hazard. Mater. 2020, 403, 123983. [Google Scholar] [CrossRef]
- Lv, X.; Lin, Y.; Chen, X.; Shi, Y.; Liang, R.; Wang, R.; Peng, Z. Environmental impact, durability performance, and interfacial transition zone of iron ore tailings utilized as dam concrete aggregates. J. Clean. Prod. 2021, 292, 126068. [Google Scholar] [CrossRef]
- Zhang, J.; Chen, T.; Gao, X. Incorporation of self-ignited coal gangue in steam cured precast concrete. J. Clean. Prod. 2021, 292, 126004. [Google Scholar] [CrossRef]
- Ho, L.S.; Huynh, T.-P. Recycled waste medical glass as a fine aggregate replacement in low environmental impact concrete: Effects on long-term strength and durability performance. J. Clean. Prod. 2022, 368, 133144. [Google Scholar] [CrossRef]
- Abbassi, F.; Ahmad, F. Behavior analysis of concrete with recycled tire rubber as aggregate using 3D-digital image correlation. J. Clean. Prod. 2020, 274, 123074. [Google Scholar] [CrossRef]
- Qiu, J.; Zhou, Y.; Guan, X.; Zhu, M. The influence of fly ash content on ITZ microstructure of coal gangue concrete. Constr. Build. Mater. 2021, 298, 123562. [Google Scholar] [CrossRef]
- Zhang, K.; Yuan, Q.; Huang, T.; Zuo, S.; Yao, H. Utilization of novel stranded steel fiber to enhance fiber–matrix interface of cementitious composites. Constr. Build. Mater. 2023, 369, 130525. [Google Scholar] [CrossRef]
- Cheng, Y.; Liu, S.; Zhu, B.; Liu, R.; Wang, Y. Preparation of preplaced aggregate concrete and experimental study on its strength. Constr. Build. Mater. 2019, 229, 116847. [Google Scholar] [CrossRef]
- De la Varga, I.; Muñoz, J.; Bentz, D.; Spragg, R.; Stutzman, P.; Graybeal, B. Grout-concrete interface bond performance: Effect of interface moisture on the tensile bond strength and grout microstructure. Constr. Build. Mater. 2018, 170, 747–756. [Google Scholar] [CrossRef]
- Cabrera, M.; Martinez-Echevarria, M.J.; López-Alonso, M.; Agrela, F.; Rosales, J. Self-Compacting Recycled Concrete Using Biomass Bottom Ash. Materials 2021, 14, 6084. [Google Scholar] [CrossRef]
- Garcia, D.C.; Wang, K.; Figueiredo, R.B. The influences of quartz content and water-to-binder ratio on the microstructure and hardness of autoclaved Portland cement pastes. Cem. Concr. Compos. 2018, 91, 138–147. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemicals (wt/%) | CaO | SiO2 | Al2O3 | Fe2O3 | MgO | SO3 | Other Oxides | Loss on Ignition |
|---|---|---|---|---|---|---|---|---|
| OPC | 62.80 | 20.60 | 4.13 | 2.99 | 1.93 | 2.56 | 3.93 | 1.06 |
| BFA | 4.19 | 58.76 | 11.66 | 4.5 | 3.24 | 1.28 | 9.48 | 6.89 |
| Sample | w/c Ratios | Water (g) | OPC (g) | BFA (g) | TS (g) |
|---|---|---|---|---|---|
| W8O100 | 0.8 | 1000.0 | 1250.0 | 0 | 250.0 |
| W8O70 | 0.8 | 1000.0 | 875.0 | 375.0 | 250.0 |
| W8O60 | 0.8 | 1000.0 | 750.0 | 500.0 | 250.0 |
| W8O50 | 0.8 | 1000.0 | 625.0 | 625.0 | 250.0 |
| W1O100 | 1.0 | 1000.0 | 1000.0 | 0 | 500.0 |
| W1O70 | 1.0 | 1000.0 | 700.0 | 300.0 | 500.0 |
| W1O60 | 1.0 | 1000.0 | 600.0 | 400.0 | 500.0 |
| W1O50 | 1.0 | 1000.0 | 500.0 | 500.0 | 500.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, G.; Qin, Z.; Zuo, S. Mechanical Properties and Microstructural Features of Biomass Fly Ash-Modified Self-Compacting Coal Gangue-Filled Backfill. Materials 2023, 16, 2789. https://doi.org/10.3390/ma16072789
Han G, Qin Z, Zuo S. Mechanical Properties and Microstructural Features of Biomass Fly Ash-Modified Self-Compacting Coal Gangue-Filled Backfill. Materials. 2023; 16(7):2789. https://doi.org/10.3390/ma16072789
Chicago/Turabian StyleHan, Guang, Zhifa Qin, and Shenghao Zuo. 2023. "Mechanical Properties and Microstructural Features of Biomass Fly Ash-Modified Self-Compacting Coal Gangue-Filled Backfill" Materials 16, no. 7: 2789. https://doi.org/10.3390/ma16072789