
Influence of Mix Design on Physical, Mechanical and Durability Properties of Multi-Recycled Aggregate Concrete

Abstract
:1. Introduction
2. Experimental Program
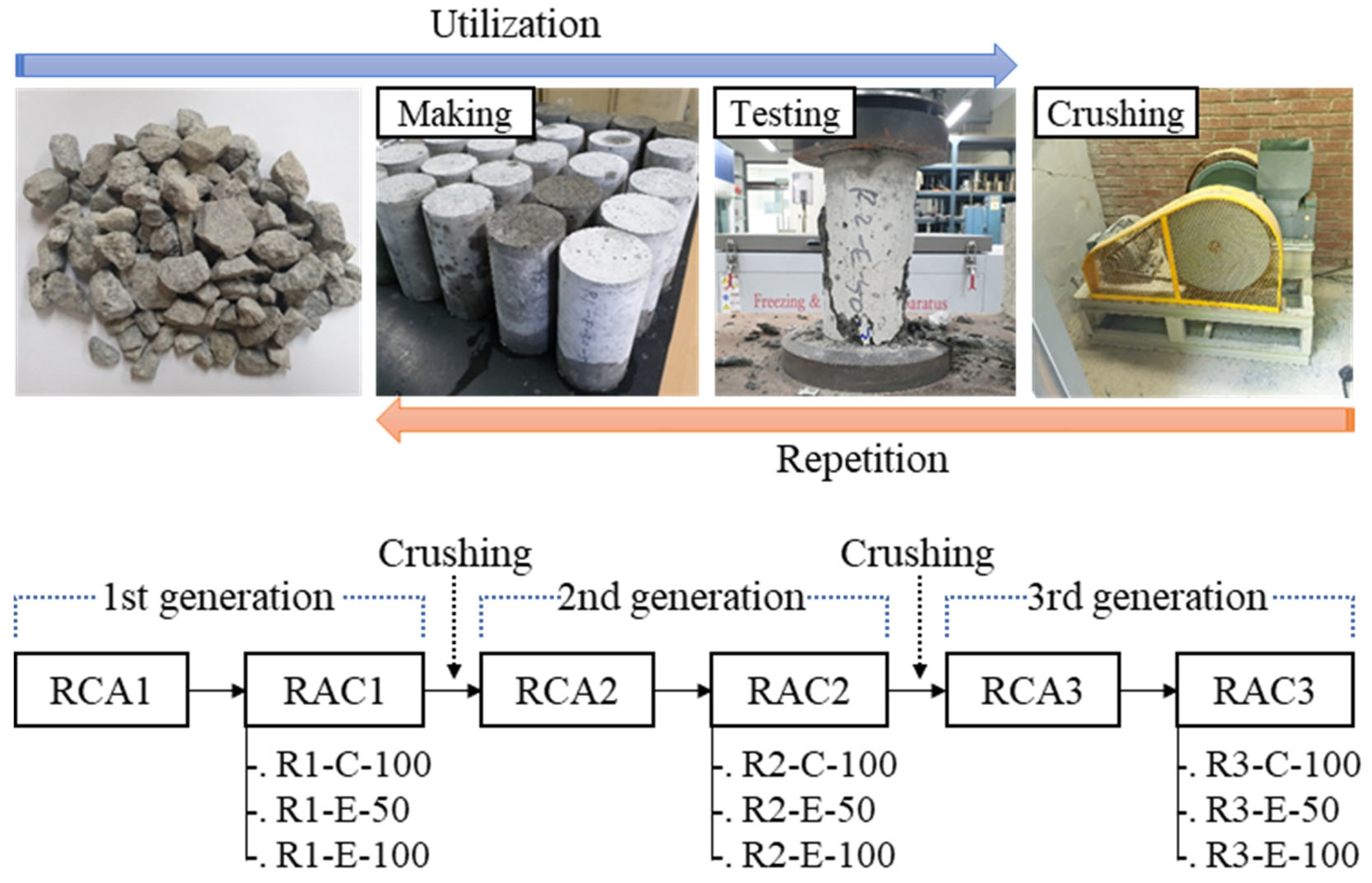
2.1. Research Flow
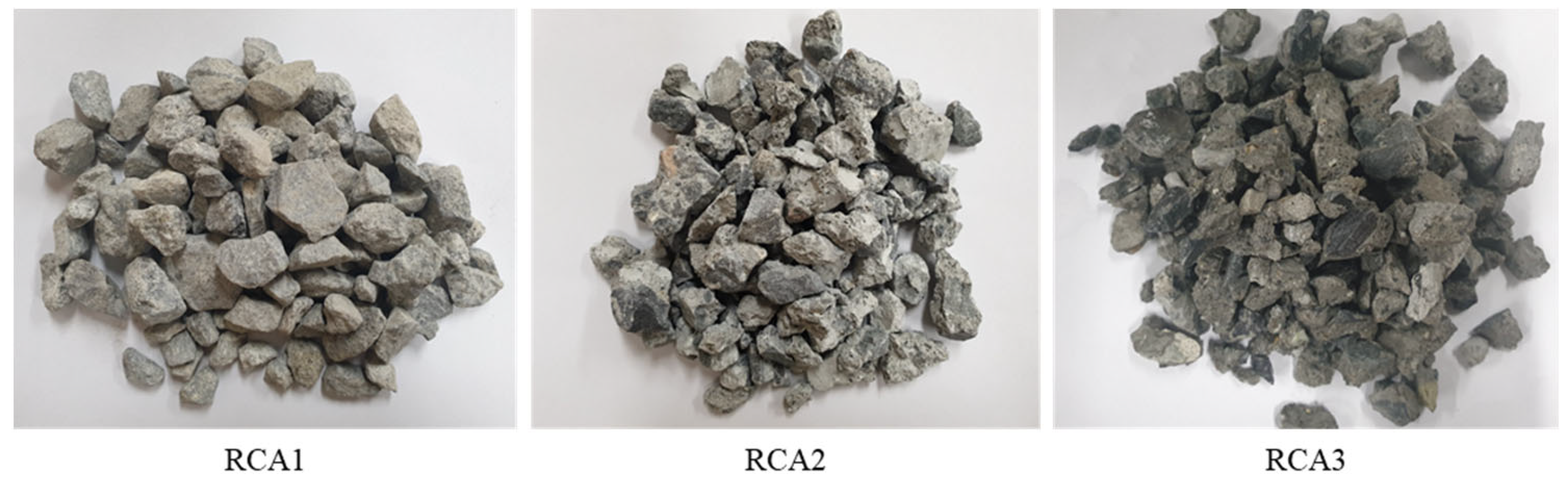
- RCA1: it refers to the first generation RCA produced by multiple crushing precast concrete members made of natural aggregate in a recycling plant.
- RAC1: the first generation RAC containing RCA1 is denoted as RAC1, and it is subdivided into R1-C-100, R1-E-50, and R1-E-100 according to the mix design and replacement ratio of RCA1.
- RCA2: the second generation RCA, RCA2, was obtained by crushing RAC1 with 100% RCA1 (i.e., R1-C-100 and R1-E-100) with a laboratory jaw crusher after 35 days of curing. In particular, R1-E-50, which contains 50% of natural coarse aggregate (NCA), was excluded from RCA2 production in order to ensure the representativeness of being recycled twice.
- RAC2: the second generation concrete uses RCA2, and it is divided into R2-C-100, R2-E-50, and R2-E-100 based on the mix design and RCA2 replacement ratio.
- RCA3: this refers to RCA obtained from RAC2 with 100% RCA2 (i.e., R2-C-100 and R2-E-100). For the same reason as in the RCA2 preparation described above, R2-E-50 was excluded from RCA3 production.
- RAC3: the third generation RAC. RAC3 was produced using RCA3 as a coarse aggregate, and it is classified into R3-C-100, R3-E-50, and R3-E-100 depending on the mix design and aggregate replacement ratio.
2.2. Materials
2.3. Mixture Design
- Reference concrete was prepared using natural aggregates, and the mix proportion provided by a ready-mixed concrete plant was adopted, which was set to achieve a 28-day compressive strength of 30 MPa and a slump of 180 mm.
- For RAC1, two mix designs were used: CMD and EMV. Concrete made by CMD was named R1-C, and the concrete made with the EMV mix design was divided into R1-E-50 and R1-E-100 based on the RCA1 replacement ratio.
- The RAC2 with the CMD was named R2-C, and RAC2 proportioned by the EMV design was divided into R2-E-50 and R2-E-100 depending on the RCA2 replacement ratio. Particularly, at 100% replacement ratio, the combination of RCA2 with adhered mortar content of 23% and the EMV design significantly reduced the amount of fresh mortar, making it nearly impossible to mold with the general compaction (not only zero slump, but hard to compact by steel rod), thus the modified EMV design proposed by Yang and Lee [25] was applied. The modified EMV method considers only a certain portion of the adhered mortar content of RCA as mortar and the remaining portion as aggregate, thereby increasing the amount of fresh mortar. In practice, the determination of the portion of mortar and aggregate in adhered mortar depends on the experience and knowledge of concrete designer. In this study, the mix proportion for R2-E-100 was designed by determining the adhered mortar content to be 12% instead of 23%.
- The RAC3 was classified into R3-C, R3-E-50 and R3-E-100 according to the mix designs and RCA3 replacement ratios. As in the case of RAC2, the modified EMV design was applied for R3-E-100. The adhered mortar content was considered to be 16% instead of 32%.
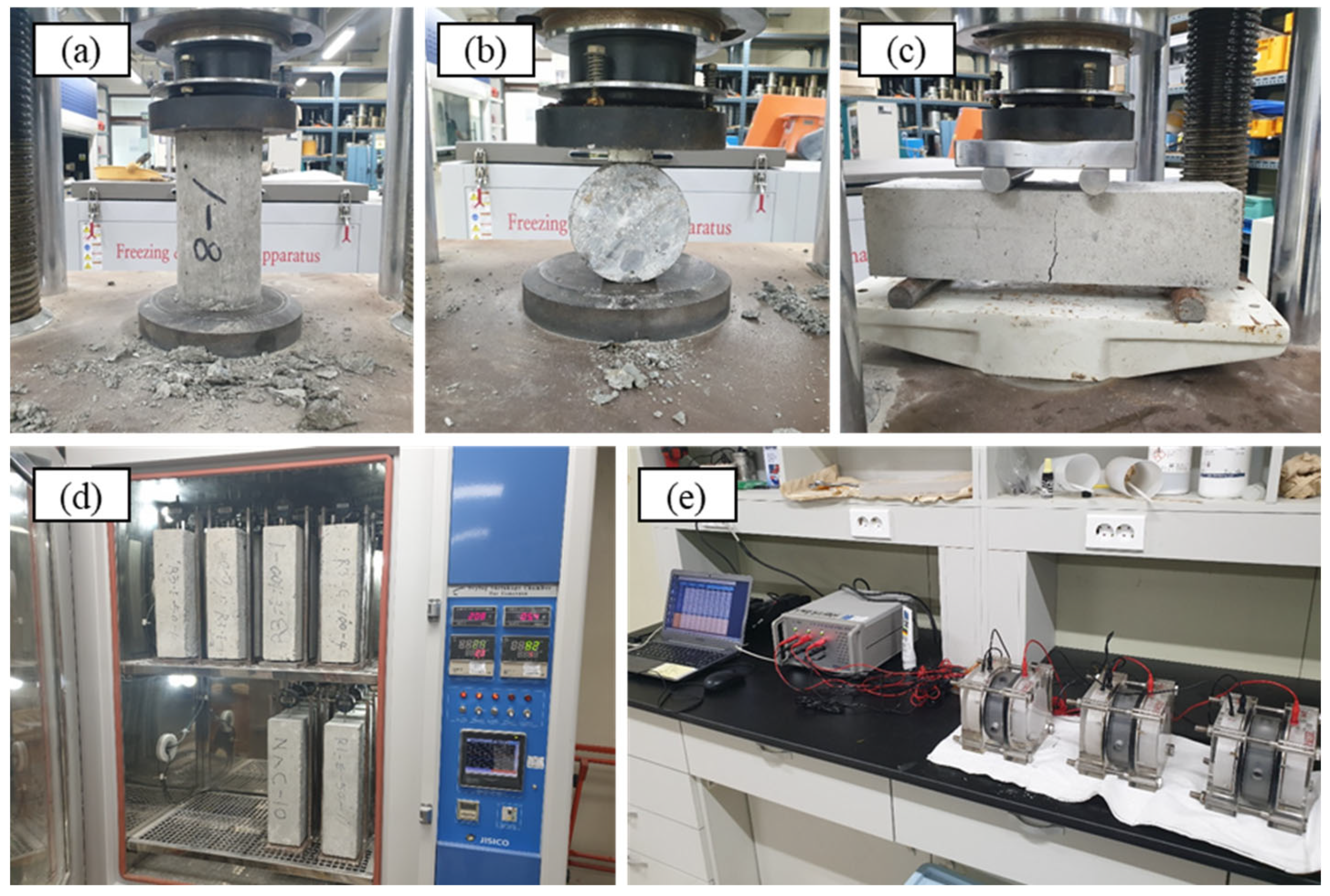
2.4. Test Methods
3. Results and Discussion
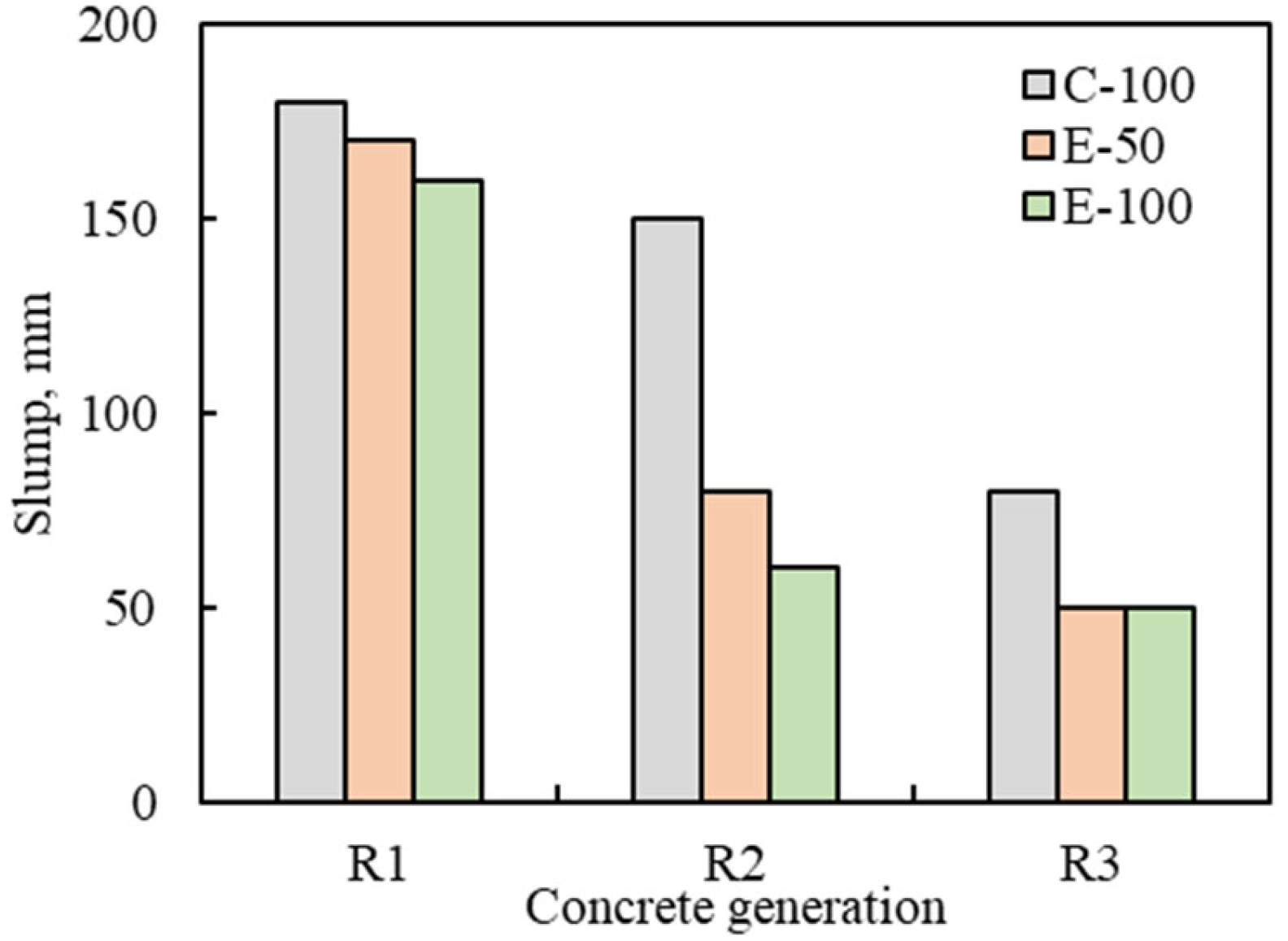
3.1. Workability
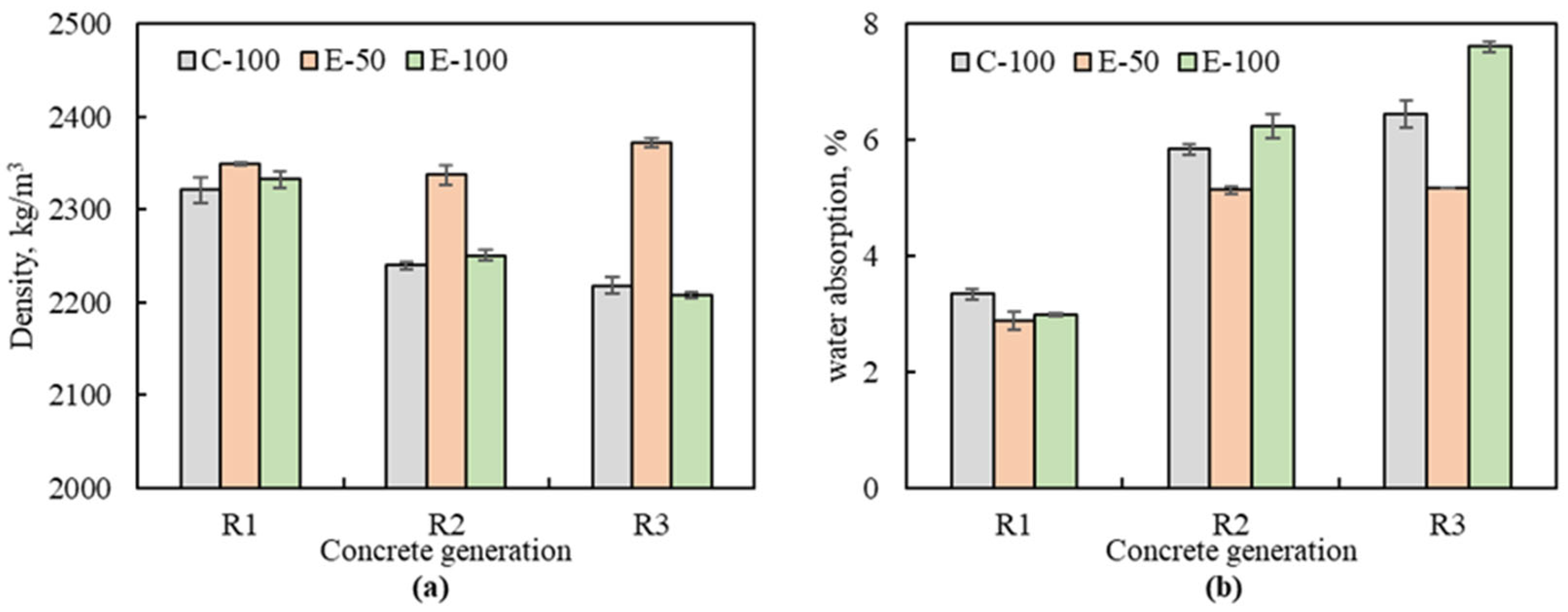
3.2. Density and Water Absorption
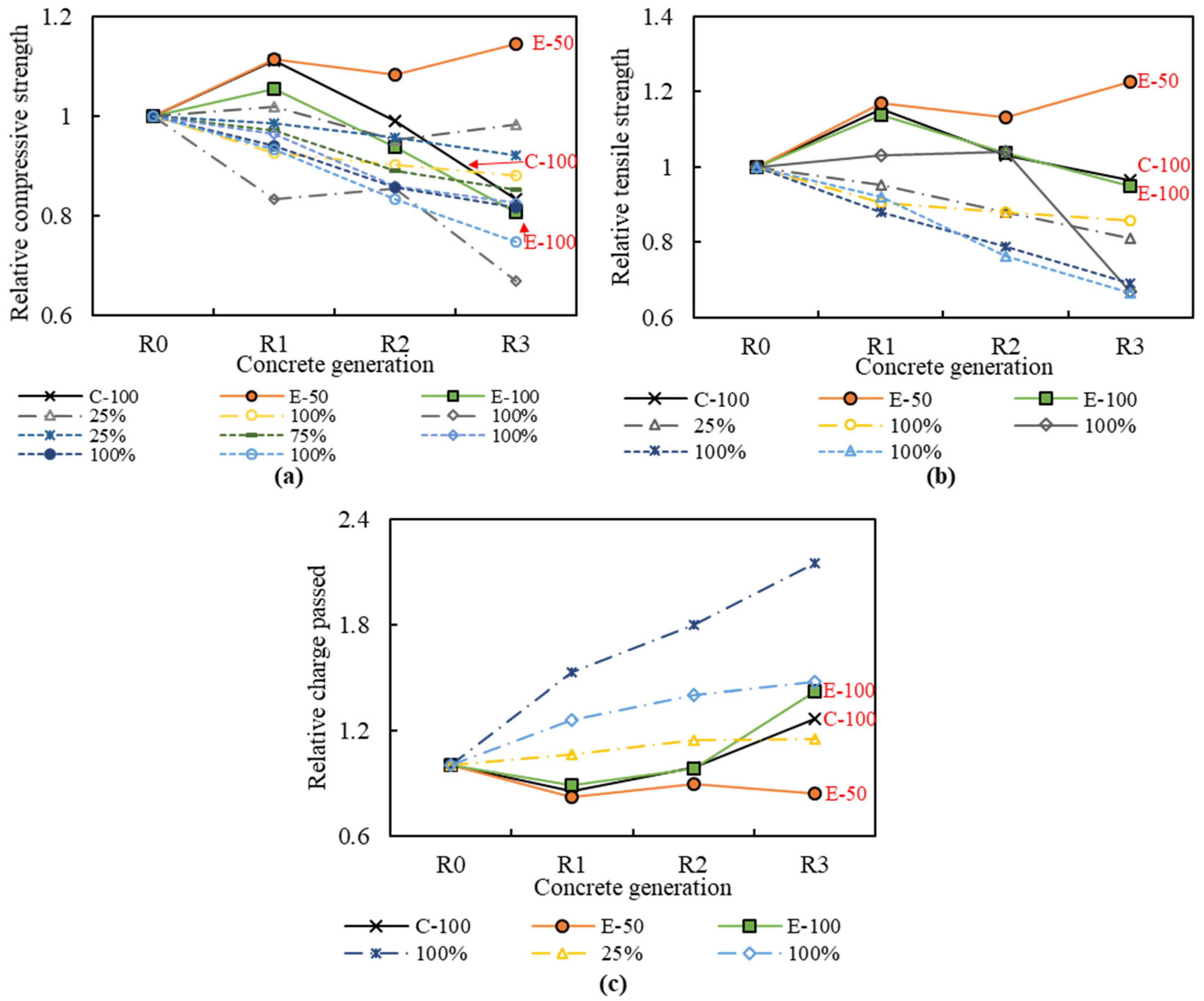
3.3. Mechanical Strength
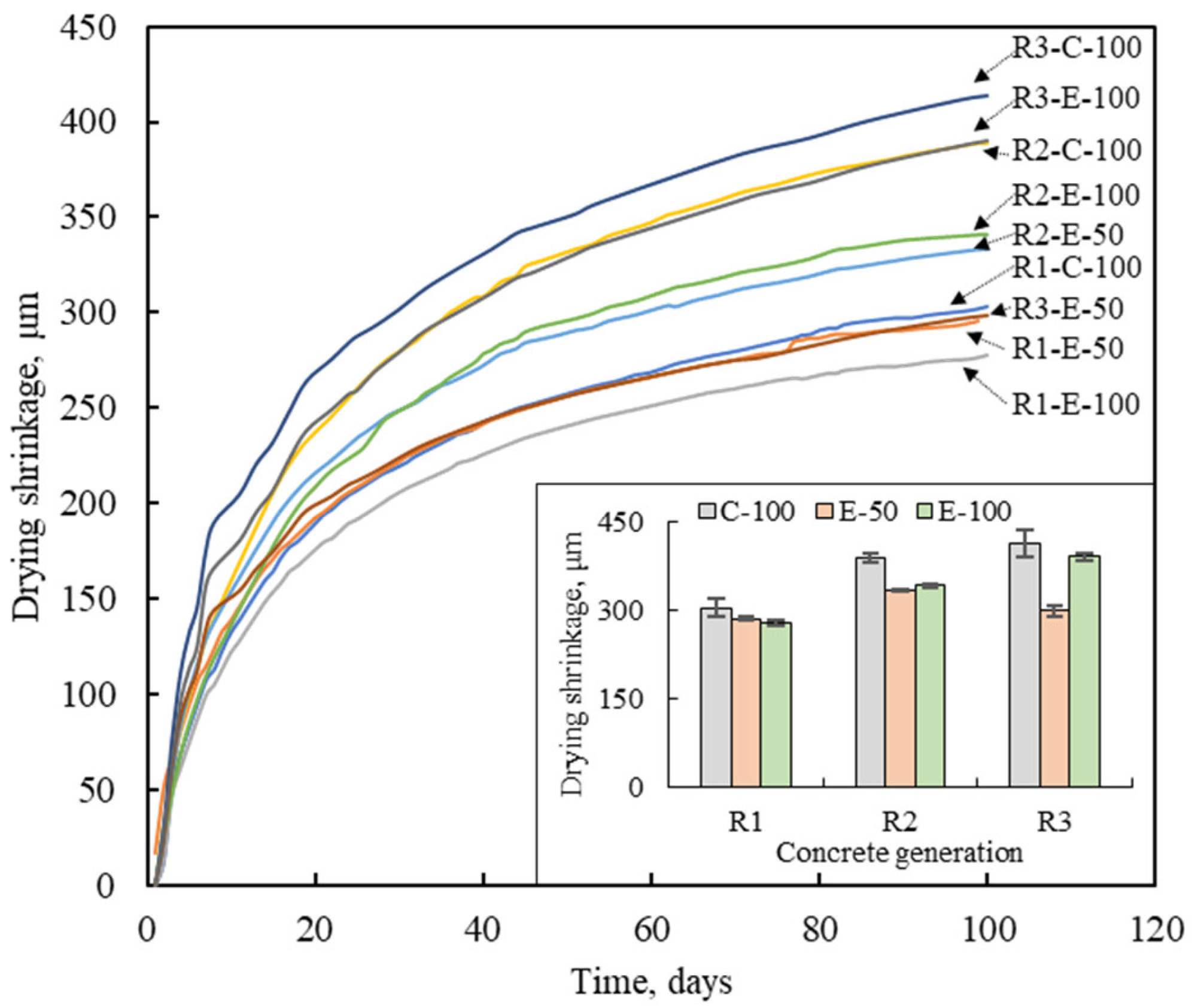
3.4. Drying Shrinkage
3.5. Rapid Chloride Penetration Resistance
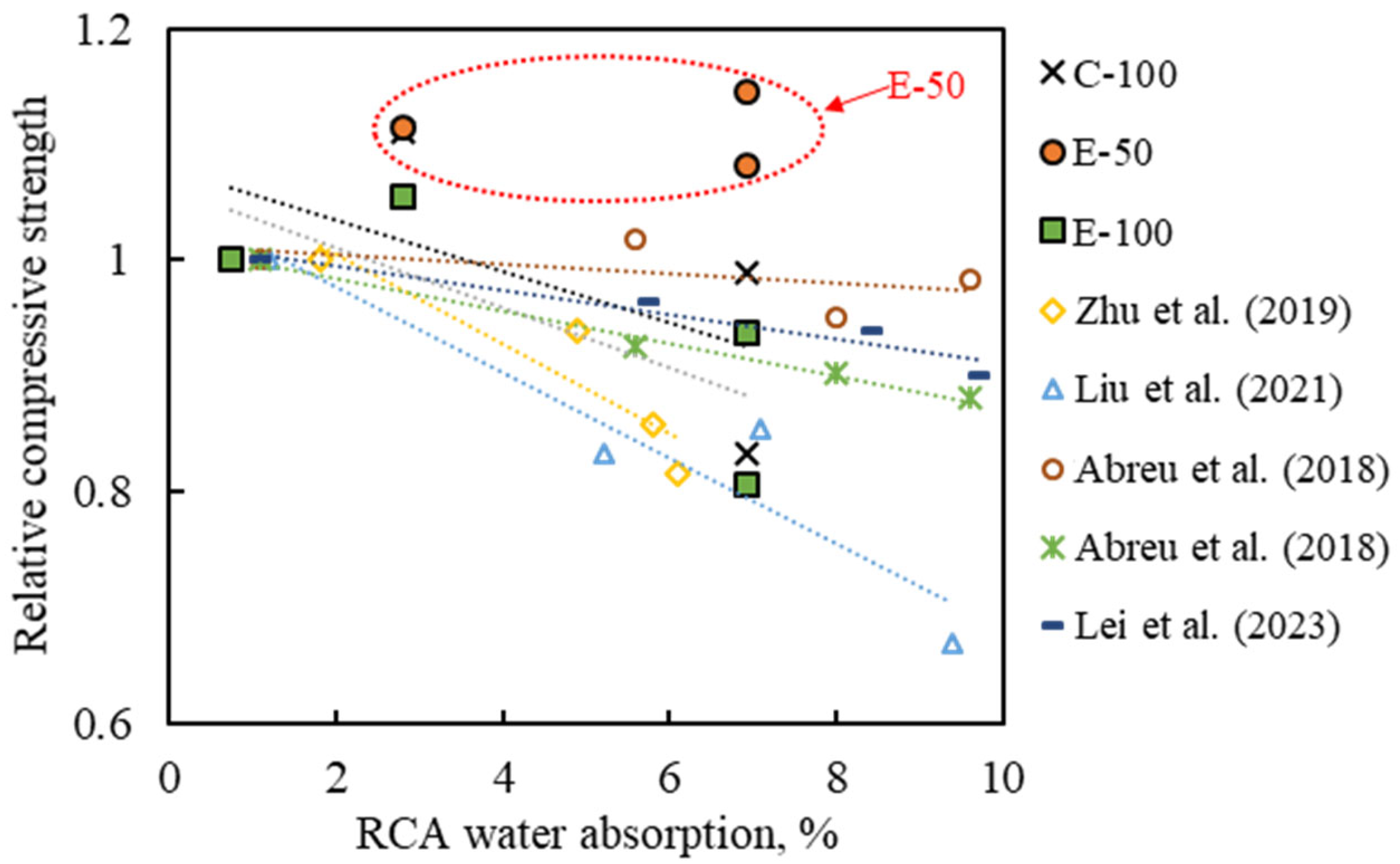
3.6. Comparison with Previous Studies and Discussion
4. Conclusions
- Concrete that includes RCA1 with low water absorption demonstrated performance comparable or superior to NAC. The slump of R1 concretes ranged within ±20 mm, and properties such as compressive strength (5–11%), tensile strength (±3%), flexural strength (14–17%), chloride resistance (11–18%), and drying shrinkage (3–12%) were improved when compared to those of NAC. This indicates that the poor performance caused by RCA in concrete compared to NCA can be offset by the use of high-quality RCA.
- As the number of recycling processes increases, the quality of RCA gradually diminishes, leading to a significant deterioration in the properties of the resulting concrete. Compared to R1-C-100 and R1-E-100, the slump, mechanical strength, and chloride resistance of R3-C-100 and R3-E-100 concretes decreased by up to 69%, 25%, and 60%, while the drying shrinkage increased by 40%. However, in contrast to this trend, the E-50 concretes exhibited a similar level of performance across three generations of recycling. Therefore, it can be concluded that the use of multi-recycled aggregate may reduce the performance of concrete, but this performance degradation can be mitigated through a combination of appropriate mix design and RCA replacement ratio.
- The experimental results in this study also indicate that RCA, even multiple RCA, have no barriers to being used as substitutes for NCA in terms of concrete performance. This could be an important finding in achieving true sustainability, enabling repeated recycling of concrete.
- Irrespective of the mix design method, remarkable slump losses were observed as the number of recycling increased, particularly in case of the EMV-based concrete. For the E-50 concrete, despite the good hardened performance, it may not suitable for building concrete unless its workability is improved. On the other hand, due to its low slump, the E-50 concrete can be utilized for prefabricated concrete elements, such as road pavement, precast structural members, sewage pipes, bricks and blocks.
- Since the concept of multiple recycling of concrete has been discussed relatively recently, there are many unknowns compared to the ‘used once’ recycled aggregate concrete. Therefore, further research is needed from various perspectives. For example, an investigation could be conducted to overcome the observed slump loss of MRAC through an increase in plasticizer dosage or through the use of supplementary cementitious materials. In addition, chemical and microstructure analyses, which have not been performed in this study, are recommended. Particularly, the analysis on the economic viability and environmental impact of multiple recycling of concrete remains unexplored, which will make a significant contribution towards achieving true sustainability in the concrete industry.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tam, V.W.Y.; Soomro, M.; Evangelista, A.C.J. A Review of Recycled Aggregate in Concrete Applications (2000–2017). Constr. Build. Mater. 2018, 172, 272–292. [Google Scholar] [CrossRef]
- Kim, J. Construction and Demolition Waste Management in Korea: Recycled Aggregate and Its Application. Clean Technol. Environ. Policy 2021, 23, 2223–2234. [Google Scholar] [CrossRef]
- Gonçalves, P.; de Brito, J. Recycled Aggregate Concrete (RAC)–Comparative Analysis of Existing Specifications. Mag. Concr. Res. 2010, 62, 339–346. [Google Scholar] [CrossRef]
- Javed, M.F.; Durrani, A.A.; Kashif Ur Rehman, S.; Aslam, F.; Alabduljabbar, H.; Mosavi, A. Effect of Recycled Coarse Aggregate and Bagasse Ash on Two-Stage Concrete. Crystals 2021, 11, 556. [Google Scholar] [CrossRef]
- Imtiaz, L.; Kashif-ur-Rehman, S.; Alaloul, W.S.; Nazir, K.; Javed, M.F.; Aslam, F.; Musarat, M.A. Life Cycle Impact Assessment of Recycled Aggregate Concrete, Geopolymer Concrete, and Recycled Aggregate-Based Geopolymer Concrete. Sustainability 2021, 13, 13515. [Google Scholar] [CrossRef]
- Asghar, R.; Khan, M.A.; Alyousef, R.; Javed, M.F.; Ali, M. Promoting the Green Construction: Scientometric Review on the Mechanical and Structural Performance of Geopolymer Concrete. Constr. Build. Mater. 2023, 368, 130502. [Google Scholar] [CrossRef]
- Abreu, V.; Evangelista, L.; de Brito, J. The Effect of Multi-Recycling on the Mechanical Performance of Coarse Recycled Aggregates Concrete. Constr. Build. Mater. 2018, 188, 480–489. [Google Scholar] [CrossRef]
- Huda, S.B.; Alam, M.S. Mechanical Behavior of Three Generations of 100% Repeated Recycled Coarse Aggregate Concrete. Constr. Build. Mater. 2014, 65, 574–582. [Google Scholar] [CrossRef]
- Liu, H.; Hua, M.; Zhu, P.; Chen, C.; Wang, X.; Qian, Z.; Dong, Y. Effect of Freeze–Thaw Cycles on Carbonation Behavior of Three Generations of Repeatedly Recycled Aggregate Concrete. Appl. Sci. 2021, 11, 2643. [Google Scholar] [CrossRef]
- Zhu, P.; Hao, Y.; Liu, H.; Wei, D.; Liu, S.; Gu, L. Durability Evaluation of Three Generations of 100% Repeatedly Recycled Coarse Aggregate Concrete. Constr. Build. Mater. 2019, 210, 442–450. [Google Scholar] [CrossRef]
- Lei, B.; Yu, H.; Guo, Y.; Zhao, H.; Wang, K.; Li, W. Mechanical Properties of Multi-Recycled Aggregate Concrete under Combined Compression-Shear Loading. Eng. Fail. Anal. 2023, 143, 106910. [Google Scholar] [CrossRef]
- Visintin, P.; Dadd, L.; Ul Alam, M.; Xie, T.; Bennett, B. Flexural Performance and Life-Cycle Assessment of Multi-Generation Recycled Aggregate Concrete Beams. J. Clean. Prod. 2022, 360, 132214. [Google Scholar] [CrossRef]
- Kim, J.; Yang, S.; Kim, N. Effect of Plasticizer Dosage on Properties of Multiple Recycled Aggregate Concrete. J. Mater. Cycles Waste Manag. 2023. [Google Scholar] [CrossRef]
- Liu, H.; Zhu, X.; Zhu, P.; Chen, C.; Wang, X.; Yang, W.; Zong, M. Carbonation Treatment to Repair the Damage of Repeatedly Recycled Coarse Aggregate from Recycled Concrete Suffering from Coupling Action of High Stress and Freeze-Thaw Cycles. Constr. Build. Mater. 2022, 349, 128688. [Google Scholar] [CrossRef]
- Thomas, C.; de Brito, J.; Cimentada, A.; Sainz-Aja, J.A. Macro- and Micro-Properties of Multi-Recycled Aggregate Concrete. J. Clean. Prod. 2020, 245, 118843. [Google Scholar] [CrossRef]
- Fathifazl, G.; Razaqpur, A.G.; Burkan Isgor, O.; Abbas, A.; Fournier, B.; Foo, S. Shear Capacity Evaluation of Steel Reinforced Recycled Concrete (RRC) Beams. Eng. Struct. 2011, 33, 1025–1033. [Google Scholar] [CrossRef]
- Kim, N.; Kim, J.; Yang, S. Mechanical Strength Properties of RCA Concrete Made by a Modified EMV Method. Sustain. 2016, 8, 924. [Google Scholar] [CrossRef] [Green Version]
- Yang, S.; Lee, H. Drying Shrinkage and Rapid Chloride Penetration Resistance of Recycled Aggregate Concretes Using Cement Paste Dissociation Agent. Materials 2021, 14, 1478. [Google Scholar] [CrossRef]
- Anike, E.E.; Saidani, M.; Ganjian, E.; Tyrer, M.; Olubanwo, A.O. Evaluation of Conventional and Equivalent Mortar Volume Mix Design Methods for Recycled Aggregate Concrete. Mater. Struct. 2020, 53, 22. [Google Scholar] [CrossRef]
- Jiménez, C.; Barra, M.; Josa, A.; Valls, S. LCA of Recycled and Conventional Concretes Designed Using the Equivalent Mortar Volume and Classic Methods. Constr. Build. Mater. 2015, 84, 245–252. [Google Scholar] [CrossRef] [Green Version]
- Kim, J. Properties of Recycled Aggregate Concrete Designed with Equivalent Mortar Volume Mix Design. Constr. Build. Mater. 2021, 301, 124091. [Google Scholar] [CrossRef]
- Fathifazl, G.; Abbas, A.; Razaqpur, A.G.; Isgor, O.B.; Fournier, B.; Foo, S. New Mixture Proportioning Method for Concrete Made with Coarse Recycled Concrete Aggregate. J. Mater. Civ. Eng. 2009, 21, 601–611. [Google Scholar] [CrossRef]
- Yang, S.; Lee, H. Freeze–Thaw Resistance and Drying Shrinkage of Recycled Aggregate Concrete Proportioned by the Modified Equivalent Mortar Volume Method. Int. J. Concr. Struct. Mater. 2017, 11, 617–626. [Google Scholar] [CrossRef] [Green Version]
- Jang, H.; Kim, J.; Sicakova, A. Effect of Aggregate Size on Recycled Aggregate Concrete under Equivalent Mortar Volume Mix Design. Appl. Sci. 2021, 11, 11274. [Google Scholar] [CrossRef]
- Yang, S.; Lee, H. Mechanical Properties of Recycled Aggregate Concrete Proportioned with Modified Equivalent Mortar Volume Method for Paving Applications. Constr. Build. Mater. 2017, 136, 9–17. [Google Scholar] [CrossRef]
- Zhu, P.; Zhang, X.; Wu, J.; Wang, X. Performance Degradation of the Repeated Recycled Aggregate Concrete with 70% Replacement of Three-Generation Recycled Coarse Aggregate. J. Wuhan Univ. Technol. Sci. Ed. 2016, 31, 989–995. [Google Scholar] [CrossRef]
- Kim, J. Influence of Quality of Recycled Aggregates on the Mechanical Properties of Recycled Aggregate Concretes: An Overview. Constr. Build. Mater. 2022, 328, 127071. [Google Scholar] [CrossRef]
- Salesa, Á.; Pérez-Benedicto, J.A.; Colorado-Aranguren, D.; López-Julián, P.L.; Esteban, L.M.; Sanz-Baldúz, L.J.; Sáez-Hostaled, J.L.; Ramis, J.; Olivares, D. Physico-Mechanical Properties of Multi-Recycled Concrete from Precast Concrete Industry. J. Clean. Prod. 2017, 141, 248–255. [Google Scholar] [CrossRef]
- Yang, S.; Lee, H. Structural Performance of Reinforced RCA Concrete Beams Made by a Modified EMV Method. Sustainability 2017, 9, 131. [Google Scholar] [CrossRef] [Green Version]
- Yang, S.; Lim, Y. Mechanical Strength and Drying Shrinkage Properties of RCA Concretes Produced from Old Railway Concrete Sleepers Using by a Modified EMV Method. Constr. Build. Mater. 2018, 185, 499–507. [Google Scholar] [CrossRef]
- Hayles, M.; Sanchez, L.F.M.; Noël, M. Eco-Efficient Low Cement Recycled Concrete Aggregate Mixtures for Structural Applications. Constr. Build. Mater. 2018, 169, 724–732. [Google Scholar] [CrossRef]
- Abbas, A.; Fathifazl, G.; Isgor, O.B.; Razaqpur, A.G.; Fournier, B.; Foo, S. Durability of Recycled Aggregate Concrete Designed with Equivalent Mortar Volume Method. Cem. Concr. Compos. 2009, 31, 555–563. [Google Scholar] [CrossRef]
- Gholampour, A.; Ozbakkaloglu, T. Time-Dependent and Long-Term Mechanical Properties of Concretes Incorporating Different Grades of Coarse Recycled Concrete Aggregates. Eng. Struct. 2018, 157, 224–234. [Google Scholar] [CrossRef]
- Silva, S.; Evangelista, L.; de Brito, J. Durability and Shrinkage Performance of Concrete Made with Coarse Multi-Recycled Concrete Aggregates. Constr. Build. Mater. 2021, 272, 121645. [Google Scholar] [CrossRef]
- Fathifazl, G.; Ghani Razaqpur, A.; Burkan Isgor, O.; Abbas, A.; Fournier, B.; Foo, S. Creep and Drying Shrinkage Characteristics of Concrete Produced with Coarse Recycled Concrete Aggregate. Cem. Concr. Compos. 2011, 33, 1026–1037. [Google Scholar] [CrossRef]
- Horsakulthai, V. Effect of Recycled Concrete Powder on Strength, Electrical Resistivity, and Water Absorption of Self-Compacting Mortars. Case Stud. Constr. Mater. 2021, 15, e00725. [Google Scholar] [CrossRef]
- Rajhans, P.; Gupta, P.K.; Kumar, R.R.; Panda, S.K.; Nayak, S. EMV Mix Design Method for Preparing Sustainable Self Compacting Recycled Aggregate Concrete Subjected to Chloride Environment. Constr. Build. Mater. 2019, 199, 705–716. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specific Gravity | Blaine Fineness, cm2/g | Setting Time, min | Compressive Strength, MPa | Loss of Ignition, % | |||
|---|---|---|---|---|---|---|---|
| Initial | Final | 3-Day | 7-Day | 28-Day | |||
| 3.15 | 3720 | 220 | 305 | 32.0 | 42.4 | 51.8 | 2.2 |
| Aggregate | Specific Gravity | Water Absorption, % | Adhered Mortar Content, % |
|---|---|---|---|
| NCA | 2.696 | 0.73 | - |
| RCA1 | 2.587 | 2.80 | 11 |
| RCA2 | 2.400 | 6.92 | 23 |
| RCA3 | 2.282 | 6.94 | 32 |
| No. | ID | w/c | Cement | Sand | Water | NCA | RCA1 | RCA2 | RCA3 | Plasticizer |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | NAC | 0.4 | 410 | 811 | 164 | 948 | 0 | 0 | 0 | 3.28 |
| 2 | R1-C | 410 | 811 | 164 | 0 | 989 | 0 | 0 | 3.28 | |
| 3 | R1-E-50 | 388 | 767 | 155 | 474 | 532 | 0 | 0 | 3.10 | |
| 4 | R1-E-100 | 366 | 724 | 146 | 0 | 1065 | 0 | 0 | 2.93 | |
| 5 | R2-C | 410 | 811 | 164 | 0 | 0 | 844 | 0 | 3.28 | |
| 6 | R2-E-50 | 348 | 689 | 139 | 474 | 0 | 615 | 0 | 2.78 | |
| 7 | R2-E-100 | 335 | 662 | 134 | 0 | 0 | 1013 | 0 | 2.68 | |
| 8 | R3-C | 410 | 811 | 164 | 0 | 0 | 0 | 802 | 3.28 | |
| 9 | R3-E-50 | 315 | 623 | 126 | 474 | 0 | 0 | 697 | 2.52 | |
| 10 | R3-E-100 | 299 | 591 | 120 | 0 | 0 | 0 | 1128 | 2.39 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.; Grabiec, A.M.; Ubysz, A.; Yang, S.; Kim, N. Influence of Mix Design on Physical, Mechanical and Durability Properties of Multi-Recycled Aggregate Concrete. Materials 2023, 16, 2744. https://doi.org/10.3390/ma16072744
Kim J, Grabiec AM, Ubysz A, Yang S, Kim N. Influence of Mix Design on Physical, Mechanical and Durability Properties of Multi-Recycled Aggregate Concrete. Materials. 2023; 16(7):2744. https://doi.org/10.3390/ma16072744
Chicago/Turabian StyleKim, Jeonghyun, Anna M. Grabiec, Andrzej Ubysz, Sungchul Yang, and Namho Kim. 2023. "Influence of Mix Design on Physical, Mechanical and Durability Properties of Multi-Recycled Aggregate Concrete" Materials 16, no. 7: 2744. https://doi.org/10.3390/ma16072744