
Nitriding Behaviour and Microstructure of High-Nitrogen Stainless Steel during Selective Laser Melting
 ,
,
Abstract
:1. Introduction
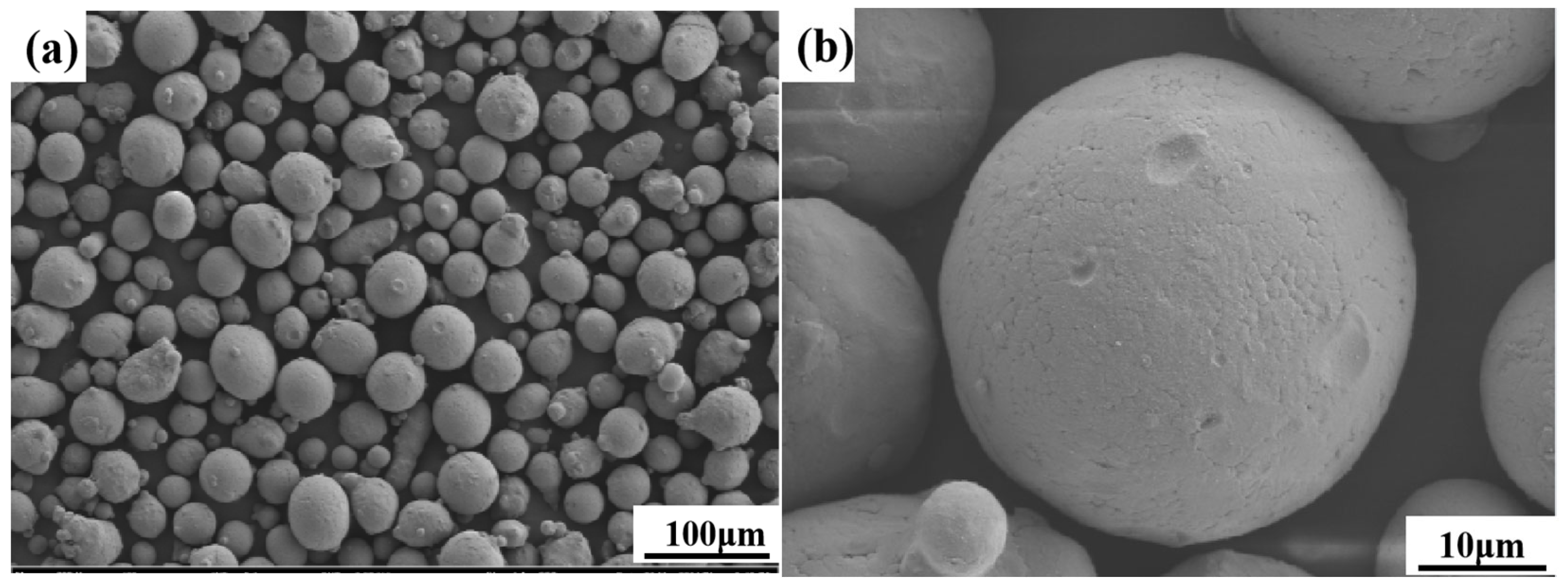
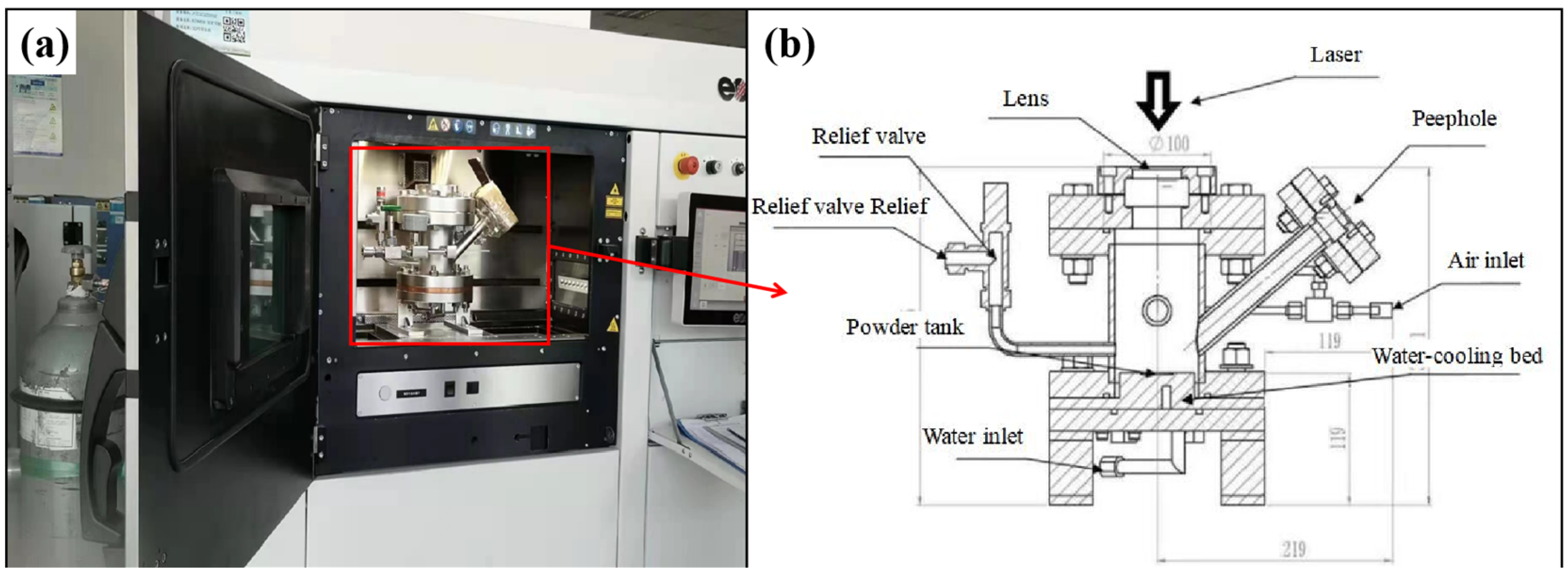
2. Materials and Methods
3. Results
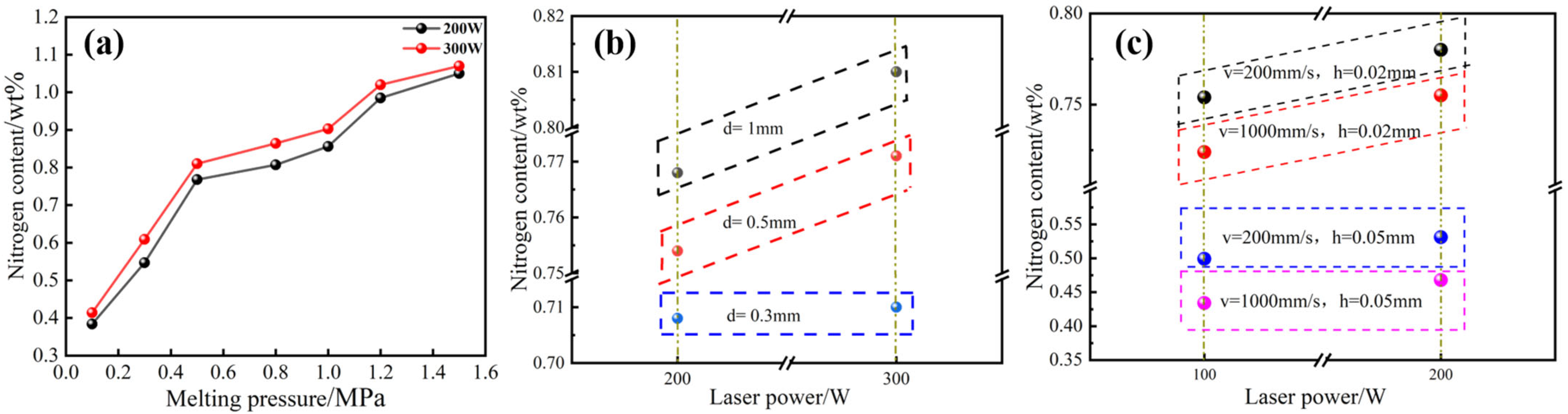
3.1. Effects of Process Parameters and Cavity Pressure on Nitrogen Contents
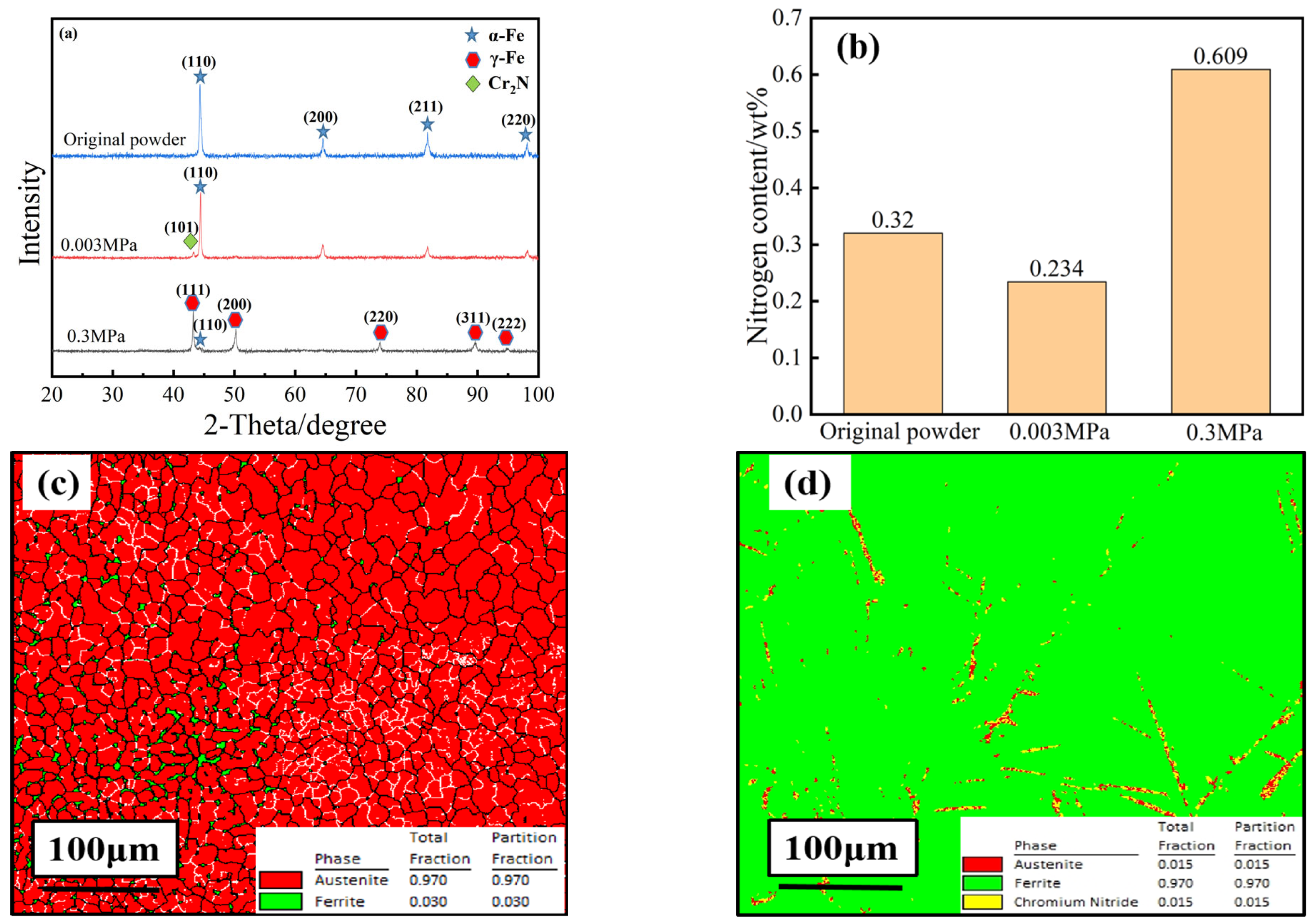
3.2. Phase Composition and Nitrogen Distribution
3.3. Microstructure of High-Nitrogen Stainless Steel
3.4. Vickers Hardness of High-Nitrogen Stainless Steel
4. Conclusions
- During the SLM of nitrogen-containing stainless steels, nitrogen emission was proportional to the laser power and inversely proportional to the scanning speed. The amount of nitriding during high-pressure SLM was proportional to the cavity pressure.
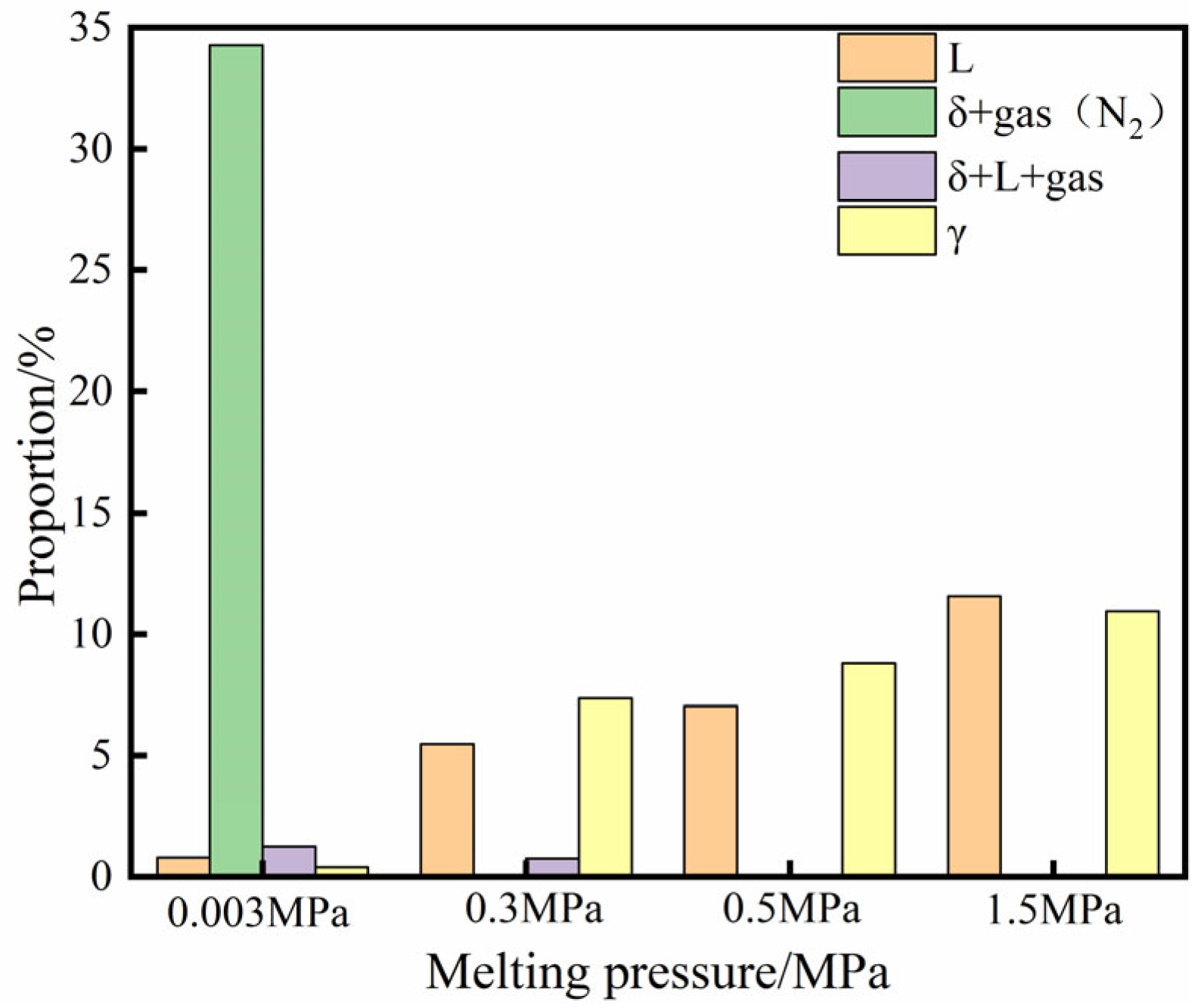
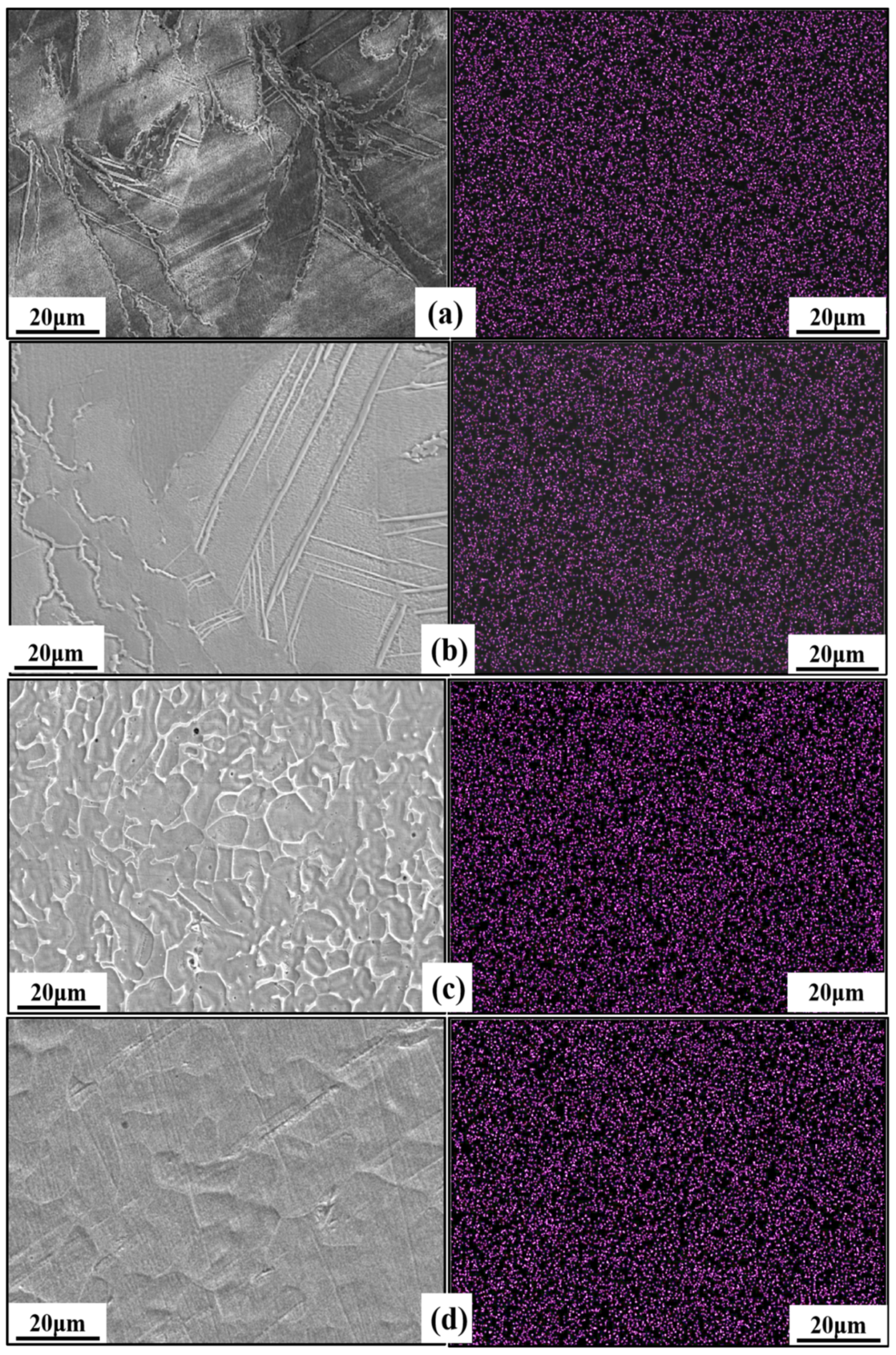
- The main phase of the SLM sample did not change (was consistent with that of the original powder). However, after the increase in the pressure in the cavity, the phase changed from α-Fe to γ-Fe, and the peak position of the phase shifted due to the solid solution of nitrogen atoms. The nitrogen distribution in the samples formed by using different SLM methods was uniform without distinct element segregation.
- At different scanning speeds, the internal structure of the sample consisted mainly of columnar and equiaxed crystals, accompanied by an acicular structure.
- The microhardness and relative density of SLM samples first increased and then decreased with an increase in energy density and peaked at 136 J/mm3 (409 HV and 98.85%, respectively).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, Z.; Fan, C.; Chen, C.; Ming, Z.; Yang, C.; Lin, S.; Wang, L. Design and Evaluation of Nitrogen-Rich Welding Wires for High Nitrogen Stainless Steel. J. Mater. Process. Technol. 2021, 288, 116885. [Google Scholar] [CrossRef]
- Fryska, S.; Baranowska, J. Corrosion Properties of S-Phase/Cr2N Composite Coatings Deposited on Austenitic Stainless Steel. Materials 2022, 15, 266. [Google Scholar] [CrossRef]
- Hu, L.; Ngai, T.; Peng, H.; Li, L.; Zhou, F.; Peng, Z. Microstructure and Properties of Porous High-N Ni-Free Austenitic Stainless Steel Fabricated by Powder Metallurgical Route. Materials 2018, 11, 1058. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Inoue, M.; Sasaki, M.; Katada, Y.; Taguchi, T. Quantitative Biocompatibility Evaluation of Nickel-Free High-Nitrogen Stainless Steel in Vitro/in Vivo. J. Biomed. Mater. Res. B Appl. Biomater. 2014, 102, 68–72. [Google Scholar] [CrossRef] [Green Version]
- Fréchard, S.; Redjaïmia, A.; Lach, E.; Lichtenberger, A. Mechanical Behaviour of Nitrogen-Alloyed Austenitic Stainless Steel Hardened by Warm Rolling. Mater. Sci. Eng. A 2006, 415, 219–224. [Google Scholar] [CrossRef]
- Garcia-Cabezon, C.; Blanco, Y.; Rodriguez-Mendez, M.L.; Martin-Pedrosa, F. Characterization of Porous Nickel-Free Austenitic Stainless Steel Prepared by Mechanical Alloying. J. Alloys Compd. 2017, 716, 46–55. [Google Scholar] [CrossRef]
- Zhang, H.; Xue, P.; Wu, L.H.; Song, Q.N.; Wang, D.; Xiao, B.L.; Ma, Z.Y. Effect of Grain Ultra-Refinement on Corrosion Behavior of Ultra-High Strength High Nitrogen Stainless Steel. Corros. Sci. 2020, 174, 108847. [Google Scholar] [CrossRef]
- Li, J.; Li, H.; Liang, Y.; Liu, P.; Yang, L. The Microstructure and Mechanical Properties of Multi-Strand, Composite Welding-Wire Welded Joints of High Nitrogen Austenitic Stainless Steel. Materials 2019, 12, 2944. [Google Scholar] [CrossRef] [Green Version]
- Speidel, H.J.C.; Speidel, M.O. Nickel and Chromium-Based High Nitrogen Alloys. Mater. Manuf. Process. 2004, 19, 95–109. [Google Scholar] [CrossRef]
- Tendo, M.; Tadokoro, Y.; Suetsugu, K.; Nakazawa, T. Effects of Nitrogen, Niobium and Molybdenum on Strengthening of Austenitic Stainless Steel Produced by Thermo-Mechanical Control Process. ISIJ Int. 2001, 41, 262–267. [Google Scholar] [CrossRef] [Green Version]
- Nikulin, S.A.; Rogachev, S.O.; Khatkevich, V.M.; Rozhnov, A.B.; Nechaykina, T.A. Effect of Heat Treatment on the Structure and Mechanical Properties of 0.08%C–17.0%Cr–0.8%Ti Steel after “Internal” Nitriding. J. Alloys Compd. 2013, 564, 114–116. [Google Scholar] [CrossRef]
- Garzón, C.M.; Tschiptschin, A.P. EBSD Texture Analysis of a High Temperature Gas Nitrided Duplex Stainless Steel. Mater. Sci. Eng. A 2006, 441, 230–238. [Google Scholar] [CrossRef]
- Lee, H.W.; Kong, J.H.; Lee, D.J.; On, H.Y.; Sung, J.H. A Study on High Temperature Gas Nitriding and Tempering Heat Treatment in 17Cr–1Ni–0.5C. Mater. Des. 2009, 30, 1691–1696. [Google Scholar] [CrossRef]
- Cooke, S.; Ahmadi, K.; Willerth, S.; Herring, R. Metal Additive Manufacturing: Technology, Metallurgy and Modelling. J. Manuf. Process. 2020, 57, 978–1003. [Google Scholar] [CrossRef]
- Khorasani, M.; Gibson, I.; Ghasemi, A.H.; Hadavi, E.; Rolfe, B. Laser subtractive and laser powder bed fusion of metals: Review of process and production features. Rapid Prototyp. J. 2023. ahead-of-print. [Google Scholar] [CrossRef]
- Zheng, L.; Zhang, H.; Shi, Q.; Ma, J.; Liang, W.; Hu, J. The High Strength and Hydrogen Embrittlement Resistance of Selective Laser Melted 304 Austenitic Stainless Steel. Mater. Lett. 2023, 338, 134013. [Google Scholar] [CrossRef]
- Meier, H.; Haberland, C. Experimental Studies on Selective Laser Melting of Metallic Parts. Mater. Werkst. 2008, 39, 665–670. [Google Scholar] [CrossRef]
- Li, X.P.; Van Humbeeck, J.; Kruth, J.P. Selective Laser Melting of Weak-Textured Commercially Pure Titanium with High Strength and Ductility: A Study from Laser Power Perspective. Mater. Des. 2017, 116, 352–358. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.; Leary, M.; Sharabian, E.; Cordova, L.; Gibson, I.; Downing, D.; Bateman, S.; Brandt, M.; Rolfe, B. The Effect of Absorption Ratio on Meltpool Features in Laser-Based Powder Bed Fusion of IN718. Opt. Laser Technol. 2022, 153, 108263. [Google Scholar] [CrossRef]
- Kang, N.; Coddet, P.; Liao, H.; Coddet, C. Macrosegregation Mechanism of Primary Silicon Phase in Selective Laser Melting Hypereutectic Al—High Si Alloy. J. Alloys Compd. 2016, 662, 259–262. [Google Scholar] [CrossRef]
- Edwards, P.; Ramulu, M. Effect of Build Direction on the Fracture Toughness and Fatigue Crack Growth in Selective Laser Melted Ti-6Al-4 V. Fatigue Fract. Eng. Mater. Struct. 2015, 38, 1228–1236. [Google Scholar] [CrossRef]
- Vilaro, T.; Colin, C.; Bartout, J.D.; Nazé, L.; Sennour, M. Microstructural and Mechanical Approaches of the Selective Laser Melting Process Applied to a Nickel-Base Superalloy. Mater. Sci. Eng. A 2012, 534, 446–451. [Google Scholar] [CrossRef]
- McLouth, T.D.; Witkin, D.B.; Bean, G.E.; Sitzman, S.D.; Adams, P.M.; Lohser, J.R.; Yang, J.-M.; Zaldivar, R.J. Variations in Ambient and Elevated Temperature Mechanical Behavior of IN718 Manufactured by Selective Laser Melting via Process Parameter Control. Mater. Sci. Eng. A 2020, 780, 139184. [Google Scholar] [CrossRef]
- Anwar, A.B.; Pham, Q.-C. Selective Laser Melting of AlSi10Mg: Effects of Scan Direction, Part Placement and Inert Gas Flow Velocity on Tensile Strength. J. Mater. Process. Technol. 2017, 240, 388–396. [Google Scholar] [CrossRef]
- Liverani, E.; Toschi, S.; Ceschini, L.; Fortunato, A. Effect of Selective Laser Melting (SLM) Process Parameters on Microstructure and Mechanical Properties of 316L Austenitic Stainless Steel. J. Mater. Process. Technol. 2017, 249, 255–263. [Google Scholar] [CrossRef]
- Tucho, W.M.; Lysne, V.H.; Austbø, H.; Sjolyst-Kverneland, A.; Hansen, V. Investigation of Effects of Process Parameters on Microstructure and Hardness of SLM Manufactured SS316L. J. Alloys Compd. 2018, 740, 910–925. [Google Scholar] [CrossRef]
- Simmons, J.C.; Chen, X.; Azizi, A.; Daeumer, M.A.; Zavalij, P.Y.; Zhou, G.; Schiffres, S.N. Influence of Processing and Microstructure on the Local and Bulk Thermal Conductivity of Selective Laser Melted 316L Stainless Steel. Addit. Manuf. 2020, 32, 100996. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing Porosity in AlSi10Mg Parts Processed by Selective Laser Melting. Addit. Manuf. 2014, 1–4, 77–86. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Cr | N | Mn | Mo | Ni | C | O | S | P | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.96 | 18.06 | 0.32 | 11.11 | 3.13 | 0.006 | 0.069 | 0.062 | 0.004 | 0.012 | Bal |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, X.; Ren, J.; Wang, Y.; Zhao, D.; Wang, S.; Xiong, X.; Rao, J.H. Nitriding Behaviour and Microstructure of High-Nitrogen Stainless Steel during Selective Laser Melting. Materials 2023, 16, 2505. https://doi.org/10.3390/ma16062505
Sun X, Ren J, Wang Y, Zhao D, Wang S, Xiong X, Rao JH. Nitriding Behaviour and Microstructure of High-Nitrogen Stainless Steel during Selective Laser Melting. Materials. 2023; 16(6):2505. https://doi.org/10.3390/ma16062505
Chicago/Turabian StyleSun, Xin, Jianbiao Ren, Yachao Wang, Dingguo Zhao, Shuhuan Wang, Xiaojing Xiong, and Jeremy Heng Rao. 2023. "Nitriding Behaviour and Microstructure of High-Nitrogen Stainless Steel during Selective Laser Melting" Materials 16, no. 6: 2505. https://doi.org/10.3390/ma16062505