


Assessment of Ferritic ODS Steels Obtained by Laser Additive Manufacturing
 , ,
, ,
Abstract
:1. Introduction
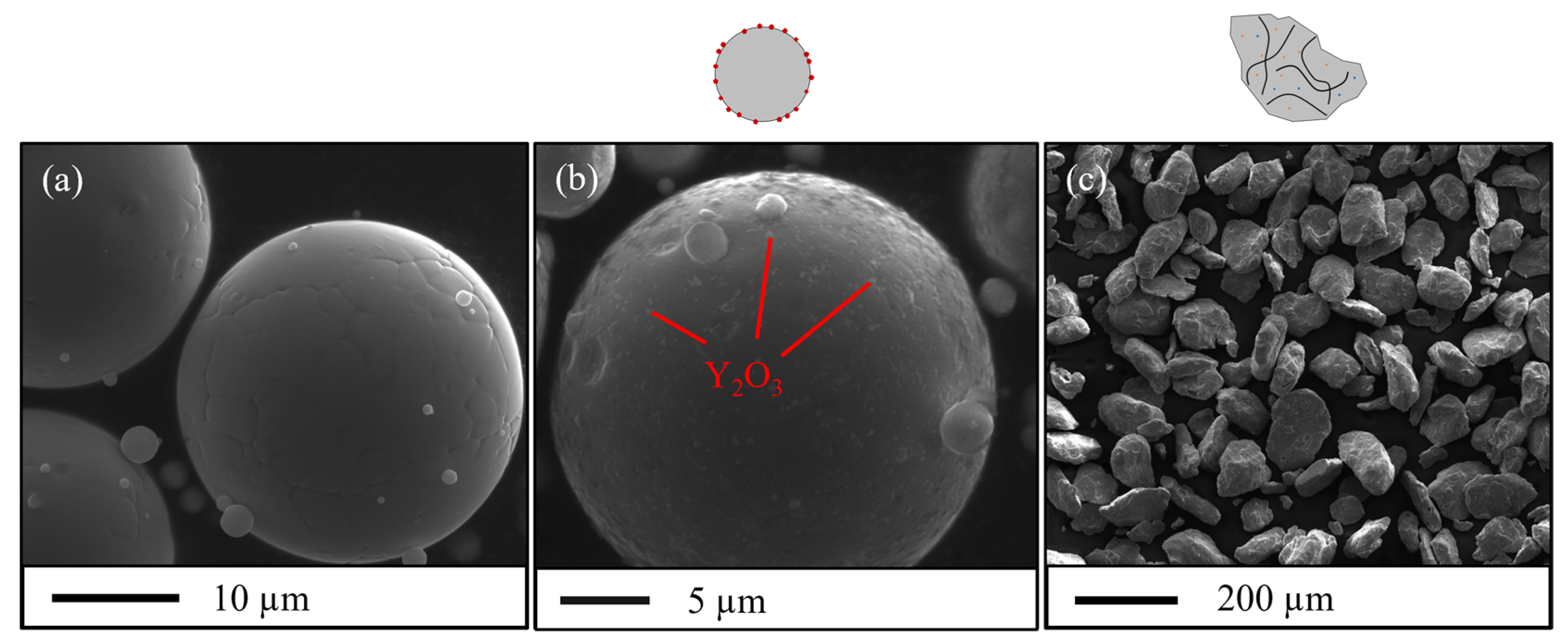
- A reference Fe-14Cr-1W unreinforced powder,
- A conventional Fe-14Cr-1W ODS powder obtained by mechanical alloying,
- A “nanocomposite” Fe-14Cr-1W ODS powder obtained by TURBULA® mixing.
2. Materials and Methods
2.1. Powder Analysis
2.2. Laser Additive Manufacturing
2.3. Experimental
3. Results
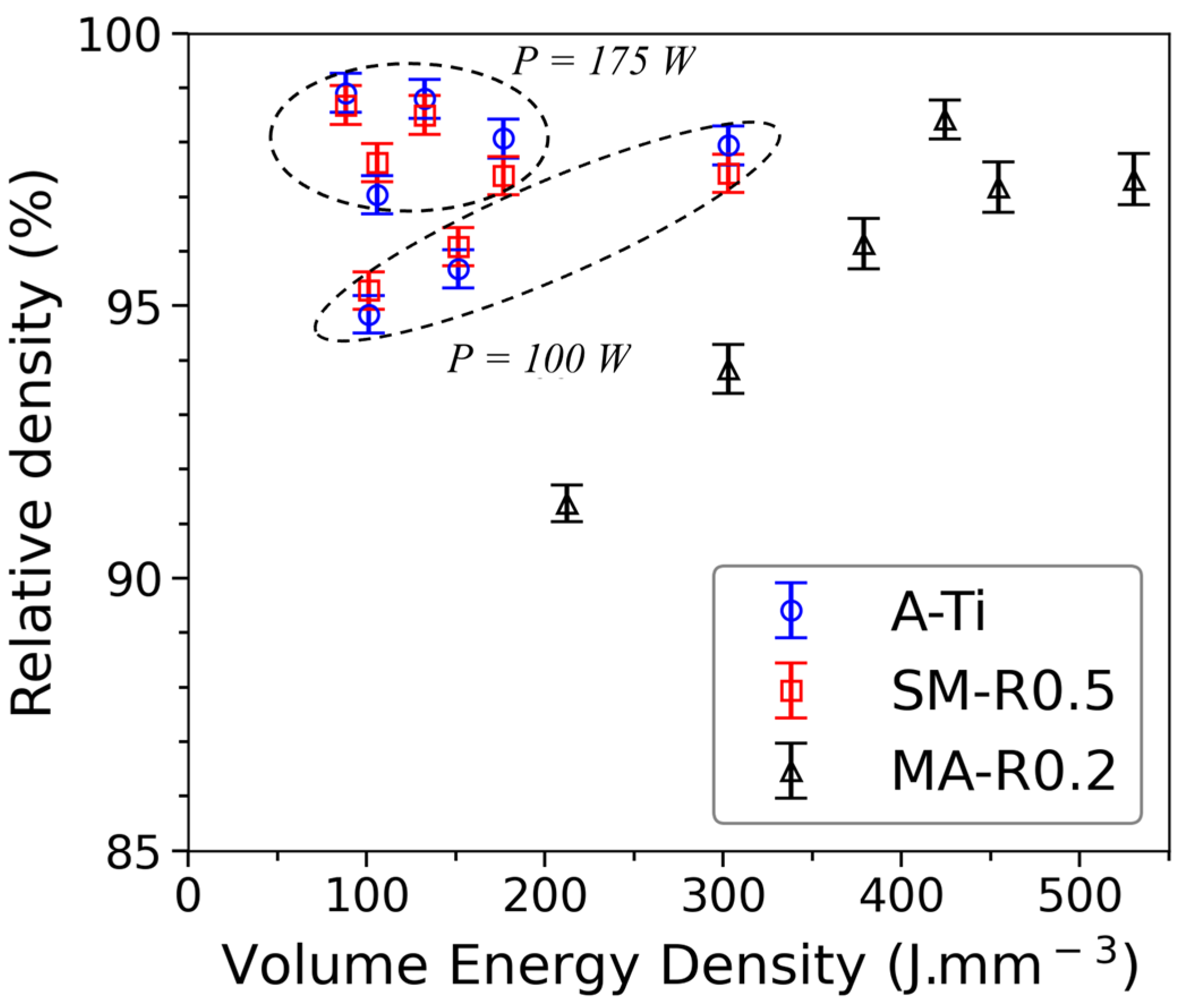
3.1. Effect of the Powder and the Laser Parameters on the Relative Density
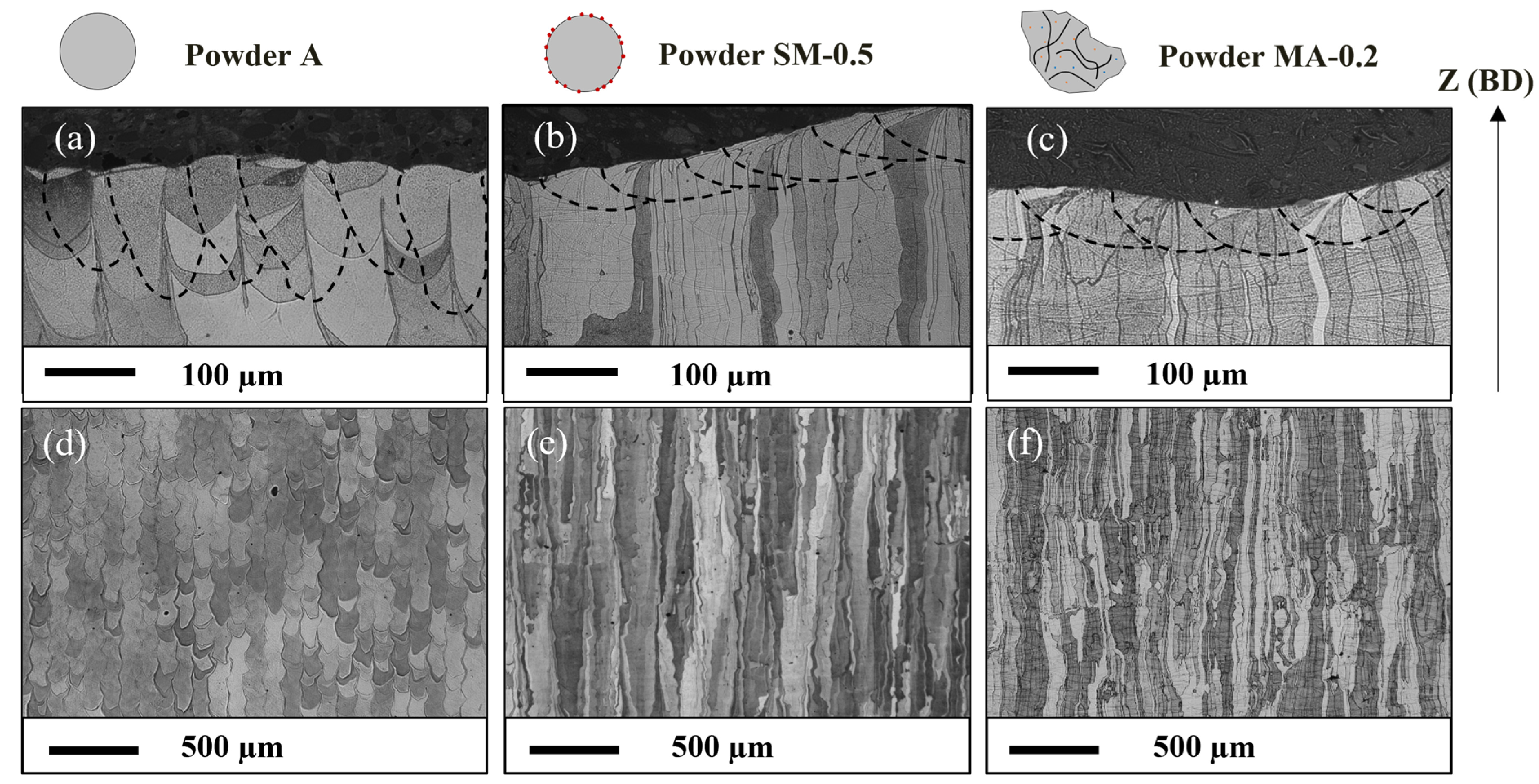
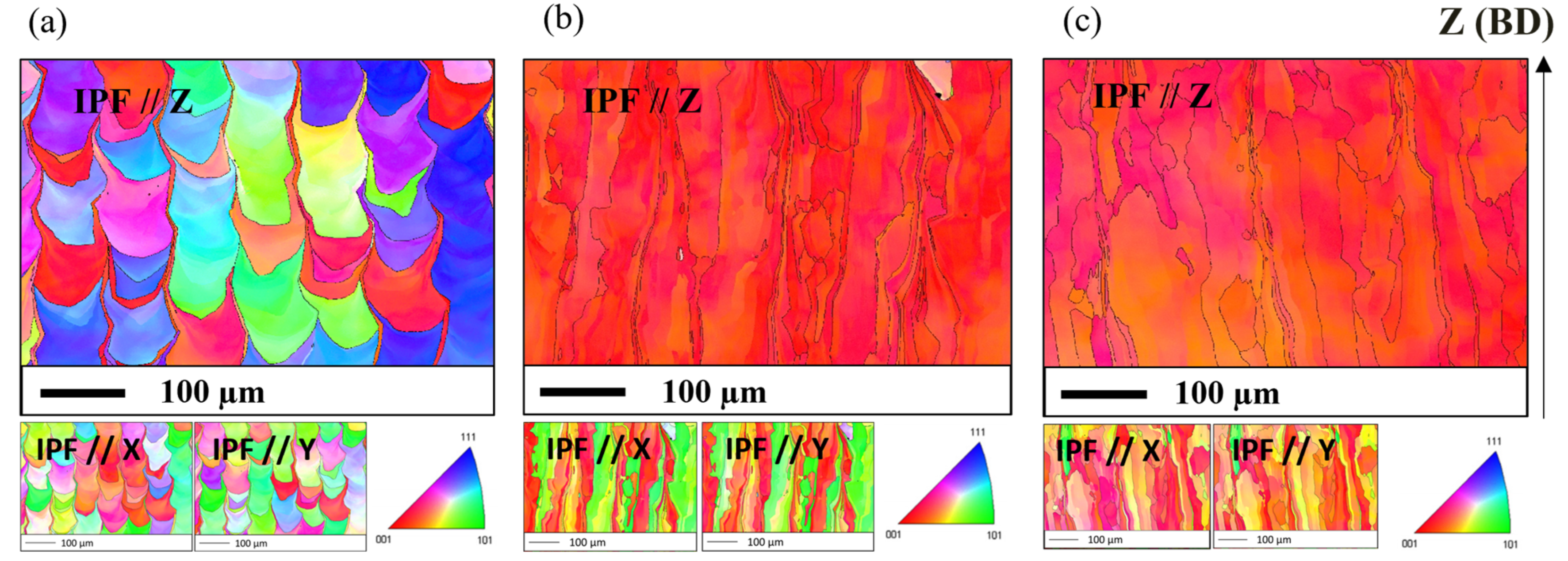
3.2. Microstructural Characterizations
3.3. Analysis of the Precipitation
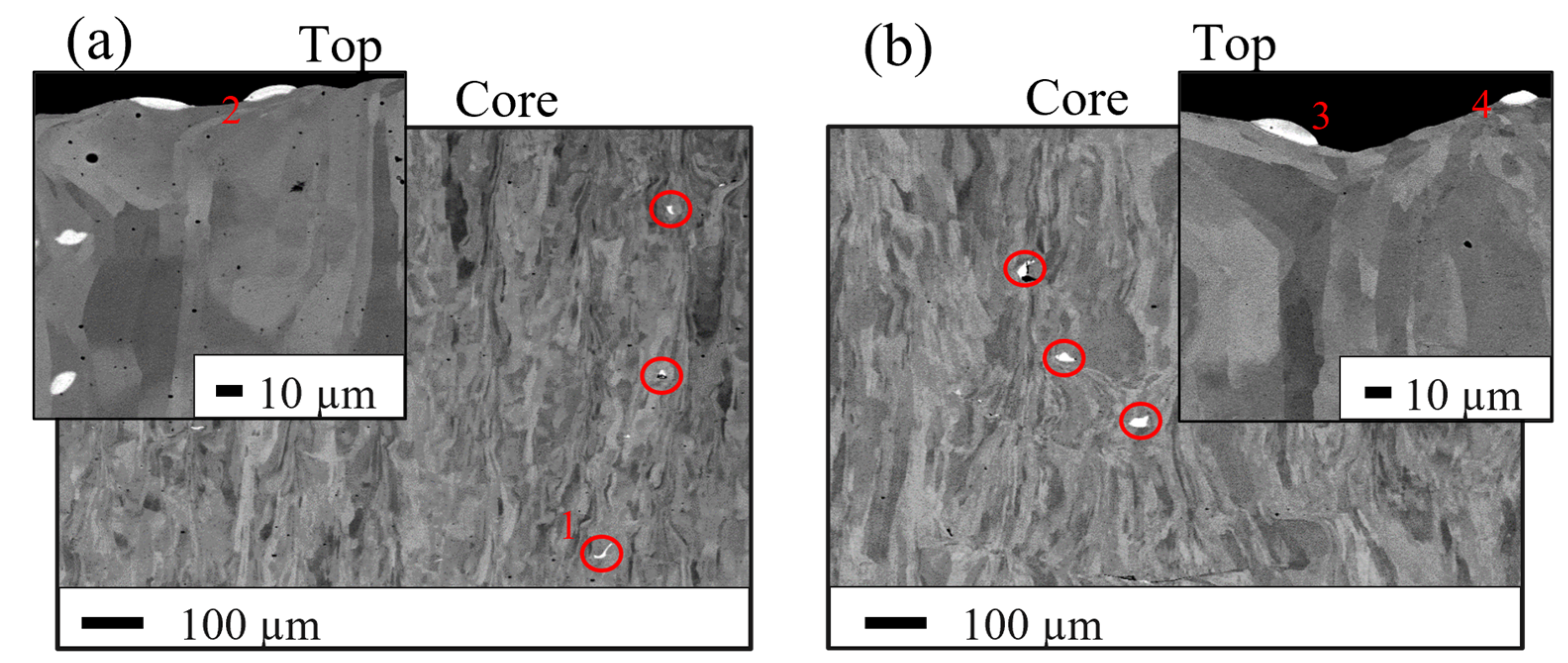
3.3.1. Coarse Phases
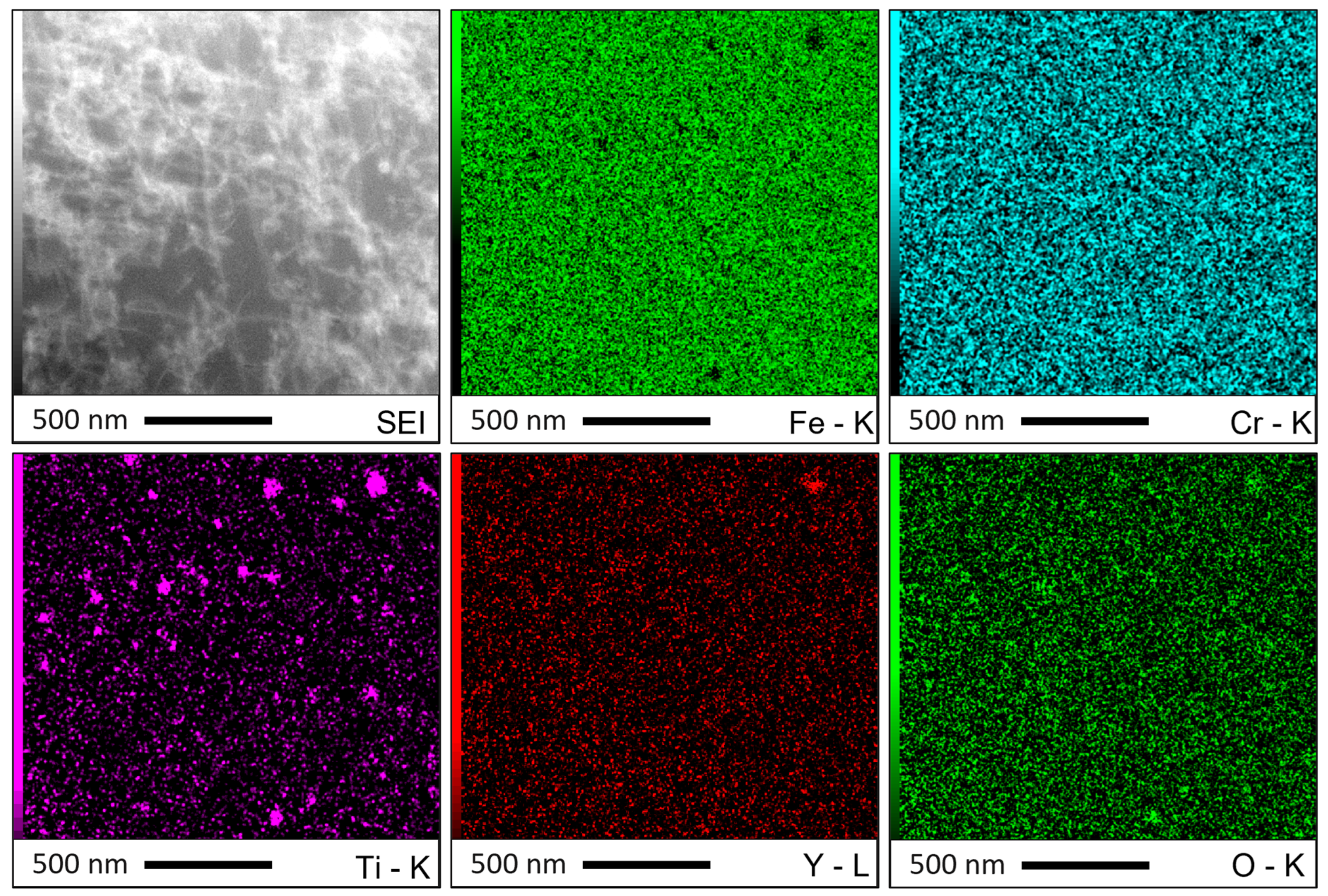
3.3.2. Analysis of the Nanoprecipitation with SEM
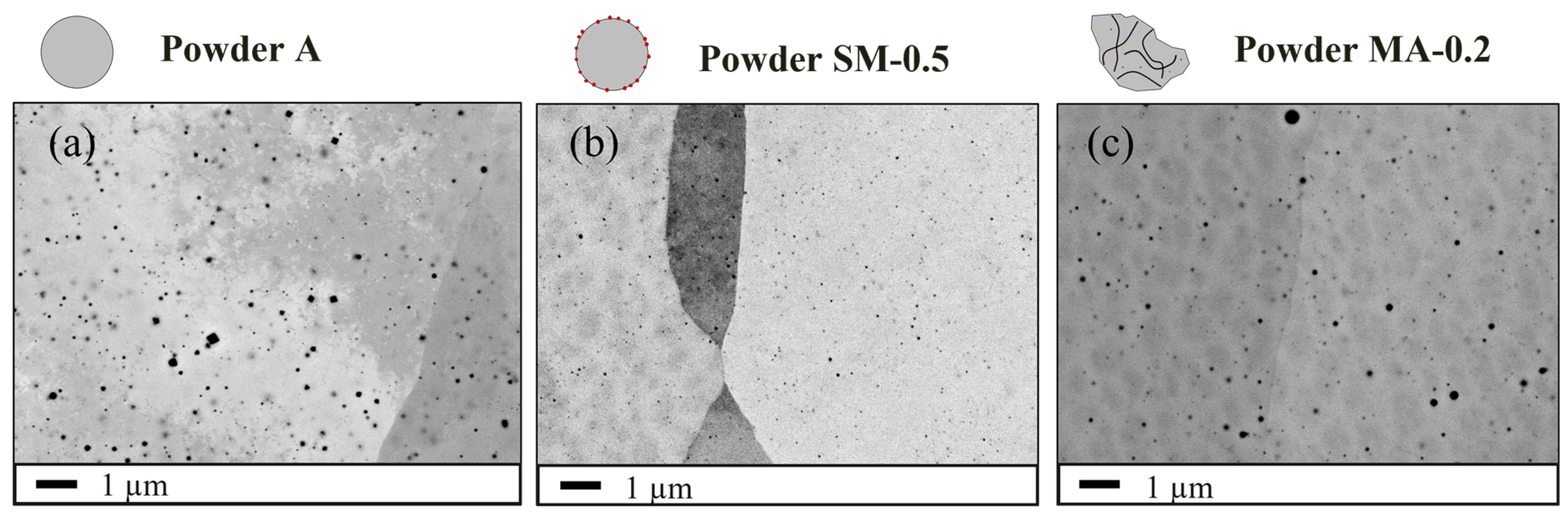
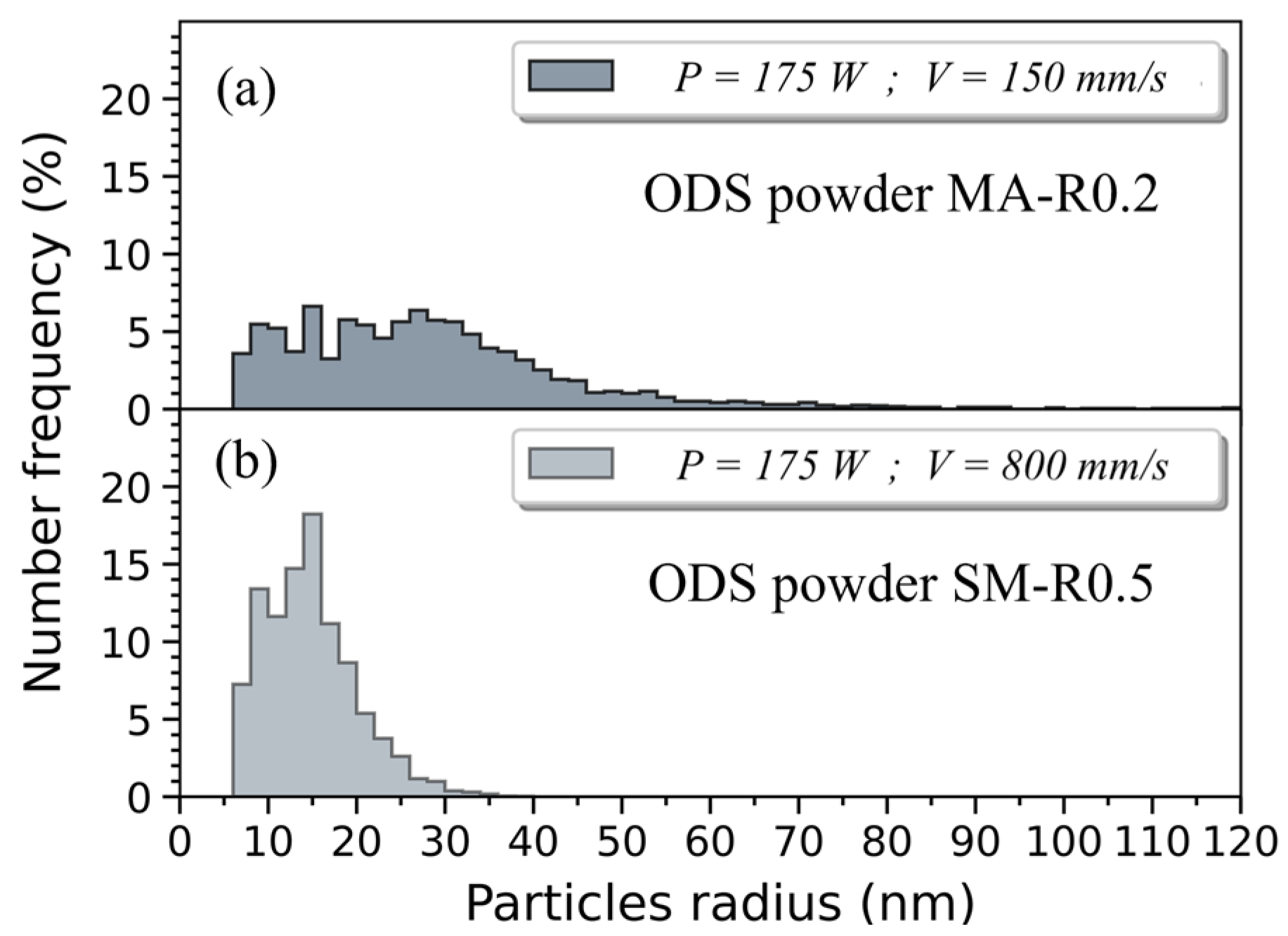
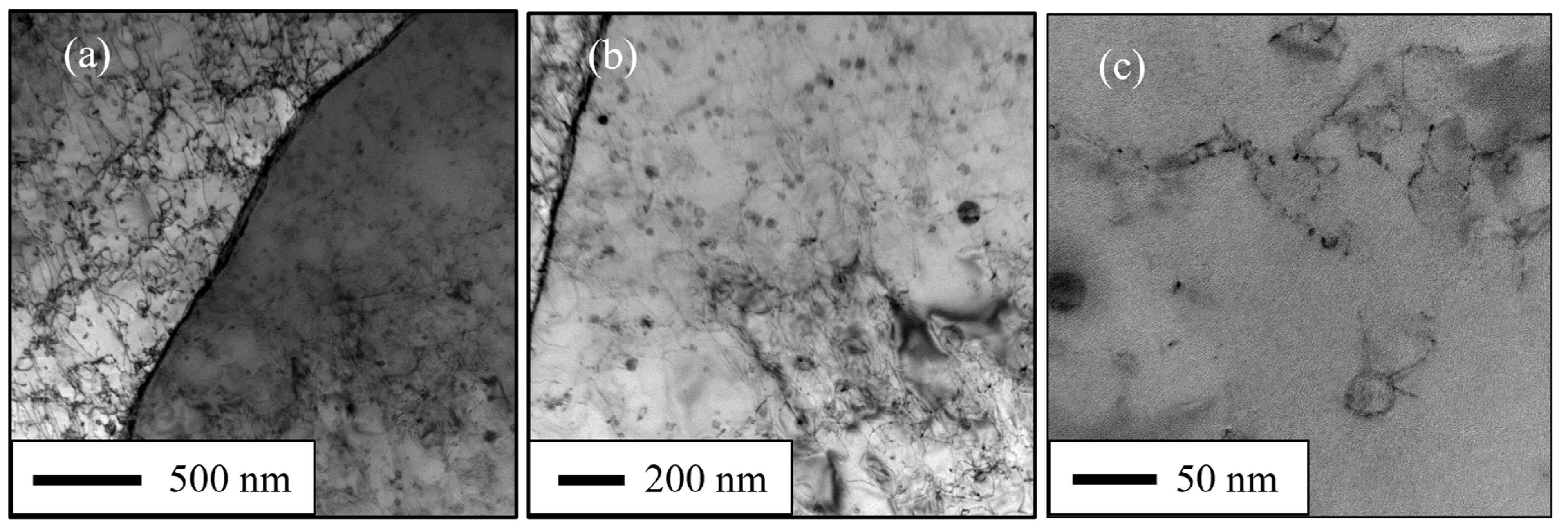
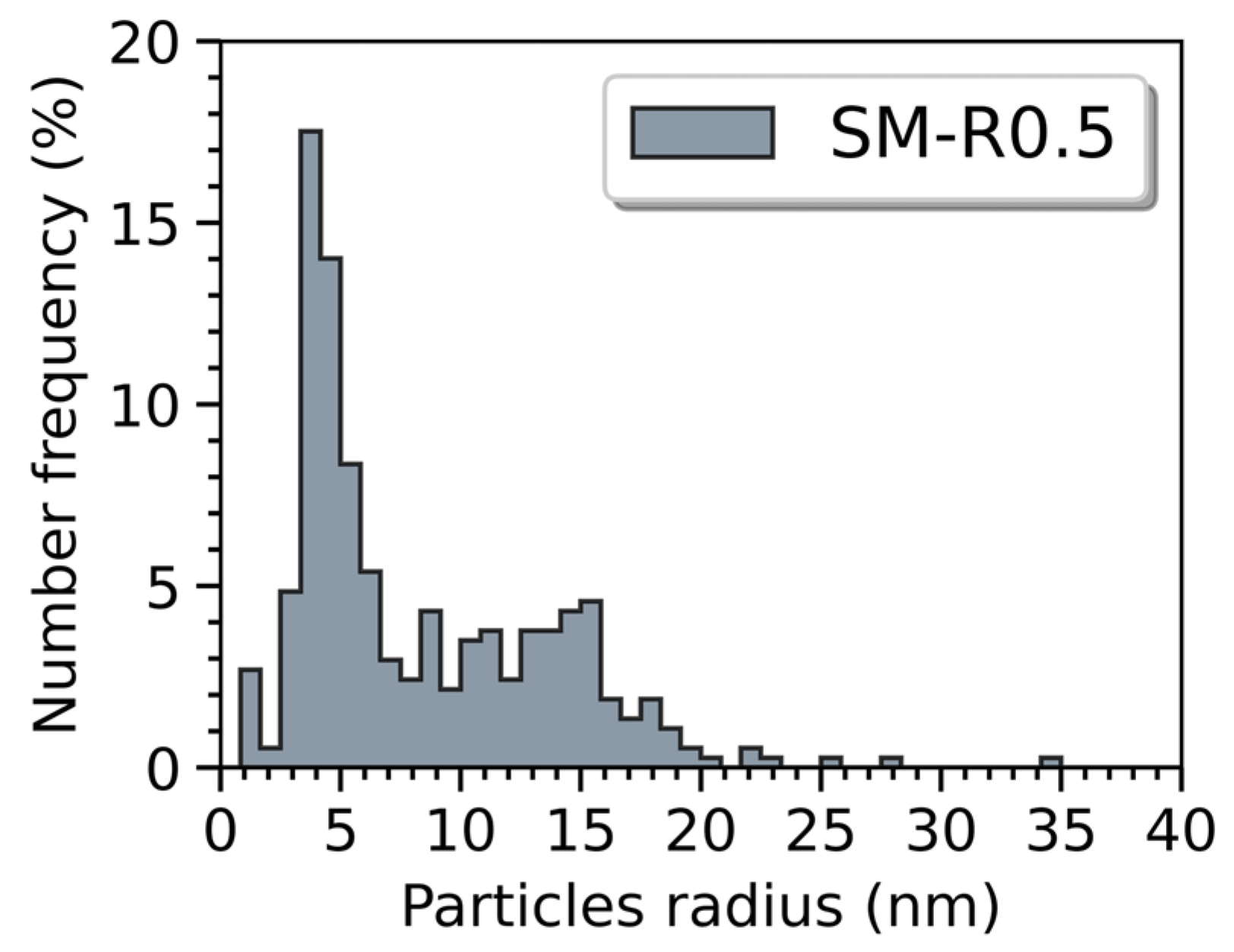
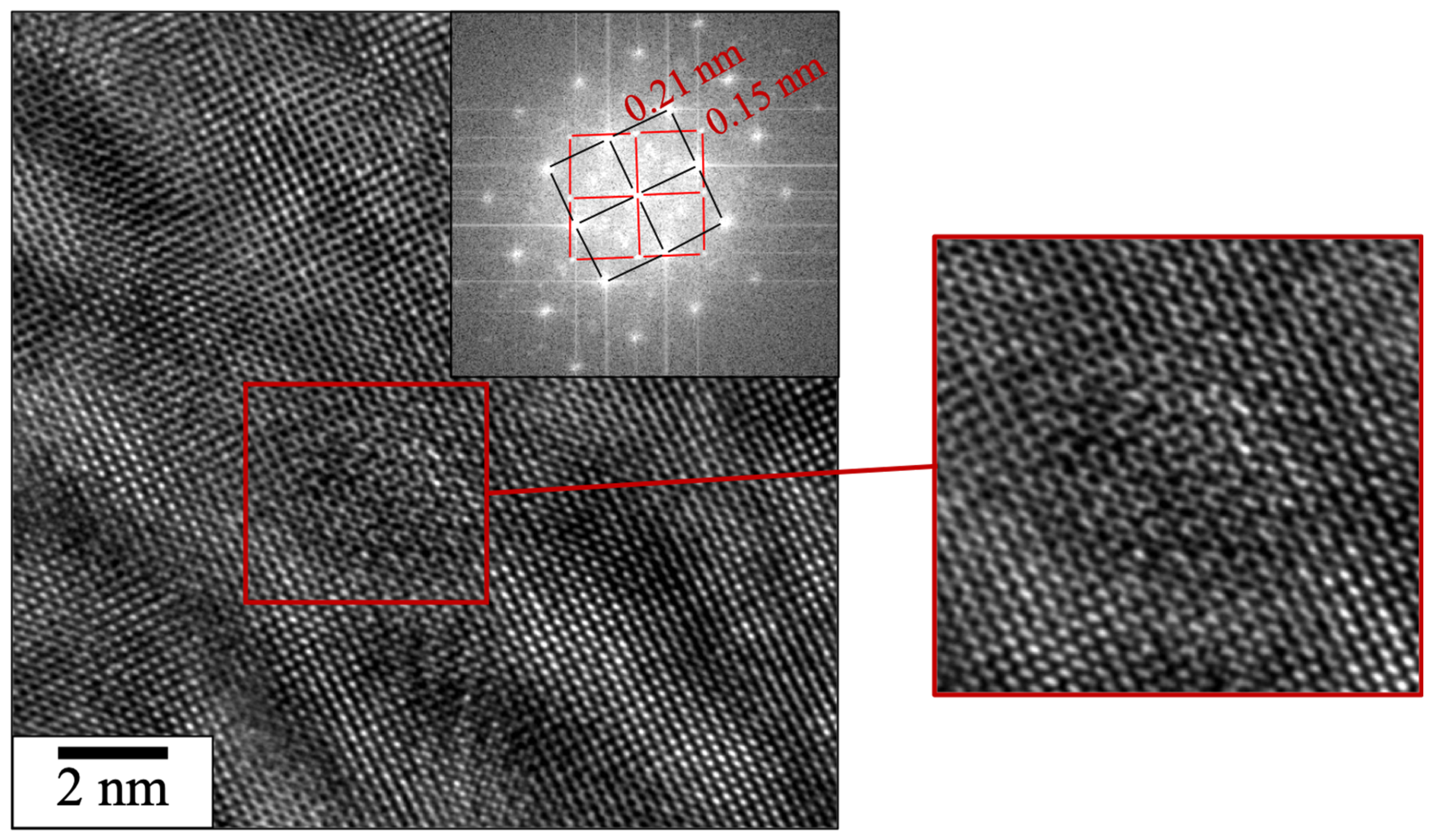
3.3.3. Analysis of the Nanoprecipitation with TEM
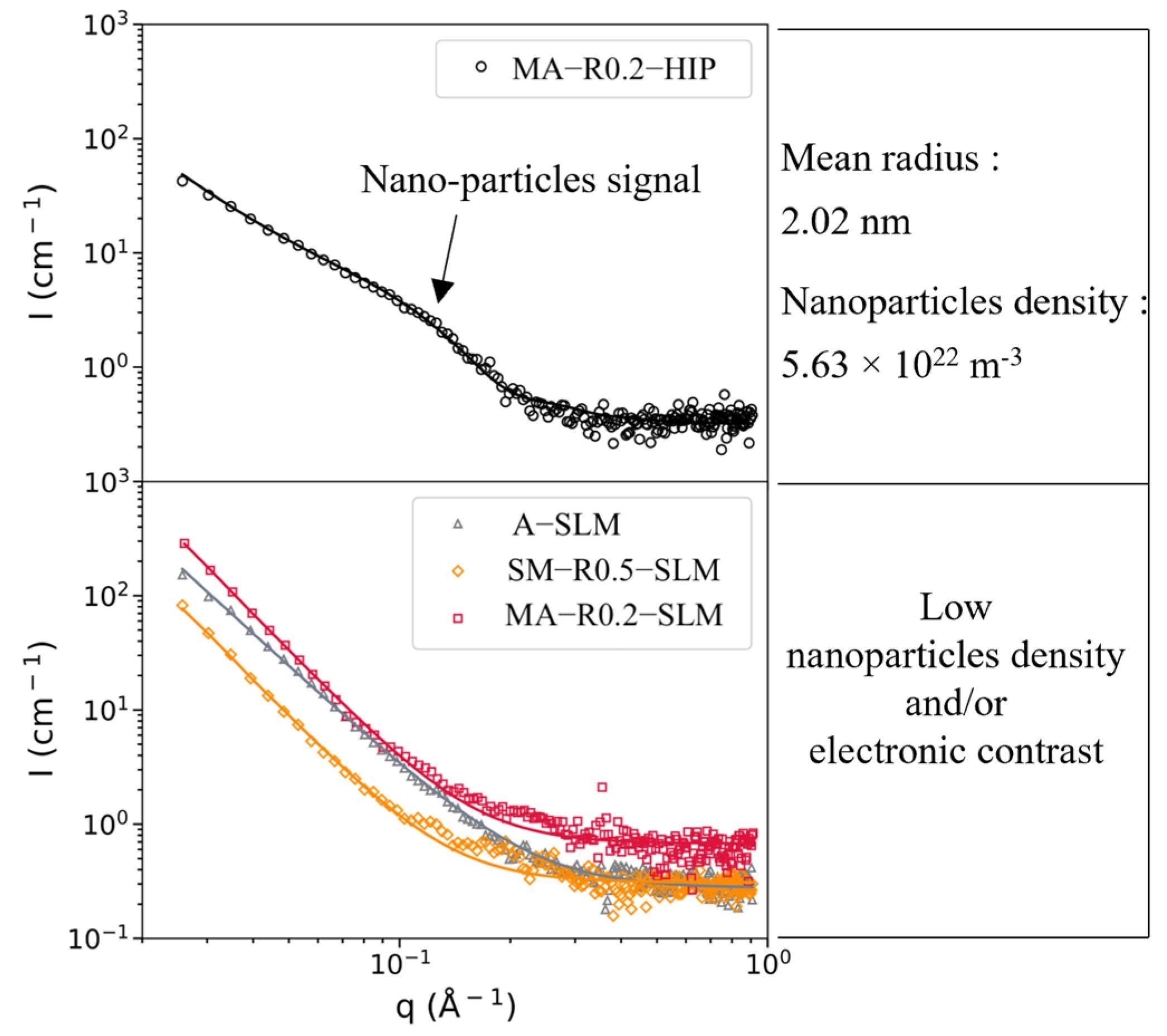
3.4. Small Angle X-ray Scattering
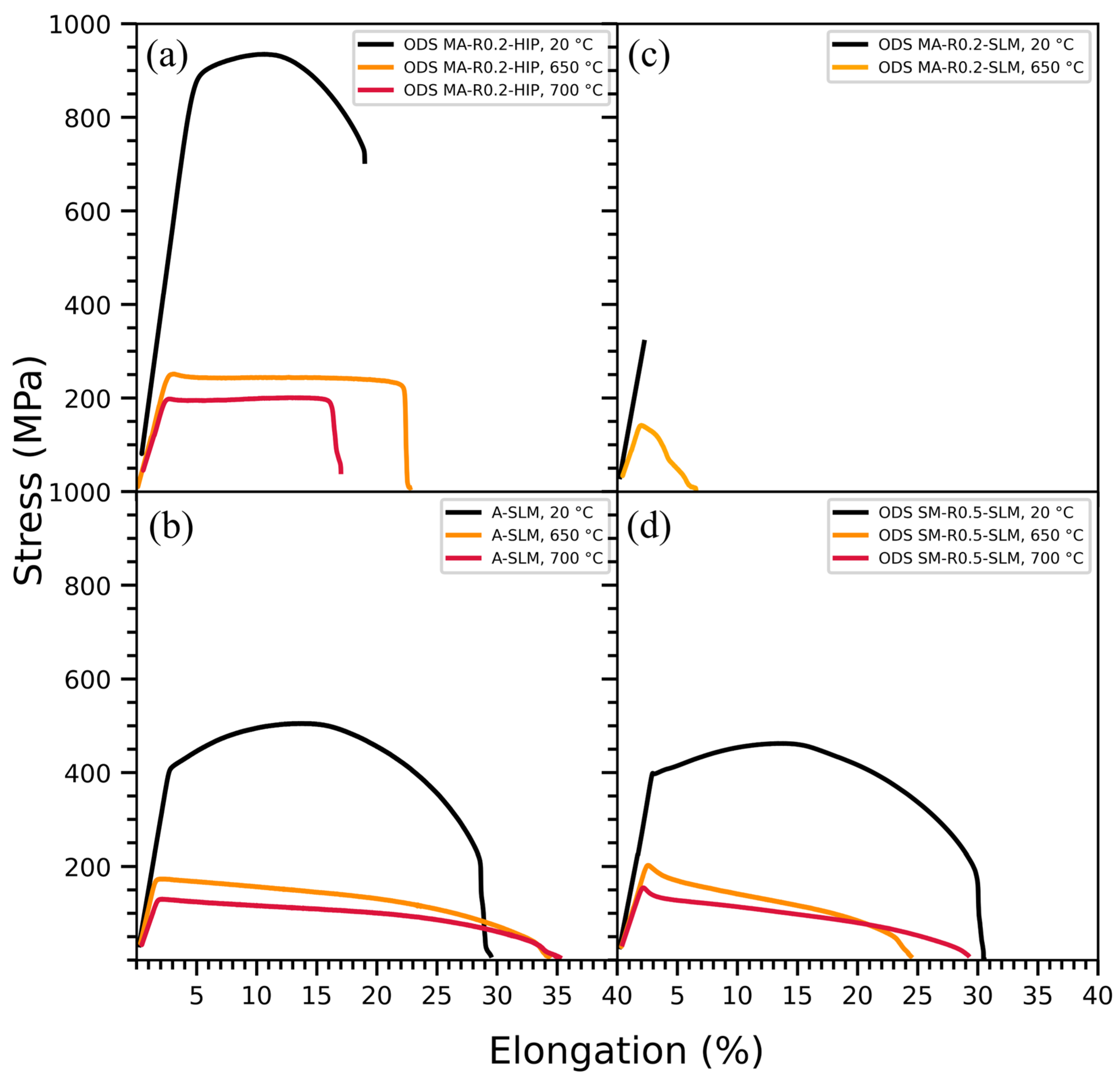
3.5. Tensile Tests
4. Discussion
4.1. Effect of the Powder on the Solidification Microstructure
4.2. Yttrium Loss and Coarse Phases Issues
4.3. Nano-Oxide Precipitation
4.4. Influence of the Powder on the Tensile Properties
5. Conclusions
- The use of a nanocomposite ODS powder enables the avoidance of mechanical alloying, and better flexibility in the choice of the reinforcement content or nature and in the choice of manufacturing parameters to achieve part density above 99%.
- Using a lower ratio, and therefore a higher cooling rate of the melt pool, enables the refinement of the nanoprecipitates.
- More than 80% of the yttrium is lost after SLM consolidation when using an ODS nanocomposite powder obtained by soft mixing. The nano-oxides are predominantly titanium oxides containing no or little yttrium. This is not the case with mechanically alloyed powder.
- The ODS steel consolidated by SLM from the nanocomposite powder has a mean radius of nanoparticles of approximately 8 nm, and their density is 1.67 × 1021 m−3 (TEM). SAXS measurements indicate that none of the SLM materials, ODS or unreinforced, contain a high density of fine nano-oxides comparable to those in conventional ODS.
- At room temperature, the yield strength of SLM parts consolidated from the nanocomposite ODS powder and the unreinforced powder is similar and around 400 MPa. No significant increase in tensile properties, 650 °C or 700 °C, is noticed between ODS steels and unreinforced ferritic steel consolidated by SLM.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Okuda, T.; Fujiwara, M. Dispersion Behaviour of Oxide Particles in Mechanically Alloyed ODS Steel. J. Mater. Sci. Lett. 1995, 14, 1600–1603. [Google Scholar] [CrossRef]
- Ukai, S.; Fujiwara, M. Perspective of ODS Alloys Application in Nuclear Environments. J. Nucl. Mater. 2002, 307, 749–757. [Google Scholar] [CrossRef]
- De Bremaecker, A. Past Research and Fabrication Conducted at SCK•CEN on Ferritic ODS Alloys Used as Cladding for FBR’s Fuel Pins. J. Nucl. Mater. 2012, 428, 13–30. [Google Scholar] [CrossRef]
- Huet, J.-J. Possible Fast-Reactor Canning Material Strengthened and Stabilized by Dispersion. Powder Met. 1967, 10, 208–215. [Google Scholar] [CrossRef]
- Alamo, A.; Lambard, V.; Averty, X.; Mathon, M.H. Assessment of ODS-14%Cr Ferritic Alloy for High Temperature Applications. J. Nucl. Mater. 2004, 329–333, 333–337. [Google Scholar] [CrossRef]
- Klueh, R.L.; Shingledecker, J.P.; Swindeman, R.W.; Hoelzer, D.T. Oxide Dispersion-Strengthened Steels: A Comparison of Some Commercial and Experimental Alloys. J. Nucl. Mater. 2005, 341, 103–114. [Google Scholar] [CrossRef]
- Odette, G.R.; Alinger, M.J.; Wirth, B.D. Recent Developments in Irradiation-Resistant Steels. Annu. Rev. Mater. Res. 2008, 38, 471–503. [Google Scholar] [CrossRef]
- de Carlan, Y.; Bechade, J.-L.; Dubuisson, P.; Seran, J.-L.; Billot, P.; Bougault, A.; Cozzika, T.; Doriot, S.; Hamon, D.; Henry, J.; et al. CEA Developments of New Ferritic ODS Alloys for Nuclear Applications. J. Nucl. Mater. 2009, 386–388, 430–432. [Google Scholar] [CrossRef]
- Rieth, M.; Dürrschnabel, M.; Bonk, S.; Pintsuk, G.; Aiello, G.; Henry, J.; de Carlan, Y.; Ghidersa, B.-E.; Neuberger, H.; Rey, J.; et al. Impact of Materials Technology on the Breeding Blanket Design–Recent Progress and Case Studies in Materials Technology. Fusion Eng. Des. 2021, 166, 112275. [Google Scholar] [CrossRef]
- Alinger, M.J.; Odette, G.R.; Hoelzer, D.T. On the Role of Alloy Composition and Processing Parameters in Nanocluster Formation and Dispersion Strengthening in Nanostuctured Ferritic Alloys. Acta Mater. 2009, 57, 392–406. [Google Scholar] [CrossRef]
- Ratti, M.; Leuvrey, D.; Mathon, M.H.; de Carlan, Y. Influence of Titanium on Nano-Cluster (Y, Ti, O) Stability in ODS Ferritic Materials. J. Nucl. Mater. 2009, 386–388, 540–543. [Google Scholar] [CrossRef]
- Spartacus, G.; Malaplate, J.; De Geuser, F.; Mouton, I.; Sornin, D.; Perez, M.; Guillou, R.; Arnal, B.; Rouesne, E.; Deschamps, A. Chemical and Structural Evolution of Nano-Oxides from Mechanical Alloying to Consolidated Ferritic Oxide Dispersion Strengthened Steel. Acta Mater. 2022, 233, 117992. [Google Scholar] [CrossRef]
- Ordás, N.; Gil, E.; Cintins, A.; de Castro, V.; Leguey, T.; Iturriza, I.; Purans, J.; Anspoks, A.; Kuzmin, A.; Kalinko, A. The Role of Yttrium and Titanium during the Development of ODS Ferritic Steels Obtained through the STARS Route: TEM and XAS Study. J. Nucl. Mater. 2018, 504, 8–22. [Google Scholar] [CrossRef]
- Boulnat, X. FAST High-Temperature Consolidation of Oxide-Dispersion Stregthened (ODS) Steels: Process, Microstructure, Precipitation, Properties; INSA Lyon: Villeurbanne, France, 2014. [Google Scholar]
- Walker, J.C.; Berggreen, K.M.; Jones, A.R.; Sutcliffe, C.J. Fabrication of Fe-Cr-Al Oxide Dispersion Strengthened PM2000 Alloy Using Selective Laser Melting. Adv. Eng. Mater. 2009, 11, 541–546. [Google Scholar] [CrossRef] [Green Version]
- Lenling, M.; Yeom, H.; Maier, B.; Johnson, G.; Dabney, T.; Graham, J.; Hosemann, P.; Hoelzer, D.; Maloy, S.; Sridharan, K. Manufacturing Oxide Dispersion-Strengthened (ODS) Steel Fuel Cladding Tubes Using the Cold Spray Process. JOM 2019, 71, 2868–2873. [Google Scholar] [CrossRef]
- Khorasani, M.; Gibson, I.; Ghasemi, A.H.; Hadavi, E.; Rolfe, B. Laser Subtractive and Laser Powder Bed Fusion of Metals: Review of Process and Production Features. Rapid Prototyp. J. 2023. [Google Scholar] [CrossRef]
- Barrionuevo, G.O.; Ramos-Grez, J.A.; Walczak, M.; Sanchez-Sanchez, X.; Guerra, C.; Debut, A.; Haro, E. Microstructure Simulation and Experimental Evaluation of the Anisotropy of 316 L Stainless Steel Manufactured by Laser Powder Bed Fusion. Rapid Prototyp. J. 2023, 29, 425–436. [Google Scholar] [CrossRef]
- Boegelein, T.; Dryepondt, S.N.; Pandey, A.; Dawson, K.; Tatlock, G.J. Mechanical Response and Deformation Mechanisms of Ferritic Oxide Dispersion Strengthened Steel Structures Produced by Selective Laser Melting. Acta Mater. 2015, 87, 201–215. [Google Scholar] [CrossRef] [Green Version]
- Boegelein, T.; Louvis, E.; Dawson, K.; Tatlock, G.J.; Jones, A.R. Characterisation of a Complex Thin Walled Structure Fabricated by Selective Laser Melting Using a Ferritic Oxide Dispersion Strengthened Steel. Mater. Charact. 2016, 112, 30–40. [Google Scholar] [CrossRef] [Green Version]
- Hunt, R.M.; Kramer, K.J.; El-Dasher, B. Selective Laser Sintering of MA956 Oxide Dispersion Strengthened Steel. J. Nucl. Mater. 2015, 464, 80–85. [Google Scholar] [CrossRef] [Green Version]
- Vasquez, E.; Giroux, P.-F.; Lomello, F.; Chniouel, A.; Maskrot, H.; Schuster, F.; Castany, P. Elaboration of Oxide Dispersion Strengthened Fe-14Cr Stainless Steel by Selective Laser Melting. J. Mater. Process. Technol. 2019, 267, 403–413. [Google Scholar] [CrossRef]
- Vasquez, E.; Giroux, P.-F.; Lomello, F.; Nussbaum, M.; Maskrot, H.; Schuster, F.; Castany, P. Effect of Powder Characteristics on Production of Oxide Dispersion Strengthened Fe 14Cr Steel by Laser Powder Bed Fusion. Powder Technol. 2020, 360, 998–1005. [Google Scholar] [CrossRef]
- Arkhurst, B.; Park, J.-J.; Lee, C.-H.; Kim, J.H. Direct Laser Deposition of 14Cr Oxide Dispersion Strengthened Steel Powders Using Y2O3 and HfO2 Dispersoids. Korean, J. Met. Mater. 2017, 55, 550–558. [Google Scholar] [CrossRef] [Green Version]
- Euh, K.; Arkhurst, B.; Kim, I.H.; Kim, H.-G.; Kim, J.H. Stability of Y-Ti-O Nanoparticles During Laser Deposition of Oxide Dispersion Strengthened Steel Powder. Met. Mater. Int. 2017, 23, 1063–1074. [Google Scholar] [CrossRef]
- Shi, Y.; Lu, Z.; Xu, H.; Xie, R.; Ren, Y.; Yang, G. Microstructure Characterization and Mechanical Properties of Laser Additive Manufactured Oxide Dispersion Strengthened Fe-9Cr Alloy. J. Alloys Compd. 2019, 791, 121–133. [Google Scholar] [CrossRef]
- Shi, Y.; Lu, Z.; Yu, L.; Xie, R.; Ren, Y.; Yang, G. Microstructure and Tensile Properties of Zr-Containing ODS-FeCrAl Alloy Fabricated by Laser Additive Manufacturing. Mater. Sci. Eng. A 2020, 774, 138937. [Google Scholar] [CrossRef]
- Schindelin, J.; Arganda-Carreras, I.; Frise, E.; Kaynig, V.; Longair, M.; Pietzsch, T.; Preibisch, S.; Rueden, C.; Saalfeld, S.; Schmid, B.; et al. Fiji: An Open-Source Platform for Biological-Image Analysis. Nat. Methods 2012, 9, 676–682. [Google Scholar] [CrossRef] [Green Version]
- Vaugoude, A. Contribution Au Développement d’aciers Austenitiques Avancés Résistants Au Gonflement Sous Irradiation. Ph.D. Thesis, Université de Lille, Lille, France, 2019. [Google Scholar]
- Spartacus, G.; Malaplate, J.; De Geuser, F.; Sornin, D.; Gangloff, A.; Guillou, R.; Deschamps, A. Nano-Oxide Precipitation Kinetics during the Consolidation Process of a Ferritic Oxide Dispersion Strengthened Steel. Scr. Mater. 2020, 188, 10–15. [Google Scholar] [CrossRef]
- Durand, A.; Sornin, D.; de Carlan, Y.; Spartacus, G.; Brisset, F.; Delbes, L.; Baptiste, B.; Baudin, T.; Logé, R. Characterization of Untransformed Ferrite in 10Cr and 12Cr ODS Steels. Materialia 2021, 16, 101066. [Google Scholar] [CrossRef]
- Oono, N.H.; Ukai, S.; Tominaga, K.; Ebisawa, N.; Tomura, K. Precipitation of Various Oxides in ODS Ferritic Steels. J. Mater. Sci. 2019, 54, 8786–8799. [Google Scholar] [CrossRef]
- SasView. Available online: http://www.sasview.org/ (accessed on 1 December 2021).
- Deschamps, A.; De Geuser, F.; Malaplate, J.; Sornin, D. When Do Oxide Precipitates Form during Consolidation of Oxide Dispersion Strengthened Steels? J. Nucl. Mater. 2016, 482, 83–87. [Google Scholar] [CrossRef]
- Glatter, O.; Kratky, O. Small Angle X-Ray Scattering; Academic Press: Cambridge, MA, USA, 1982. [Google Scholar]
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification, 3rd ed.; reprinted; Trans Tech Publications: Aedermannsdorf, Switzerland, 1992; ISBN 978-0-87849-522-1. [Google Scholar]
- Verhiest, K.; Mullens, S.; Paul, J.; De Graeve, I.; De Wispelaere, N.; Claessens, S.; DeBremaecker, A.; Verbeken, K. Comprehensive Study on the Sintering Behavior of Yttria Nano-Powder in Contact with Electrolytic Iron Using the Rapid Solidification Processing Technique. Ceram. Int. 2014, 40, 7679–7692. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The Metallurgy and Processing Science of Metal Additive Manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components–Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Gao, R.; Zeng, L.; Ding, H.; Zhang, T.; Wang, X.; Fang, Q. Characterization of Oxide Dispersion Strengthened Ferritic Steel Fabricated by Electron Beam Selective Melting. Mater. Des. 2016, 89, 1171–1180. [Google Scholar] [CrossRef]
- Doñate-Buendia, C.; Kürnsteiner, P.; Stern, F.; Wilms, M.B.; Streubel, R.; Kusoglu, I.M.; Tenkamp, J.; Bruder, E.; Pirch, N.; Barcikowski, S.; et al. Microstructure Formation and Mechanical Properties of ODS Steels Built by Laser Additive Manufacturing of Nanoparticle Coated Iron-Chromium Powders. Acta Mater. 2021, 206, 116566. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, L.; Zou, J.; Li, X.; Cui, D.; Shen, Z. Oxide Dispersion Strengthened Stainless Steel 316L with Superior Strength and Ductility by Selective Laser Melting. J. Mater. Sci. Technol. 2020, 42, 97–105. [Google Scholar] [CrossRef]
- Zhai, W.; Zhou, W.; Nai, S.M.L.; Wei, J. Characterization of Nanoparticle Mixed 316 L Powder for Additive Manufacturing. J. Mater. Sci. Technol. 2020, 47, 162–168. [Google Scholar] [CrossRef]
- Ghayoor, M.; Lee, K.; He, Y.; Chang, C.; Paul, B.K.; Pasebani, S. Selective Laser Melting of Austenitic Oxide Dispersion Strengthened Steel: Processing, Microstructural Evolution and Strengthening Mechanisms. Mater. Sci. Eng. A 2020, 788, 139532. [Google Scholar] [CrossRef]
- Opprecht, M.; Garandet, J.-P.; Roux, G.; Flament, C.; Soulier, M. A Solution to the Hot Cracking Problem for Aluminium Alloys Manufactured by Laser Beam Melting. Acta Mater. 2020, 197, 40–53. [Google Scholar] [CrossRef]
- Lv, W.J.; Yang, X.S.; Ji, Y.Q.; Zhou, Y.Z.; Li, J.F.; Liu, X.; Wang, D.; Wang, Y.; Le, G.M.; Zhao, S.X. Effects of TiC Nanoparticle Additions on Microstructure and Mechanical Properties of FeCrAl Alloys Prepared by Directed Energy Deposition. J. Nucl. Mater. 2021, 554, 153094. [Google Scholar] [CrossRef]
- Jia, H.; Zhou, Z.; Li, S. A New Strategy for Additive Manufacturing ODS Steel Using Y-Containing Gas Atomized Powder. Mater. Charact. 2022, 187, 111876. [Google Scholar] [CrossRef]
- David, S.; DebRoy, T. Current Issues and Problems in Welding Science. Science 1992, 257, 497–502. [Google Scholar] [CrossRef] [PubMed]
- Rombouts, M.; Kruth, J.-P.; Froyen, L.; Mercelis, P. Fundamentals of Selective Laser Melting of Alloyed Steel Powders. CIRP Ann. 2006, 55, 187–192. [Google Scholar] [CrossRef]
- Sun, S.-H.; Hagihara, K.; Nakano, T. Effect of Scanning Strategy on Texture Formation in Ni-25 at.%Mo Alloys Fabricated by Selective Laser Melting. Mater. Des. 2018, 140, 307–316. [Google Scholar] [CrossRef]
- Andreau, O.; Koutiri, I.; Peyre, P.; Penot, J.-D.; Saintier, N.; Pessard, E.; De Terris, T.; Dupuy, C.; Baudin, T. Texture Control of 316L Parts by Modulation of the Melt Pool Morphology in Selective Laser Melting. J. Mater. Process. Technol. 2019, 264, 21–31. [Google Scholar] [CrossRef] [Green Version]
- Farkas, M.S.; Bauer, A.A. The Solid Solubility and Constitution of Yttrium in Iron 20 to 40 w/o Chromium Alloys; Battelle Memorial Institute: Columbus, OH, USA, 1959. [Google Scholar]
- Kini, A.R. Laser Manufacturing of Oxide Dispersion Strengthened Steels and Cu-Cr-Nb Alloys. Ph.D. Dissertation, Universitätsbibliothek der RWTH Aachen, Aachen, Germany, 2019. [Google Scholar]
- Alvarez, L.J.; San Miguel, M.A.; Odriozola, J.A. Effects of Nonstoichiometry in the Melting Process of Y2O3 from Molecular Dynamics Simulations. Phys. Rev. B 1999, 59, 11303. [Google Scholar] [CrossRef] [Green Version]
- Verhiest, K.; Mullens, S.; Paul, J.; De Graeve, I.; De Wispelaere, N.; Claessens, S.; DeBremaecker, A.; Verbeken, K. Experimental Study on the Contact Angle Formation of Solidified Iron–Chromium Droplets onto Yttria Ceramic Substrates for the Yttria/Ferrous Alloy System with Variable Chromium Content. Ceram. Int. 2014, 40, 2187–2200. [Google Scholar] [CrossRef]
- Ma, M.; Wang, Z.; Zeng, X. A Comparison on Metallurgical Behaviors of 316L Stainless Steel by Selective Laser Melting and Laser Cladding Deposition. Mater. Sci. Eng. A 2017, 685, 265–273. [Google Scholar] [CrossRef]
- Deng, P.; Karadge, M.; Rebak, R.B.; Gupta, V.K.; Prorok, B.C.; Lou, X. The Origin and Formation of Oxygen Inclusions in Austenitic Stainless Steels Manufactured by Laser Powder Bed Fusion. Addit. Manuf. 2020, 35, 101334. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | Cr | Mn | Mo | Ni | W | C | Y | Ti | O | Y2O3 Target |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A | Bal | 14.05 | 0.07 | 0.145 | 0.292 | 0.96 | 0.038 | - | - | 0.093 | 0 |
| A-Ti | Bal | 14.2 | 0.06 | <0.005 | 0.013 | 1.01 | 0.009 | - | 0.15 | 0.061 | 0 |
| SM-R0.5 | Bal | 14.1 | 0.06 | <0.005 | 0.012 | 1.01 | 0.015 | 0.29 | 0.15 | 0.21 | 0.5 |
| MA-R0.2 | Bal | 13.5 | 0.092 | <0.005 | 0.056 | 0.993 | 0.016 | 0.146 | 0.158 | 0.117 | 0.2 |
| Powder | D10 (µm) | D50 (µm) | D90 (µm) |
|---|---|---|---|
| A | 8 | 22 | 60 |
| A-Ti | 10 | 20 | 43 |
| MA | 60 | 89 | 132 |
| Powder | Laser Power (W) | Scan Speed (mm.s−1) | Hatching Distance (µm) | Layer Thickness (µm) | VED (J.mm−3) |
|---|---|---|---|---|---|
| 14Cr atomized (A, A-Ti, SM-R0.5) | 100–175 | 200–1200 | 65–120 | 30 | 88–303 |
| 14Cr MA (MA-R0.2) | 100–175 | 150–300 | 90 | 20–50 | 212–530 |
| Sample | A-SLM | SM-R0.5-SLM | MA-R0.2-SLM |
|---|---|---|---|
| Melt pool width (µm) | 110 ± 6.5 | 205 ± 14.7 | 206 ± 10.2 |
| Melt pool depth (µm) | 140 ± 5.7 | 50 ± 2.6 | 69 ± 4.1 |
| EDX Spectrum on Particle n° | Y | Ti | O | Fe | Cr | C | Al |
|---|---|---|---|---|---|---|---|
| 1 | 89.05 | 3.37 | 4.01 | 2.45 | 1.11 | 0 | 0 |
| 2 | 93.14 | 1.04 | 3.8 | 1.16 | 0 | 0.86 | 0 |
| 3 | 87.78 | 5.65 | 4.49 | 1.3 | 0.36 | 0 | 1.01 |
| 4 | 87.09 | 5.08 | 4.15 | 1.81 | 1.31 | 0 | 0.55 |
| SLM part | Powder | ||||
|---|---|---|---|---|---|
| Elements | Ti | Y | O | Y | O |
| A -SLM | <0.15 | NA | 0.16 | NA | 0.093 |
| SM-R0.5-SLM | 0.14 | 0.05 | 0.068 | 0.29 | 0.21 |
| MA-R0.2-SLM | 0.16 | 0.12 | 0.17 | 0.146 | 0.117 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Autones, L.; Aubry, P.; Ribis, J.; Leguy, H.; Legris, A.; de Carlan, Y. Assessment of Ferritic ODS Steels Obtained by Laser Additive Manufacturing. Materials 2023, 16, 2397. https://doi.org/10.3390/ma16062397
Autones L, Aubry P, Ribis J, Leguy H, Legris A, de Carlan Y. Assessment of Ferritic ODS Steels Obtained by Laser Additive Manufacturing. Materials. 2023; 16(6):2397. https://doi.org/10.3390/ma16062397
Chicago/Turabian StyleAutones, Lucas, Pascal Aubry, Joel Ribis, Hadrien Leguy, Alexandre Legris, and Yann de Carlan. 2023. "Assessment of Ferritic ODS Steels Obtained by Laser Additive Manufacturing" Materials 16, no. 6: 2397. https://doi.org/10.3390/ma16062397