
Effect of Mn Content on the Toughness and Plasticity of Hot-Rolled High-Carbon Medium Manganese Steel

Abstract
:1. Introduction
2. Experimental Materials and Procedure
3. Results and Discussion
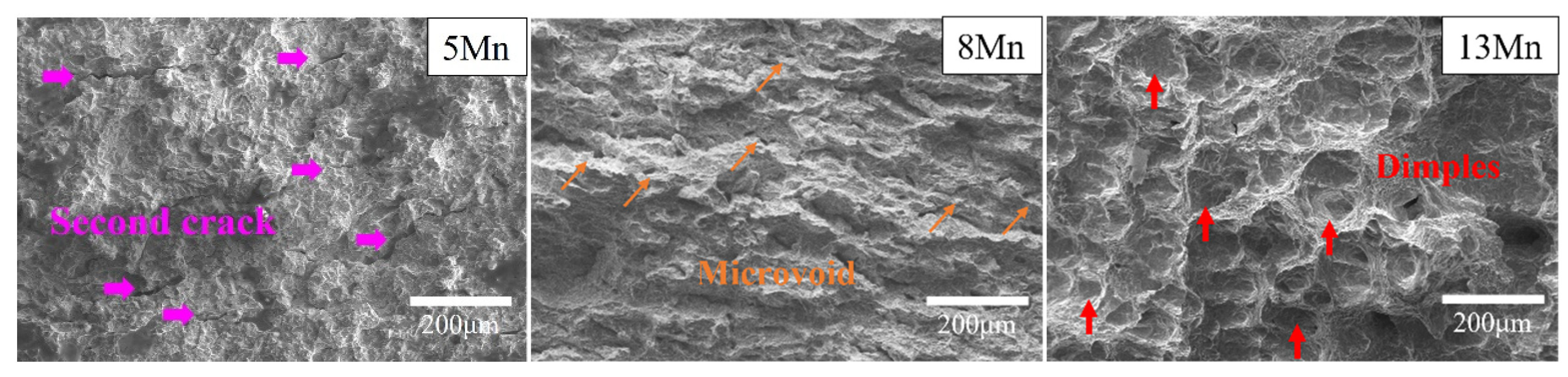
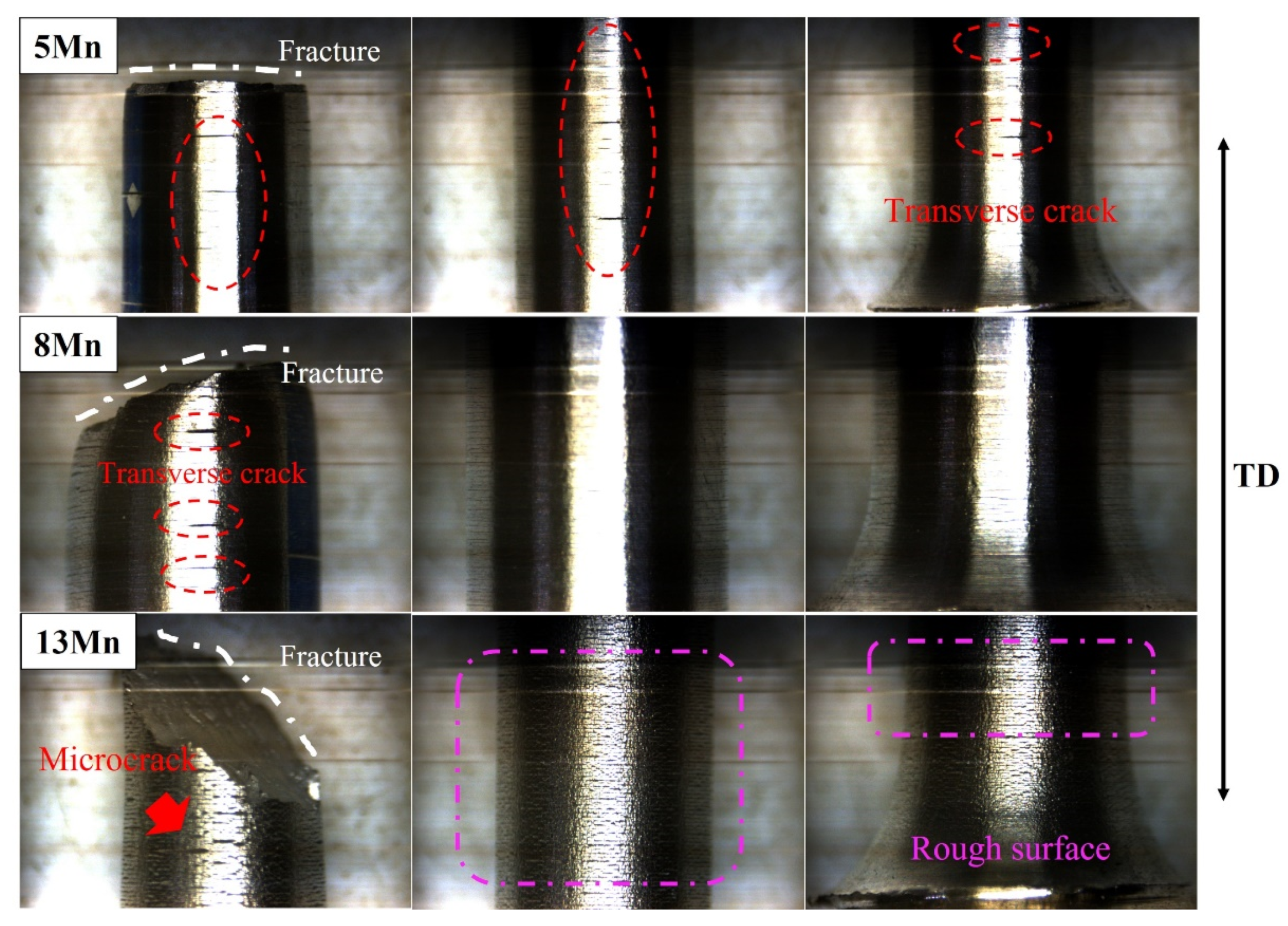
3.1. Effect of Mn on Mechanical Properties
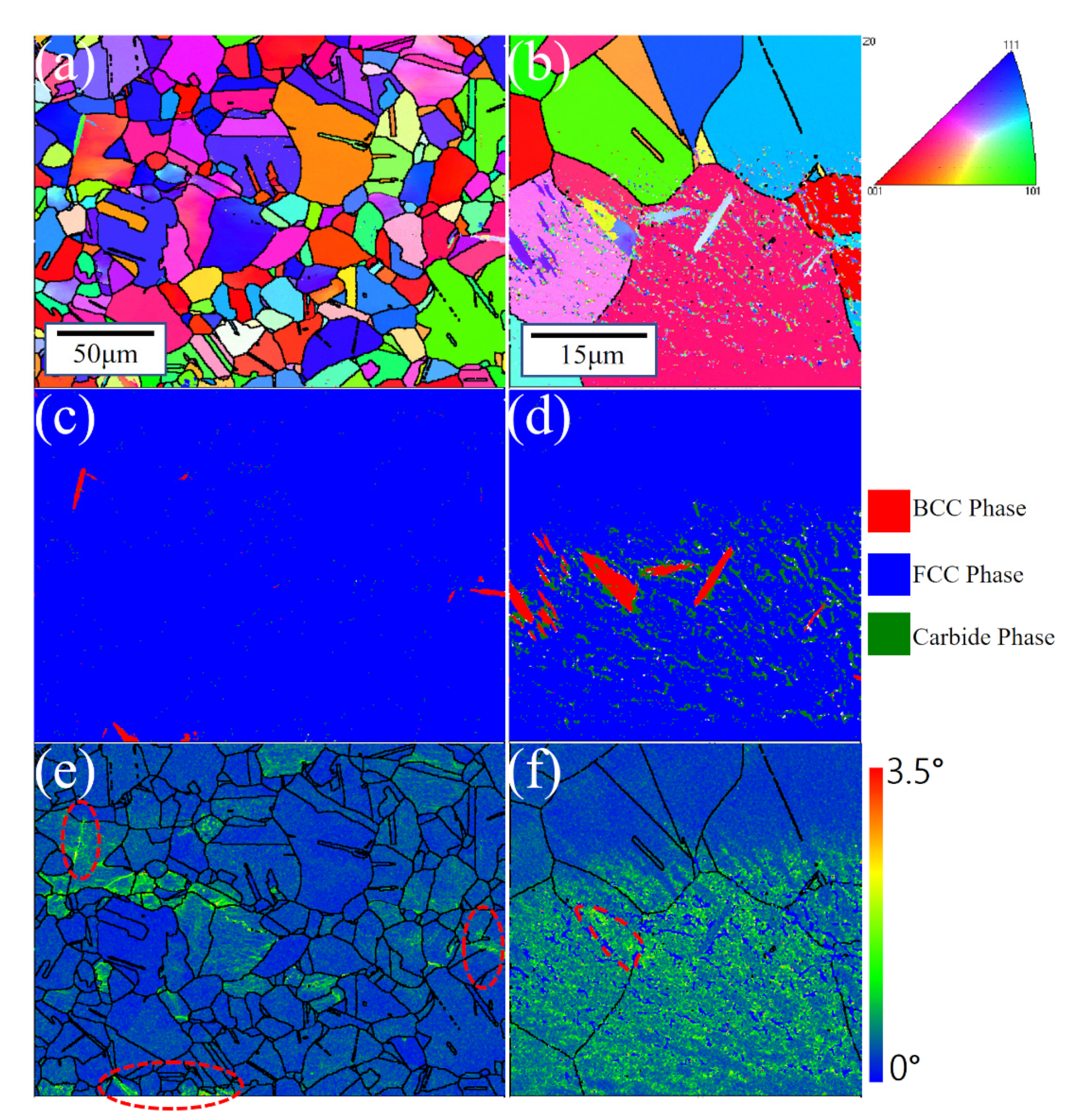
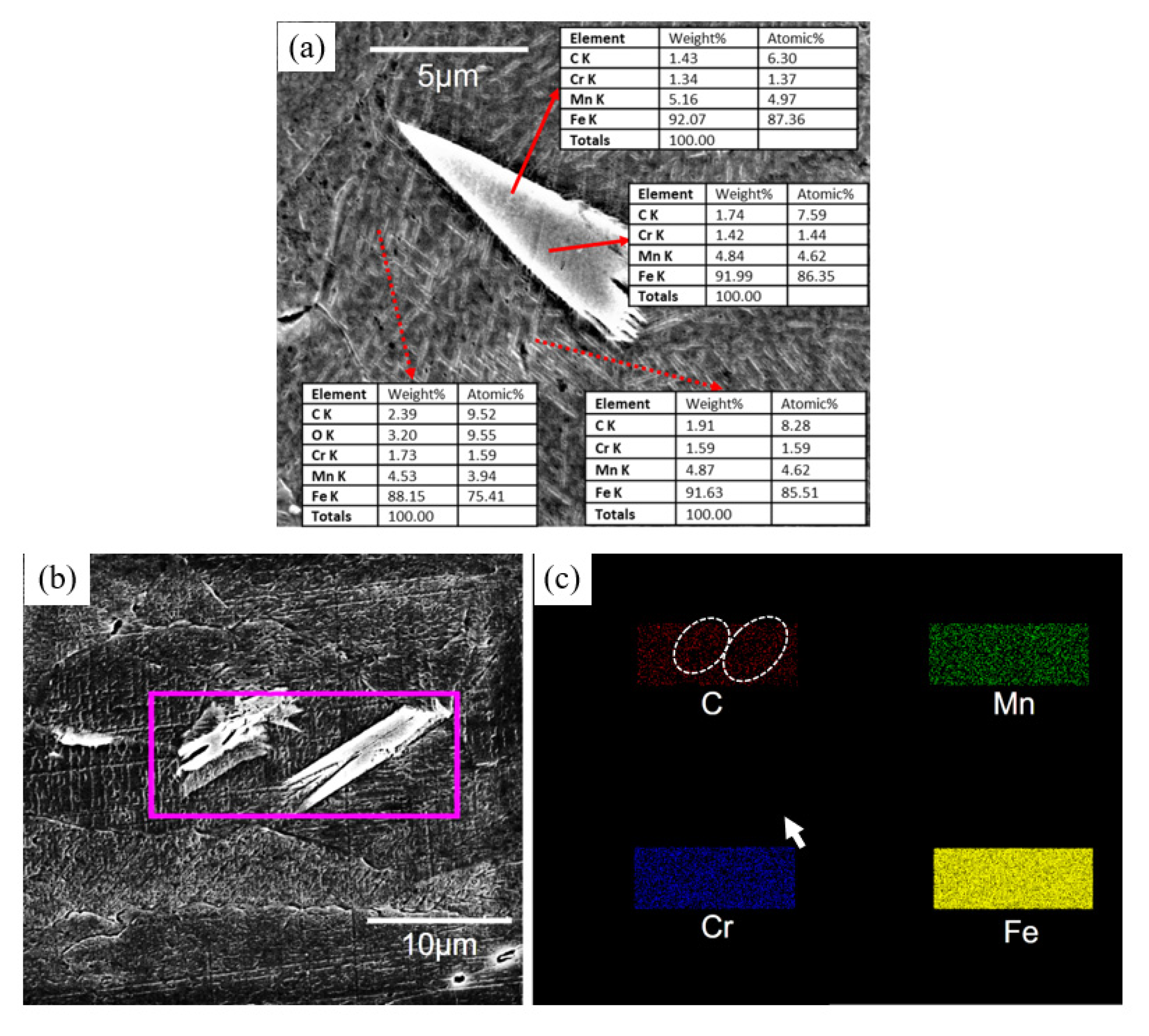
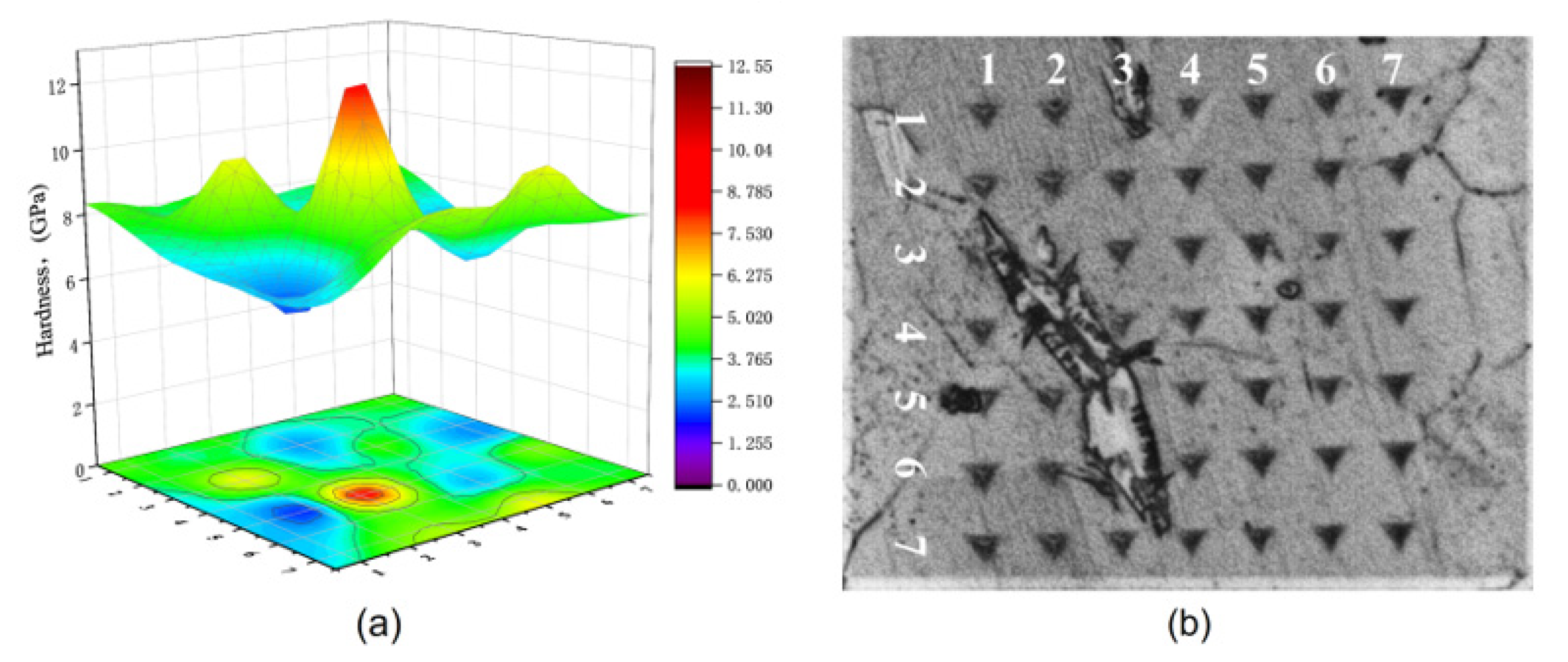
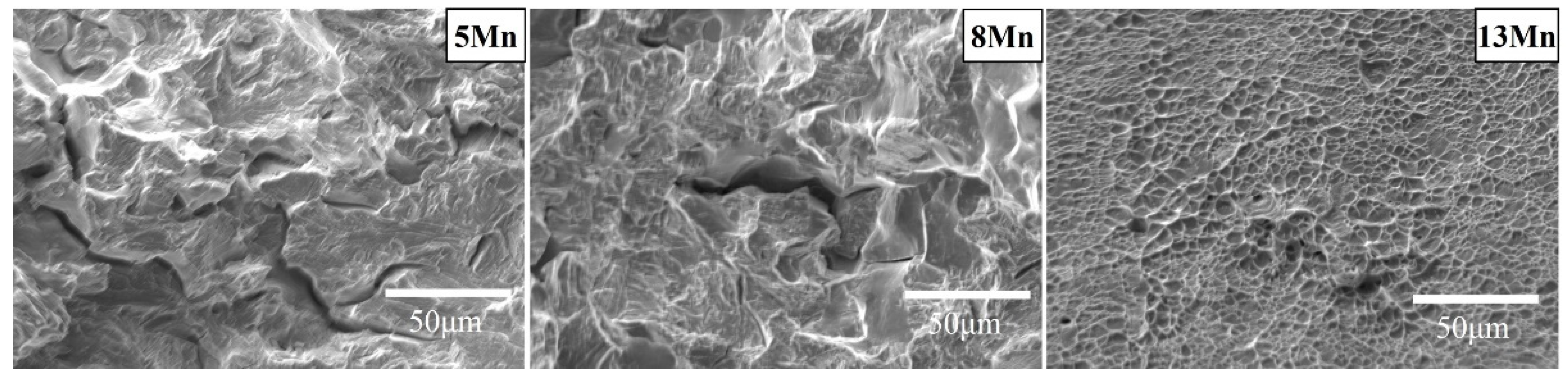
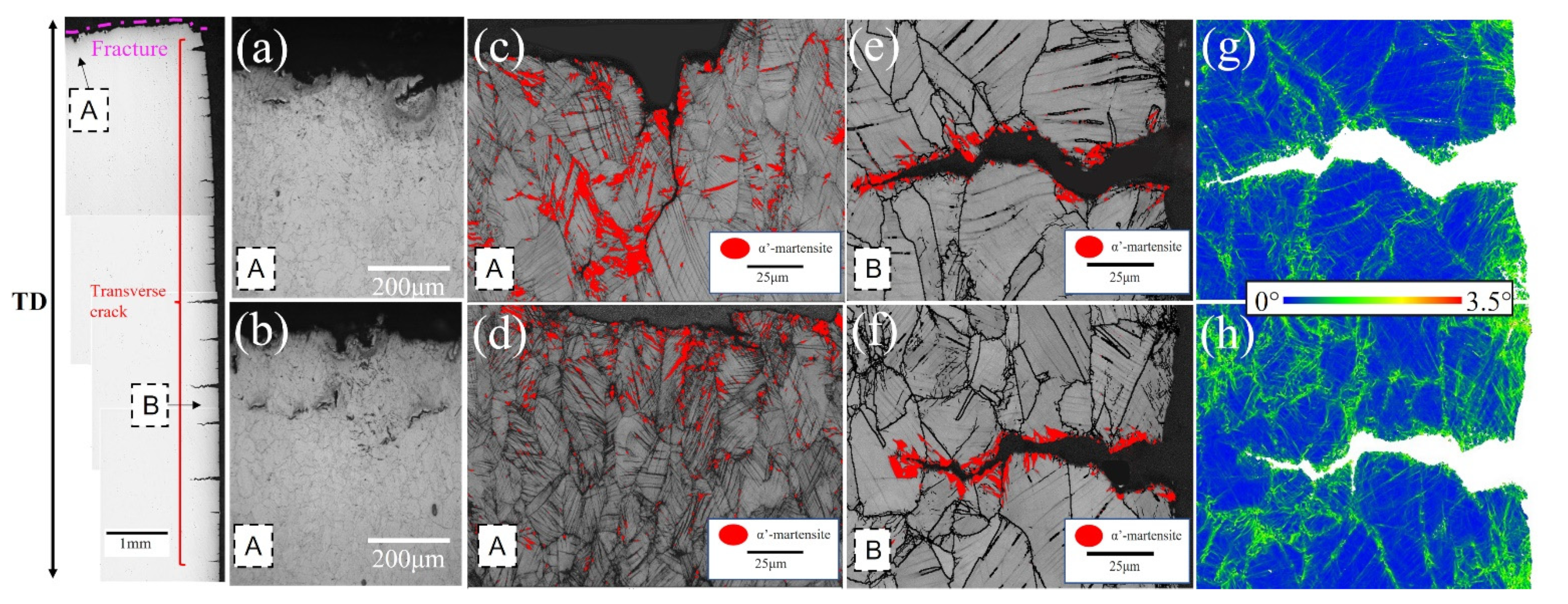
3.2. Microstructure Difference of Mn Content
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Curiel-Reyna, E.; Contreras, J.; Rangel-Ortis, T.; Herrera, A.; Baños, L.; Real, A.d.; Rodríguez, M. Effect of carbide precipitation on the structure and hardness in the heat-affected zone of Hadfield steel after post-cooling treatments. Mater. Manuf. Process. 2007, 23, 14–20. [Google Scholar] [CrossRef]
- He, Z.-M.; Jiang, Q.-C.; Fu, S.-B.; Xie, J.-P. Improved work-hardening ability and wear resistance of austenitic manganese steel under non-severe impact-loading conditions. Wear 1987, 120, 305–319. [Google Scholar] [CrossRef]
- Sevillano, J.G. An alternative model for the strain hardening of FCC alloys that twin, validated for twinning-induced plasticity steel. Scr. Mater. 2009, 60, 336–339. [Google Scholar] [CrossRef]
- Pei, X.J.; Zhen-Ming, H.; Shao-Bo, F.; Qi-Chuan, J. Influence of Nb and N on microstructure and work-hardening properties of medium manganese Austenitic Steel. Mater. Werkst. 1990, 21, 287–290. [Google Scholar] [CrossRef]
- Cai, Z.; Wang, S.; Zhou, Y.; Dong, J.; Yu, C.; Ma, L. The synergistic effect of grain refinement and precipitation strengthening on mechanical properties and dry sliding wear behavior of medium manganese steels. Tribol. Int. 2023, 179, 108158. [Google Scholar] [CrossRef]
- Yan, X.; Hu, J.; Wang, L.; Chai, Z.; Sun, W.; Xu, W. The coupled effect of thermal and mechanical stabilities of austenite on the wear resistance in a 0.2 C–5Mn-1.6 Si steel down to cryogenic temperatures. Wear 2021, 486, 204116. [Google Scholar] [CrossRef]
- Emurlaev, K.; Bataev, I.; Ivanov, I.; Lazurenko, D.; Burov, V.; Ruktuev, A.; Ivanov, D.; Rosenthal, M.; Burghammer, M.; Georgarakis, K. Friction-induced phase transformations and evolution of microstructure of austenitic stainless steel observed by operando synchrotron X-ray diffraction. Acta Mater. 2022, 234, 118033. [Google Scholar] [CrossRef]
- Ge, S.; Wang, Q.; Wang, J. The impact wear-resistance enhancement mechanism of medium manganese steel and its applications in mining machines. Wear 2017, 376, 1097–1104. [Google Scholar] [CrossRef]
- Wang, T.; Lu, B.; Zhang, M.; Hou, R.; Zhang, F. Nanocrystallization and α martensite formation in the surface layer of medium-manganese austenitic wear-resistant steel caused by shot peening. Mater. Sci. Eng. A 2007, 458, 249–252. [Google Scholar] [CrossRef]
- Suh, D.-W.; Park, S.-J.; Oh, C.-S.; Kim, S.-J. Influence of partial replacement of Si by Al on the change of phase fraction during heat treatment of TRIP steels. Scr. Mater. 2007, 57, 1097–1100. [Google Scholar] [CrossRef]
- De Cooman, B.C. Phase transformations in high manganese twinning-induced plasticity (TWIP) steels. In Phase Transformations in Steels; Woodhead Publishing: Sawston, UK, 2012; pp. 295–331. [Google Scholar] [CrossRef]
- Sun, B.; Fazeli, F.; Scott, C.; Guo, B.; Aranas, C., Jr.; Chu, X.; Jahazi, M.; Yue, S. Microstructural characteristics and tensile behavior of medium manganese steels with different manganese additions. Mater. Sci. Eng. A 2018, 729, 496–507. [Google Scholar] [CrossRef]
- Ishigami, H.; Nakada, N.; Kochi, T.; Nanba, S. Effects of Mn on Isothermal Transformation Microstructure and Tensile Properties in Medium-and High-carbon Steels. ISIJ Int. 2019, 59, 1667–1675. [Google Scholar] [CrossRef] [Green Version]
- Huang, M.; Wang, C.; Wang, L.; Wang, J.; Mogucheva, A.; Xu, W. Influence of DIMT on impact toughness: Relationship between crack propagation and the α′-martensite morphology in austenitic steel. Mater. Sci. Eng. A 2022, 844, 143191. [Google Scholar] [CrossRef]
- Luan, G.; Volkova, O.; Mola, J. Tensile Deformation Behavior of Medium Manganese Steels with High Carbon Concentrations and Austenitic Microstructures. Metals 2018, 8, 902. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Guan, Q.; He, B. Improving the strength and ductility of medium Mn steel by depleting the stress-assisted martensite. Scr. Mater. 2023, 226, 115267. [Google Scholar] [CrossRef]
- Tao, Z.; Yao, C.; Gao, C.; Duan, D.; Misra, R.; Sun, C.; Wu, H.; Gao, X.; Du, L. Quantitative relationship between microstructure/crystallography and strength/toughness in simulated inter-critical heat affected subzone of medium Mn steel. J. Mater. Res. Technol. 2022, 22, 3085–3100. [Google Scholar] [CrossRef]
- Saeed-Akbari, A.; Imlau, J.; Prahl, U.; Bleck, W. Derivation and Variation in Composition-Dependent Stacking Fault Energy Maps Based on Subregular Solution Model in High-Manganese Steels. Metall. Mater. Trans. A 2009, 40, 3076–3090. [Google Scholar] [CrossRef]
- Lee, S.-J.; Han, J.; Lee, S.; Kang, S.-H.; Lee, S.-M.; Lee, Y.-K. Design for Fe-high Mn alloy with an improved combination of strength and ductility. Sci. Rep. 2017, 7, 1–9. [Google Scholar] [CrossRef]
- Yuan, X.; Chen, L.; Zhao, Y.; Di, H.; Zhu, F. Dependence of grain size on mechanical properties and microstructures of high manganese austenitic steel. Procedia Eng. 2014, 81, 143–148. [Google Scholar] [CrossRef] [Green Version]
- Gutierrez-Urrutia, I.; Zaefferer, S.; Raabe, D. The effect of grain size and grain orientation on deformation twinning in a Fe–22 wt.% Mn–0.6 wt.% C TWIP steel. Mater. Sci. Eng. A 2010, 527, 3552–3560. [Google Scholar] [CrossRef]
- Anand, K.K.; Mahato, B.; Haase, C.; Kumar, A.; Chowdhury, S.G. Correlation of defect density with texture evolution during cold rolling of a Twinning-Induced Plasticity (TWIP) steel. Mater. Sci. Eng. A 2018, 711, 69–77. [Google Scholar] [CrossRef]
- Liu, S.; Qian, L.; Meng, J.; Ma, P.; Zhang, F. On the more persistently-enhanced strain hardening in carbon-increased Fe–Mn–C twinning-induced plasticity steel. Mater. Sci. Eng. A 2015, 639, 425–430. [Google Scholar] [CrossRef]
- Dastur, Y.N.; Leslie, W. Mechanism of work hardening in Hadfield manganese steel. Metall. Trans. A 1981, 12, 749–759. [Google Scholar] [CrossRef]
- Qian, L.; Guo, P.; Zhang, F.; Meng, J.; Zhang, M. Abnormal room temperature serrated flow and strain rate dependence of critical strain of a Fe–Mn–C twin-induced plasticity steel. Mater. Sci. Eng. A 2013, 561, 266–269. [Google Scholar] [CrossRef]
- Cai, Y.; Yang, S.; Fu, S.; Zhang, D.; Zhang, Q. Investigation of Portevin–Le Chatelier band strain and elastic shrinkage in Al-based alloys associated with Mg contents. J. Mater. Sci. Technol. 2017, 33, 580–586. [Google Scholar] [CrossRef]
- Qian, L.; Guo, P.; Meng, J.; Zhang, F. Unusual grain-size and strain-rate effects on the serrated flow in FeMnC twin-induced plasticity steels. J. Mater. Sci. 2013, 48, 1669–1674. [Google Scholar] [CrossRef]
- Li, D.; Qian, L.; Wei, C.; Liu, S.; Zhang, F.; Meng, J. The role of Mn on twinning behavior and tensile properties of coarse-and fine-grained Fe–Mn–C twinning-induced plasticity steels. Mater. Sci. Eng. A 2020, 789, 139586. [Google Scholar] [CrossRef]
- Rodriguez, P. Serrated plastic flow. Bull. Mater. Sci. 1984, 6, 653–663. [Google Scholar] [CrossRef]
- Saeed-Akbari, A.; Mosecker, L.; Schwedt, A.; Bleck, W. Characterization and prediction of flow behavior in high-manganese twinning induced plasticity steels: Part I. Mechanism maps and work-hardening behavior. Metall. Mater. Trans. A 2012, 43, 1688–1704. [Google Scholar] [CrossRef]
- Smith, R.; DeMonte, A.; Mackay, W. RETRACTED: Development of High-Manganese Steels for Heavy Duty Cast-to-Shape Applications; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Grässel, O.; Krüger, L.; Frommeyer, G.; Meyer, L. High strength Fe–Mn–(Al, Si) TRIP/TWIP steels development—Properties—Application. Int. J. Plast. 2000, 16, 1391–1409. [Google Scholar] [CrossRef]
- Zakharova, E.; Kireeva, I.; Chumlyakov, Y.; Shul’Mina, A.; Sehitoglu, H.; Karaman, I. The effect of aluminium on mechanical properties and deformation mechanisms of hadfield steel single crystals. J. Phys. IV 2004, 115, 243–250. [Google Scholar] [CrossRef]
- Shen, Y.; Li, X.; Sun, X.; Wang, Y.; Zuo, L. Twinning and martensite in a 304 austenitic stainless steel. Mater. Sci. Eng. A 2012, 552, 514–522. [Google Scholar] [CrossRef]
- Padilha, A.F.; Plaut, R.L.; Rios, P.R. Annealing of cold-worked austenitic stainless steels. ISIJ Int. 2003, 43, 135–143. [Google Scholar] [CrossRef]
- De, A.K.; Speer, J.G.; Matlock, D.K.; Murdock, D.C.; Mataya, M.C.; Comstock, R.J. Deformation-induced phase transformation and strain hardening in type 304 austenitic stainless steel. Metall. Mater. Trans. A 2006, 37, 1875–1886. [Google Scholar] [CrossRef]
- Srivastava, A.K.; Das, K. Microstructural characterization of Hadfield austenitic manganese steel. J. Mater. Sci. 2008, 43, 5654–5658. [Google Scholar] [CrossRef]
- HajyAkbary, F.; Sietsma, J.; Böttger, A.J.; Santofimia, M.J. An improved X-ray diffraction analysis method to characterize dislocation density in lath martensitic structures. Mater. Sci. Eng. A 2015, 639, 208–218. [Google Scholar] [CrossRef]
- Jiménez, J.A.; Frommeyer, G. Analysis of the microstructure evolution during tensile testing at room temperature of high-manganese austenitic steel. Mater. Charact. 2010, 61, 221–226. [Google Scholar] [CrossRef]
- Jin, J.-E.; Lee, Y.-K. Strain hardening behavior of a Fe–18Mn–0.6 C–1.5 Al TWIP steel. Mater. Sci. Eng. A 2009, 527, 157–161. [Google Scholar] [CrossRef]
- Chang, K.; Chao, C.; Liu, T. Excellent combination of strength and ductility in an Fe–9Al–28Mn–1.8 C alloy. Scr. Mater. 2010, 63, 162–165. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designed Steel | C | Si | V | Mn | Cr | Mo | Fe |
|---|---|---|---|---|---|---|---|
| 5 Mn | 1.01 | 0.11 | 0.20 | 5.02 | 1.46 | 0.30 | Bal. |
| 8 Mn | 1.00 | 0.11 | 0.19 | 7.93 | 1.45 | 0.30 | Bal. |
| 13 Mn | 1.02 | 0.10 | 0.20 | 13.22 | 1.47 | 0.29 | Bal. |
| Steel Grade | Rm (MPa) | Rp0.2 (Mpa) | A (%) | −20 °C Charpy Impact Energy (J) | SFE (mJ/m2) |
|---|---|---|---|---|---|
| Z1 | 656 | 580 | 5 | 9 | 15 |
| Z2 | 864 | 518 | 23 | 99 | 21 |
| Z3 | 1143 | 439 | 81 | 241 | 29 |
| Compound Name | Existence | Bragg’s Angle, 2θ (hkl) | Crystal Structure | Lattice Parameter (Å) | Reference Code |
|---|---|---|---|---|---|
| α′-Martensite | 5 Mn after tensile | 52.3771 (110) | Body centered cubic (BCC) | a = b = c = 2.866 | 00-006-0696 |
| 77.2341 (200) | |||||
| 99.7044 (211) | |||||
| γ-Austenite | 5 Mn before tensile 8 Mn before/after tensile 13 Mn before/after tensile | 50.7088 (111) | Face centered cubic (FCC) | a = b = c = 3.5911 | 00-052-0512 |
| 59 2685 (200) | |||||
| 88.7374 (220) | |||||
| 110.1640 (311) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, M.; Liang, X.; Ren, W.; Tong, S.; Sun, X. Effect of Mn Content on the Toughness and Plasticity of Hot-Rolled High-Carbon Medium Manganese Steel. Materials 2023, 16, 2299. https://doi.org/10.3390/ma16062299
Wang M, Liang X, Ren W, Tong S, Sun X. Effect of Mn Content on the Toughness and Plasticity of Hot-Rolled High-Carbon Medium Manganese Steel. Materials. 2023; 16(6):2299. https://doi.org/10.3390/ma16062299
Chicago/Turabian StyleWang, Menghu, Xiaokai Liang, Wubin Ren, Shuai Tong, and Xinjun Sun. 2023. "Effect of Mn Content on the Toughness and Plasticity of Hot-Rolled High-Carbon Medium Manganese Steel" Materials 16, no. 6: 2299. https://doi.org/10.3390/ma16062299