
Estimation of the Edge Crush Resistance of Corrugated Board Using Artificial Intelligence




Abstract
:1. Introduction
2. Materials and Methods
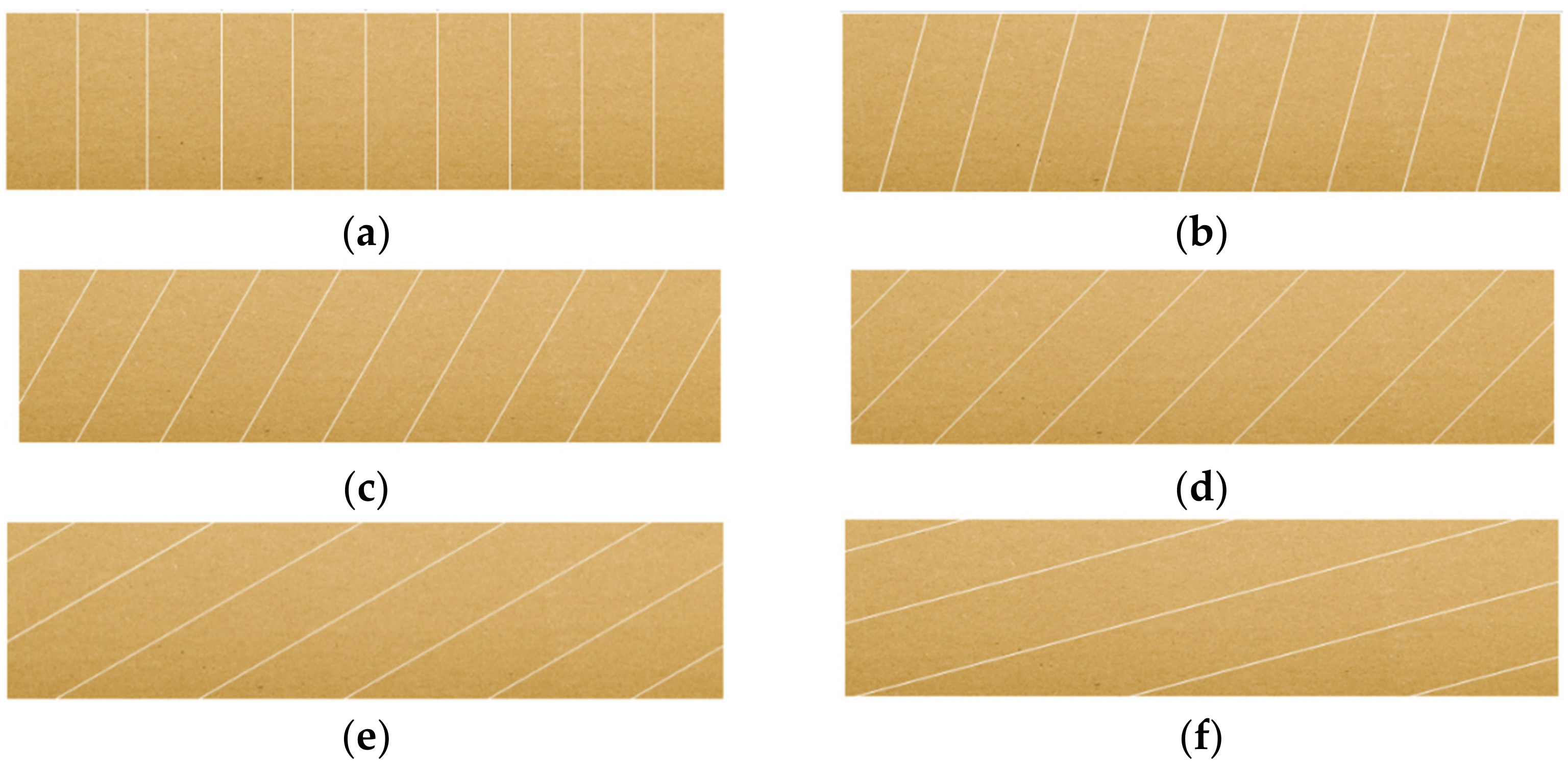
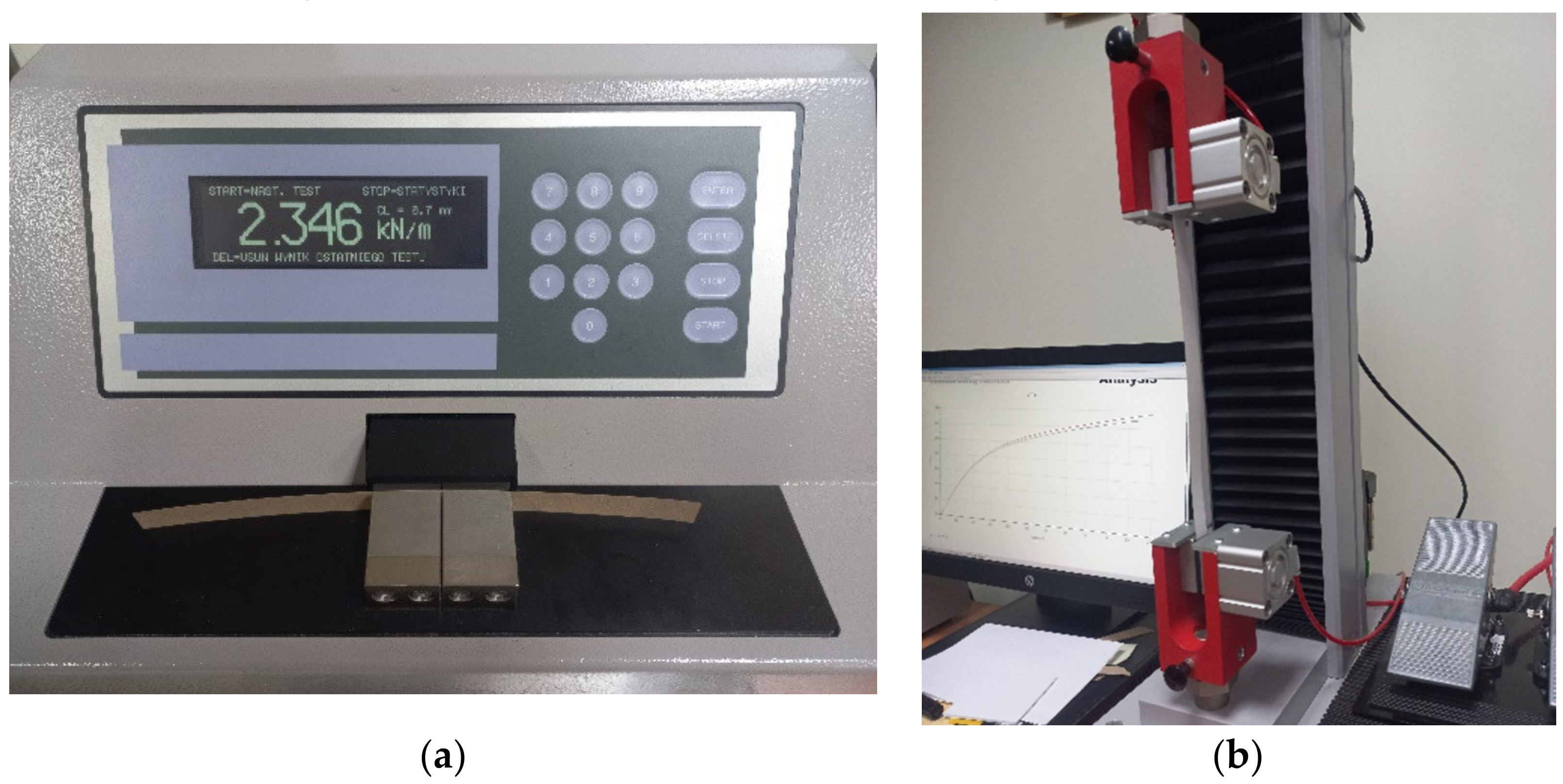
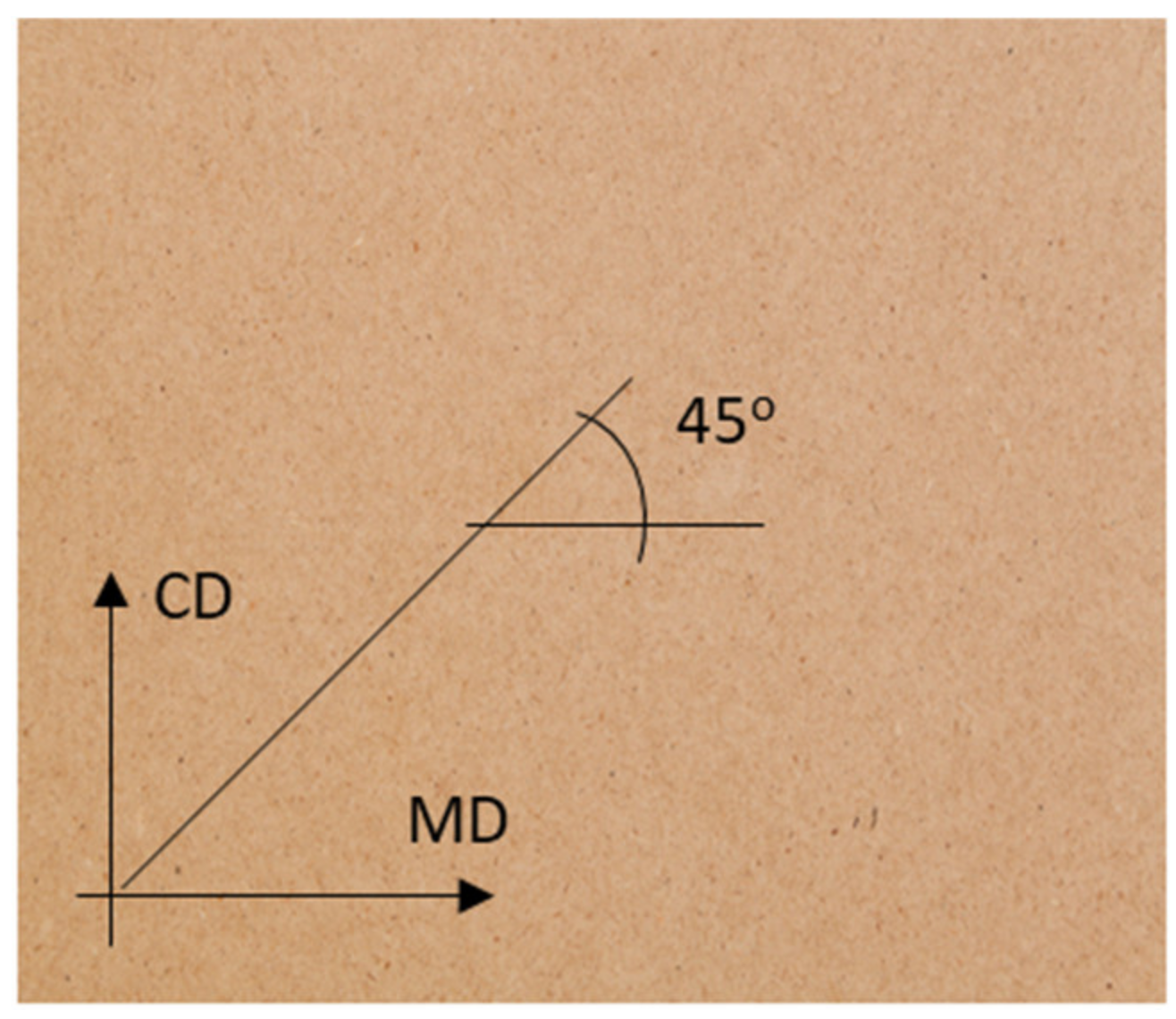
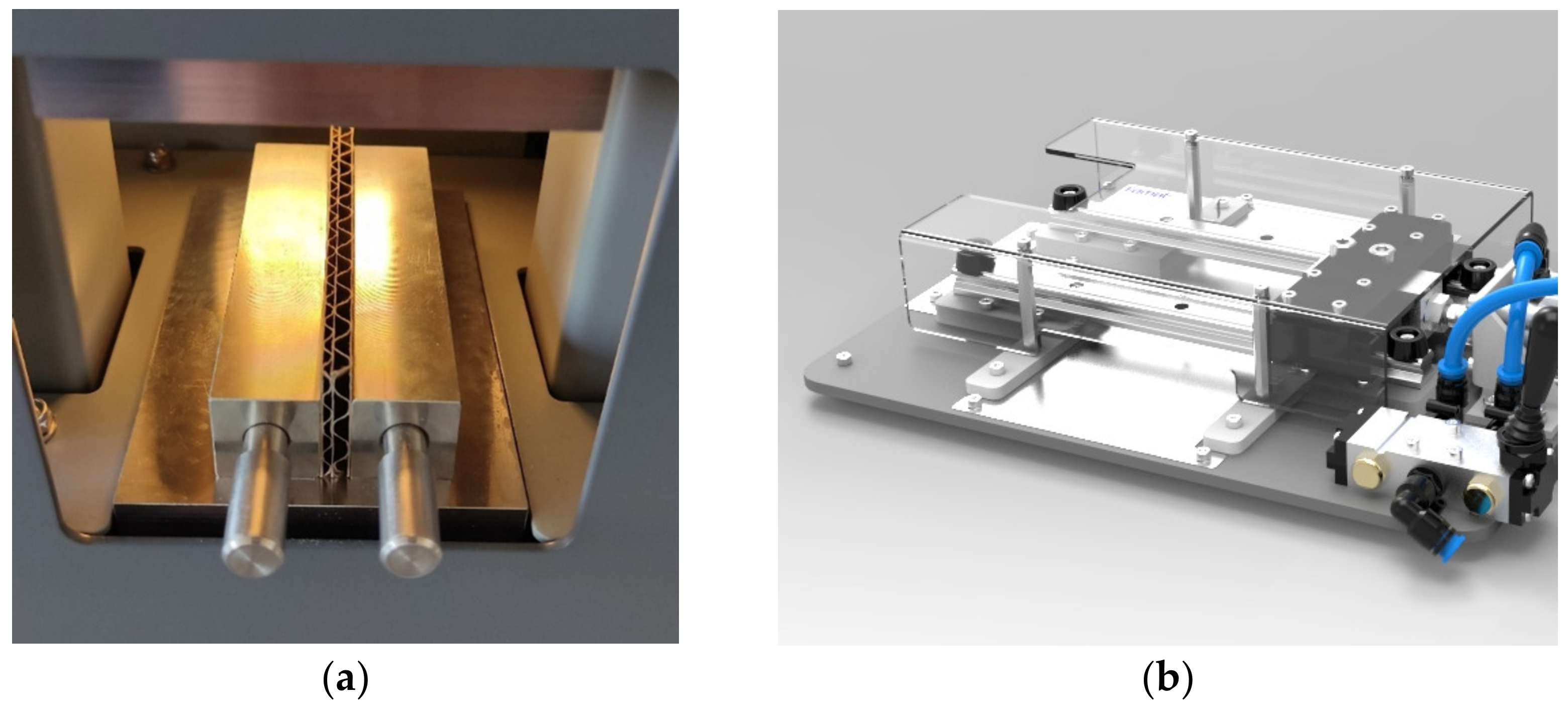
2.1. Paperboard and Cardboard Laboratory Tests

2.2. Artificial Neural Networks–Training Data
2.3. Gaussian Processes
- Be symmetrical. That means that ;
- Be positively defined. That means that the kernel matrix induced by for any set of inputs should be a positive definite matrix.
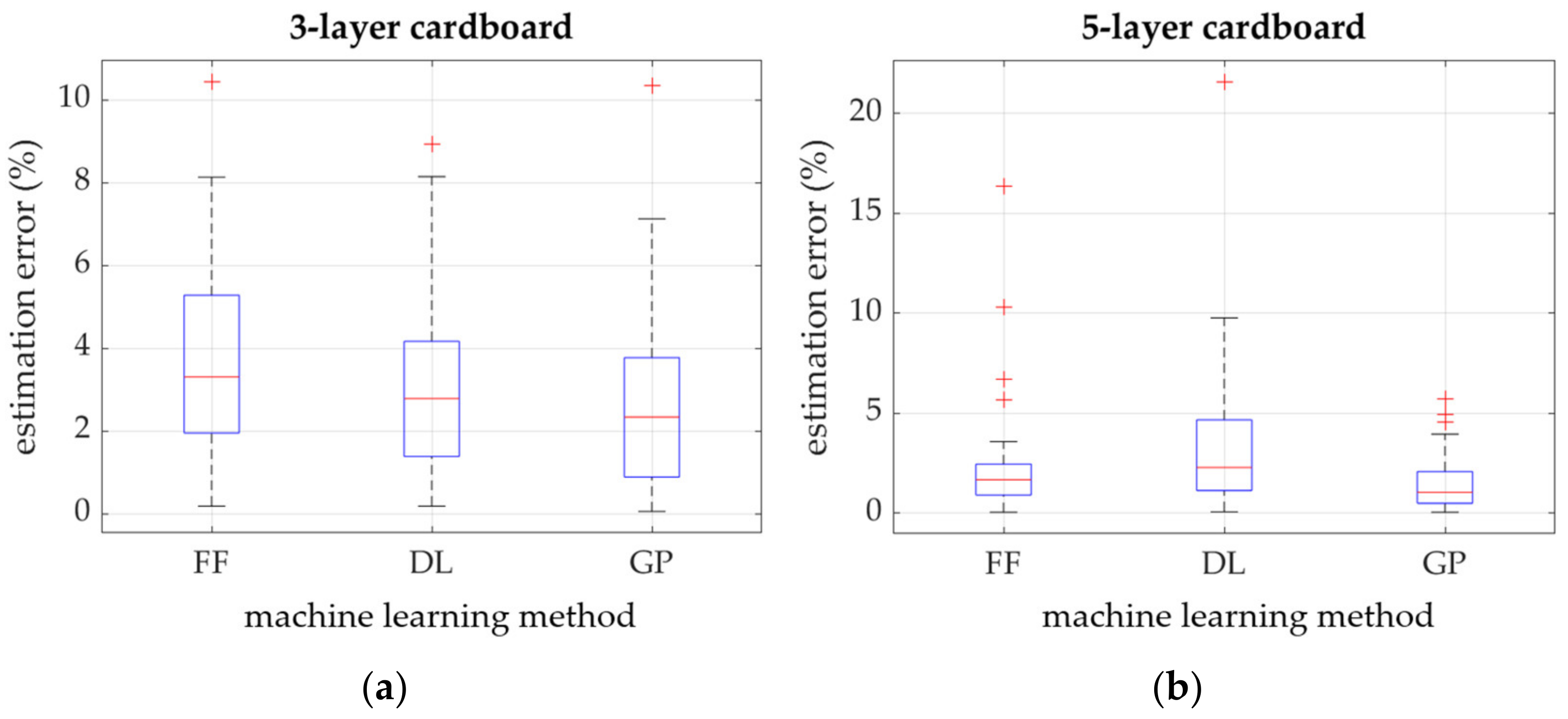
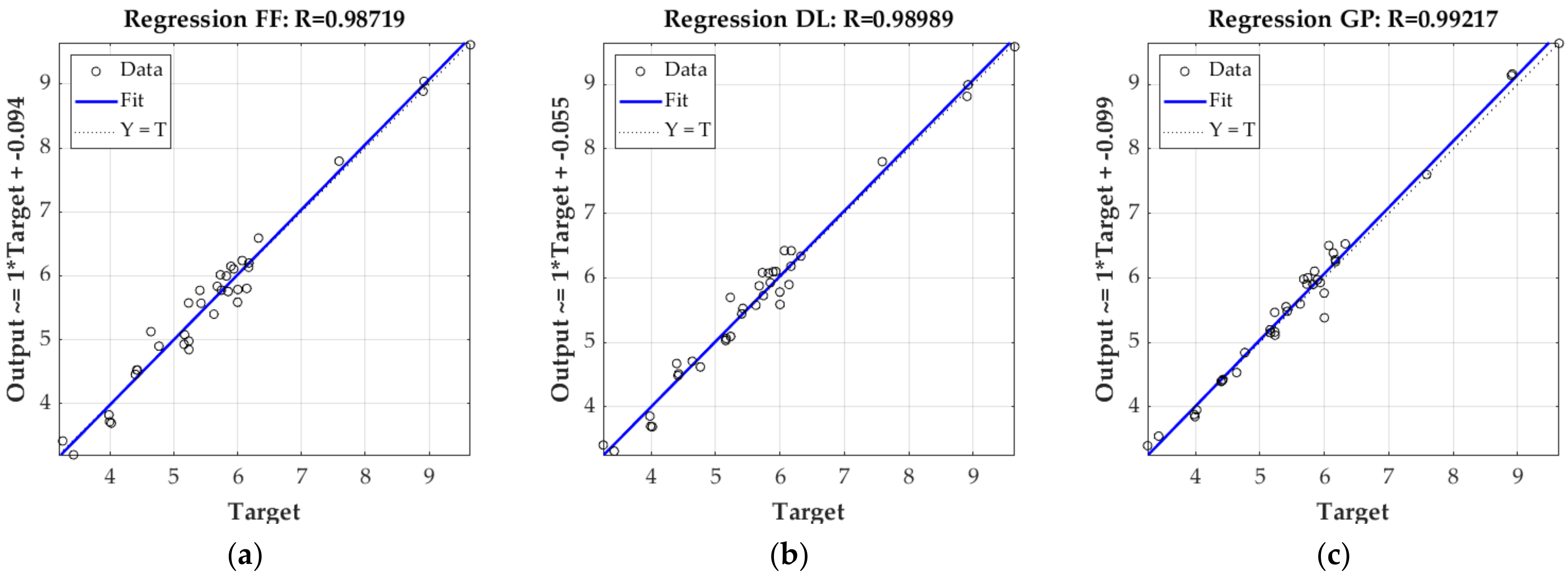
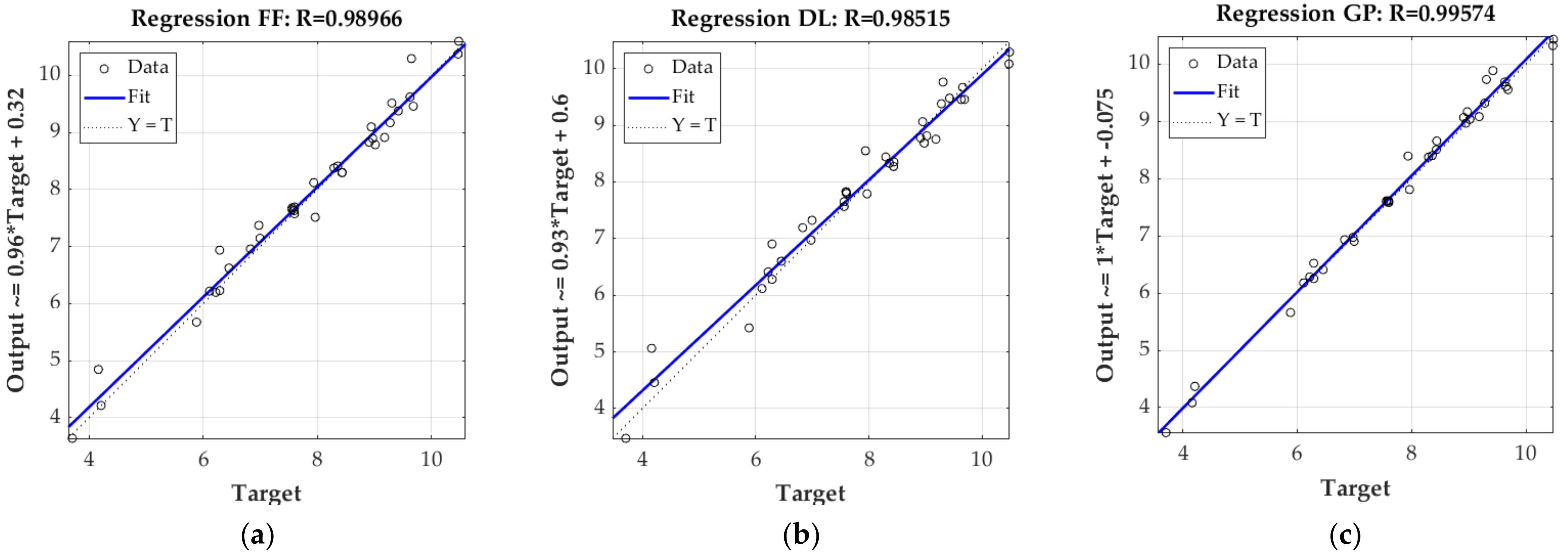
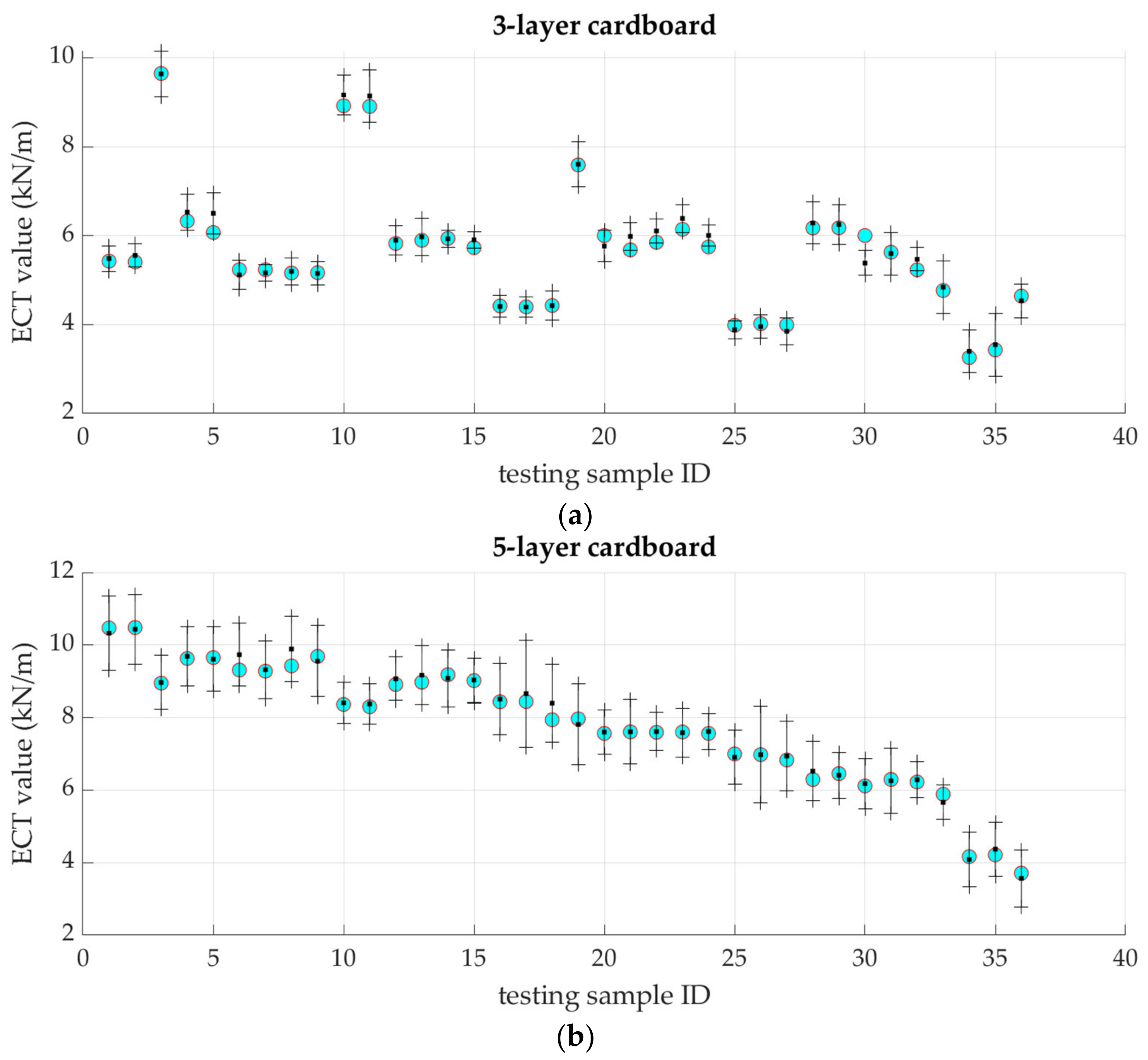
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fadiji, T.; Ambaw, A.; Coetzee, C.J.; Berry, T.M.; Opara, U.L. Application of the finite element analysis to predict the mechanical strength of ventilated corrugated paperboard packaging for handling fresh produce. Biosyst. Eng. 2018, 174, 260–281. [Google Scholar] [CrossRef]
- Kellicutt, K.; Landt, E. Development of design data for corrugated fibreboard shipping containers. Tappi 1952, 35, 398–402. [Google Scholar]
- Gallo, J.; Cortés, F.; Alberdi, E.; Goti, A. Mechanical behavior modeling of containers and octabins made of corrugated cardboard subjected to vertical stacking loads. Materials 2021, 14, 2392. [Google Scholar] [CrossRef] [PubMed]
- Park, J.; Park, M.; Choi, D.S.; Jung, H.M.; Hwang, S.W. Finite element-based simulation for edgewise compression behavior of corrugated paperboard for packing of agricultural products. Appl. Sci. 2020, 10, 6716. [Google Scholar]
- Suarez, B.; Muneta, L.M.; Romero, G.; Sanz-Bobi, J.D. Efficient design of thin wall seating made of a single piece of heavy-duty corrugated cardboard. Materials 2021, 14, 6645. [Google Scholar] [CrossRef]
- Pereira, T.; Neves, A.S.L.; Silva, F.J.G.; Godina, R.; Morgado, L.; Pinto, G.F.L. Production Process Analysis and Improvement of Corrugated Cardboard Industry. Procedia Manuf. 2020, 51, 1395–1402. [Google Scholar] [CrossRef]
- Garbowski, T.; Gajewski, T.; Grabski, J.K. Estimation of the compressive strength of corrugated cardboard boxes with various perforations. Energies 2021, 14, 1095. [Google Scholar] [CrossRef]
- Garbowski, T.; Knitter-Piątkowska, A.; Mrówczyński, D. Numerical homogenization of multi-layered corrugated cardboard with creasing or perforation. Materials 2021, 14, 3786. [Google Scholar] [CrossRef]
- Gong, G.; Liu, Y.; Fan, B.; Sun, D. Deformation and compressive strength of corrugated cartons under different indentation shapes: Experimental and simulation study. Packag. Technol. Sci. 2020, 33, 215–226. [Google Scholar] [CrossRef]
- Fadiji, T.; Coetzee, C.J.; Opara, U.L. Compression strength of ventilated corrugated paperboard packages: Numerical modelling, experimental validation and effects of vent geometric design. Biosyst. Eng. 2016, 151, 231–247. [Google Scholar] [CrossRef]
- Mrówczyński, D.; Garbowski, T.; Knitter-Piątkowska, A. Estimation of the compressive strength of corrugated board boxes with shifted creases on the flaps. Materials 2021, 14, 5181. [Google Scholar] [CrossRef] [PubMed]
- Garbowski, T.; Gajewski, T.; Knitter-Piątkowska, A. Influence of Analog and Digital Crease Lines on Mechanical Parameters of Corrugated Board and Packaging. Sensors 2022, 22, 4800. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.-L.; Chen, J.; Wu, Y.; Sun, J. Analysis of hazard factors of the use of corrugated carton in packaging low-temperature yogurt during logistics. Procedia Environ. Sci. 2011, 10, 968–973. [Google Scholar] [CrossRef] [Green Version]
- Hung, D.; Nakano, Y.; Tanaka, F.; Hamanaka, D.; Uchino, T. Preserving the strength of corrugated cardboard under high humidity condition using nano-sized mists. Compos. Sci. Technol. 2010, 70, 2123–2127. [Google Scholar] [CrossRef]
- Böröcz, P.; Molnár, B. Measurement and analysis of vibration levels in stacked small package shipments in delivery vans as a function of free movement space. Appl. Sci. 2020, 10, 7821. [Google Scholar] [CrossRef]
- Quesenberry, C.; Horvath, L.; Bouldin, J.; White, M.S. The Effect of pallet top deck stiffness on the compression strength of asymmetrically supported corrugated boxes. Packag. Technol. Sci. 2020, 33, 547–558. [Google Scholar] [CrossRef]
- Mrówczyński, D.; Knitter-Piątkowska, A.; Garbowski, T. Non-Local Sensitivity Analysis and Numerical Homogenization in Optimal Design of Single-Wall Corrugated Board Packaging. Materials 2022, 15, 720. [Google Scholar] [CrossRef]
- Mrówczyński, D.; Knitter-Piątkowska, A.; Garbowski, T. Optimal Design of Double-Walled Corrugated Board Packaging. Materials 2022, 15, 2149. [Google Scholar] [CrossRef]
- Garbowski, T.; Knitter-Piątkowska, A. Analytical determination of the bending stiffness of a five-layer corrugated cardboard with imperfections. Materials 2022, 15, 663. [Google Scholar] [CrossRef]
- Czechowski, L.; Kmita-Fudalej, G.; Szewczyk, W.; Gralewski, J.; Bieńkowska, M. Numerical and experimental study of five-layer non-symmetrical paperboard panel stiffness. Materials 2021, 14, 7453. [Google Scholar] [CrossRef]
- McKee, R.C.; Gander, J.W.; Wachuta, J.R. Edgewise compressive strength of corrugated board. Paperboard Packag. 1961, 46, 70–79. [Google Scholar]
- Maltenfort, G. Compression strength of corrugated containers. Fibre Contain 1956, 41, 106–121. [Google Scholar]
- McKee, R.C.; Gander, J.W.; Wachuta, J.R. Compression strength formula for corrugated boxes. Paperboard Packag. 1963, 48, 149–159. [Google Scholar]
- Garbowski, T.; Gajewski, T.; Grabski, J.K. Estimation of the compressive strength of corrugated cardboard boxes with various openings. Energies 2021, 14, 1095. [Google Scholar] [CrossRef]
- Urbanik, T.J.; Frank, B. Box compression analysis of world-wide data spanning 46 years. Wood Fiber Sci. 2006, 38, 399–416. [Google Scholar]
- Allerby, I.M.; Laing, G.N.; Cardwell, R.D. Compressive strength—From components to corrugated containers. Appita Conf. Notes 1985, volume, 1–11. [Google Scholar]
- Fehér, L.; Pidl, R.; Böröcz, P. Compression Strength Estimation of Corrugated Board Boxes for a Reduction in Sidewall Surface Cutouts—Experimental and Numerical Approaches. Materials 2023, 16, 597. [Google Scholar] [CrossRef] [PubMed]
- Cillie, J.; Coetzee, C. Experimental and Numerical Investigation of the In-Plane Compression of Corrugated Paperboard Panels. Math. Comput. Appl. 2022, 27, 108. [Google Scholar] [CrossRef]
- Batelka, J.J.; Smith, C.N. Package Compression Model; Institute of Paper Science and Technology: Atlanta, GA, USA, 1993. [Google Scholar]
- Ristinmaa, M.; Ottosen, N.S.; Korin, C. Analytical Prediction of Package Collapse Loads-Basic considerations. Nord. Pulp Pap. Res. J. 2012, 27, 806–813. [Google Scholar] [CrossRef]
- Schrampfer, K.E.; Whitsitt, W.J.; Baum, G.A. Combined Board Edge Crush (ECT) Technology; Institute of Paper Chemistry: Appleton, WI, USA, 1987. [Google Scholar]
- Słonina, M.; Dziurka, D.; Smardzewski, J. Experimental research and numerical analysis of the elastic properties of paper cell cores before and after impregnation. Materials 2020, 13, 2058. [Google Scholar] [CrossRef]
- Kmita-Fudalej, G.; Szewczyk, W.; Kołakowski, Z. Bending Stiffness of Honeycomb Paperboard. Materials 2023, 16, 156. [Google Scholar] [CrossRef] [PubMed]
- Suarez, B.; Muneta, M.L.M.; Sanz-Bobi, J.D.; Romero, G. Application of homogenization approaches to the numerical analysis of seating made of multi-wall corrugated cardboard. Compos. Struct. 2021, 262, 113642. [Google Scholar] [CrossRef]
- Mrówczyński, D.; Gajewski, T.; Garbowski, T. Sensitivity Analysis of Open-Top Cartons in Terms of Compressive Strength Capacity. Materials 2023, 16, 412. [Google Scholar] [CrossRef] [PubMed]
- Park, J.; Chang, S.; Jung, H.M. Numerical prediction of equivalent mechanical properties of corrugated paperboard by 3D finite element analysis. Appl. Sci. 2020, 10, 7973. [Google Scholar] [CrossRef]
- Domaneschi, M.; Perego, U.; Borgqvist, E.; Borsari, R. An industry-oriented strategy for the finite element simulation of paperboard creasing and folding. Packag. Technol. Sci. 2017, 30, 269–294. [Google Scholar] [CrossRef]
- Hallbäck, N.; Korin, C.; Barbier, C.; Nygårds, M. Finite element analysis of hot melt adhesive joints in carton board. Packag. Technol. Sci. 2014, 21, 701–712. [Google Scholar] [CrossRef]
- Allaoui, S.; Benzeggagh, M.L.; Aboura, Z.; Talbi, N. Elastic behaviour of corrugated cardboard: Experiments and modeling. Comp. Struct. 2004, 63, 53–62. [Google Scholar]
- Abbès, B.; Guo, Y.Q. Analytic homogenization for torsion of orthotropic sandwich plates. Appl. Comp. Struct. 2010, 92, 699–706. [Google Scholar] [CrossRef]
- Biancolini, M.E. Evaluation of equivalent stiffness properties of corrugated board. Comp. Struct. 2005, 69, 322–328. [Google Scholar] [CrossRef]
- Garbowski, T.; Gajewski, T. Determination of transverse shear stiffness of sandwich panels with a corrugated core by numerical homogenization. Materials 2021, 14, 1976. [Google Scholar] [CrossRef]
- Frank, B. Corrugated box compression—A literature survey. Packag. Technol. Sci. 2014, 27, 105–128. [Google Scholar] [CrossRef]
- Garbowski, T.; Gajewski, T.; Mrówczyński, D.; Jędrzejczak, R. Crushing of Single-Walled Corrugated Board during Converting: Experimental and Numerical Study. Energies 2021, 14, 3203. [Google Scholar] [CrossRef]
- Garbowski, T.; Grabski, J.K.; Marek, A. Full-field measurements in the edge crush test of a corrugated board—Analytical and numerical predictive models. Materials 2021, 14, 2840. [Google Scholar] [CrossRef] [PubMed]
- Gajewski, T.; Garbowski, T.; Staszak, N.; Kuca, M. Crushing of Double-Walled Corrugated Board and Its Influence on the Load Capacity of Various Boxes. Energies 2021, 14, 4321. [Google Scholar] [CrossRef]
- Jamsari, M.A.; Kueh, C.; Gray-Stuart, E.M.; Dahm, K.; Bronlund, J.E. Modelling the impact of crushing on the strength performance of corrugated fibreboard. Packag. Technol. Sci. 2020, 33, 159–170. [Google Scholar] [CrossRef]
- Bai, J.; Wang, J.; Pan, L.; Lu, L.; Lu, G. Quasi-static axial crushing of single wall corrugated paperboard. Compos. Struct. 2019, 226, 111237. [Google Scholar] [CrossRef]
- TAPPI T 839 om-12; Edge Compression Test for Strength of Corrugated Fiberboard Using the Clamp Method (Short Column Test). TAPPI: Peachtree Corners, GA, USA, 2009.
- TAPPI T 811 om-11; Edgewise Compressive Strength of Corrugated Fibreboard (Short Column Test). TAPPI: Peachtree Corners, GA, USA, 2009.
- ISO 13821:2002; Corrugated Fibreboard—Determination of Edgewise Crush Resistance—Waxed Edge Method. ISO: Geneva, Switzerland, 2002.
- TAPPI T 838 cm-12; Edge Crush Test Using Neckdown. TAPPI: Peachtree Corners, GA, USA, 2009.
- FEFCO NO.8; Edgewise Crush Resistance of Corrugated Fiberboard. FEFCO: Brussels, Belgium, 1997.
- ISO 3037:2013; Corrugated Fibreboard—Determination of Edgewise Crush Resistance (Unwaxed Edge Method). ISO: Geneva, Switzerland, 2013.
- Frank, B. Revisiting clamped ECT. Corrugat. Int. 2007, volume, 7–11. [Google Scholar]
- Popil, R.E. Overview of recent studies at IPST on corrugated board edge compression strength: Testing methods and effects of interflute buckling. BioResources 2012, 7, 2553–2581. [Google Scholar] [CrossRef] [Green Version]
- Pidl, R.; Fehér, L.; Böröcz, P. The Effect of Side Wall Cutout Sizes on Corrugated Box Compression Strength in the Function of Length-to-Width Ratios—An Experimental Study. Appl. Sci. 2022, 12, 6939. [Google Scholar] [CrossRef]
- Garbowski, T.; Knitter-Piątkowska, A.; Marek, A. New edge crush test configuration enhanced with full-field strain measurements. Materials 2021, 14, 5768. [Google Scholar] [CrossRef]
- Gurney, K. An Introduction to Neural Networks, 1st ed.; Routledge: London, UK, 1997. [Google Scholar]
- Toraman, S.; Alakus, T.B.; Turkoglu, I. Convolutional capsnet: A novel artificial neural network approach to detect COVID-19 disease from X-ray images using capsule networks. Chaos Solit. Fractals 2020, 140, 110122. [Google Scholar] [CrossRef]
- Zaborowicz, M.; Zaborowicz, K.; Biedziak, B.; Garbowski, T. Deep Learning Neural Modelling as a Precise Method in the Assessment of the Chronological Ageof Children and Adolescents Using Tooth and Bone Parameters. Sensors 2022, 22, 637. [Google Scholar] [CrossRef] [PubMed]
- Chen, J. Image Recognition Technology Based on Neural Network. IEEE Access 2020, 8, 157161. [Google Scholar] [CrossRef]
- Parret, A. Neural Networks in Economics. Ph.D. Thesis, University of California, Irvine, CA, USA, 2020. [Google Scholar]
- Adamski, M.; Czechlowski, M.; Durczak, K.; Garbowski, T. Determination of the Concentration of Propionic Acid in an Aqueous Solution by POD-GP Model and Spectroscopy. Energies 2021, 14, 8288. [Google Scholar] [CrossRef]
- Spielberg, N.A.; Brown, M.; Kapania, N.R.; Kegelman, J.C.; Gerdes, J.C. Neural network vehicle models for high-performance automated driving. Sci. Robot. 2019, 4, 1975. [Google Scholar] [CrossRef]
- Almonti, D.; Baiocco, G.; Tagliaferri, V.; Ucciardello, N. Artificial Neural Network in Fibres Length Prediction for High Precision Control of Cellulose Refining. Materials 2019, 12, 3730. [Google Scholar] [CrossRef] [Green Version]
- Olejnik, K.; Ciesielski, K. Neural network model of pulp refining process. Chem. Process Eng. 2004, 25, 1411–1416. [Google Scholar]
- Ciesielski, K.; Olejnik, K. Application of Neural Networks for Estimation of Paper Properties Based on Refined Pulp Properties. Fibres Text. East. Eur. 2014, 22, 126–132. [Google Scholar]
- Nieminen, P.; Kärkkäinen, T.; Luostarinen, K.; Muhonen, J. Neural Prediction of Product Quality Based on Pilot Paper Machine Process Measurements. In Proceedings of the ICANNGA’11-10th International Conference on Adaptive and Natural Computing Algorithms, Ljubljana, Slovenia, 14–16 April 2011; Springer: Berlin/Heidelberg, Germany, 2011; pp. 240–249. [Google Scholar]
- Zhu, J.; Xia, Q.; Rao, M.; Zurcher, J. A Neural Network for Modeling Pulp Process. Pulp Pap. Can. 1997, 98, 35–38. [Google Scholar]
- Dayal, B.S.; MacGregor, J.; Taylor, P.A. Application of Feedforward Neural networks and Partial Least Squares Regression toModeling Kappa Number in a Continuous Kamyr Digester. Pulp Pap. Can. 1994, 95, 26–32. [Google Scholar]
- Garbowski, T.; Knitter-Piątkowska, A.; Winiarski, P. Simplified Modelling of the Edge Crush Resistance of Multi-Layered Corrugated Board: Experimental and Computational Study. Materials 2023, 16, 458. [Google Scholar] [CrossRef] [PubMed]
- Marquardt, D. An Algorithm for Least-Squares Estimation of Nonlinear Parameters. SIAM J. Appl. Math. 1963, 11, 431–441. [Google Scholar] [CrossRef]
- Hagan, M.T.; Menhaj, M. Training feed-forward networks with the Marquardt algorithm. IEEE Trans. Neural Netw. 1999, 5, 989–993. [Google Scholar] [CrossRef]
- Hagan, M.T.; Demuth, H.B.; Beale, M.H. Neural Network Design; PWS Publishing: Boston, MA, USA, 1996. [Google Scholar]
- Da, D. Topology Optimization Design of Heterogeneous Materials and Structures; Willey: Hoboken, NJ, USA, 2019. [Google Scholar]
- Da, D. Model reduction on 3D fracture resistance design. J. Comput. Phys. 2022, 463, 111274. [Google Scholar] [CrossRef]
- Da, D. Inverse homogenization design of lattice structures without scale separation. Structures 2021, 29, 796–805. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Corrugated Board | Component Papers | Corrugated Layers | ||||||
|---|---|---|---|---|---|---|---|---|
| Wave | Grammage | Height | Paper ID | Grammage | Thickness | Height | Period | Take-Up |
| Type | (g/m2) | (mm) | (g/m2) | (mm) | (mm) | (mm) | Factor | |
| B | 410 | 2.912 | TL3125 | 124 ± 6 | 0.27 ± 0.1 | - | - | - |
| WS120 | 118 ± 6 | 0.25 ± 0.1 | 2.55 | 6.34 | 1.337 | |||
| TL3125 | 126 ± 6 | 0.27 ± 0.1 | - | - | - | |||
| C | 590 | 4.110 | KLB170 | 168 ± 8 | 0.36 ± 0.2 | - | - | - |
| S.C.175 | 176 ± 8 | 0.36 ± 0.2 | 3.63 | 7.95 | 1.427 | |||
| KLB170 | 169 ± 8 | 0.36 ± 0.2 | - | - | - | |||
| E | 480 | 1.586 | TLWC160 | 158 ± 8 | 0.17 ± 0.1 | - | - | - |
| WS135 | 133 ± 6 | 0.13 ± 0.1 | 1.16 | 3.50 | 1.236 | |||
| TLW160 | 159 ± 8 | 0.17 ± 0.1 | - | - | - | |||
| BC | 790 | 6.740 | KLB170 | 168 ± 8 | 0.28 ± 0.2 | - | - | - |
| W135 | 136 ± 6 | 0.25 ± 0.1 | 2.55 | 6.34 | 1.337 | |||
| WS80 | 79 ± 4 | 0.22 ± 0.1 | - | - | - | |||
| WS135 | 133 ± 6 | 0.25 ± 0.1 | 3.63 | 7.95 | 1.427 | |||
| KLB170 | 172 ± 8 | 0.28 ± 0.2 | - | - | - | |||
| BE | 600 | 4.150 | TLW140 | 141 ± 7 | 0.28 ± 0.2 | - | - | - |
| WS95 | 94 ± 5 | 0.22 ± 0.1 | 2.55 | 6.34 | 1.337 | |||
| WS80 | 81 ± 4 | 0.22 ± 0.1 | - | - | - | |||
| WS95 | 94 ± 5 | 0.22 ± 0.1 | 1.16 | 3.50 | 1.236 | |||
| TL3125 | 124 ± 6 | 0.28 ± 0.2 | - | - | - | |||
| BE | 590 | 4.120 | TL3125 | 125 ± 6 | 0.32 ± 0.2 | - | - | - |
| WS95 | 94 ± 5 | 0.24 ± 0.1 | 2.55 | 6.34 | 1.337 | |||
| W80 | 79 ± 5 | 0.22 ± 0.1 | - | - | - | |||
| WS95 | 96 ± 5 | 0.24 ± 0.1 | 1.16 | 3.50 | 1.236 | |||
| TL3125 | 124 ± 6 | 0.29 ± 0.2 | - | - | - | |||
| Layer | SCT | Tensile Stiffness | Flute | GRM * | THK * | ANG * | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CD | MD | 45 d | CD | MD | 45 d | Width | Height | TUF * | ||||
| Liner | 1 | 2 | 3 | 4 | 5 | 6 | - | - | - | 7 | 8 | - |
| Flute | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | - |
| Liner | 20 | 21 | 22 | 23 | 24 | 25 | - | - | - | 26 | 27 | - |
| - | - | - | - | - | - | - | - | - | - | - | - | 28 |
| Layer | SCT | Tensile Stiffness | Flute | GRM * | THK * | ANG * | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CD | MD | 45 d | CD | MD | 45 d | Width | Height | TUF * | ||||
| Liner | 1 | 2 | 3 | 4 | 5 | 6 | - | - | - | 7 | 8 | - |
| Flute | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | - |
| Liner | 20 | 21 | 22 | 23 | 24 | 25 | - | - | - | 26 | 27 | - |
| Flute | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 | 37 | 38 | |
| Liner | 39 | 40 | 41 | 42 | 43 | 44 | - | - | - | 45 | 46 | |
| - | - | - | - | - | - | - | - | - | - | - | - | 47 |
| Grade ID | Paper ID | Short-Span Compression Strength | Tensile Stiffness | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CD | MD | 45 Deg | CD | MD | 45 Deg | ||||||||
| (kN/m) | (kN/m) | ||||||||||||
| TL3125 | 2.14 | ±0.12 | 3.97 | ±0.05 | 2.92 | ±0.05 | 373.3 | ±2.1 | 1012.7 | ±6.3 | 572.7 | ±10.8 | |
| B-410 | WS120 | 2.09 | ±0.07 | 4.09 | ±0.15 | 3.14 | ±0.08 | 365.1 | ±8.8 | 1024.6 | ±8.5 | 516.5 | ±9.7 |
| TL3125 | 2.09 | ±0.11 | 4.05 | ±0.11 | 3.11 | ±0.14 | 381.2 | ±11.2 | 1058.3 | ±9.8 | 595.1 | ±10.5 | |
| KLB170 | 3.28 | ±0.18 | 5.96 | ±0.23 | 4.43 | ±0.19 | 527.8 | ±9.1 | 1472.1 | ±20.1 | 929.1 | ±20.3 | |
| C-590 | S.C.175 | 4.18 | ±0.19 | 7.47 | ±0.18 | 5.84 | ±0.07 | 686.1 | ±13.9 | 1476.1 | ±10.9 | 924.7 | ±48.9 |
| KLB170 | 3.19 | ±0.06 | 5.51 | ±0.18 | 4.65 | ±0.13 | 568.1 | ±14.8 | 1445.1 | ±31.7 | 956.2 | ±26.6 | |
| TLWC160 | 2.75 | ±0.20 | 4.20 | ±0.15 | 3.49 | ±0.13 | 412.1 | ±6.8 | 1043.6 | ±11.1 | 635.0 | ±11.2 | |
| E-480 | WS135 | 2.13 | ±0.10 | 4.25 | ±0.15 | 2.95 | ±0.07 | 365.0 | ±9.8 | 1067.5 | ±14.5 | 533.5 | ±8.5 |
| TLW160 | 2.43 | ±0.11 | 4.09 | ±0.13 | 3.21 | ±0.11 | 443.9 | ±1.5 | 1102.1 | ±38.6 | 667.0 | ±5.4 | |
| KLB170 | 3.39 | ±0.12 | 6.14 | ±0.19 | 4.69 | ±0.13 | 618.9 | ±17.6 | 1534.2 | ±6.7 | 990.0 | ±17.5 | |
| W135 | 2.19 | ±0.09 | 4.27 | ±0.10 | 3.09 | ±0.13 | 369.1 | ±11.2 | 1113.5 | ±9.8 | 572.4 | ±22.6 | |
| BC-790 | WS80 | 1.50 | ±0.08 | 2.30 | ±0.09 | 1.91 | ±0.04 | 317.1 | ±4.2 | 699.1 | ±3.3 | 445.0 | ±5.8 |
| WS135 | 2.23 | ±0.04 | 4.37 | ±0.15 | 3.18 | ±0.06 | 385.9 | ±12.0 | 1147.4 | ±7.6 | 623.5 | ±8.0 | |
| KLB170 | 3.30 | ±0.18 | 5.98 | ±0.32 | 4.66 | ±0.20 | 592.7 | ±8.3 | 1418.9 | ±23.6 | 838.2 | ±12.7 | |
| TLW140 | 2.61 | ±0.13 | 3.92 | ±0.09 | 3.08 | ±0.11 | 506.0 | ±7.1 | 1000.0 | ±12.6 | 622.6 | ±11.7 | |
| WS95 | 1.69 | ±0.09 | 2.99 | ±0.16 | 2.26 | ±0.09 | 331.9 | ±5.5 | 872.7 | ±6.0 | 498.6 | ±10.3 | |
| BE-600 | WS80 | 1.42 | ±0.03 | 2.56 | ±0.17 | 1.88 | ±0.08 | 273.2 | ±3.8 | 812.8 | ±12.3 | 424.8 | ±7.2 |
| WS95 | 1.52 | ±0.08 | 3.16 | ±0.13 | 2.46 | ±0.06 | 290.7 | ±6.7 | 885.5 | ±18.9 | 508.4 | ±14.7 | |
| TL3125 | 2.13 | ±0.09 | 3.83 | ±0.13 | 2.93 | ±0.10 | 440.6 | ±3.4 | 1082.2 | ±13.3 | 623.3 | ±35.4 | |
| TL3125 | 2.26 | ±0.13 | 3.64 | ±0.08 | 3.06 | ±0.11 | 412.9 | ±11.6 | 961.3 | ±10.0 | 587.0 | ±3.4 | |
| WS95 | 1.50 | ±0.06 | 2.69 | ±0.13 | 2.01 | ±0.09 | 294.3 | ±8.6 | 756.4 | ±13.8 | 427.4 | ±8.8 | |
| BE-590 | W80 | 1.47 | ±0.08 | 2.34 | ±0.06 | 1.94 | ±0.08 | 343.5 | ±5.8 | 696.5 | ±14.5 | 459.8 | ±5.0 |
| WS95 | 1.75 | ±0.10 | 2.96 | ±0.18 | 2.15 | ±0.06 | 332.0 | ±4.0 | 854.7 | ±4.2 | 474.4 | ±11.0 | |
| TL3125 | 2.32 | ±0.07 | 3.75 | ±0.06 | 2.87 | ±0.17 | 413.8 | ±4.7 | 883.1 | ±20.9 | 588.3 | ±14.5 | |
| Board ID | Edge Crush Resistance | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CD (0 Deg) | 15 Deg | 30 Deg | 45 Deg | 60 Deg | 75 Deg | |||||||
| (kN/m) | ||||||||||||
| B-410 | 5.48 | ±0.09 | 5.17 | ±0.12 | 4.40 | ±0.03 | 3.88 | ±0.10 | 3.05 | ±0.10 | 2.29 | ±0.13 |
| C-590 | 9.68 | ±0.10 | 9.07 | ±0.14 | 7.60 | ±0.02 | 6.24 | ±0.12 | 4.83 | ±0.10 | 3.49 | ±0.23 |
| E-480 | 6.37 | ±0.17 | 5.92 | ±0.08 | 5.99 | ±0.26 | 5.47 | ±0.27 | 5.16 | ±0.17 | 4.56 | ±0.18 |
| BC-790 | 10.41 | ±0.13 | 9.56 | ±0.37 | 8.38 | ±0.29 | 6.96 | ±0.10 | 6.00 | ±0.17 | 4.31 | ±0.16 |
| BE-600 | 8.95 | ±0.14 | 8.39 | ±0.06 | 7.76 | ±0.14 | 6.46 | ±0.18 | 5.66 | ±0.32 | 4.30 | ±0.35 |
| BE-590 | 9.68 | ±0.10 | 9.07 | ±0.14 | 7.60 | ±0.02 | 6.24 | ±0.12 | 4.83 | ±0.10 | 3.49 | ±0.22 |
| Model | Mean Absolute Error (%) | ||
| Method | 3-Layer Cardboard | 5-Layer Cardboard | |
| FF (full) | 3.163 | 1.575 | |
| FF (small) | 2.273 | 1.921 | |
| DL (full) | 2.985 | 3.093 | |
| DL (small) | 3.948 | 2.916 | |
| GP (full) | 2.484 | 1.317 | |
| GP (small) | 2.260 | 2.150 | |
| Analytical [78] | 1.760 | 2.987 | |
| FEM-1 [78] | 1.640 | 2.260 | |
| FEM-2 [78] | 4.010 | 4.227 | |
| Empirical-1 [78] | 3.547 | 10.60 | |
| Empirical-2 [78] | 1.997 | 9.800 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Garbowski, T.; Knitter-Piątkowska, A.; Grabski, J.K. Estimation of the Edge Crush Resistance of Corrugated Board Using Artificial Intelligence. Materials 2023, 16, 1631. https://doi.org/10.3390/ma16041631
Garbowski T, Knitter-Piątkowska A, Grabski JK. Estimation of the Edge Crush Resistance of Corrugated Board Using Artificial Intelligence. Materials. 2023; 16(4):1631. https://doi.org/10.3390/ma16041631
Chicago/Turabian StyleGarbowski, Tomasz, Anna Knitter-Piątkowska, and Jakub Krzysztof Grabski. 2023. "Estimation of the Edge Crush Resistance of Corrugated Board Using Artificial Intelligence" Materials 16, no. 4: 1631. https://doi.org/10.3390/ma16041631