
Grey Relational Analysis and Grey Prediction Model (1, 6) Approach for Analyzing the Electrode Distance and Mechanical Properties of Tandem MIG Welding Distortion

 , , and
, , and 
Abstract
:1. Introduction
- Determining the influence of mechanical properties parameters and the variable of electrode distance using GRA analysis on the distortion of aluminum AA5052.
- Derive differential equations from empirical data of experimental results to predict plate distortion values of AA5052 using GM (1, 6) based on the parameters resulting from the GRA analysis.
- The value obtained from solving the complete differential equation of the GM (1, 6) prediction model has a value that is broadly similar to the results of the empirical distortion test, so it is useful for the industrial world or users to optimize the parameters that affect the distortion of welding results.
2. Related Works
3. The Proposed Method and Materials
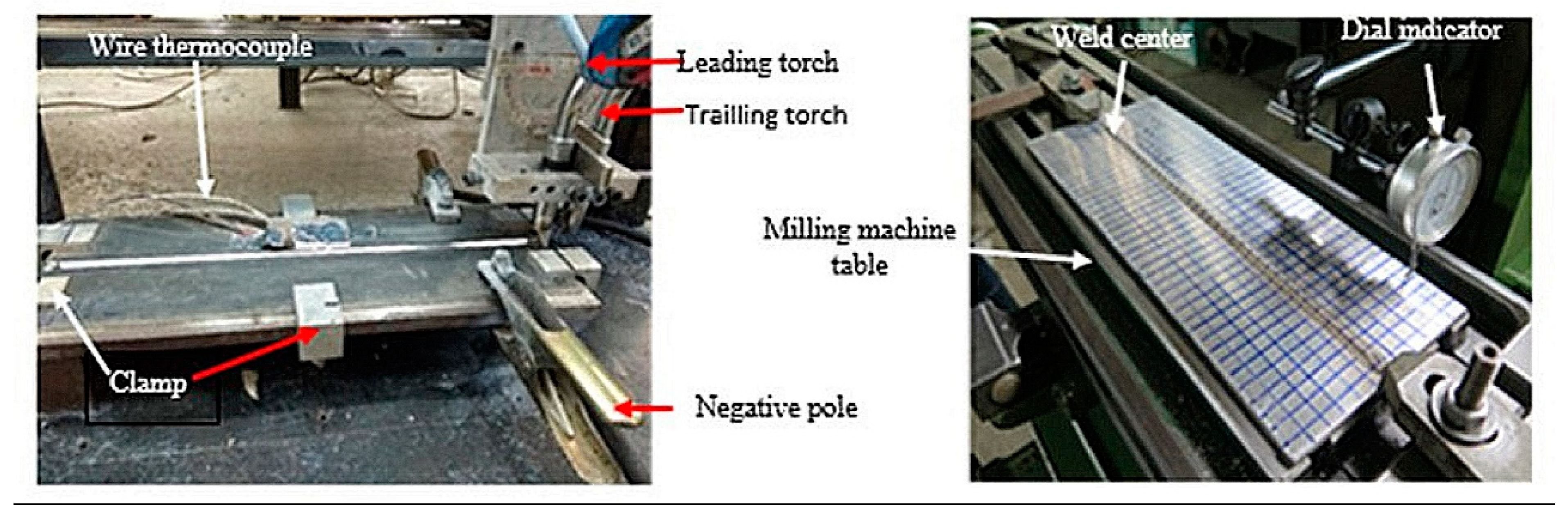
3.1. Data Acquisition
3.2. Materials
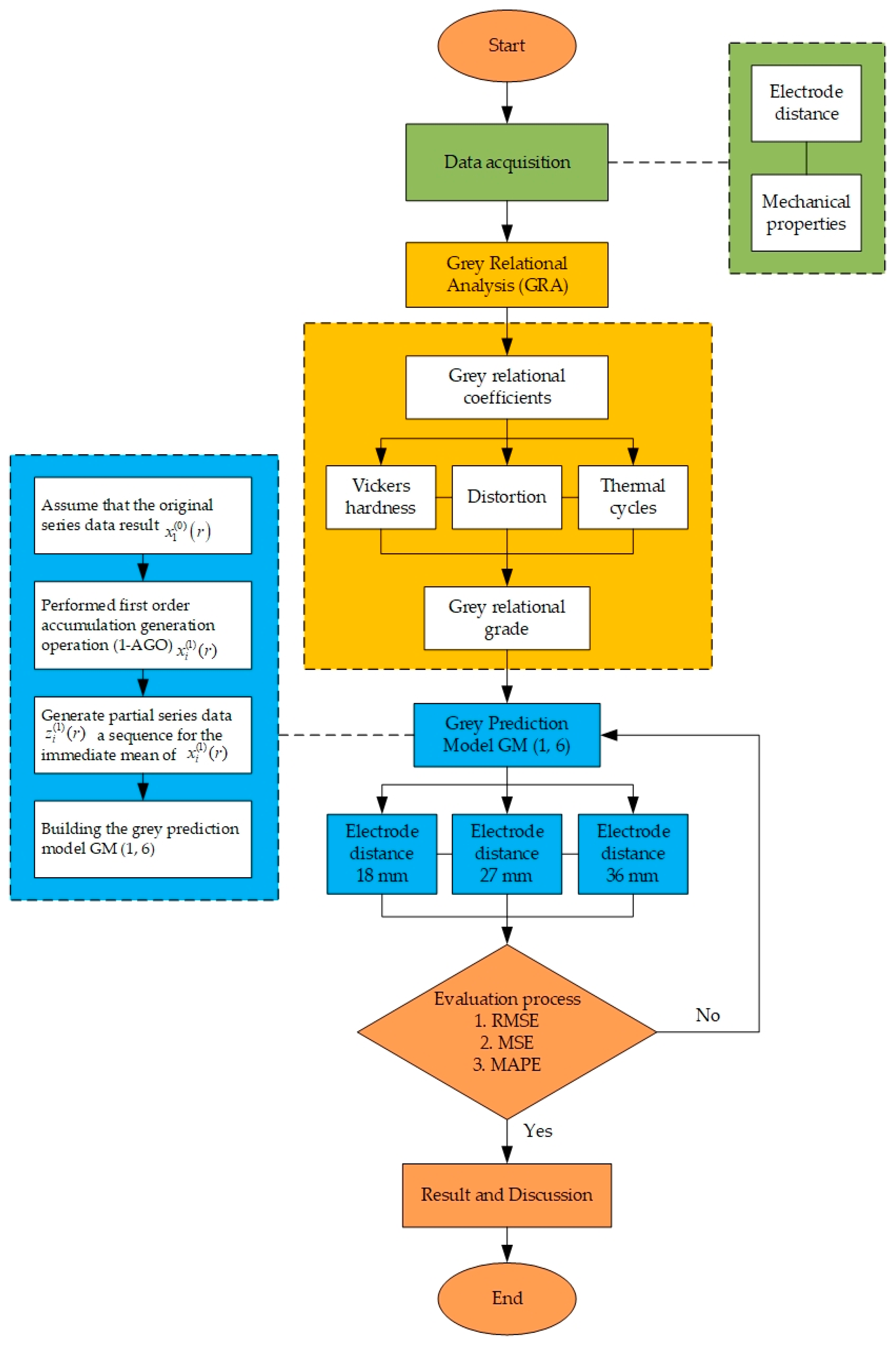
3.3. Grey Relational Analysis Procedure
- Step 1: Standardized data transformation.
- Benefit-type factor
- Defect-type factor
- Medium-type or nominal-the best
- Step 2: Calculating the deviation sequence.
- Step 3: Calculating the grey relational coefficient
- Step 4: Calculating the relative grey relational grade
3.4. Existing Grey Prediction Model GM (1, N)
- Step 1: Assume that the original series of data came from determining how welding distortion changed over time as a series of dependent variables.
- Step 2: To eliminate the uncertainties in the original data, we generate using the accumulating generation operation (AGO).
- Step 3: Evaluate the background value of constructed by the generation method based on the average rate of two adjacent datasets in Equation (10).
- Step 4: Building a grey equation generation model in Equation (11).
- Step 5: Background values from , are taken as the mean of and respectively, while , j = 2, 3, …, n is taken as , j = 2, 3, …, n.
4. Results and Discussion
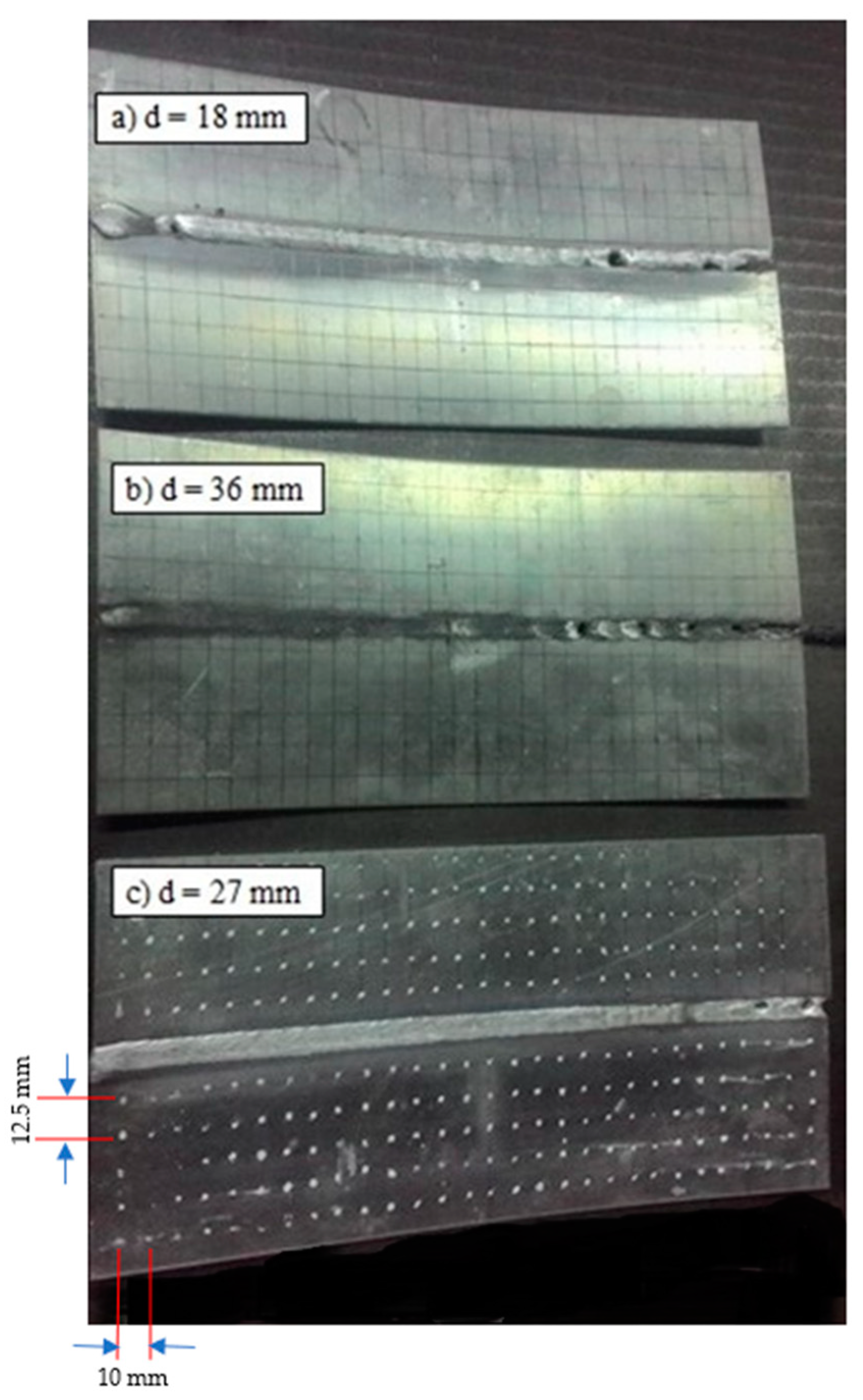
4.1. Effect of Electrode Distance on Welding Distortion
4.2. Vickers Hardness
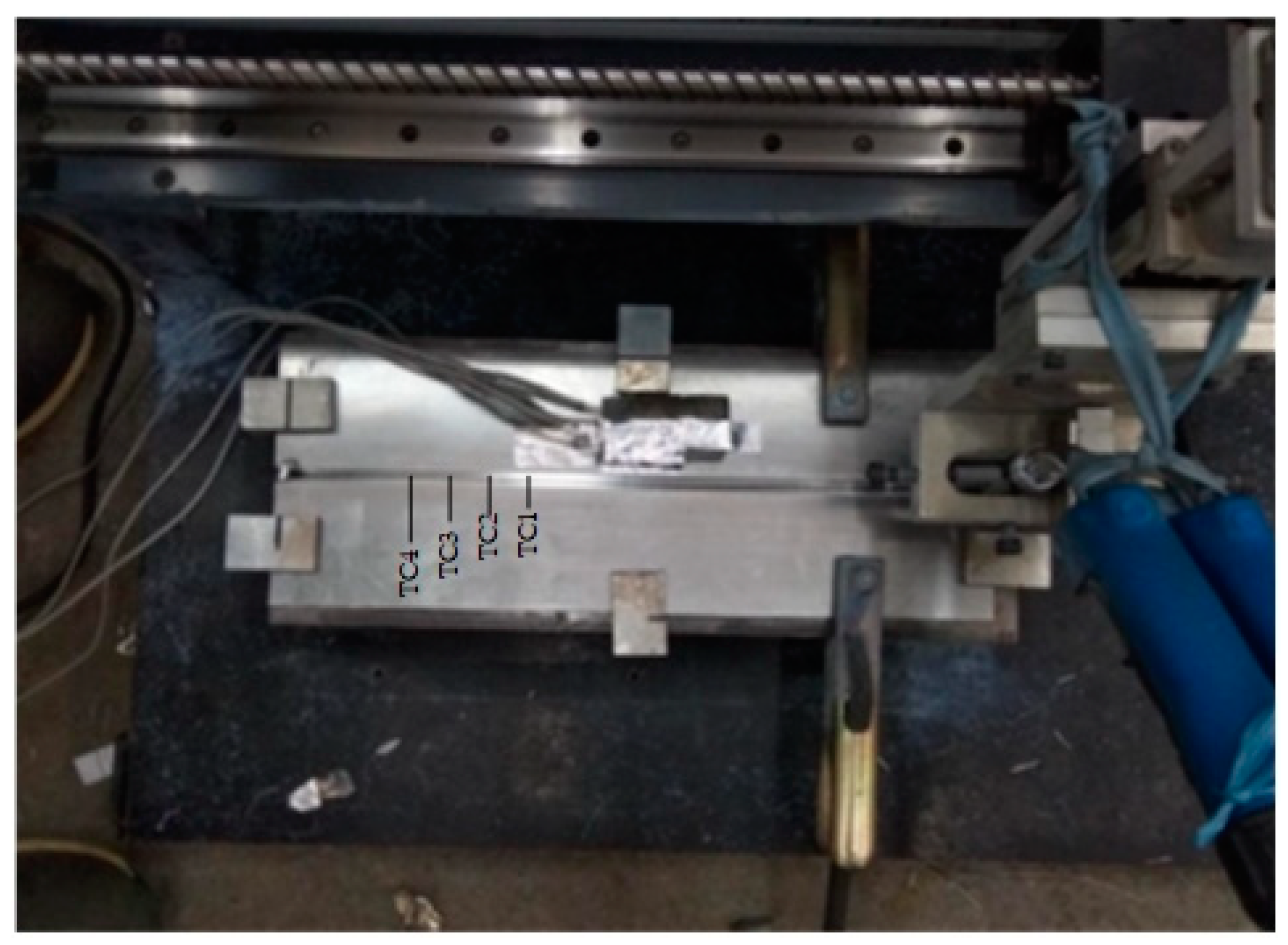
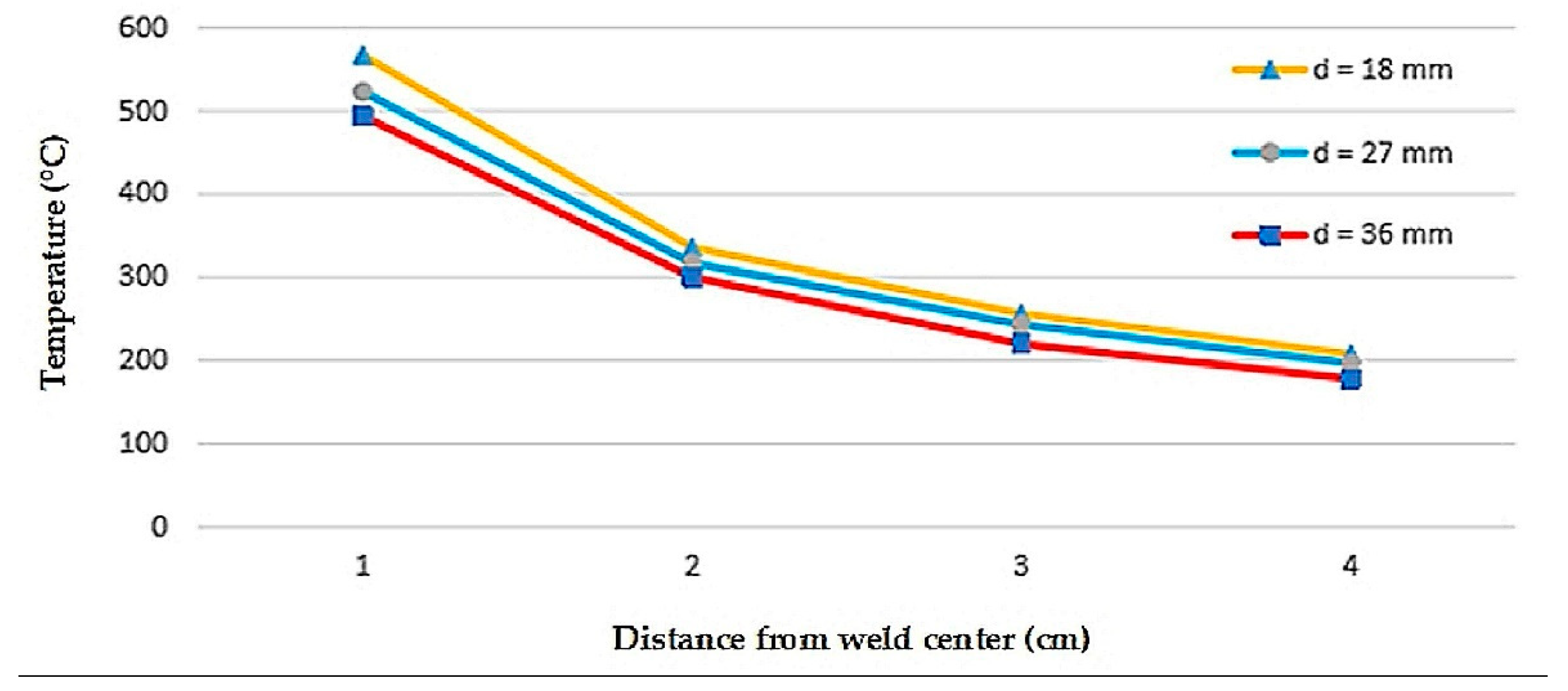
4.3. Thermal Cycle
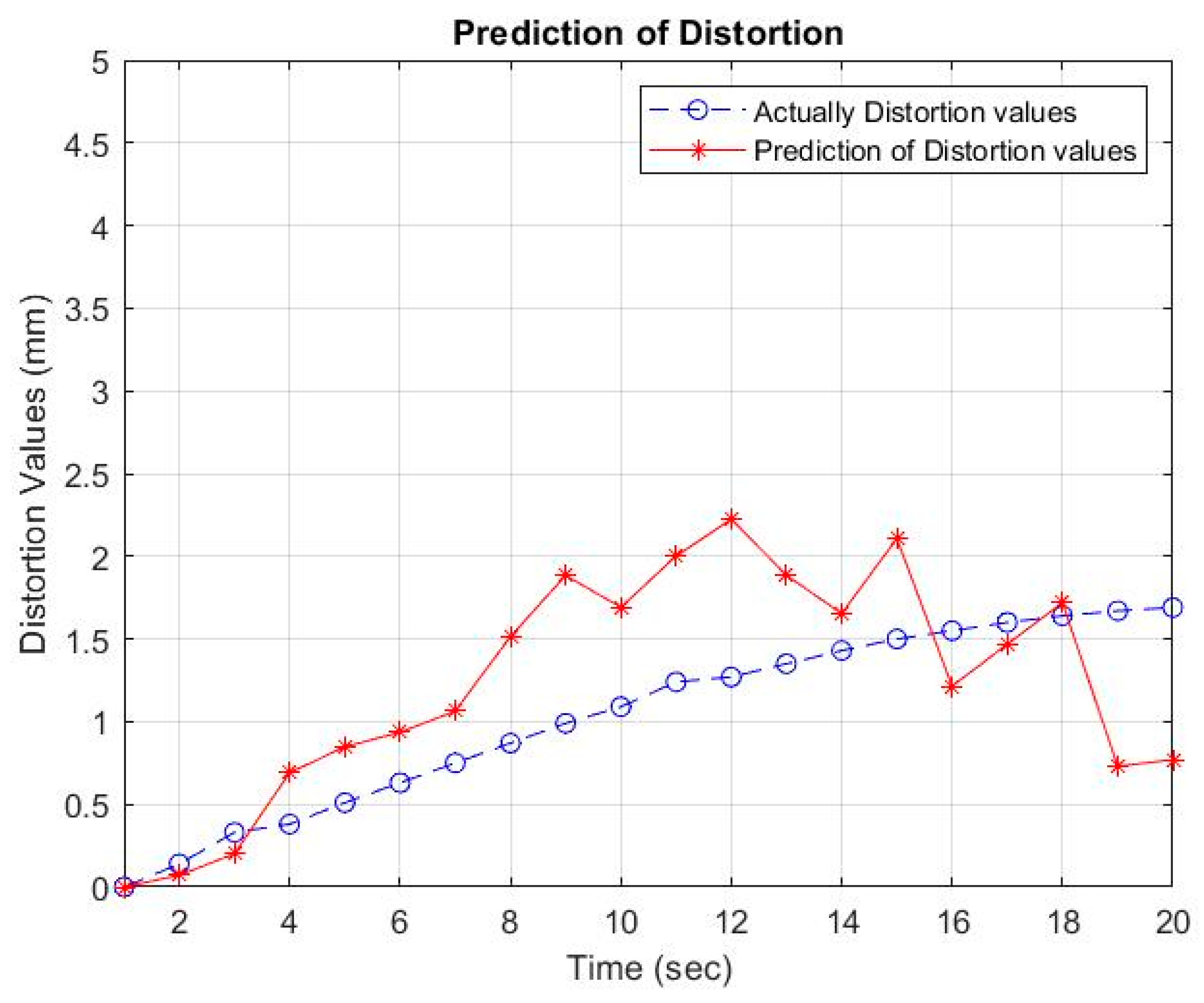
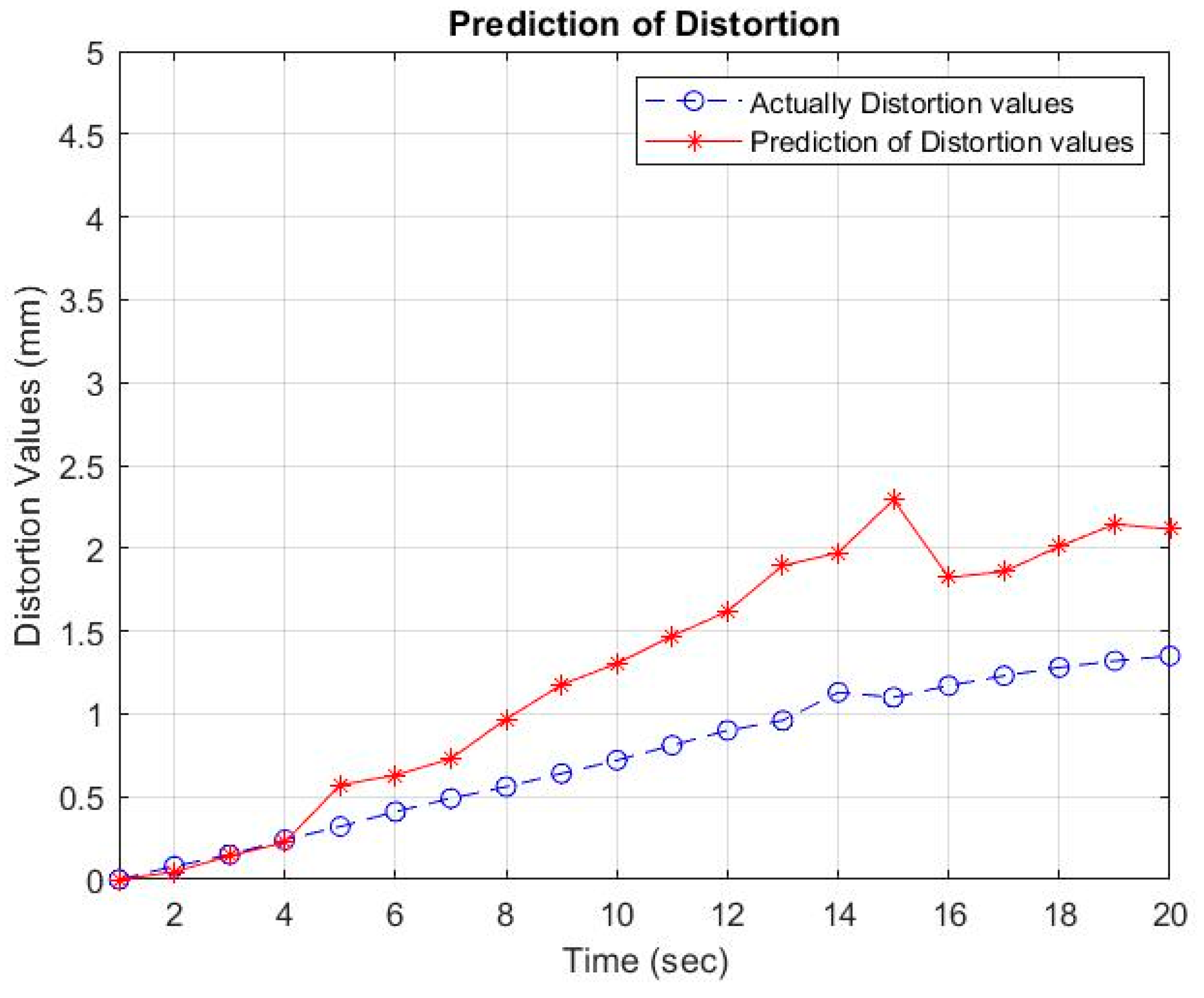
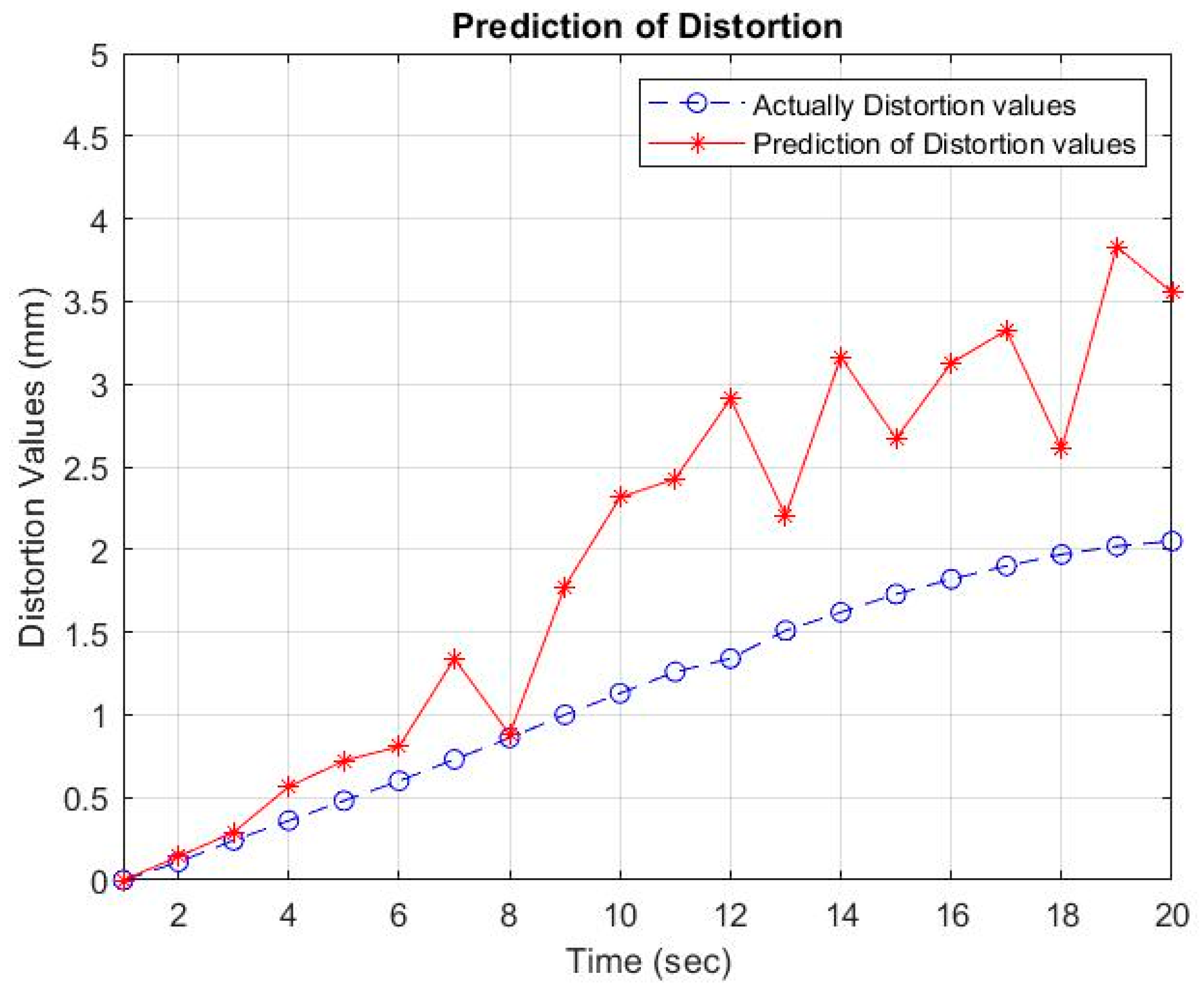
4.4. Integrated GRA and GM (1, 6)
4.5. Evaluation Process
- Step 1: Root mean square error (RMSE)
- Step 2: Mean square error (MSE)
- Step 3: Mean absolute percentage error (MAPE)
- = actual value
- = prediction value
- i = order of data in the database
- n = datasets
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mandal, N.R. Ship Construction and Welding; Springer: Berlin/Heidelberg, Germany, 2017; Volume 329. [Google Scholar]
- Naik, A.B.; Reddy, A.C. Optimization of tensile strength in TIG welding using the Taguchi method and analysis of variance (ANOVA). Therm. Sci. Eng. Prog. 2018, 8, 327–339. [Google Scholar] [CrossRef]
- Chaki, S.; Shanmugarajan, B.; Ghosal, S.; Padmanabham, G. Application of integrated soft computing techniques for optimisation of hybrid CO2 laser–MIG welding process. Appl. Soft Comput. 2015, 30, 365–374. [Google Scholar] [CrossRef]
- Adin, M.Ş.; Okumuş, M. Investigation of microstructural and mechanical properties of dissimilar metal weld between AISI 420 and AISI 1018 STEELS. Arab. J. Sci. Eng. 2022, 47, 8341–8350. [Google Scholar] [CrossRef]
- Adin, M.Ş.; İşcan, B. Optimization of process parameters of medium carbon steel joints joined by MIG welding using Taguchi method. Eur. Mech. Sci. 2022, 6, 17–26. [Google Scholar] [CrossRef]
- Abima, C.S.; Akinlabi, S.A.; Madushele, N.; Akinlabi, E.T. Comparative study between TIG-MIG Hybrid, TIG and MIG welding of 1008 steel joints for enhanced structural integrity. Sci. Afr. 2022, 17, e01329. [Google Scholar] [CrossRef]
- Zong, R.; Chen, J.; Wu, C. A comparison of TIG-MIG hybrid welding with conventional MIG welding in the behaviors of arc, droplet and weld pool. J. Mater. Process. Technol. 2019, 270, 345–355. [Google Scholar] [CrossRef]
- Ilman, M.; Muslih, M.; Subeki, N.; Wibowo, H. Mitigating distortion and residual stress by static thermal tensioning to improve fatigue crack growth performance of MIG AA5083 welds. Mater. Des. 2016, 99, 273–283. [Google Scholar] [CrossRef]
- Mohtadi-Bonab, M.; Szpunar, J.A.; Collins, L.; Stankievech, R. Evaluation of hydrogen induced cracking behavior of API X70 pipeline steel at different heat treatments. Int. J. Hydrogen Energy 2014, 39, 6076–6088. [Google Scholar] [CrossRef]
- Akhshik, S.; Behzad, M.; Rajabi, M. CFD–DEM approach to investigate the effect of drill pipe rotation on cuttings transport behavior. J. Pet. Sci. Eng. 2015, 127, 229–244. [Google Scholar] [CrossRef]
- Ilman, M.; Muslih, M.; Triwibowo, N. Enhanced fatigue performance of tandem MIG 5083 aluminium alloy weld joints by heat sink and static thermal tensioning. Int. J. Lightweight Mater. Manuf. 2022, 5, 440–452. [Google Scholar] [CrossRef]
- Liu, G.; Han, S.; Tang, X.; Cui, H. Effects of torch configuration on arc interaction behaviors and weld defect formation mechanism in tandem pulsed GMAW. J. Manuf. Processes 2021, 62, 729–742. [Google Scholar] [CrossRef]
- Wang, J.; Chen, X.; Yang, L.; Zhang, G. Sequentially combined thermo-mechanical and mechanical simulation of double-pulse MIG welding of 6061-T6 aluminum alloy sheets. J. Manuf. Processes 2022, 77, 616–631. [Google Scholar] [CrossRef]
- Zhou, H.; Yi, B.; Shen, C.; Wang, J.; Liu, J.; Wu, T. Mitigation of welding induced buckling with transient thermal tension and its application for accurate fabrication of offshore cabin structure. Mar. Struct. 2022, 81, 103104. [Google Scholar] [CrossRef]
- Yi, J.; Lin, J.; Chen, Z.; Chen, T. Prediction and controlling for welding deformation of propeller base structure. J. Ocean Eng. Sci. 2021, 6, 410–416. [Google Scholar] [CrossRef]
- Huang, H.; Yin, X.; Feng, Z.; Ma, N. Finite element analysis and in-situ measurement of out-of-plane distortion in thin plate TIG welding. Materials 2019, 12, 141. [Google Scholar] [CrossRef] [PubMed]
- Ghafouri, M.; Ahola, A.; Ahn, J.; Björk, T. Welding-induced stresses and distortion in high-strength steel T-joints: Numerical and experimental study. J. Constr. Steel Res. 2022, 189, 107088. [Google Scholar] [CrossRef]
- Li, X.; Hu, L.; Deng, D. Influence of contact behavior on welding distortion and residual stress in a thin-plate butt-welded joint performed by partial-length welding. Thin-Walled Struct. 2022, 176, 109302. [Google Scholar] [CrossRef]
- Li, Z.; Feng, G.; Deng, D.; Luo, Y. Investigating welding distortion of thin-plate stiffened panel steel structures by means of thermal elastic plastic finite element method. J. Mater. Eng. Perform. 2021, 30, 3677–3690. [Google Scholar] [CrossRef]
- Mishra, D.; Roy, R.B.; Dutta, S.; Pal, S.K.; Chakravarty, D. A review on sensor based monitoring and control of friction stir welding process and a roadmap to Industry 4.0. J. Manuf. Processes 2018, 36, 373–397. [Google Scholar] [CrossRef]
- Mishra, D.; Gupta, A.; Raj, P.; Kumar, A.; Anwer, S.; Pal, S.K.; Chakravarty, D.; Pal, S.; Chakravarty, T.; Pal, A. Real time monitoring and control of friction stir welding process using multiple sensors. CIRP J. Manuf. Sci. Technol. 2020, 30, 1–11. [Google Scholar] [CrossRef]
- Wu, C.; Kim, J.-W. Review on mitigation of welding-induced distortion based on FEM analysis. J. Weld. Join. 2020, 38, 56–66. [Google Scholar] [CrossRef]
- Ye, D.; Hua, X.; Xu, C.; Li, F.; Wu, Y. Research on arc interference and welding operating point change of twin wire MIG welding. Int. J. Adv. Manuf. Technol. 2017, 89, 493–502. [Google Scholar] [CrossRef]
- Wang, W.; Yamane, S.; Wang, Q.; Shan, L.; Zhang, X.; Wei, Z.; Yan, Y.; Song, Y.; Numazawa, H.; Lu, J. Visual sensing and quality control in plasma MIG welding. J. Manuf. Processes 2023, 86, 163–176. [Google Scholar] [CrossRef]
- Dwivedi, D.K.; Dwivedi, D.K. Design of Welded Joints: Weld Bead Geometry: Selection, Welding Parameters. In Fundamentals of Metal Joining Processes, Mechanism and Performance; Springer: Berlin/Heidelberg, Germany, 2022; pp. 343–351. [Google Scholar] [CrossRef]
- Bo, W.; Chen, X.-H.; Pan, F.-S.; Mao, J.-J.; Yong, F. Effects of cold rolling and heat treatment on microstructure and mechanical properties of AA 5052 aluminum alloy. Trans. Nonferr. Met. Soc. China 2015, 25, 2481–2489. [Google Scholar]
- Poznak, A.; Freiberg, D.; Sanders, P. Automotive wrought aluminium alloys. In Fundamentals of Aluminium Metallurgy; Elsevier: Amsterdam, The Netherlands, 2018; pp. 333–386. [Google Scholar]
- Yelamasetti, B.; Manikyam, S.; Saxena, K.K. Multi-response Taguchi grey relational analysis of mechanical properties and weld bead dimensions of dissimilar joint of AA6082 and AA7075. Adv. Mater. Process. Technol. 2021, 8, 1474–1484. [Google Scholar] [CrossRef]
- Pu, J.; Wei, Y.; Xiang, S.; Ou, W.; Liu, R. Optimization of Metal Inert-Gas Welding Process for 5052 Aluminum Alloy by Artificial Neural Network. Russ. J. Non-Ferr. Met. 2021, 62, 568–579. [Google Scholar] [CrossRef]
- Yelamasetti, B.; Kumar, D.; Saxena, K.K. Experimental investigation on temperature profiles and residual stresses in GTAW dissimilar weldments of AA5052 and AA7075. Adv. Mater. Process. Technol. 2022, 8, 352–365. [Google Scholar] [CrossRef]
- Prakash, K.S.; Gopal, P.; Karthik, S. Multi-objective optimization using Taguchi based grey relational analysis in turning of Rock dust reinforced Aluminum MMC. Measurement 2020, 157, 107664. [Google Scholar] [CrossRef]
- Adin, M.Ş.; İşcan, B.; Baday, Ş. Optimization of welding parameters of AISI 431 and AISI 1020 joints joined by friction welding using taguchi method. Bilecik Şeyh Edebali Üniversitesi Fen Bilim. Derg. 2022, 9, 453–470. [Google Scholar]
- Chafekar, A.; Sapkal, S. Multi-objective optimization of MIG welding of aluminum alloy. In Techno-Societal 2018; Springer: Berlin/Heidelberg, Germany, 2020; pp. 523–530. [Google Scholar]
- Sefene, E.M.; Tsegaw, A.A. Temperature-based optimization of friction stir welding of AA 6061 using GRA synchronous with Taguchi method. Int. J. Adv. Manuf. Technol. 2022, 119, 1479–1490. [Google Scholar] [CrossRef]
- Qazi, M.I.; Akhtar, R.; Abas, M.; Khalid, Q.S.; Babar, A.R.; Pruncu, C.I. An integrated approach of GRA coupled with principal component analysis for multi-optimization of shielded metal arc welding (SMAW) process. Materials 2020, 13, 3457. [Google Scholar] [CrossRef]
- Cai, X.; Fan, C.; Lin, S.; Yang, C.; Bai, J. Molten pool behaviors and weld forming characteristics of all-position tandem narrow gap GMAW. Int. J. Adv. Manuf. Technol. 2016, 87, 2437–2444. [Google Scholar] [CrossRef]
- Sahu, N.K.; Sahu, A.K.; Sahu, A.K. Optimization of weld bead geometry of MS plate (Grade: IS 2062) in the context of welding: A comparative analysis of GRA and PCA–Taguchi approaches. Sādhanā 2017, 42, 231–244. [Google Scholar] [CrossRef]
- Huang, Y.-F.; Chen, H.-C.; Yen, P.-L. Performance of computer examination items selection based on grey relational analysis. Int. J. Appl. Sci. Eng. 2021, 18, 2021009. [Google Scholar] [CrossRef] [PubMed]
- Sagheer-Abbasi, Y.; Ikramullah-Butt, S.; Hussain, G.; Imran, S.H.; Mohammad-Khan, A.; Baseer, R.A. Optimization of parameters for micro friction stir welding of aluminum 5052 using Taguchi technique. Int. J. Adv. Manuf. Technol. 2019, 102, 369–378. [Google Scholar] [CrossRef]
- Srirangan, A.K.; Paulraj, S. Multi-response optimization of process parameters for TIG welding of Incoloy 800HT by Taguchi grey relational analysis. Eng. Sci. Technol. Int. J. 2016, 19, 811–817. [Google Scholar] [CrossRef]
- Boukraa, M.; Chekifi, T.; Lebaal, N. Friction Stir Welding of Aluminum Using a Multi-Objective Optimization Approach Based on Both Taguchi Method and Grey Relational Analysis. Exp. Tech. 2022. [Google Scholar] [CrossRef]
- Sabry, I.; Mourad, A.-H.I.; Thekkuden, D.T. Optimization of metal inert gas-welded aluminium 6061 pipe parameters using analysis of variance and grey relational analysis. SN Appl. Sci. 2020, 2, 175. [Google Scholar] [CrossRef]
- Moi, S.; Rudrapati, R.; Bandyopadhyay, A.; Pal, P. Design Optimization of Welding Parameters for Multi-response Optimization in TIG Welding Using RSM-Based Grey Relational Analysis. In Advances in Computational Methods in Manufacturing; Springer: Berlin/Heidelberg, Germany, 2019; pp. 193–203. [Google Scholar]
- Wang, Q.; Zeng, X.; Chen, C.; Lian, G.; Huang, X. An integrated method for multi-objective optimization of multi-pass Fe50/TiC laser cladding on AISI 1045 steel based on grey relational analysis and principal component analysis. Coatings 2020, 10, 151. [Google Scholar] [CrossRef]
- Chavda, S.P.; Desai, J.V.; Patel, T.M. A review on optimization of MIG Welding parameters using Taguchi’s DOE method. Int. J. Eng. Manag. Res. 2014, 4, 16–21. [Google Scholar]
- Kulkarni, S.S.; Konnur, V.S.; Ganjigatti, J.P. Optimization of Mig Welding Process Parameters with Grey Relational Analysis for Al 6061 Alloy. Weld. Int. 2022, 36, 387–393. [Google Scholar] [CrossRef]
- Younas, M.; Jaffery, S.H.I.; Khan, M.; Khan, M.A.; Ahmad, R.; Mubashar, A.; Ali, L. Multi-objective optimization for sustainable turning Ti6Al4V alloy using grey relational analysis (GRA) based on analytic hierarchy process (AHP). Int. J. Adv. Manuf. Technol. 2019, 105, 1175–1188. [Google Scholar] [CrossRef]
- Li, N.; Chen, Y.-J.; Kong, D.-D. Multi-response optimization of Ti-6Al-4V turning operations using Taguchi-based grey relational analysis coupled with kernel principal component analysis. Adv. Manuf. 2019, 7, 142–154. [Google Scholar] [CrossRef]
- Mudjijana, M.; Malau, V.; Salim, U.A. The effect of AA5083H116 2-layer MIG welding speed on physical and mechanical properties. J. Mater. Process. Charact. 2020, 1, 31–41. [Google Scholar] [CrossRef]
- Mudjijana; Himarosa, R.A.; Sudarisman. Macro-Micro Analysis on 2-Layer Semiautomatic MIG Welding of AA5052 Material Using ER5356 Electrode. Key Eng. Mater. 2020, 867, 204–212. [Google Scholar] [CrossRef]
- Callister Jr, W.D.; Rethwisch, D.G. Fundamentals of Materials Science and Engineering: An Integrated Approach; John Wiley & Sons: Hoboken, NJ, USA, 2020. [Google Scholar]
- Laitila, J.; Keränen, L.; Larkiola, J. Effect of enhanced weld cooling on the mechanical properties of a structural steel with a yield strength of 700 MPa. SN Appl. Sci. 2020, 2, 1888. [Google Scholar] [CrossRef]
- Shih, N.-Y.; Chen, H.-C. An approach for selecting candidates in soft-handover procedure using multi-generating procedure and second grey relational analysis. Comput. Sci. Inf. Syst. 2014, 11, 1173–1190. [Google Scholar] [CrossRef]
- Puh, F.; Jurkovic, Z.; Perinic, M.; Brezocnik, M.; Buljan, S. Optimization of machining parameters for turning operation with multiple quality characteristics using Grey relational analysis. Teh. Vjesn. 2016, 23, 377–382. [Google Scholar]
- Ghosh, A.; Yadav, A.; Kumar, A. Modelling and experimental validation of moving tilted volumetric heat source in gas metal arc welding process. J. Mater. Process. Technol. 2017, 239, 52–65. [Google Scholar] [CrossRef]
- Dokšanović, T.; Džeba, I.; Markulak, D. Variability of structural aluminium alloys mechanical properties. Struct. Saf. 2017, 67, 11–26. [Google Scholar] [CrossRef]
- Hernández, M.; Ambriz, R.; Cortès, R.; Gómora, C.; Plascencia, G.; Jaramillo, D. Assessment of gas tungsten arc welding thermal cycles on Inconel 718 alloy. Trans. Nonferr. Met. Soc. China 2019, 29, 579–587. [Google Scholar] [CrossRef]
- Zeng, B.; Duan, H.; Zhou, Y. A new multivariable grey prediction model with structure compatibility. Appl. Math. Model. 2019, 75, 385–397. [Google Scholar] [CrossRef]
- Chai, T.; Draxler, R.R. Root mean square error (RMSE) or mean absolute error (MAE). Geosci. Model Dev. Discuss. 2014, 7, 1525–1534. [Google Scholar]
- Ebrahimi, M.; Khoshtaghaza, M.H.; Minaei, S.; Jamshidi, B. Vision-based pest detection based on SVM classification method. Comput. Electron. Agric. 2017, 137, 52–58. [Google Scholar] [CrossRef]
- Wu, C.; Wang, C.; Kim, J.-W. Welding sequence optimization to reduce welding distortion based on coupled artificial neural network and swarm intelligence algorithm. Eng. Appl. Artif. Intell. 2022, 114, 105142. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | Types of Welding | Advantages | Disadvantages |
|---|---|---|---|
| 1 | Arc welding |
|
|
| 2 | Gas welding |
|
|
| 3 | Resistance welding |
|
|
| 4 | Solid-State welding |
|
|
| 5 | Energy beam welding |
|
|
| 6 | Laser welding |
|
|
| Welding Speed (mm/s) | Electrode Distance (mm) | Average Vickers Hardness Number (VHN) | ||
|---|---|---|---|---|
| BM | WM | HAZ | ||
| 7 | 18 | 56 | 49 | 53 |
| 27 | 57 | 48 | 53 | |
| 36 | 55 | 46 | 52 | |
| Electrode Distance | Peak Temperature (°C) of Tandem MIG Welding at Welding Speed of 7 mm/s | |||
|---|---|---|---|---|
| TC1 | TC2 | TC3 | TC4 | |
| 18 27 36 | 567 523 494 | 336 317 300 | 256 243 220 | 208 197 178 |
| Experiment | Grey Relational Grade | Rank | ||
|---|---|---|---|---|
| 18 (mm) | 27 (mm) | 36 (mm) | ||
| 1 | 0.7030 | 0.7192 | 0.6998 | 2 |
| 2 | 0.5459 | 0.5863 | 0.6238 | 5 |
| 3 | 0.6972 | 0.6444 | 0.6138 | 4 |
| 4 | 0.7579 | 0.7809 | 0.6237 | 1 |
| 5 | 0.6640 | 0.7513 | 0.6228 | 3 |
| Length (mm) | Distortion in Variable Electrode Distance | |||||
|---|---|---|---|---|---|---|
| 18 mm | 27 mm | 36 mm | ||||
| 0 | 0.00 | 0 | 0.00 | 0 | 0.00 | 0 |
| 10 | 0.14 | 0.07 | 0.08 | 0.05 | 0.11 | 0.14 |
| 20 | 0.33 | 0.20 | 0.15 | 0.14 | 0.24 | 0.29 |
| 30 | 0.38 | 0.69 | 0.24 | 0.23 | 0.36 | 0.56 |
| 40 | 0.51 | 0.85 | 0.32 | 0.57 | 0.48 | 0.72 |
| 50 | 0.63 | 0.94 | 0.41 | 0.63 | 0.60 | 0.81 |
| 60 | 0.75 | 1.06 | 0.49 | 0.73 | 0.73 | 1.34 |
| 70 | 0.87 | 1.51 | 0.56 | 0.97 | 0.86 | 0.88 |
| 80 | 0.99 | 1.88 | 0.64 | 1.18 | 1.00 | 1.78 |
| 90 | 1.09 | 1.69 | 0.72 | 1.30 | 1.13 | 2.31 |
| 100 | 1.24 | 2.00 | 0.81 | 1.47 | 1.26 | 2.43 |
| 110 | 1.27 | 2.22 | 0.90 | 1.62 | 1.34 | 2.91 |
| 120 | 1.35 | 1.89 | 0.96 | 1.90 | 1.51 | 2.20 |
| 130 | 1.43 | 1.65 | 1.13 | 1.97 | 1.62 | 3.16 |
| 140 | 1.50 | 2.11 | 1.10 | 2.29 | 1.73 | 2.67 |
| 150 | 1.55 | 1.21 | 1.17 | 1.82 | 1.82 | 3.13 |
| 160 | 1.60 | 1.47 | 1.23 | 1.86 | 1.90 | 3.33 |
| 170 | 1.64 | 1.72 | 1.28 | 2.01 | 1.97 | 2.61 |
| 180 | 1.67 | 0.73 | 1.32 | 2.15 | 2.02 | 3.83 |
| 190 | 1.69 | 0.77 | 1.35 | 2.12 | 2.05 | 3.55 |
| Variable Electrode Distance (mm) | MSE | RMSE | MAPE (%) | |
|---|---|---|---|---|
| 18 | 6.061065231 | 0.303053 | 0.550503 | 0.52 |
| 27 | 7.545394 | 0.37727 | 0.614223 | 1.21 |
| 36 | 19.77073 | 0.988537 | 0.994252 | 1.35 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, H.-C.; Wisnujati, A.; Mudjijana; Widodo, A.M.; Lung, C.-W. Grey Relational Analysis and Grey Prediction Model (1, 6) Approach for Analyzing the Electrode Distance and Mechanical Properties of Tandem MIG Welding Distortion. Materials 2023, 16, 1390. https://doi.org/10.3390/ma16041390
Chen H-C, Wisnujati A, Mudjijana, Widodo AM, Lung C-W. Grey Relational Analysis and Grey Prediction Model (1, 6) Approach for Analyzing the Electrode Distance and Mechanical Properties of Tandem MIG Welding Distortion. Materials. 2023; 16(4):1390. https://doi.org/10.3390/ma16041390
Chicago/Turabian StyleChen, Hsing-Chung, Andika Wisnujati, Mudjijana, Agung Mulyo Widodo, and Chi-Wen Lung. 2023. "Grey Relational Analysis and Grey Prediction Model (1, 6) Approach for Analyzing the Electrode Distance and Mechanical Properties of Tandem MIG Welding Distortion" Materials 16, no. 4: 1390. https://doi.org/10.3390/ma16041390