
Grain Structure Formation and Texture Modification through Multi-Pass Friction Stir Processing in AlSi10Mg Alloy Produced by Laser Powder Bed Fusion
 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Grain Structure Formation
3.1.1. Single Pass FSP
3.1.2. Double and Multiple Pass FSP
3.2. Evolution of Si Structure
4. Discussion
5. Conclusions
- (1)
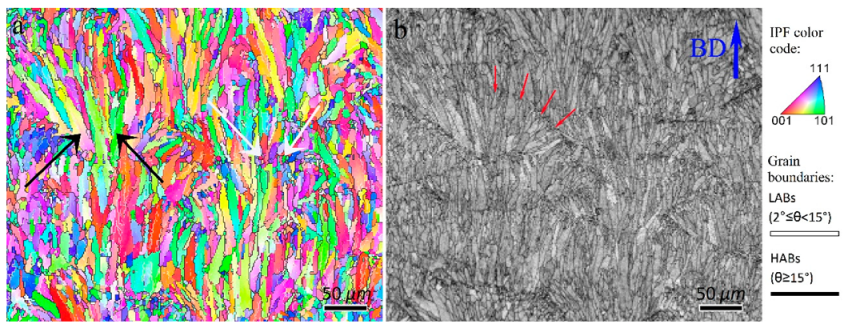
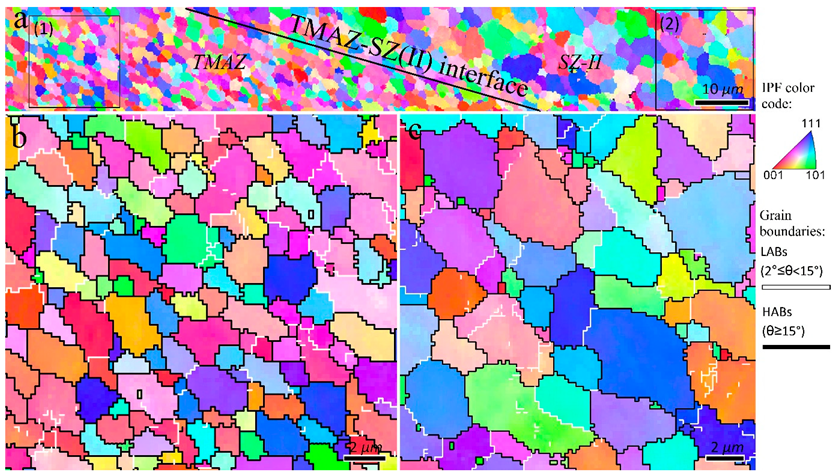
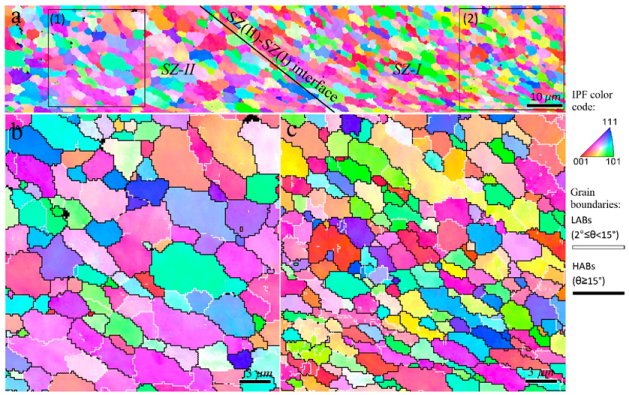
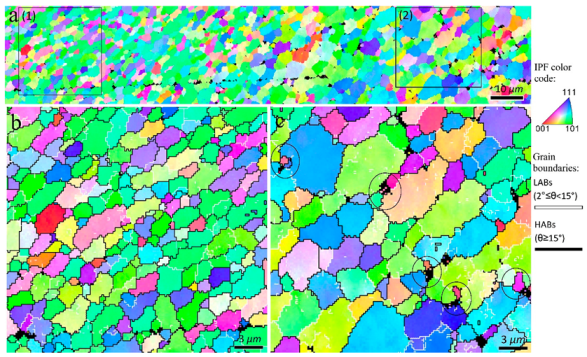
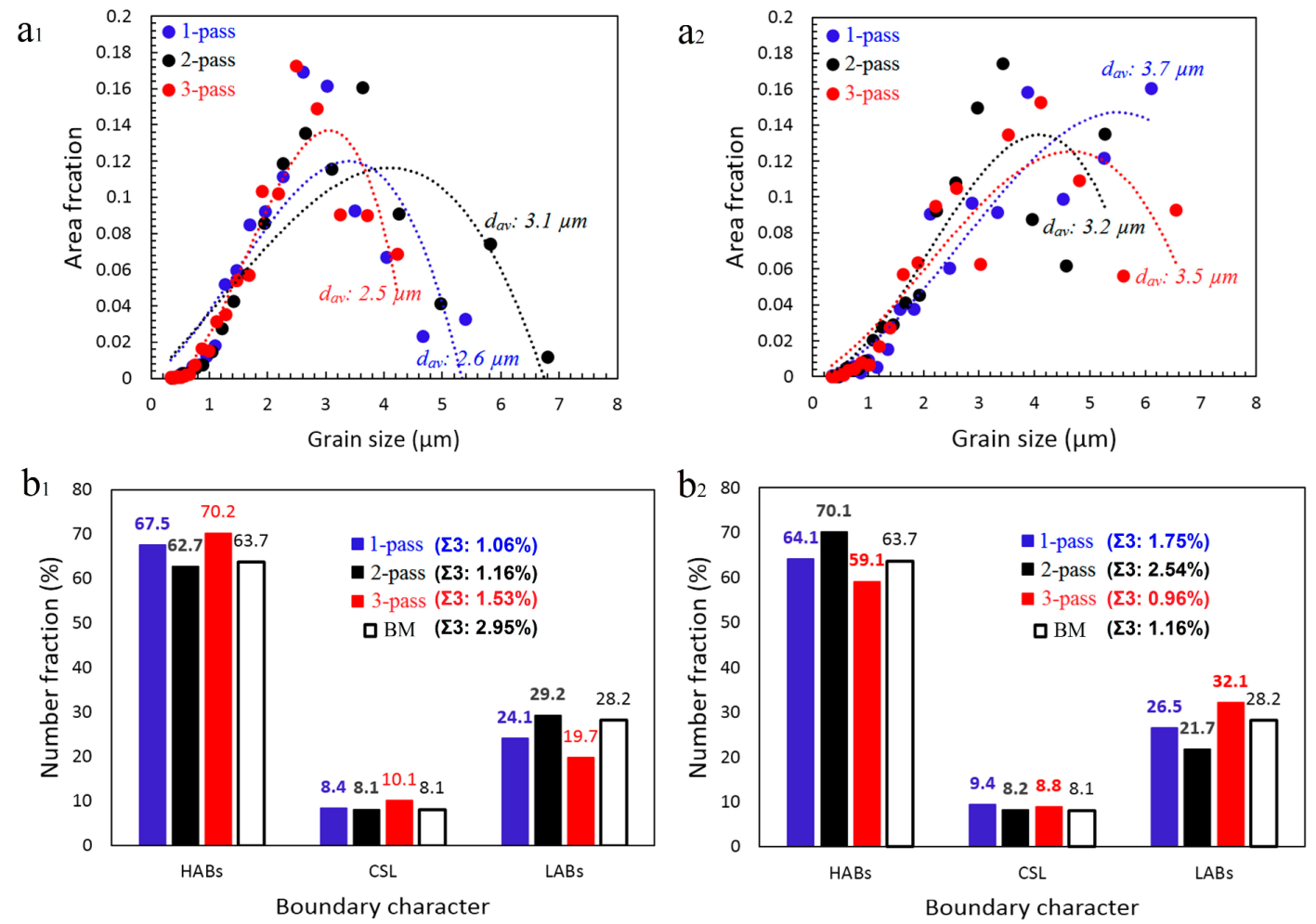
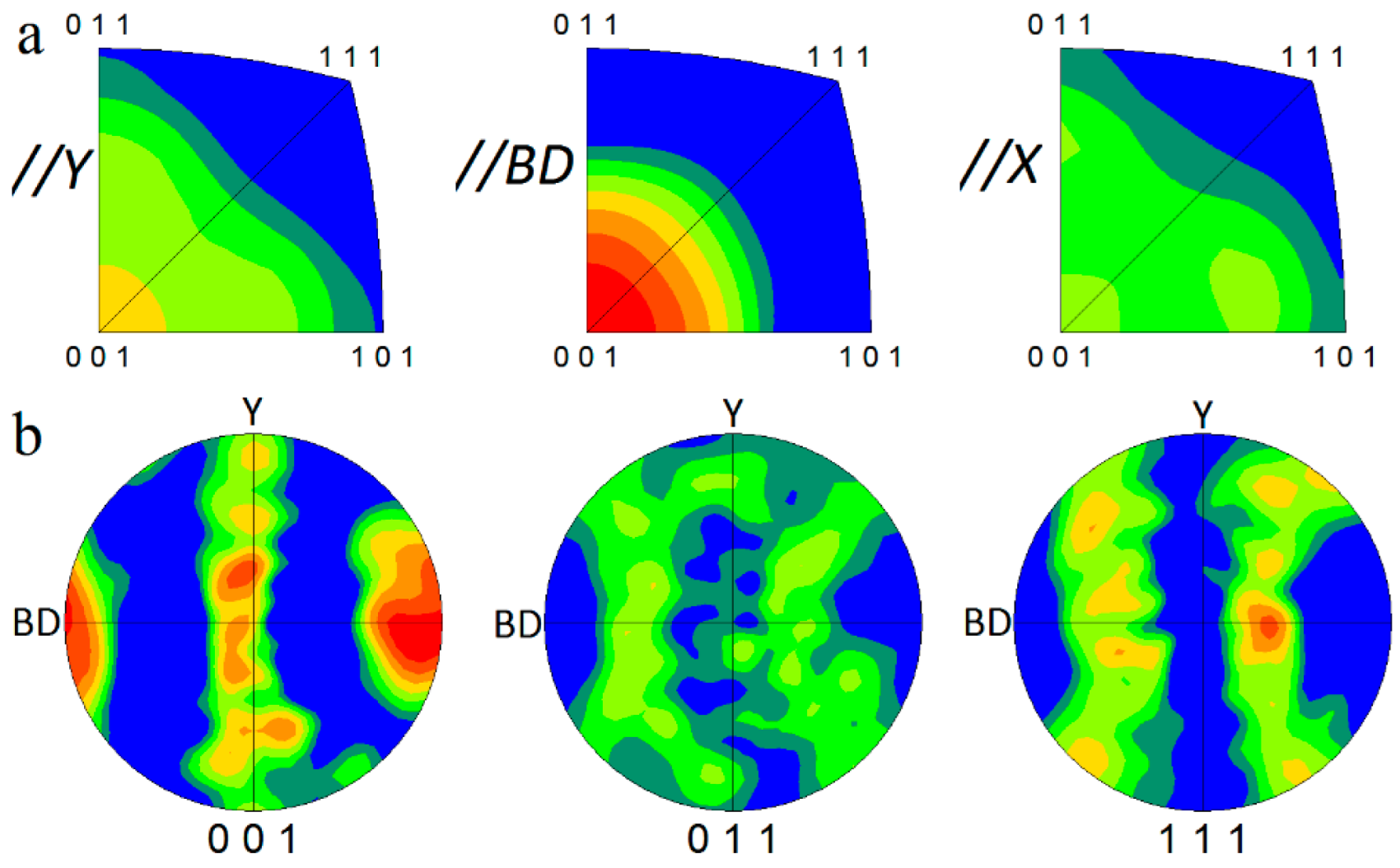
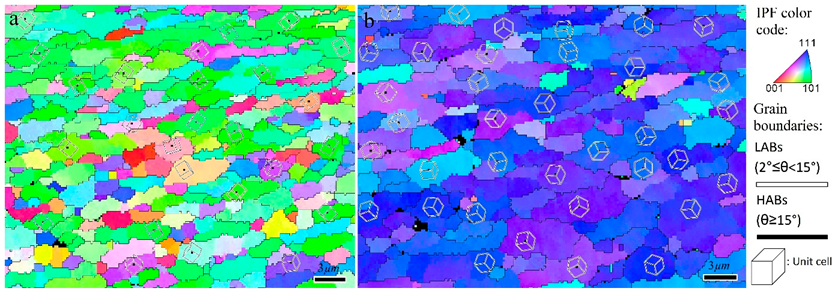
- During the first pass of FSP, dynamic recovery, continuous dynamic recrystallization and geometric dynamic recrystallization caused the formation of a fine grain structure in the SZ with an average grain size of 2.6–3.7 µm. The bimodal grain structure results from the formation of two distinct zones: SZ-I with a fine grain size and SZ-II with a coarse grain size in the SZ.
- (2)
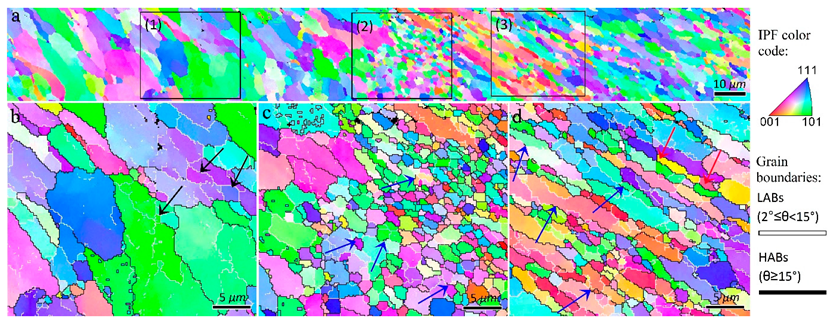
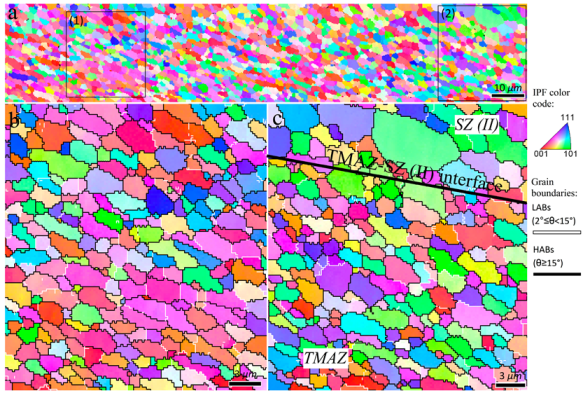
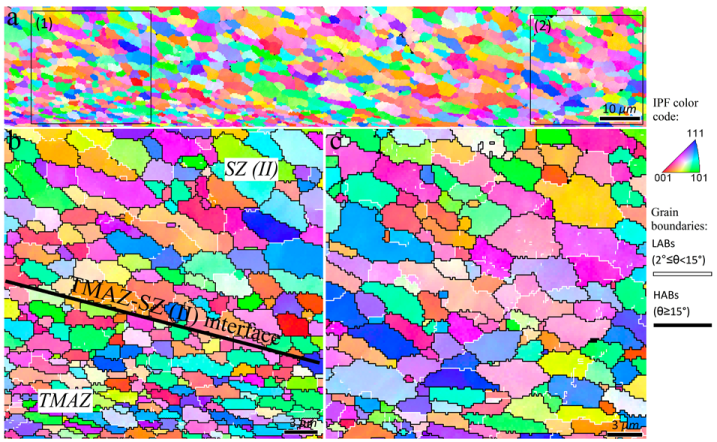
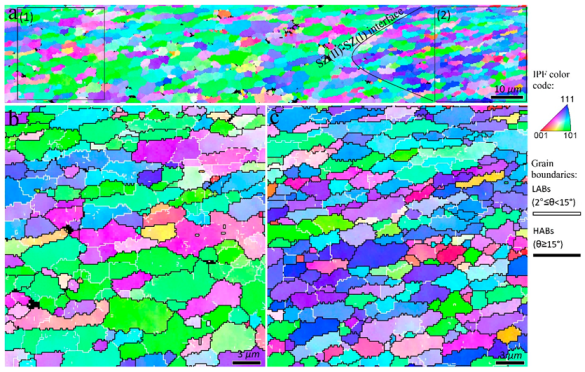
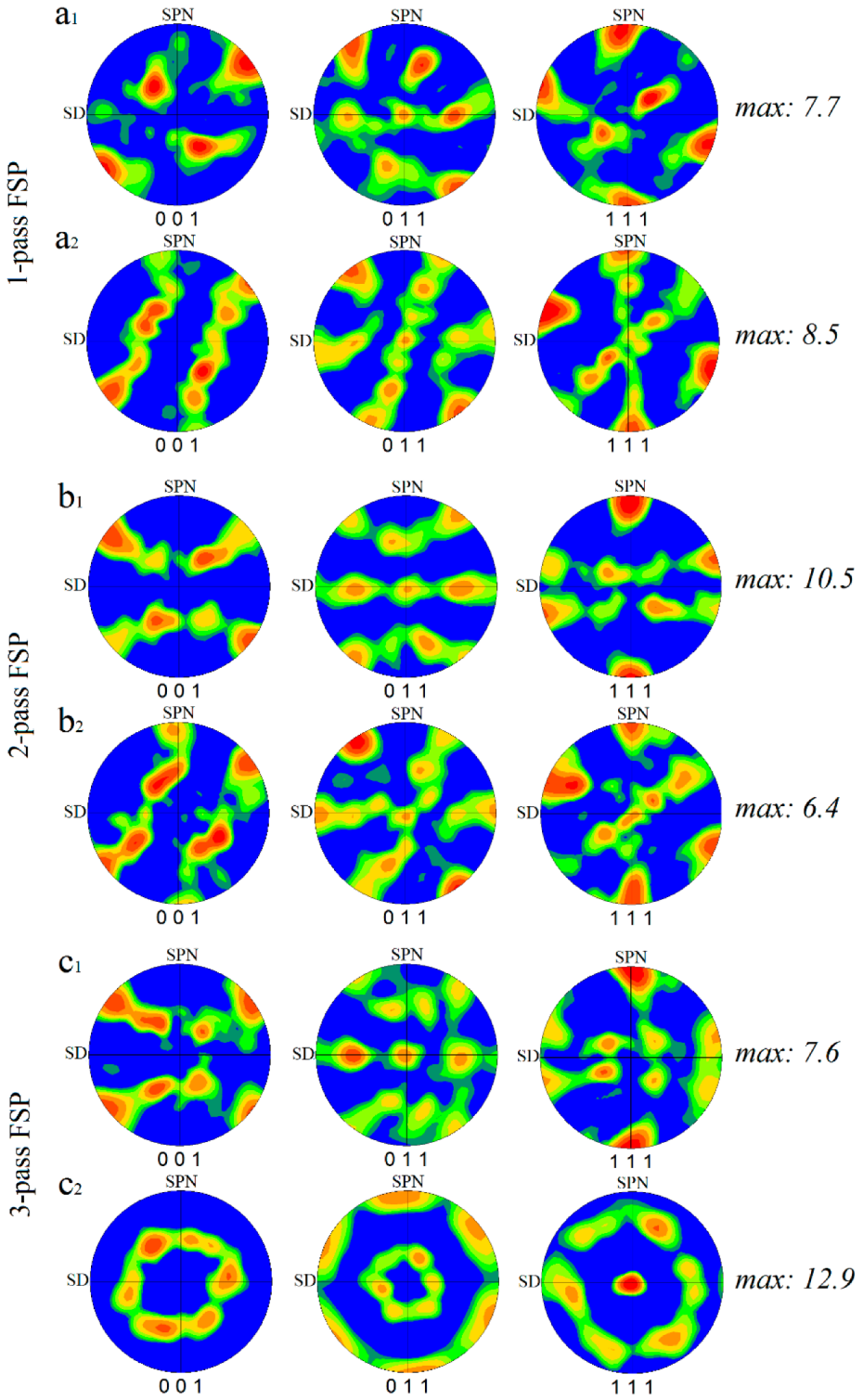
- The second pass of FSP completed the recrystallization in the TMAZ. However, in the case of SZ, it causes the rotation of grains, which generates more shear texture components in SZ-I and SZ-II compared with single-pass FSP.
- (3)
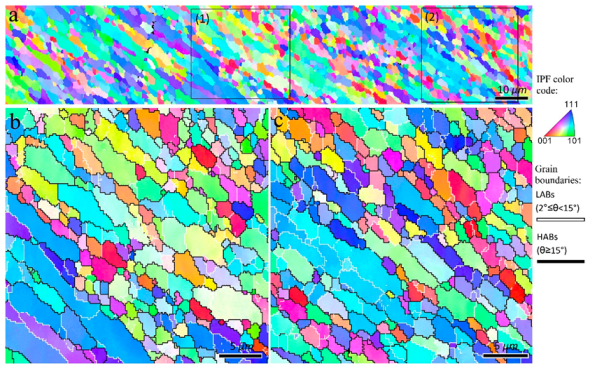
- The third pass of FSP increased the volume fraction of SZ-II, which possessed unique characteristics of higher values of LABs. During the third pass, more rotation of DRX grains in SZ occurred, which resulted in the generation of and components with a considerable texture intensity of 12.9 in SZ-II. The produced texture components in SZ-II aligned the crystallographic planes with lower surface energy, such as {111} planes parallel to the surface of samples.
- (4)
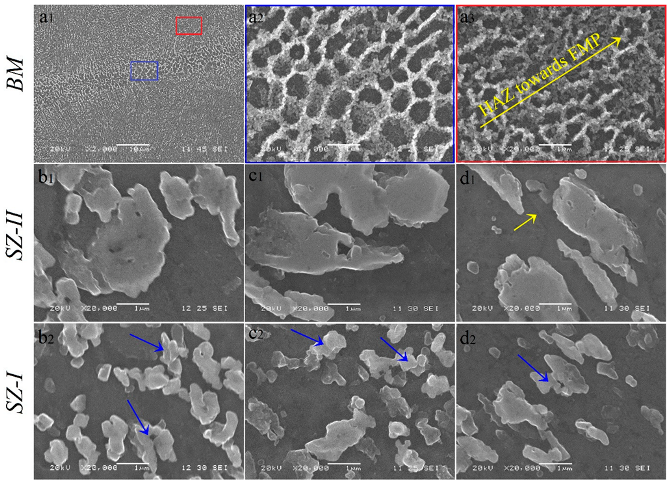
- In addition, in all cases, the Si morphology changed from cell to particle structure in SZs. Similar to grain size distribution, the SZ-II contained larger Si particles compared to the SZ-I.
- (5)
- The outcome of this study can be used for the modification of the microstructure (grain size, grain boundaries, and texture) of L-PBF AlSi10Mg alloy in a manner that, by controlling the number of passes during FSP, the desired microstructural features can be obtained for potential applications.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhao, L.; Song, L.; Macías, J.G.S.; Zhu, Y.; Huang, M.; Simar, A.; Li, Z. Review on the correlation between microstructure and mechanical performance for laser powder bed fusion AlSi10Mg. Addit. Manuf. 2022, 56, 102914. [Google Scholar] [CrossRef]
- Hadadzadeh, A.; Baxter, C.; Amirkhiz, B.S.; Mohammadi, M. Strengthening mechanisms in direct metal laser sintered AlSi10Mg: Comparison between virgin and recycled powders. Addit. Manuf. 2018, 23, 108–120. [Google Scholar] [CrossRef]
- Zhang, J.; Song, B.; Wei, Q.; Bourell, D.; Shi, Y. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. J. Mater. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Macías, J.G.S.; Douillard, T.; Zhao, L.; Maire, E.; Pyka, G.; Simar, A. Influence on microstructure, strength and ductility of build platform temperature during laser powder bed fusion of AlSi10Mg. Acta Mater. 2020, 201, 231–243. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Elbestawi, M.; Dosbaeva, G.K.; Veldhuis, S.C. Thermal post-processing of AlSi10Mg parts produced by Selective Laser Melting using recycled powder. Addit. Manuf. 2018, 21, 234–247. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. The microstructure and mechanical properties of selectively laser melted AlSi10Mg: The effect of a conventional T6-like heat treatment. Mater. Sci. Eng. A 2016, 667, 139–146. [Google Scholar] [CrossRef]
- Larrosa, N.; Wang, W.; Read, N.; Loretto, M.; Evans, C.; Carr, J.; Tradowsky, U.; Attallah, M.; Withers, P. Linking microstructure and processing defects to mechanical properties of selectively laser melted AlSi10Mg alloy. Theor. Appl. Fract. Mech. 2018, 98, 123–133. [Google Scholar] [CrossRef] [Green Version]
- Hirata, T.; Kimura, T.; Nakamoto, T. Effects of hot isostatic pressing and internal porosity on the performance of selective laser melted AlSi10Mg alloys. Mater. Sci. Eng. A 2020, 772, 138713. [Google Scholar] [CrossRef]
- Macías, J.G.S.; Elangeswaran, C.; Zhao, L.; Van Hooreweder, B.; Adrien, J.; Maire, E.; Buffière, J.-Y.; Ludwig, W.; Jacques, P.J.; Simar, A. Ductilisation and fatigue life enhancement of selective laser melted AlSi10Mg by friction stir processing. Scr. Mater. 2019, 170, 124–128. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.P.; Robson, J.D.; et al. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution. Prog. Mater. Sci. 2021, 117, 100752. [Google Scholar] [CrossRef]
- Hou, W.; Ding, Y.; Huang, G.; Huda, N.; Shah, L.H.; Piao, Z.; Shen, Y.; Shen, Z.; Gerlich, A. The role of pin eccentricity in friction stir welding of Al-Mg-Si alloy sheets: Microstructural evolution and mechanical properties. Int. J. Adv. Manuf. Technol. 2022, 121, 7661–7675. [Google Scholar] [CrossRef]
- Hou, W.; Shah, L.H.; Huang, G.; Shen, Y.; Gerlich, A. The role of tool offset on the microstructure and mechanical properties of Al/Cu friction stir welded joints. J. Alloys Compd. 2020, 825, 154045. [Google Scholar] [CrossRef]
- Anand, R.; Sridhar, V.G. Studies on process parameters and tool geometry selecting aspects of friction stir welding—A review. Mater. Today Proc. 2020, 27, 576–583. [Google Scholar] [CrossRef]
- Senthilkumar, R.; Prakash, M.; Arun, N.; Jeyakumar, A.A. The effect of the number of passes in friction stir processing of aluminum alloy (AA6082) and its failure analysis. Appl. Surf. Sci. 2019, 491, 420–431. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Du, Z.L.; Tan, M.J.; Guo, J.F.; Wei, J.; Chua, C.K. Dispersion of CNTs in selective laser melting printed AlSi10Mg composites via friction stir processing. Mater. Sci. Forum 2017, 879, 1915–1920. [Google Scholar] [CrossRef]
- Yang, T.; Wang, K.; Wang, W.; Peng, P.; Huang, L.; Qiao, K.; Jin, Y. Effect of friction stir processing on microstructure and mechanical properties of AlSi10Mg aluminum alloy produced by selective laser melting. JOM 2019, 71, 1737–1747. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Veldhuis, S.C.; Elbestawi, M. Friction stir processing of AlSi10Mg parts produced by selective laser melting. J. Mater. Process. Technol. 2019, 263, 308–320. [Google Scholar] [CrossRef]
- Zhao, L.; Macías, J.G.S.; Ding, L.; Idrissi, H.; Simar, A. Damage mechanisms in selective laser melted AlSi10Mg under as built and different post-treatment conditions. Mater. Sci. Eng. A 2019, 764, 138210. [Google Scholar] [CrossRef]
- Zhao, L.; Macías, J.G.S.; Dolimont, A.; Simar, A.; Rivière-Lorphèvre, E. Comparison of residual stresses obtained by the crack compliance method for parts produced by different metal additive manufacturing techniques and after friction stir processing. Addit. Manuf. 2020, 36, 101499. [Google Scholar] [CrossRef]
- Rafieazad, M.; Mohammadi, M.; Gerlich, A.; Nasiri, A. Enhancing the corrosion properties of additively manufactured AlSi10Mg using friction stir processing. Corros. Sci. 2021, 178, 109073. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys using selective laser melting. Prog. Mater. Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Suhuddin, U.; Mironov, S.; Sato, Y.; Kokawa, H.; Lee, C.-W. Grain structure evolution during friction-stir welding of AZ31 magnesium alloy. Acta Mater. 2009, 57, 5406–5418. [Google Scholar] [CrossRef]
- Mironov, S.; Sato, Y.; Kokawa, H. Microstructural evolution during friction stir-processing of pure iron. Acta Mater. 2008, 56, 2602–2614. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Razmpoosh, M.H.; Zarei-Hanzaki, A.; Imandoust, A. Effect of the Zener–Hollomon parameter on the microstructure evolution of dual phase TWIP steel subjected to friction stir processing. Mater. Sci. Eng. A 2015, 638, 15–19. [Google Scholar] [CrossRef]
- Xu, S.; Kamado, S.; Honma, T. Recrystallization mechanism and the relationship between grain size and zener–hollomon parameter of mg–al–zn–ca Alloys During Hot Compression. Scr. Mater. 2010, 63, 293–296. [Google Scholar] [CrossRef]
- Commin, L.; Dumont, M.; Masse, J.E.; Barrallier, L. Friction stir welding of AZ31 magnesium alloy rolled sheets: Influence of processing parameters. Acta Mater. 2009, 57, 326–334. [Google Scholar] [CrossRef] [Green Version]
- Meng, X.; Huang, Y.; Cao, J.; Shen, J.; dos Santos, J.F. Recent progress on control strategies for inherent issues in friction stir welding. Prog. Mater. Sci. 2021, 115, 100706. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Laleh, H.M.; Gerami, H.; Hosseinpour, P.; Shabestari, M.J.; Bahari, R. The origin of different microstructural and strengthening mechanisms of copper and brass in their dissimilar friction stir welded joint. Mater. Sci. Eng. A 2018, 735, 336–342. [Google Scholar] [CrossRef]
- Kim, S.; Erb, U.; Aust, K.; Palumbo, G. Grain boundary character distribution and intergranular corrosion behavior in high purity aluminum. Scr. Mater. 2001, 44, 835–839. [Google Scholar] [CrossRef]
- Song, G.-L.; Mishra, R.; Xu, Z. Crystallographic orientation and electrochemical activity of AZ31 Mg alloy. Electrochem. Commun. 2010, 12, 1009–1012. [Google Scholar] [CrossRef]
- Wolf, D. Correlation between energy, surface tension and structure of free surfaces in fcc metals. Surf. Sci. 1990, 226, 389–406. [Google Scholar] [CrossRef]
- Rodríguez, A.M.; Bozzolo, G.; Ferrante, J. Multilayer relaxation and surface energies of fcc and bcc metals using equivalent crystal theory. Surf. Sci. 1993, 289, 100–126. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Euler Angles (°) | Miller Indices (hkl) <uvw> | (111) Pole Figure | ||
|---|---|---|---|---|---|
| φ1 | Φ | φ2 | |||
| 35.26/215.26 | 45 | 0/90 |  | ||
| 125.26 | 90 | 45 | |||
| 144.74 | 45 | 0/90 | |||
| 54.74/234.74 | 90 | 45 | |||
| 0 | 35.26 | 45 | |||
| 180 | 35.26 | 45 | |||
| 0/120/240 | 54.74 | 45 | |||
| 60/180 | 54.74 | 45 | |||
| 90/270 | 45 | 0/90 | |||
| 0/180 | 90 | 45 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Heidarzadeh, A.; Javidani, M.; Mofarrehi, M.; Motalleb-nejad, P.; Mohammadzadeh, R.; Jafarian, H.; Chen, X.-G. Grain Structure Formation and Texture Modification through Multi-Pass Friction Stir Processing in AlSi10Mg Alloy Produced by Laser Powder Bed Fusion. Materials 2023, 16, 944. https://doi.org/10.3390/ma16030944
Heidarzadeh A, Javidani M, Mofarrehi M, Motalleb-nejad P, Mohammadzadeh R, Jafarian H, Chen X-G. Grain Structure Formation and Texture Modification through Multi-Pass Friction Stir Processing in AlSi10Mg Alloy Produced by Laser Powder Bed Fusion. Materials. 2023; 16(3):944. https://doi.org/10.3390/ma16030944
Chicago/Turabian StyleHeidarzadeh, Akbar, Mousa Javidani, Mohammadreza Mofarrehi, Pouyan Motalleb-nejad, Roghayeh Mohammadzadeh, Hamidreza Jafarian, and X.-Grant Chen. 2023. "Grain Structure Formation and Texture Modification through Multi-Pass Friction Stir Processing in AlSi10Mg Alloy Produced by Laser Powder Bed Fusion" Materials 16, no. 3: 944. https://doi.org/10.3390/ma16030944