
Effect of the Texture of the Ultrafine-Grained Ti-6Al-4V Titanium Alloy on Impact Toughness
 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
- 1.
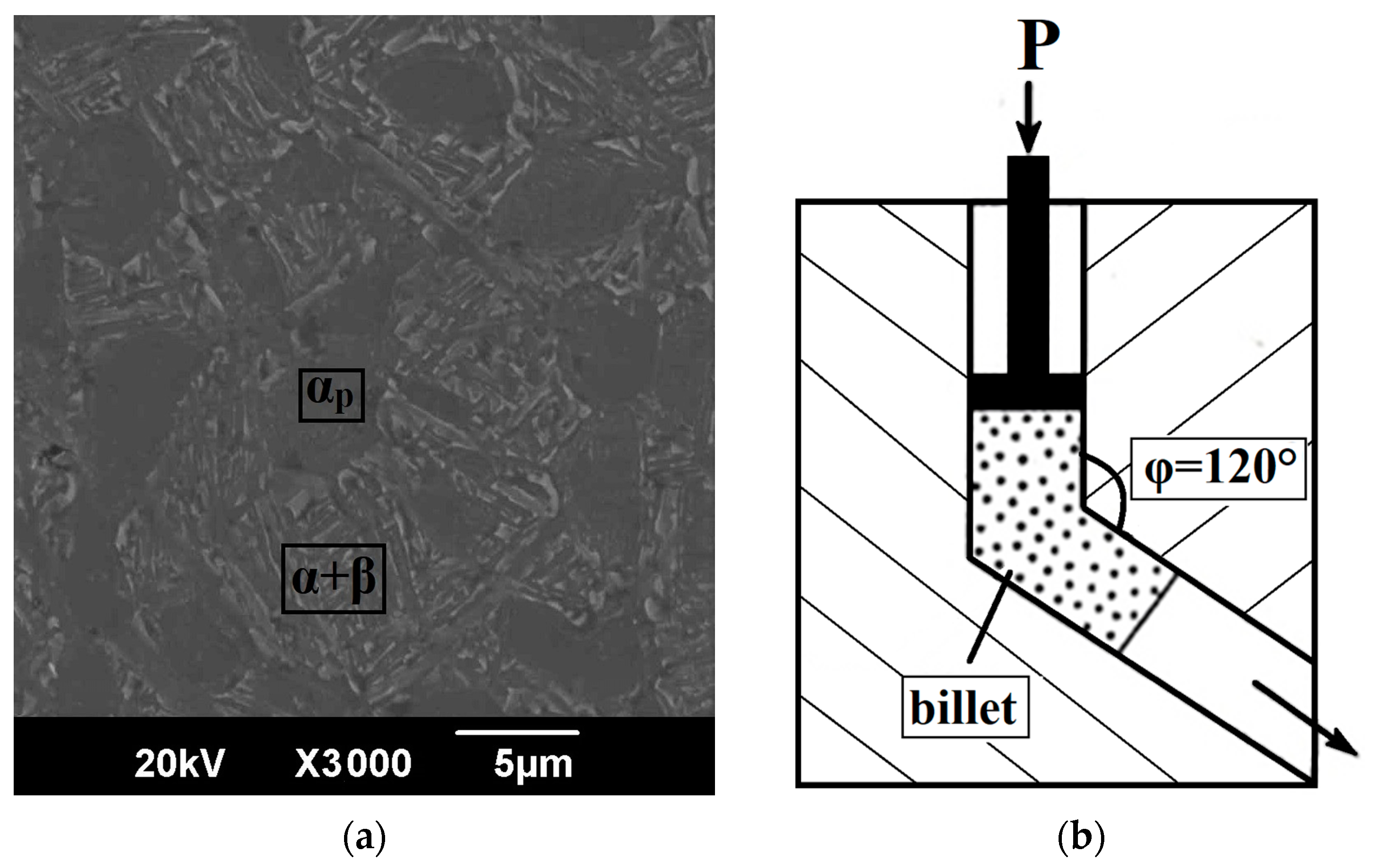
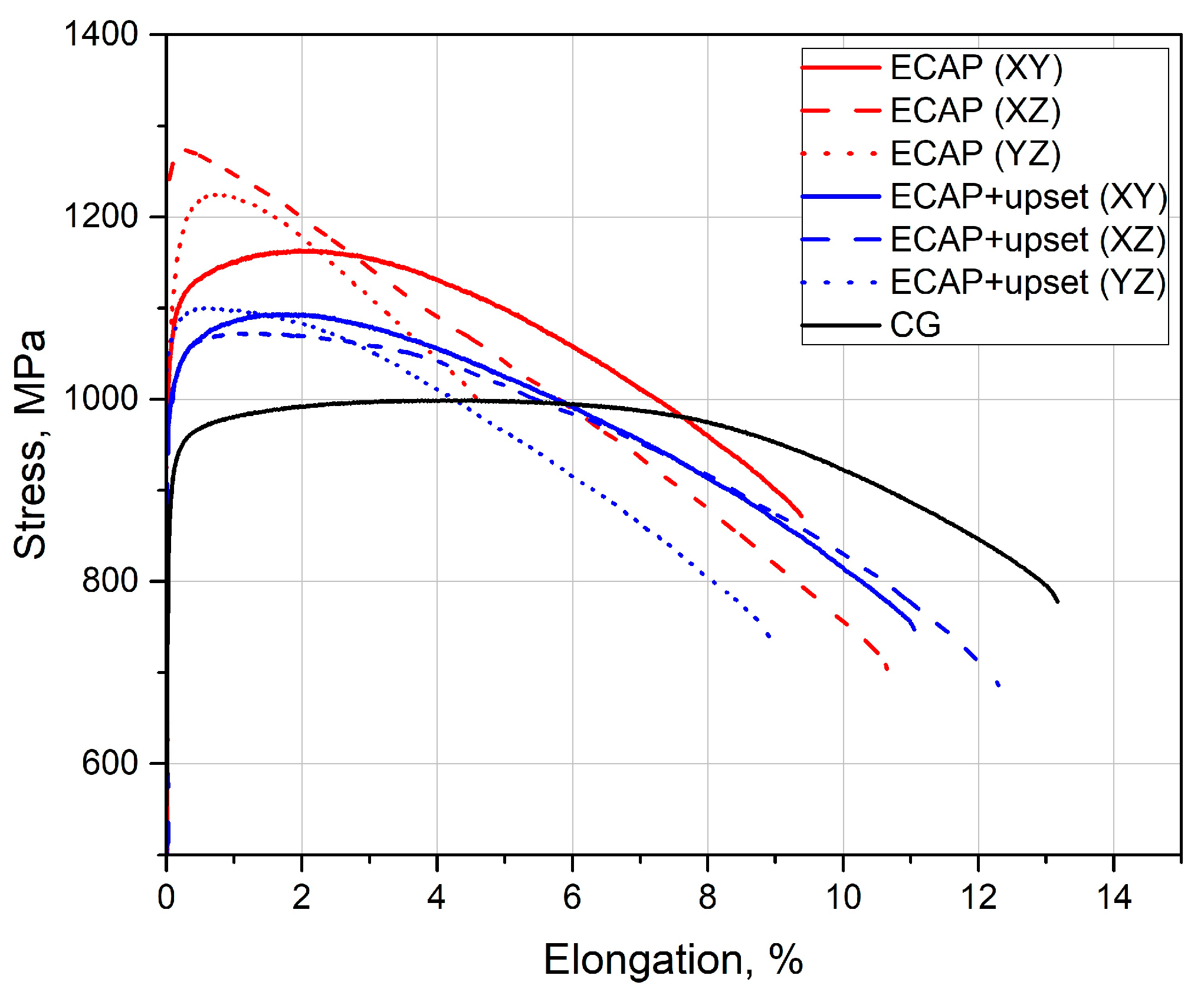
- The formation of UFG states by ECAP results in a decrease in the grain size of the secondary α- and β-phases to 0.4 μm, which provides an increase in UTS to 1150 MPa in the billet’s longitudinal direction. The metallographic and crystallographic texture produced in the process of ECAP leads to a certain anisotropy of strength and ductility.
- 2.
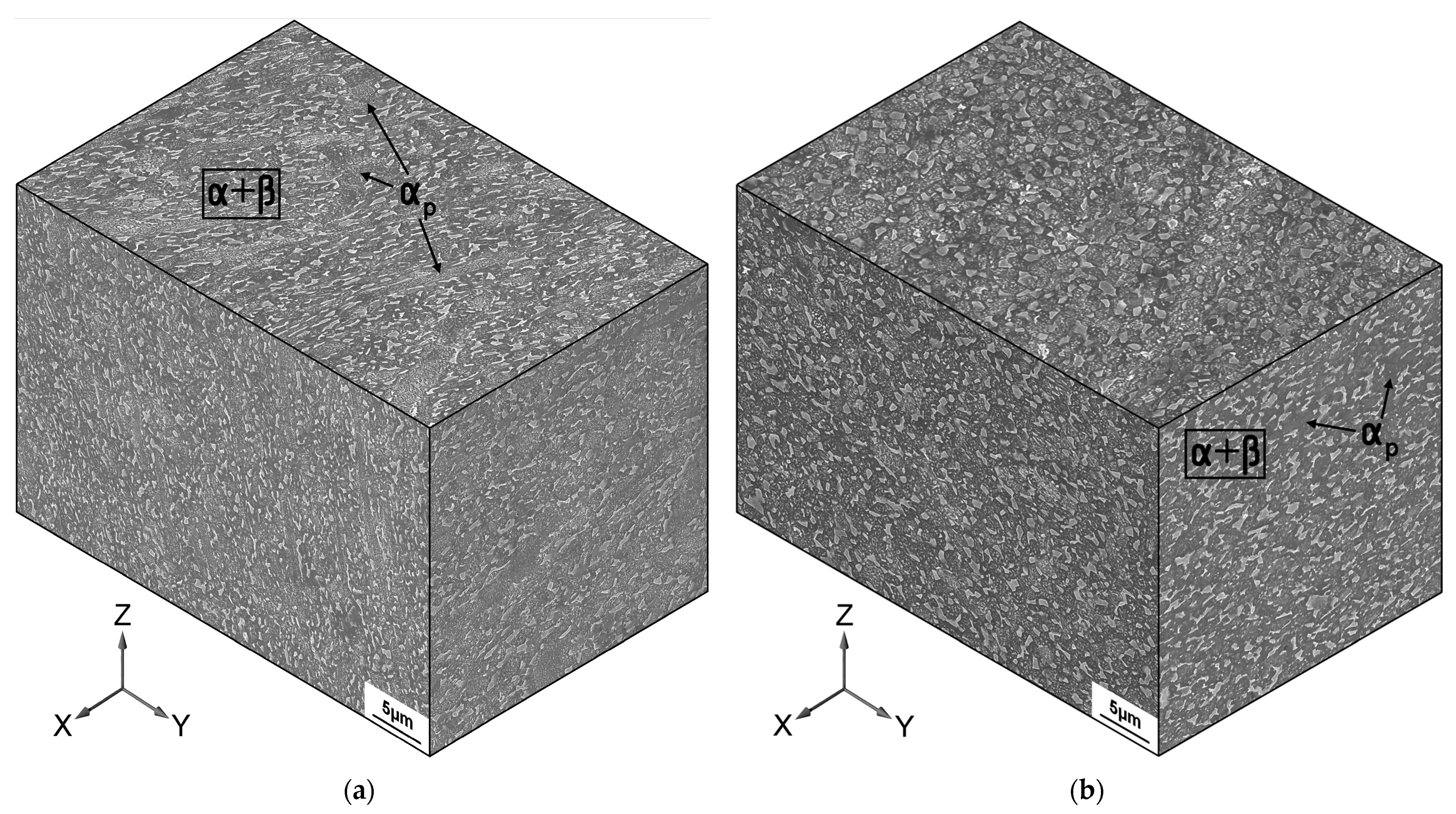
- The simulation of the shape forming process of the UFG material by upsetting leads to the development of recovery and recrystallization processes, an increase in the size of secondary phases to 0.5–1 μm and a decrease in UTS to 1095 MPa in the longitudinal direction. Texture “blurring” leads to a decline in the anisotropy of mechanical properties in the billet.
- 3.
- The impact toughness of the Ti-6Al-4V titanium alloy with a UFG structure after ECAP is 0.42 . An additional upsetting leads to a decrease in impact toughness to 0.32 in the compression direction, but a decline in pole density at an angular distance of 70–90° from the compression axis conditions the preservation of impact toughness at a level of 0.41 .
- 4.
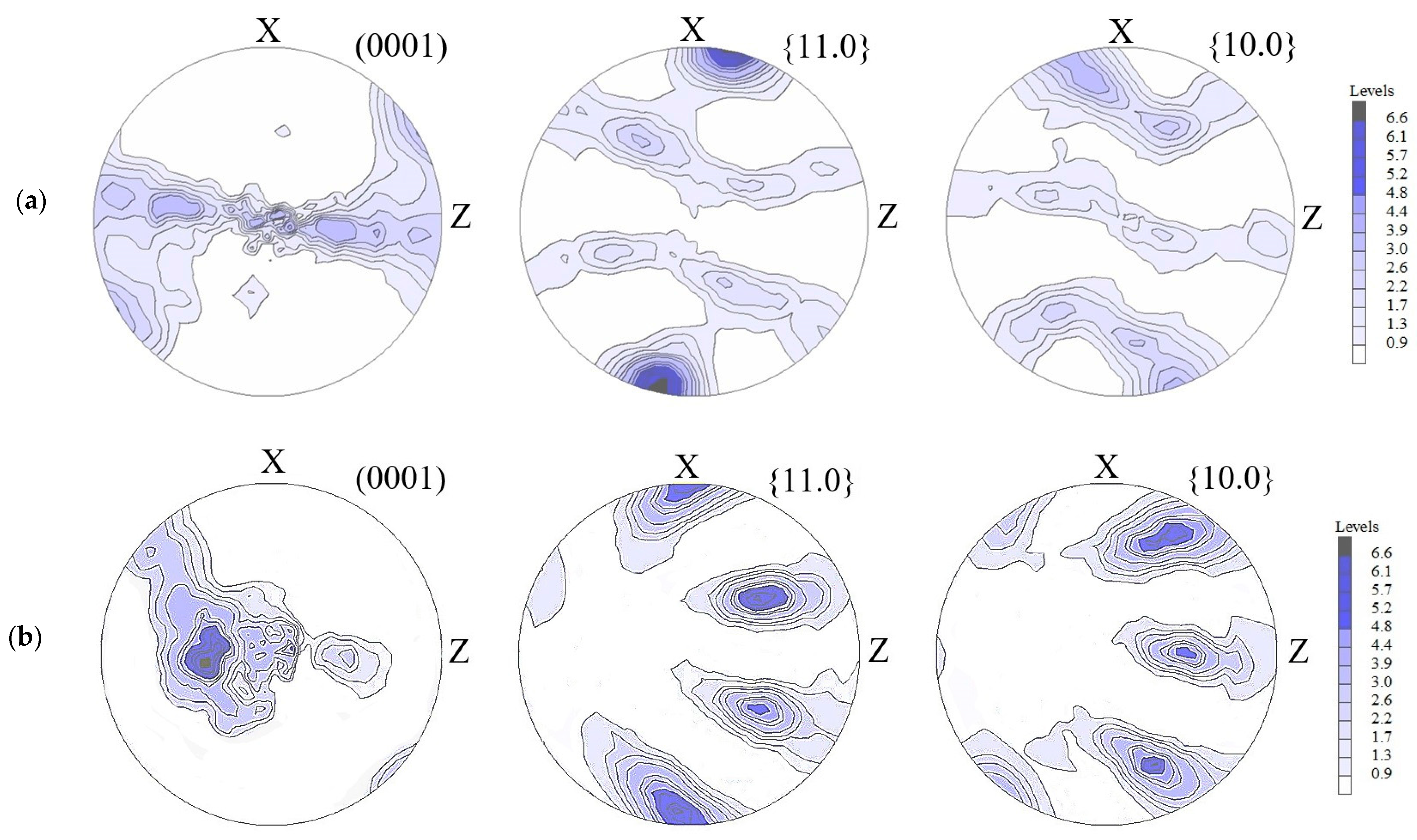
- The effect of crystallographic texture on impact toughness is shown. Texture blurring during upsetting provided an increase in the crack propagation energy. The crack propagation in the Y direction—almost parallel to the axis with an HCP lattice—was impeded due to the absence of easy slip systems. Therefore, the crack is forced to bend and change its direction via more favorable orientations, which resulted in the highest crack propagation energy value of 7.0 J.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zherebtsov, S.; Salishchev, G. Production, Properties and Application of Ultrafine-Grained Titanium Alloys. Mater. Sci. Forum 2016, 838–839, 294–301. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Parfenov, E.V.; Parfenova, L.V. Developing Nanostructured Metals for Manufacturing of Medical Implants with Improved Design and Biofunctionality. Mater. Trans. 2019, 60, 1356–1366. [Google Scholar] [CrossRef]
- Meyers, M.A.; Mishra, A.; Benson, D.J. Mechanical Properties of Nanocrystalline Materials. Prog. Mater. Sci. 2006, 51, 427–556. [Google Scholar] [CrossRef]
- Kim, W.-J.; Hyun, C.-Y.; Kim, H.-K. Fatigue Strength of Ultrafine-Grained Pure Ti after Severe Plastic Deformation. Scr. Mater. 2006, 54, 1745–1750. [Google Scholar] [CrossRef]
- Huang, Y.; Langdon, T.G. Advances in Ultrafine-Grained Materials. Mater. Today 2013, 16, 85–93. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Fatigue Behaviour of Light Alloys with Ultrafine Grain Structure Produced by Severe Plastic Deformation: An Overview. Int. J. Fatigue 2010, 32, 898–907. [Google Scholar] [CrossRef]
- Edalati, K.; Bachmaier, A.; Beloshenko, V.A.; Beygelzimer, Y.; Blank, V.D.; Botta, W.J.; Bryła, K.; Čížek, J.; Divinski, S.; Enikeev, N.A.; et al. Nanomaterials by Severe Plastic Deformation: Review of Historical Developments and Recent Advances. Mater. Res. Lett. 2022, 10, 163–256. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Fagin, P.N.; Betten, J.F.; Zane, A.P.; Ghosh, A.K.; Sargent, G.A. Plastic Flow and Microstructure Evolution during Low-Temperature Superplasticity of Ultrafine Ti-6Al-4V Sheet Material. Metall. Mater. Trans. A 2010, 41, 499–512. [Google Scholar] [CrossRef]
- Zherebtsov, S.V.; Kudryavtsev, E.A.; Salishchev, G.A.; Straumal, B.B.; Semiatin, S.L. Microstructure Evolution and Mechanical Behavior of Ultrafine Ti 6Al 4V during Low-Temperature Superplastic Deformation. Acta Mater. 2016, 121, 152–163. [Google Scholar] [CrossRef]
- Semenova, I.P.; Dyakonov, G.S.; Raab, G.I.; Grishina, Y.F.; Huang, Y.; Langdon, T.G. Features of Duplex Microstructural Evolution and Mechanical Behavior in the Titanium Alloy Processed by Equal-Channel Angular Pressing. Adv. Eng. Mater. 2018, 20, 1700813. [Google Scholar] [CrossRef] [Green Version]
- Hohenwarter, A.; Pippan, R. Influence of Processing Route on the Fracture Resistance of Equal Channel Angular Pressing Deformed Iron. Adv. Eng. Mater. 2023, 25, 2201011. [Google Scholar] [CrossRef]
- Sabirov, I.; Valiev, R.Z.; Pippan, R. About Application of Three Dimensional Analyses of Fracture Surfaces in Fracture Study on Nanostructured Titanium. Comput. Mater. Sci. 2013, 76, 72–79. [Google Scholar] [CrossRef]
- Hohenwarter, A.; Pippan, R. Fracture of ECAP-Deformed Iron and the Role of Extrinsic Toughening Mechanisms. Acta Mater. 2013, 61, 2973–2983. [Google Scholar] [CrossRef]
- Ritchie, R.O. The Conflicts between Strength and Toughness. Nat. Mater. 2011, 10, 817–822. [Google Scholar] [CrossRef]
- Wang, L.; Wang, X.; Zhang, L.-C.; Lu, W. Ultrafine Processing of (TiB + TiC)/TC18 Composites Processed by ECAP via Bc Route. Mater. Sci. Eng. A 2015, 645, 99–108. [Google Scholar] [CrossRef]
- Ma, E. Instabilities and Ductility of Nanocrystalline and Ultrafine-Grained Metals. Scr. Mater. 2003, 49, 663–668. [Google Scholar] [CrossRef]
- Sitdikov, V.D.; Alexandrov, I.V.; Ganiev, M.M.; Fakhretdinova, E.I.; Raab, G.I. Effect of temperature on the evolution of structure, crystallographic texture and the anisotropy of strength properties in the Ti Grade 4 alloy during continuous ECAP. Rev. Adv. Mater. Sci. 2015, 41, 44–51. [Google Scholar]
- Stolyarov, V.V.; Zhu, Y.T.; Alexandrov, I.V.; Lowe, T.C.; Valiev, R.Z. Influence of ECAP Routes on the Microstructure and Properties of Pure Ti. Mater. Sci. Eng. A 2001, 299, 59–67. [Google Scholar] [CrossRef]
- Wagner, F.; Ouarem, A.; Richeton, T.; Toth, L.S. Improving Mechanical Properties of Cp Titanium by Heat Treatment Optimization. Adv. Eng. Mater. 2018, 20, 1700237. [Google Scholar] [CrossRef]
- Richeton, T.; Wagner, F.; Chen, C.; Toth, L. Combined Effects of Texture and Grain Size Distribution on the Tensile Behavior of α-Titanium. Materials 2018, 11, 1088. [Google Scholar] [CrossRef]
- Bache, M.R.; Evans, W.J. Impact of Texture on Mechanical Properties in an Advanced Titanium Alloy. Mater. Sci. Eng. A 2001, 319–321, 409–414. [Google Scholar] [CrossRef]
- Semenova, I.P.; Polyakov, A.V.; Polyakova, V.V.; Grishina, Y.F.; Huang, Y.; Valiev, R.Z.; Langdon, T.G. Mechanical Behavior and Impact Toughness of the Ultrafine-Grained Grade 5 Ti Alloy Processed by ECAP. Mater. Sci. Eng. A 2017, 696, 166–173. [Google Scholar] [CrossRef]
- Moreno-Valle, E.C.; Pachla, W.; Kulczyk, M.; Savoini, B.; Monge, M.A.; Ballesteros, C.; Sabirov, I. Anisotropy of Uni-Axial and Bi-Axial Deformation Behavior of Pure Titanium after Hydrostatic Extrusion. Mater. Sci. Eng. A 2013, 588, 7–13. [Google Scholar] [CrossRef]
- Pecharsky, V.K.; Zavalij, P.Y. Fundamentals of Powder Diffraction and Structural Characterization of Materials; Springer: Boston, MA, USA, 2009; ISBN 978-0-387-09578-3. [Google Scholar]
- Isaenkova, M.; Perlovich, Y.; Fesenko, V. Modern Methods of Experimental Construction of Texture Complete Direct Pole Figures by Using X-Ray Data. IOP Conf. Ser. Mater. Sci. Eng. 2016, 130, 012055. [Google Scholar] [CrossRef]
- Perlovich, Y.A.; Isaenkova, M.G.; Krymskaya, O.A.; Fesenko, V.A.; Babich, Y.A. Optimization of the Procedure for Determining Integral Texture Parameters of Products from Zirconium-Based Alloys Using the Orientation Distribution Function. IOP Conf. Ser. Mater. Sci. Eng. 2016, 130, 012056. [Google Scholar] [CrossRef]
- Pawlik, K. Determination of the orientation distribution function from pole figures in arbitrarily defined cells. Phys. Status Solid B 1986, 134, 477–483. [Google Scholar] [CrossRef]
- Naydenkin, E.V.; Mishin, I.P.; Ratochka, I.V.; Lykova, O.N. The Effect of Chemical and Phase Composition on Mechanical Properties and Thermal Stability of Ultrafine-Grained Titanium Alloys. AIP Conf. Proc. 2019, 2167, 020239. [Google Scholar] [CrossRef]
- Sabirov, I.; Perez-Prado, M.T.; Molina-Aldareguia, J.M.; Semenova, I.P.; Salimgareeva, G.K.; Valiev, R.Z. Anisotropy of Mechanical Properties in High-Strength Ultra-Fine-Grained Pure Ti Processed via a Complex Severe Plastic Deformation Route. Scr. Mater. 2011, 64, 69–72. [Google Scholar] [CrossRef]
- Yapici, G.G.; Karaman, I.; Maier, H.J. Mechanical Flow Anisotropy in Severely Deformed Pure Titanium. Mater. Sci. Eng. A 2006, 434, 294–302. [Google Scholar] [CrossRef]
- Perlovich, Y.; Isaenkova, M.; Fesenko, V.; Grekhov, M.; Alexandrov, I.V.; Beyerlein, I.J. Formation of Texture and Structure in Rods of Copper and Titanium under Equal-Channel Angular Pressing. Mater. Sci. Forum 2006, 503–504, 853–858. [Google Scholar] [CrossRef]
- Perlovich, Y.; Isaenkova, M.; Fesenko, V.; Grekhov, M.; Yu, S.H.; Hwang, S.K.; Shin, D.H. Features of Texture and Structure Development in Zirconium under Equal Channel Angular Pressing. Mater. Sci. Forum 2006, 503–504, 859–864. [Google Scholar] [CrossRef]
- Kocks, U.F.; Tomé, C.N.; Wenk, H.-R. Texture and Anisotropy: Preffered Orientations in Polycrystals and Their Effect on Materials Properties; Cambridge University Press: Cambridge, UK, 1998; ISBN 978-0-521-46516-8. [Google Scholar]
- Perlovich, Y.A.; Isaenkova, M.G.; Grekhov, M.M.; Tkhaik, T.Z.; Filippov, V.B.; Shtutsa, M.G.; Kropachev, S.Y.; Akhtonov, S.G.; Khomutskaya, N.A.; Kabanov, A.A.; et al. Mechanisms of Plastic Deformation of Zirconium-Based Alloys upon Uniaxial Compression under Different Temperature-Rate Conditions. Phys. Met. Metallogr. 2006, 102, 637–645. [Google Scholar] [CrossRef]
- Bian, N.; Li, F.; Du, H.; Niu, W.; Chen, Z. Effect Mechanism of Texture Orientation on Mechanical Properties and Hall-Petch Relationship of CVCDE AZ31 Magnesium Alloy via Crystal Plastic Finite Element Method (CPFEM). J. Alloys Compd. 2022, 923, 166248. [Google Scholar] [CrossRef]
- Huang, X.; Hansen, N.; Tsuji, N. Hardening by Annealing and Softening by Deformation in Nanostructured Metals. Science 2006, 312, 249–251. [Google Scholar] [CrossRef]
- Semenova, I.P.; Modina, J.M.; Polyakov, A.V.; Klevtsov, G.V.; Klevtsova, N.A.; Pigaleva, I.N.; Valiev, R.Z.; Langdon, T.G. Fracture Toughness at Cryogenic Temperatures of Ultrafine-Grained Ti-6Al-4V Alloy Processed by ECAP. Mater. Sci. Eng. A 2018, 716, 260–267. [Google Scholar] [CrossRef]
- Valiev, R.Z. On Grain Boundary Engineering of UFG Metals and Alloys for Enhancing Their Properties. Mater. Sci. Forum 2008, 584–586, 22–28. [Google Scholar] [CrossRef]
- Shi, X.; Zeng, W.; Zhao, Q. The Effects of Lamellar Features on the Fracture Toughness of Ti-17 Titanium Alloy. Mater. Sci. Eng. A 2015, 636, 543–550. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| State | Vα-Ti Phase, % wt. | V β-Ti Phase, % wt. | KCV, | Impact Energy, A, J | Ai, J | Ap, J | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| Coarse-grained (CG) | 90 | 10 | 990 ± 20 | 920 ± 20 | 13.0 ± 1.0 | 4.5 ± 0.5 | 0.49 ± 0.03 | 39.0 ± 1.0 | 15.0 ± 1.5 | 24.0 ± 1.0 |
| UFG ECAP (XY) | 79 | 21 | 1150 ± 17 | 1100 ± 15 | 10.1 ± 1.9 | 2.0 ± 0.5 | - | |||
| UFG ECAP (XZ) | 80 | 20 | 1252 ± 22 | 1250 ± 24 | 10.4 ± 1.1 | 0.3 ± 0.1 | - | |||
| UFG ECAP (YZ) | 85 | 15 | 1248 ± 26 | 1220 ± 36 | 4.5 ± 1.3 | 0.6 ± 0.1 | 0.42 ± 0.05 | 32.4 ± 0.5 | 27.9 ± 1.5 | 4.5 ± 1.5 |
| UFG ECAP + upsetting (XY) | 80 | 20 | 1095 ± 17 | 1030 ± 28 | 11.5 ± 1.4 | 1.9 ± 0.2 | - | |||
| UFG ECAP + upsetting (XZ) | 78 | 22 | 1080 ± 9 | 1040 ± 15 | 12.2 ± 1.5 | 1.1 ± 0.3 | 0.32 ± 0.04(along the Z axis) | 26.4 ± 2.5 | 20.4 ± 1.0 | 6.0 ± 2.7 |
| UFG ECAP + upsetting (YZ) | 82 | 18 | 1090 ± 21 | 1065 ± 27 | 9.0 ± 0.1 | 0.7 ± 0.2 | 0.41 ± 0.10(along the Y axis) | 33.4 ± 5.5 | 26.4 ± 5.2 | 7.0 ± 2.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Modina, I.M.; Dyakonov, G.S.; Stotskiy, A.G.; Yakovleva, T.V.; Semenova, I.P. Effect of the Texture of the Ultrafine-Grained Ti-6Al-4V Titanium Alloy on Impact Toughness. Materials 2023, 16, 1318. https://doi.org/10.3390/ma16031318
Modina IM, Dyakonov GS, Stotskiy AG, Yakovleva TV, Semenova IP. Effect of the Texture of the Ultrafine-Grained Ti-6Al-4V Titanium Alloy on Impact Toughness. Materials. 2023; 16(3):1318. https://doi.org/10.3390/ma16031318
Chicago/Turabian StyleModina, Iuliia M., Grigory S. Dyakonov, Andrey G. Stotskiy, Tatyana V. Yakovleva, and Irina P. Semenova. 2023. "Effect of the Texture of the Ultrafine-Grained Ti-6Al-4V Titanium Alloy on Impact Toughness" Materials 16, no. 3: 1318. https://doi.org/10.3390/ma16031318