


A Comparison of Microstructure and Microhardness Properties of IN718 Fabricated via Powder- and Wire-Fed Laser-Directed Energy Deposition

Abstract
:1. Introduction
2. Experimental Details
2.1. Materials: Virgin Powder and Wire
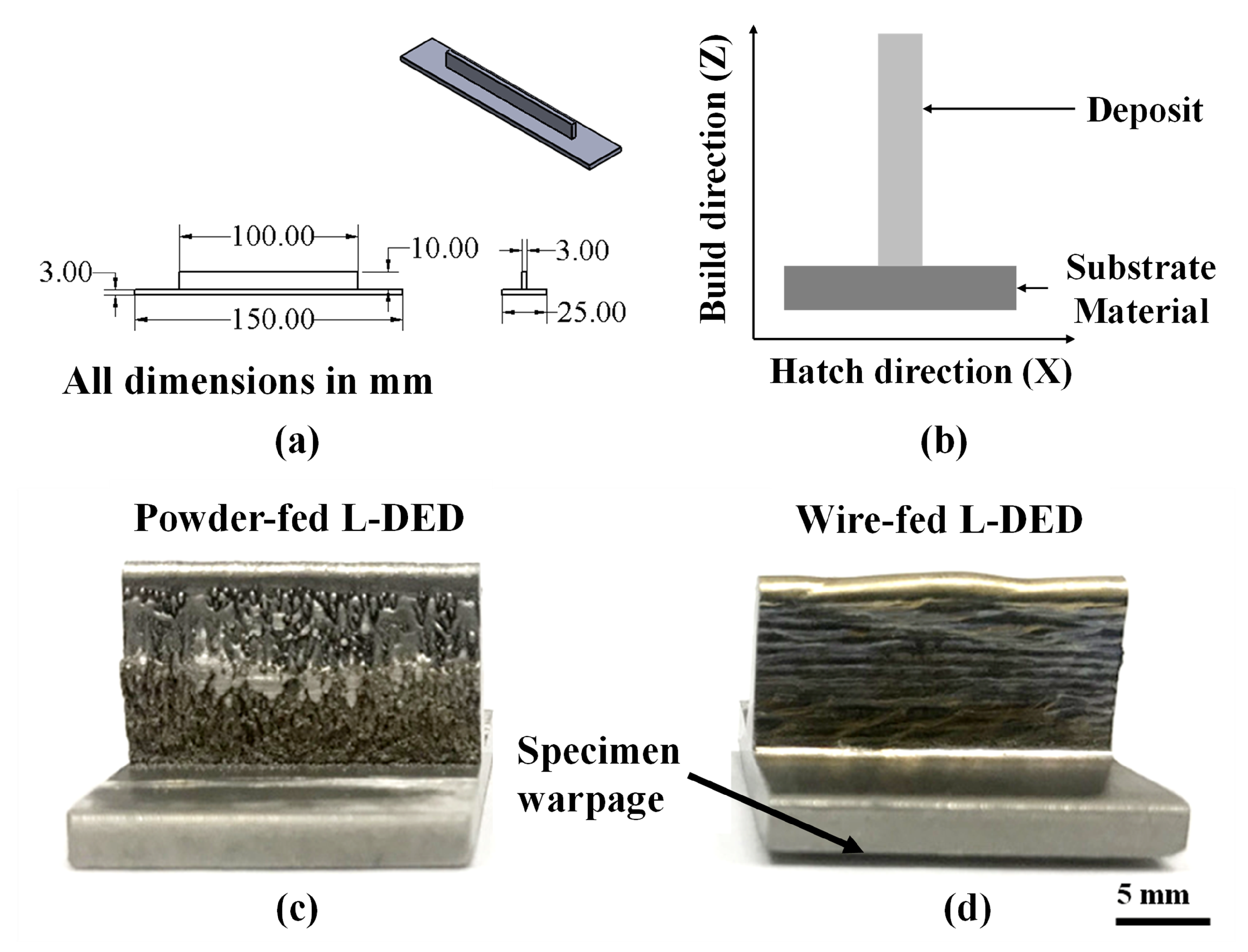
2.2. Manufacturing Methods
2.3. Characterization Methods
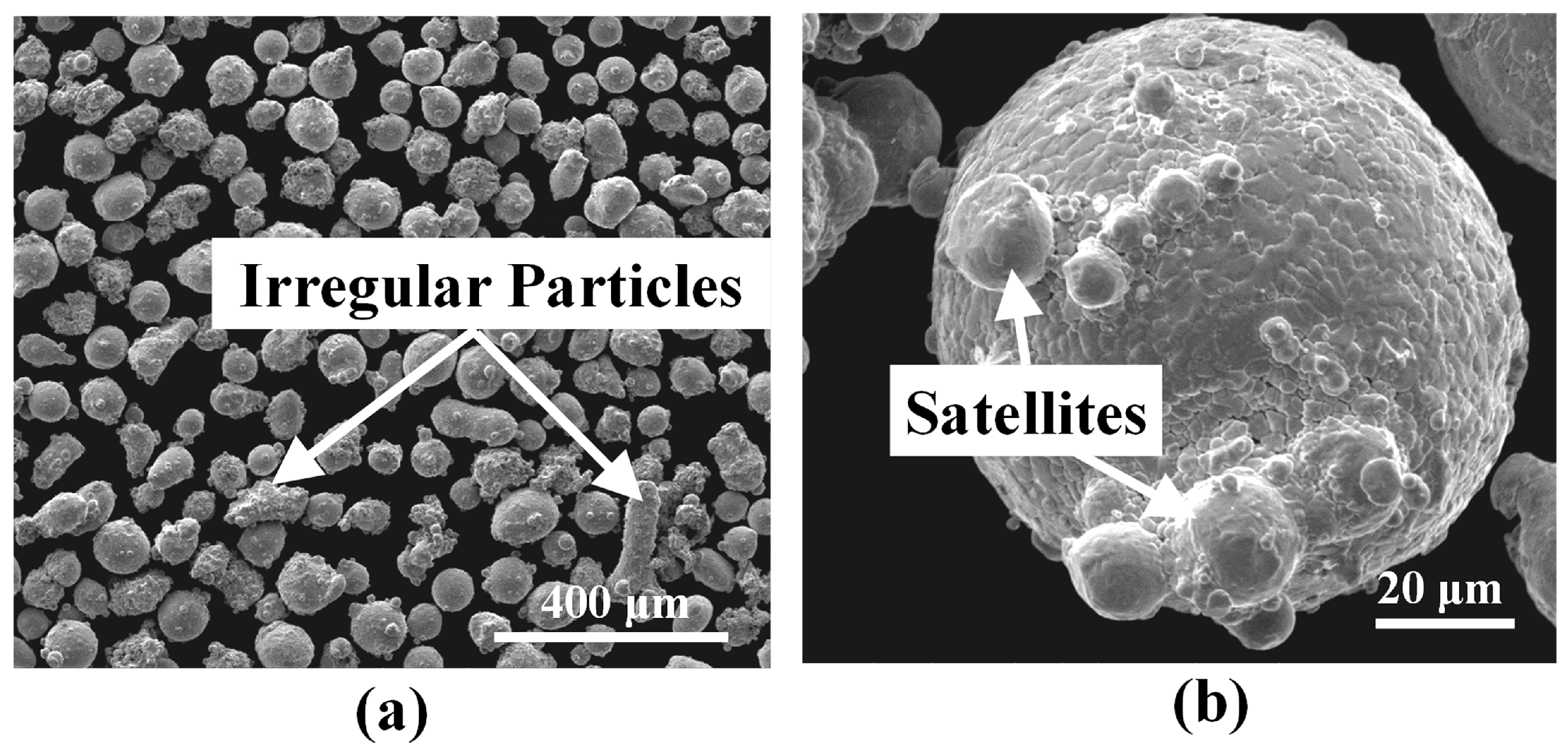
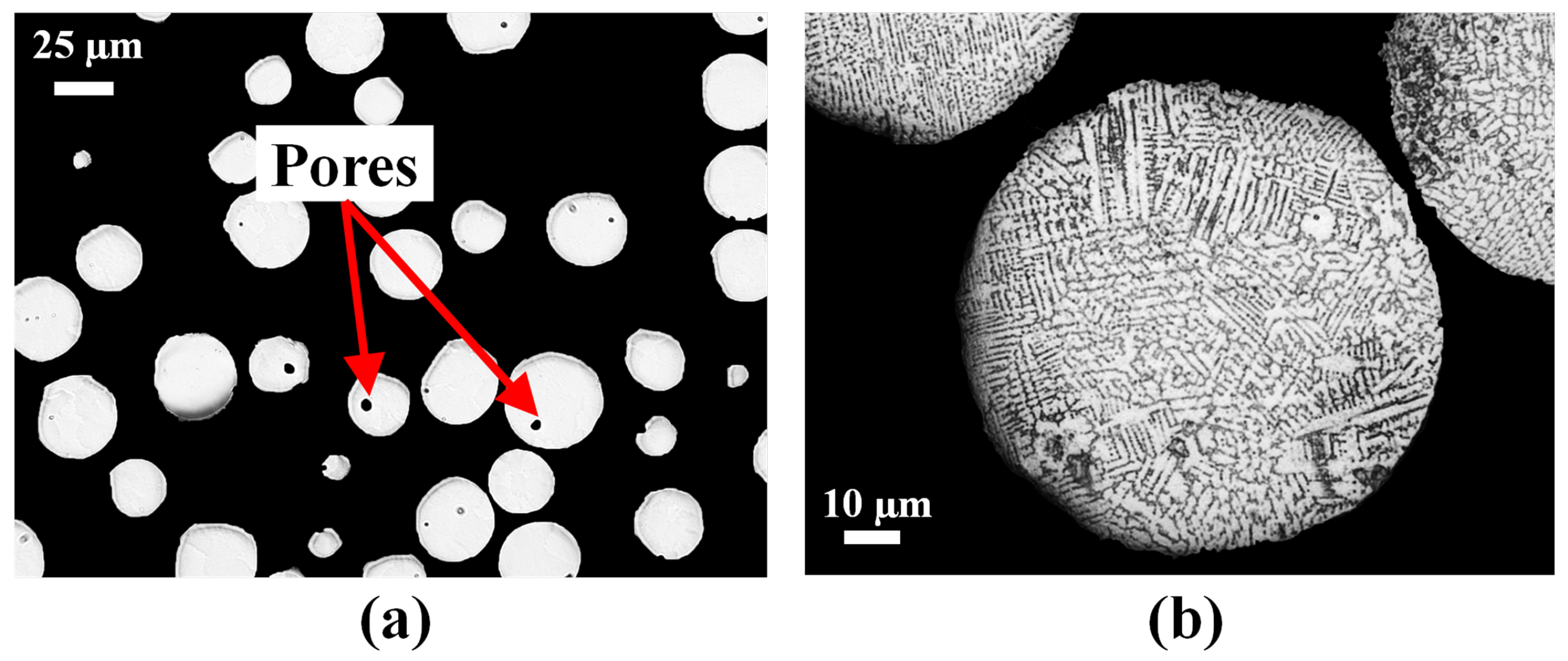
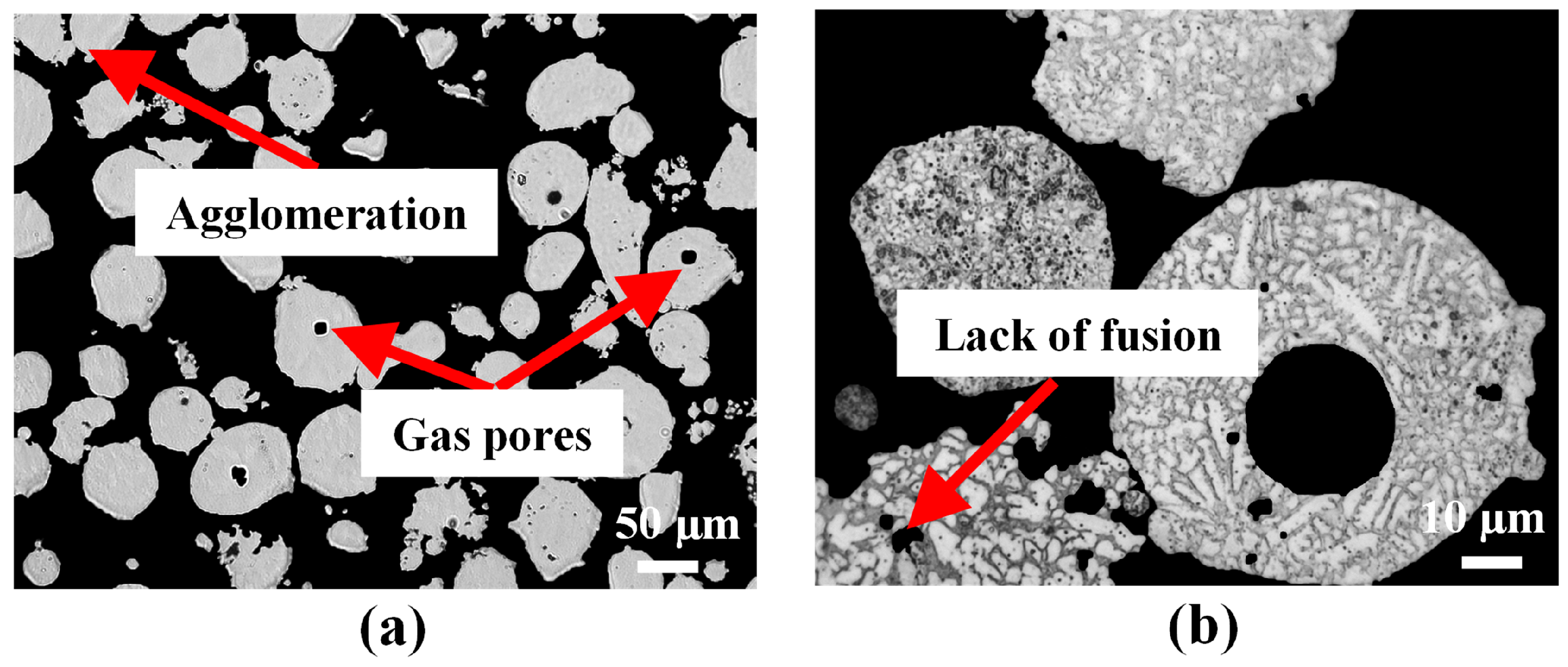
2.4. Materials: Used Powder
3. Results and Discussion
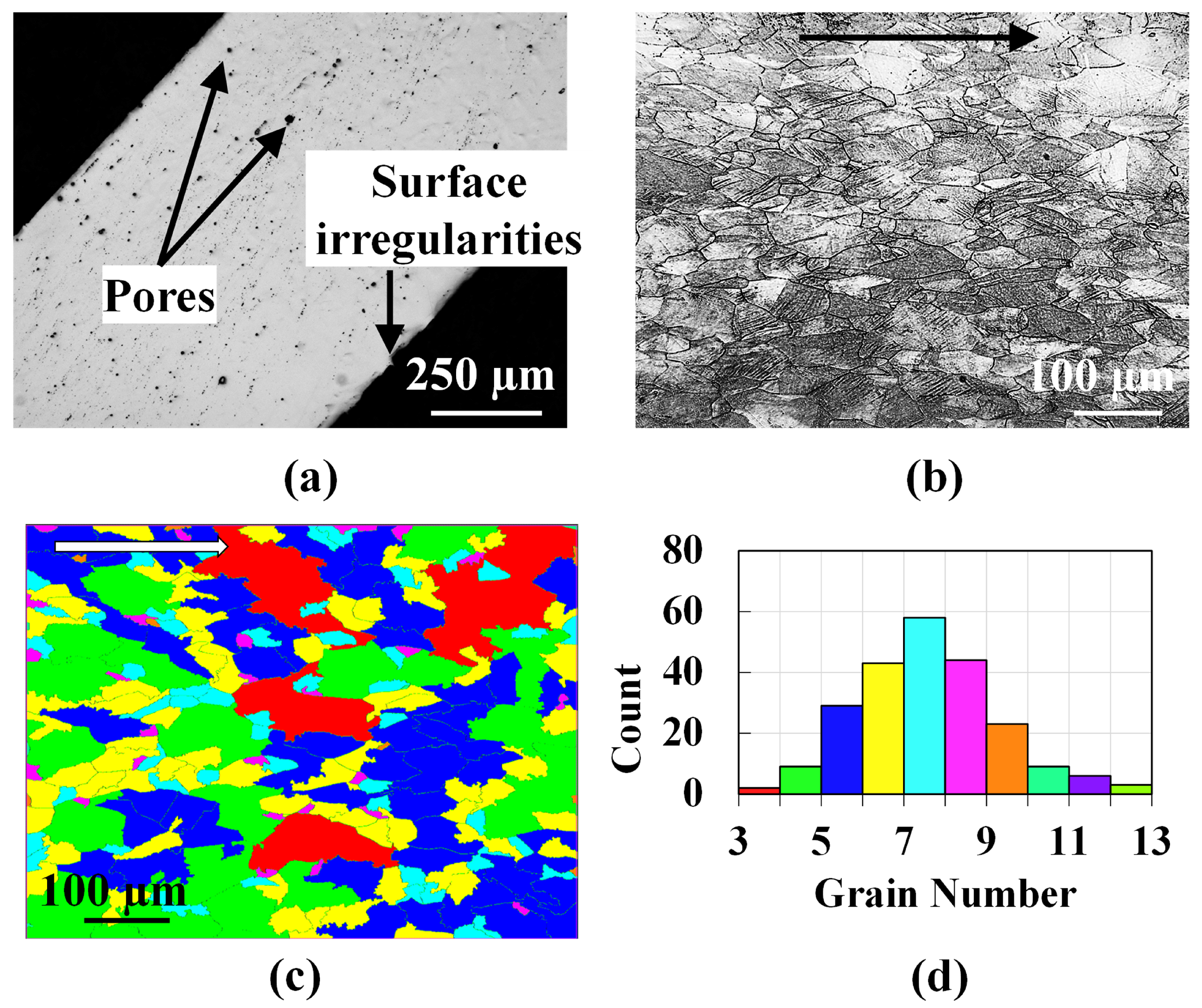
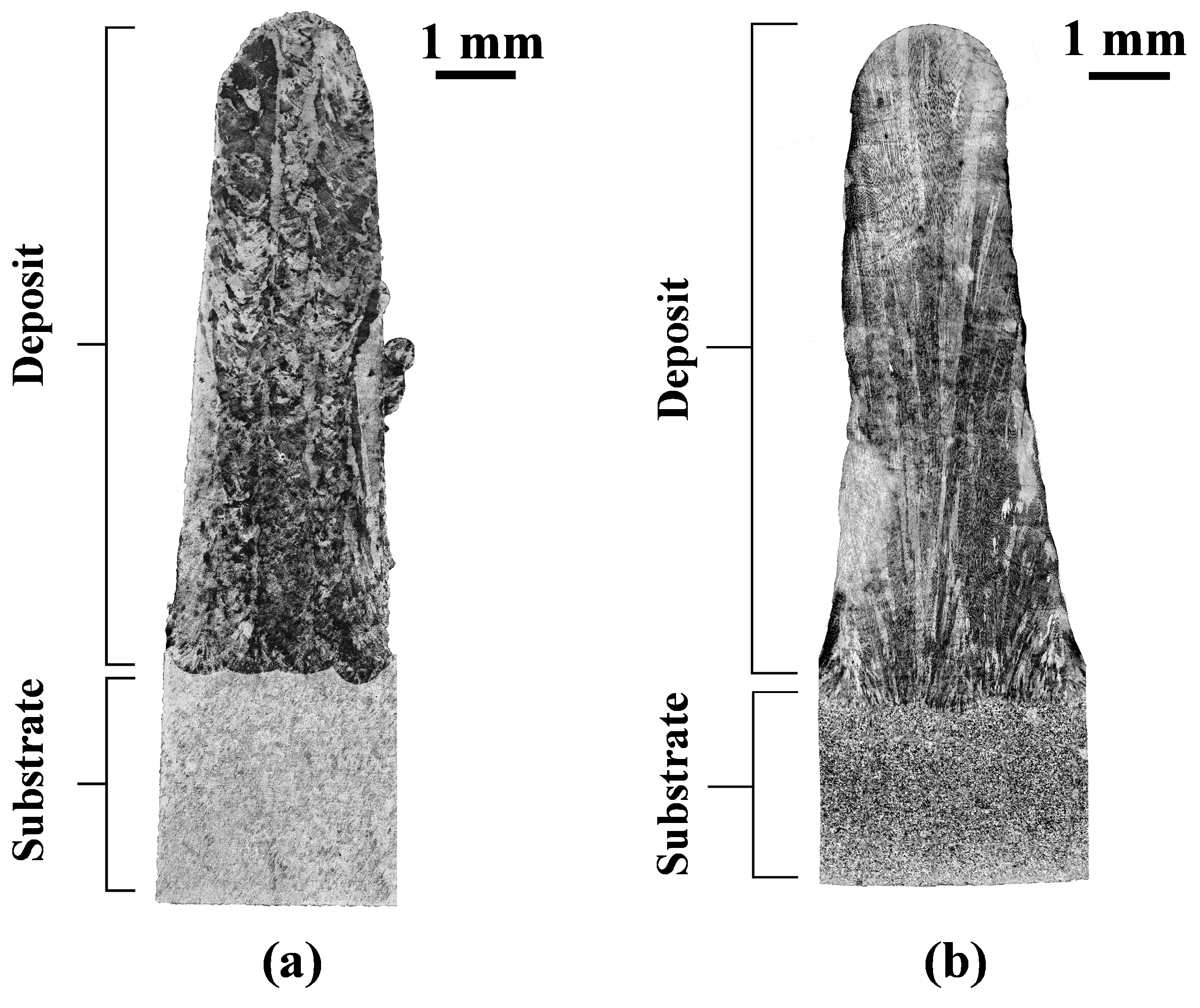
3.1. Investigation of the Deposits Using OM
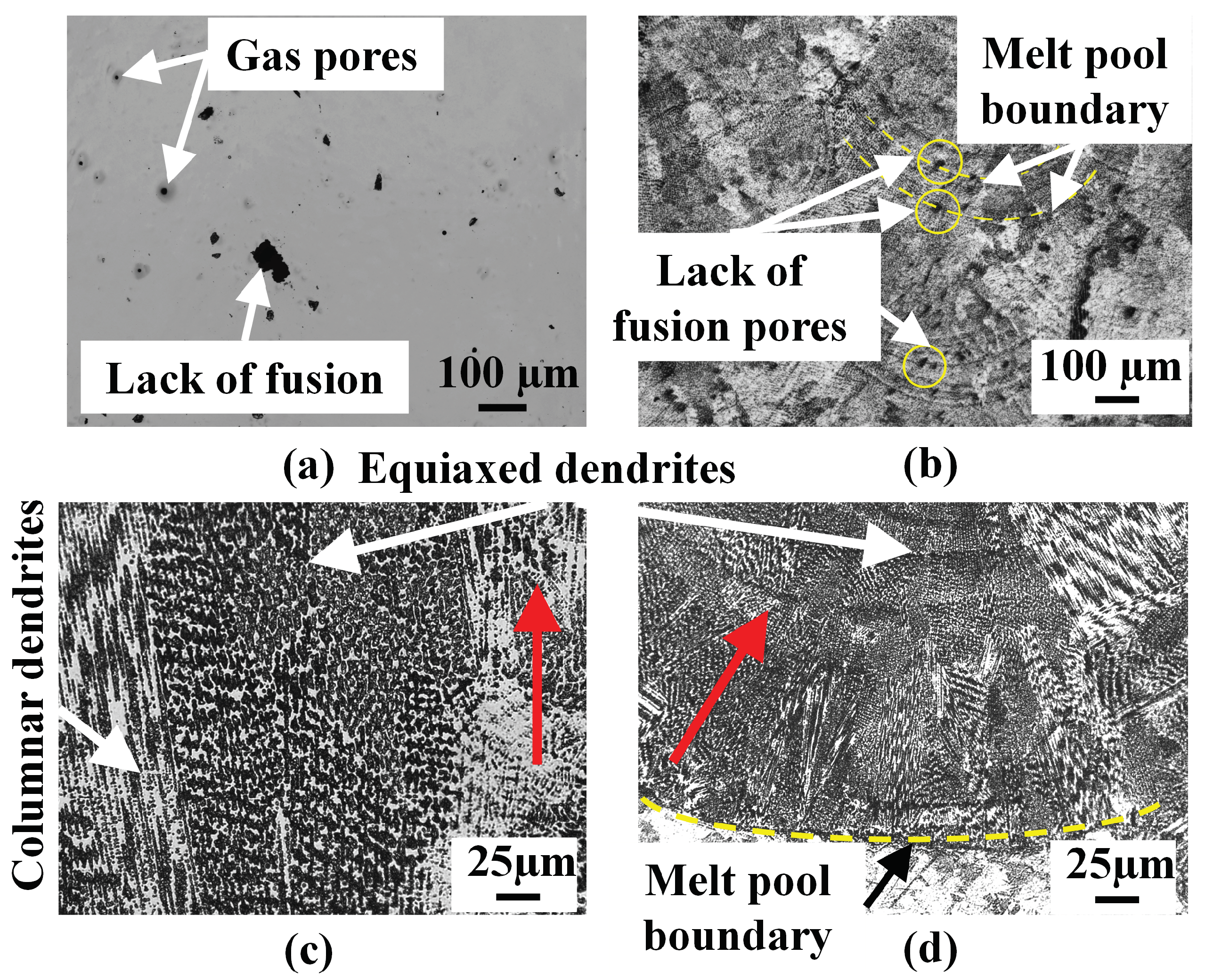
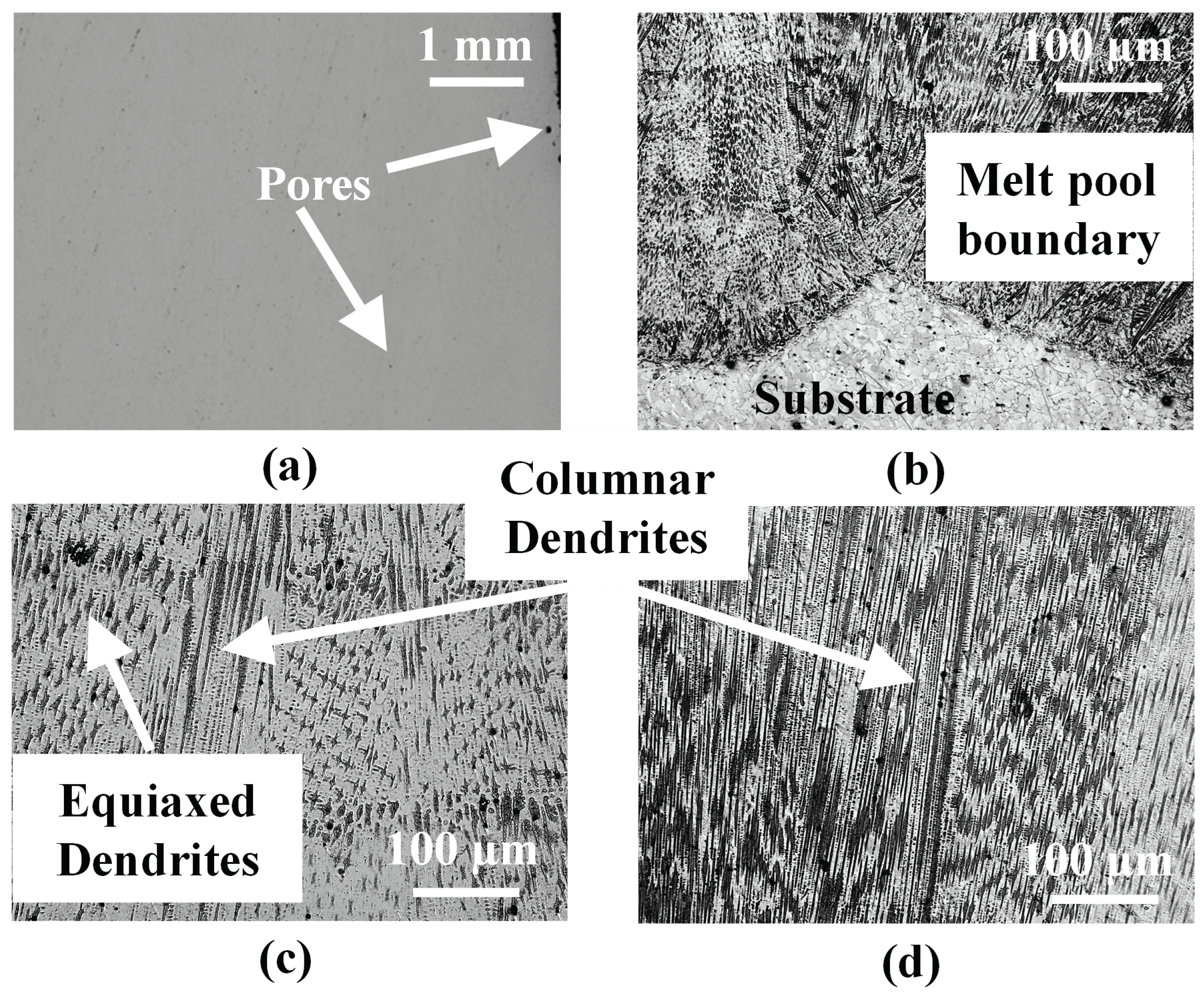
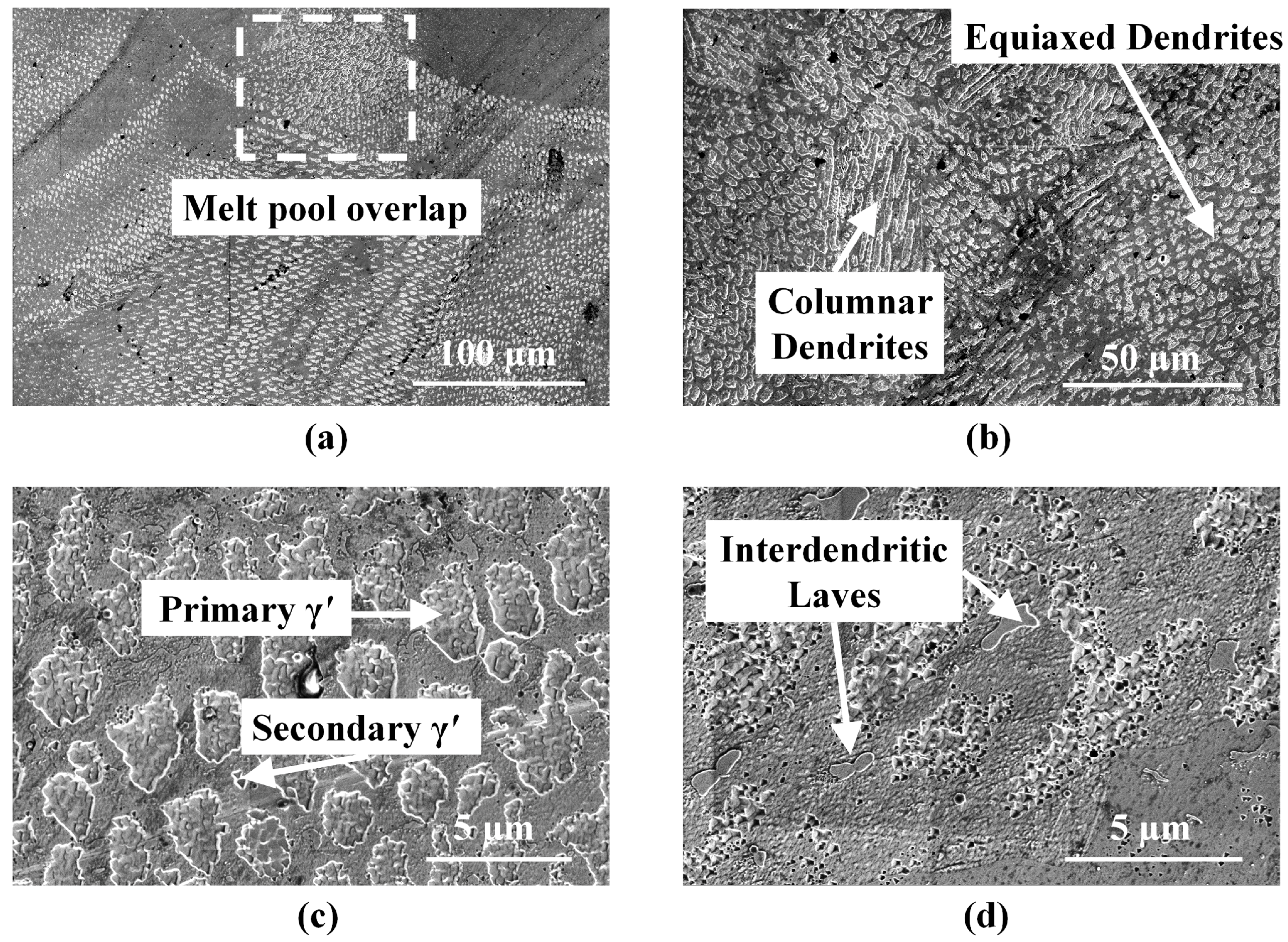
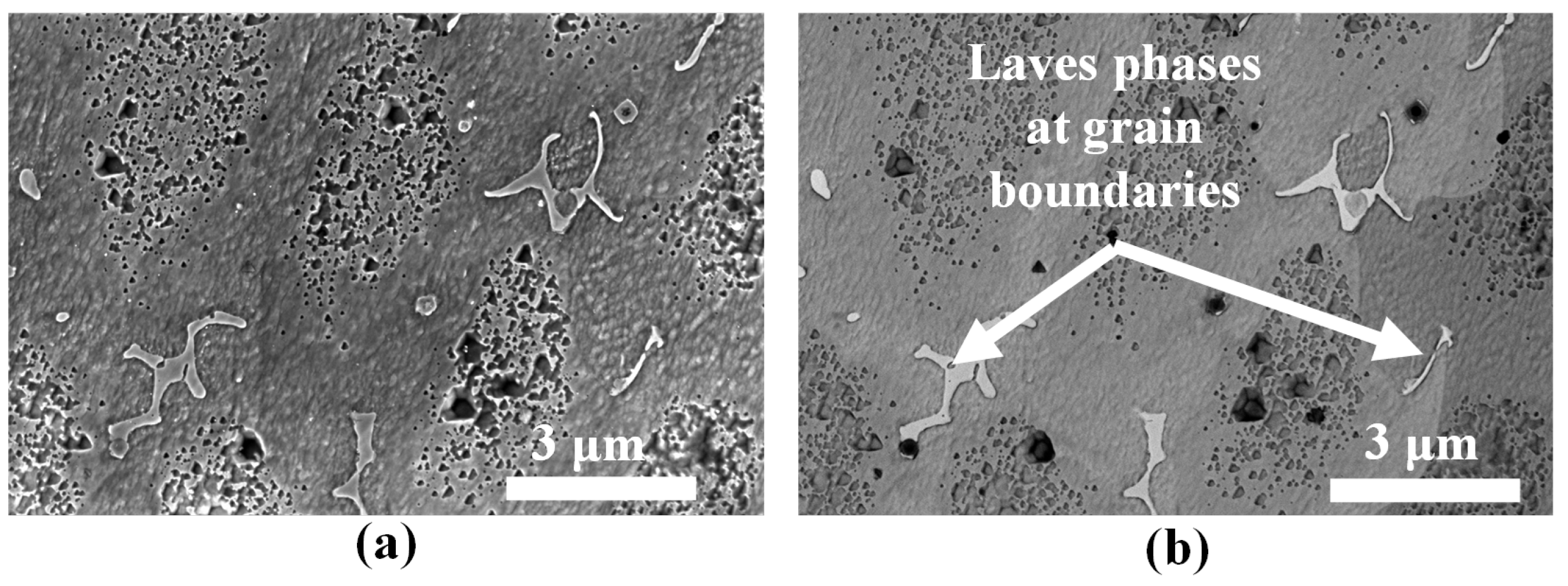
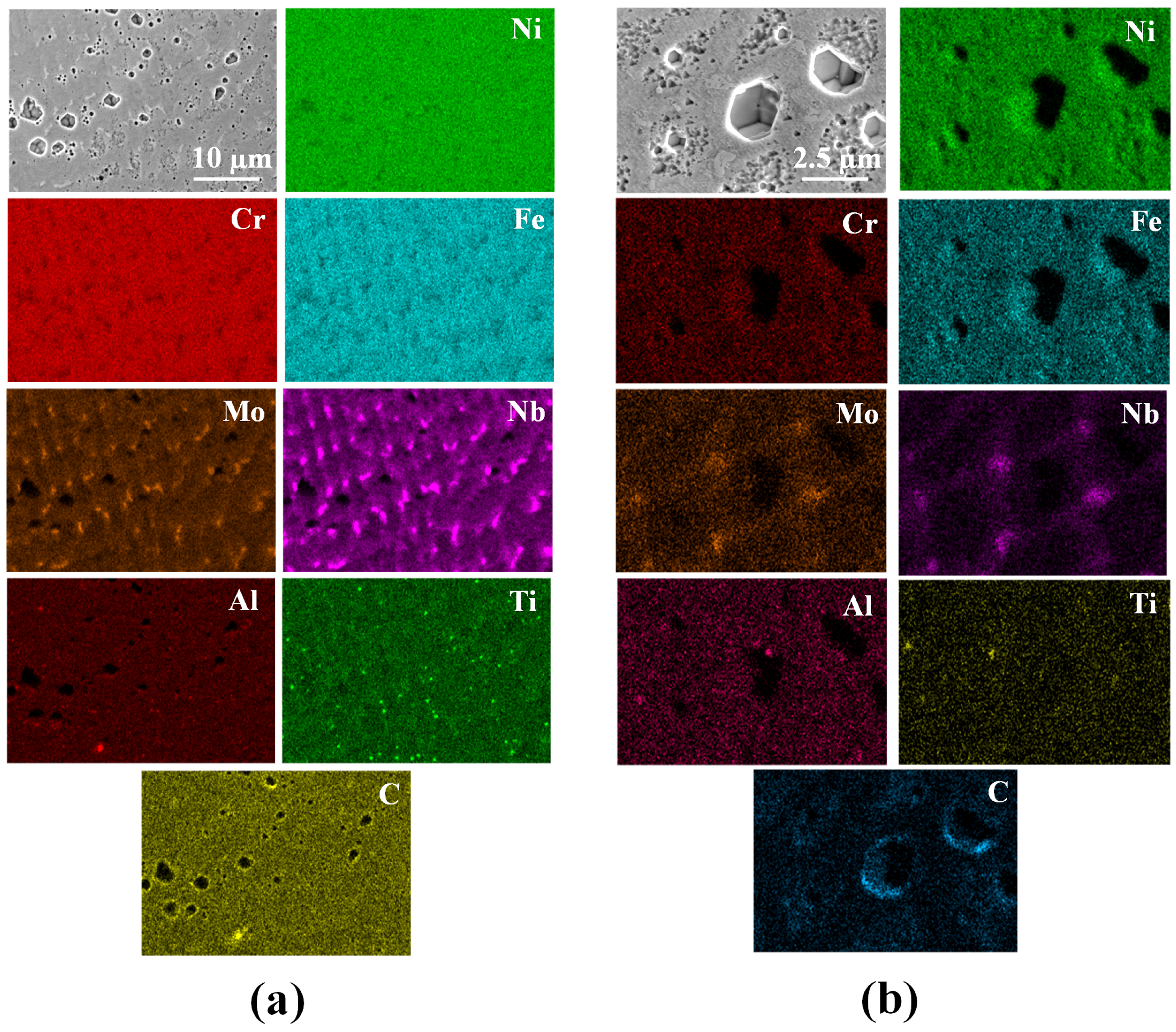
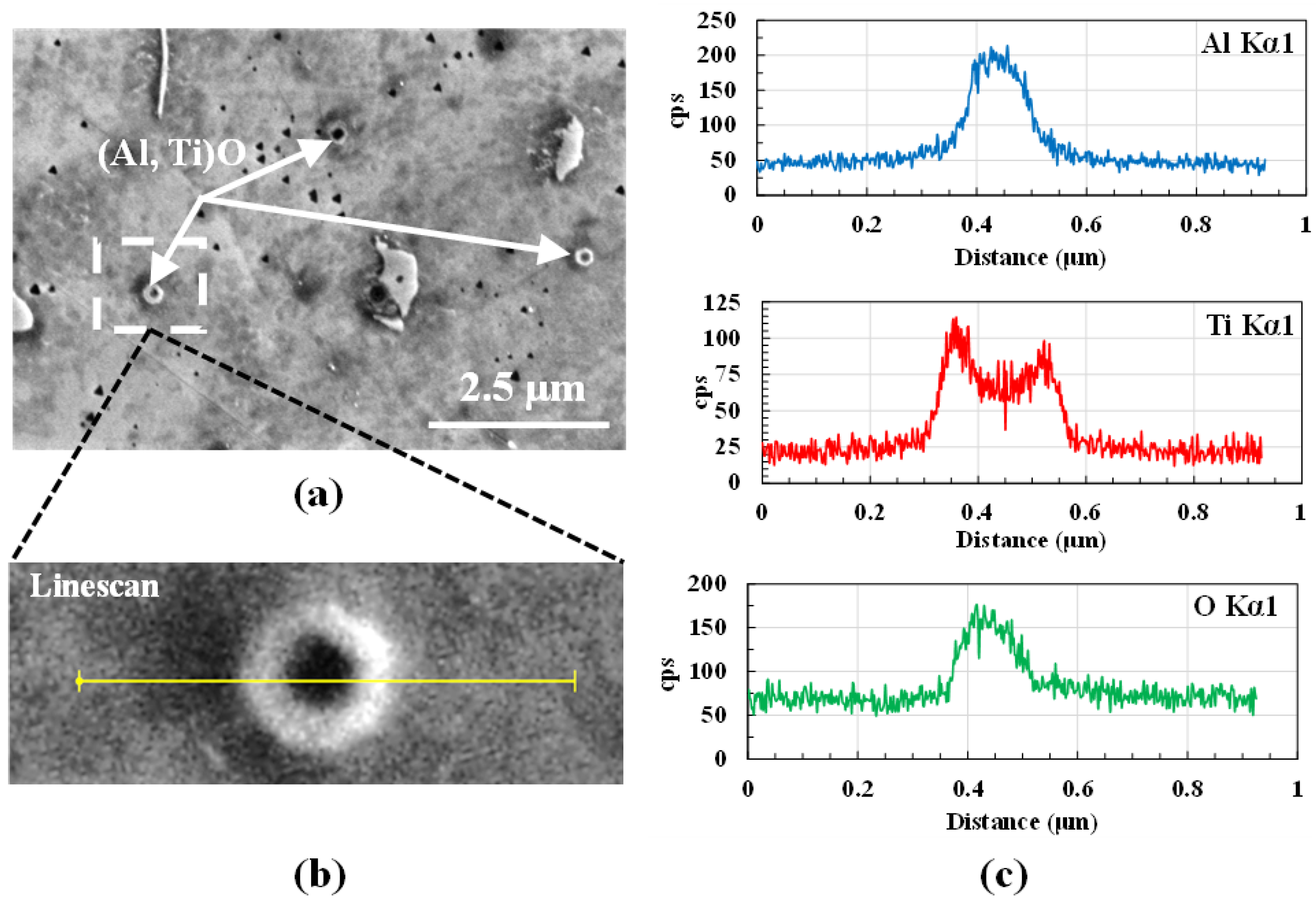
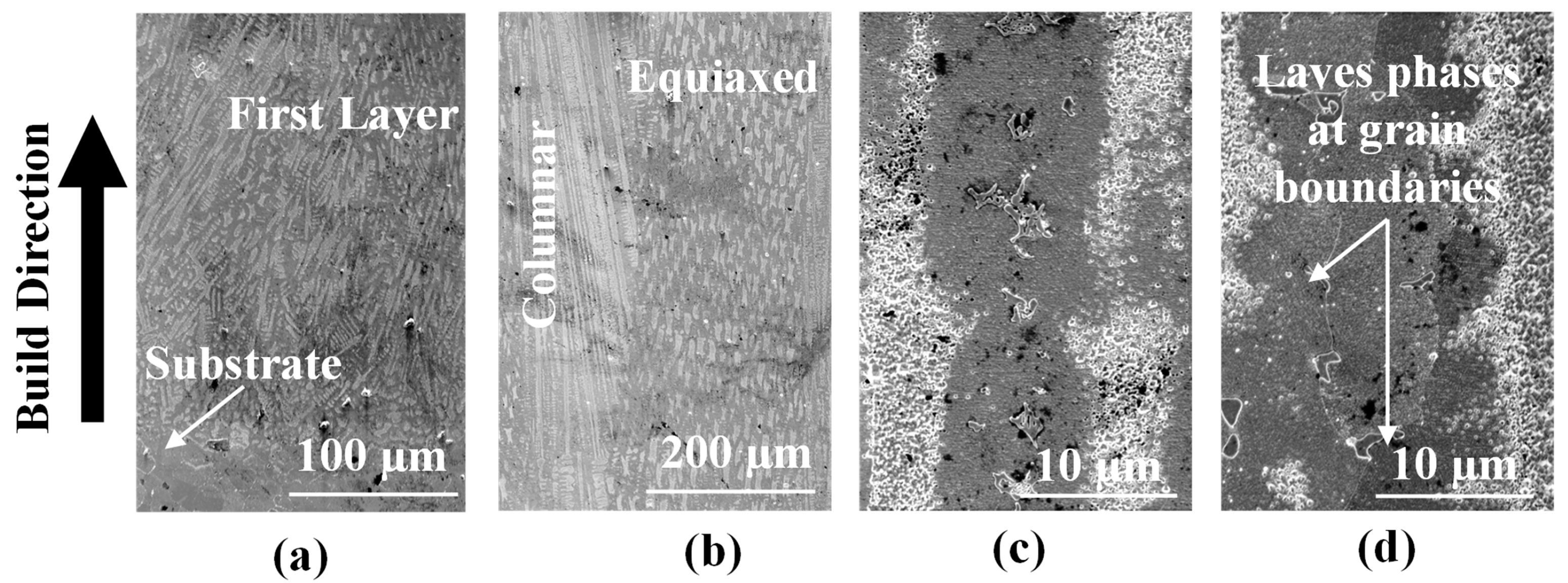
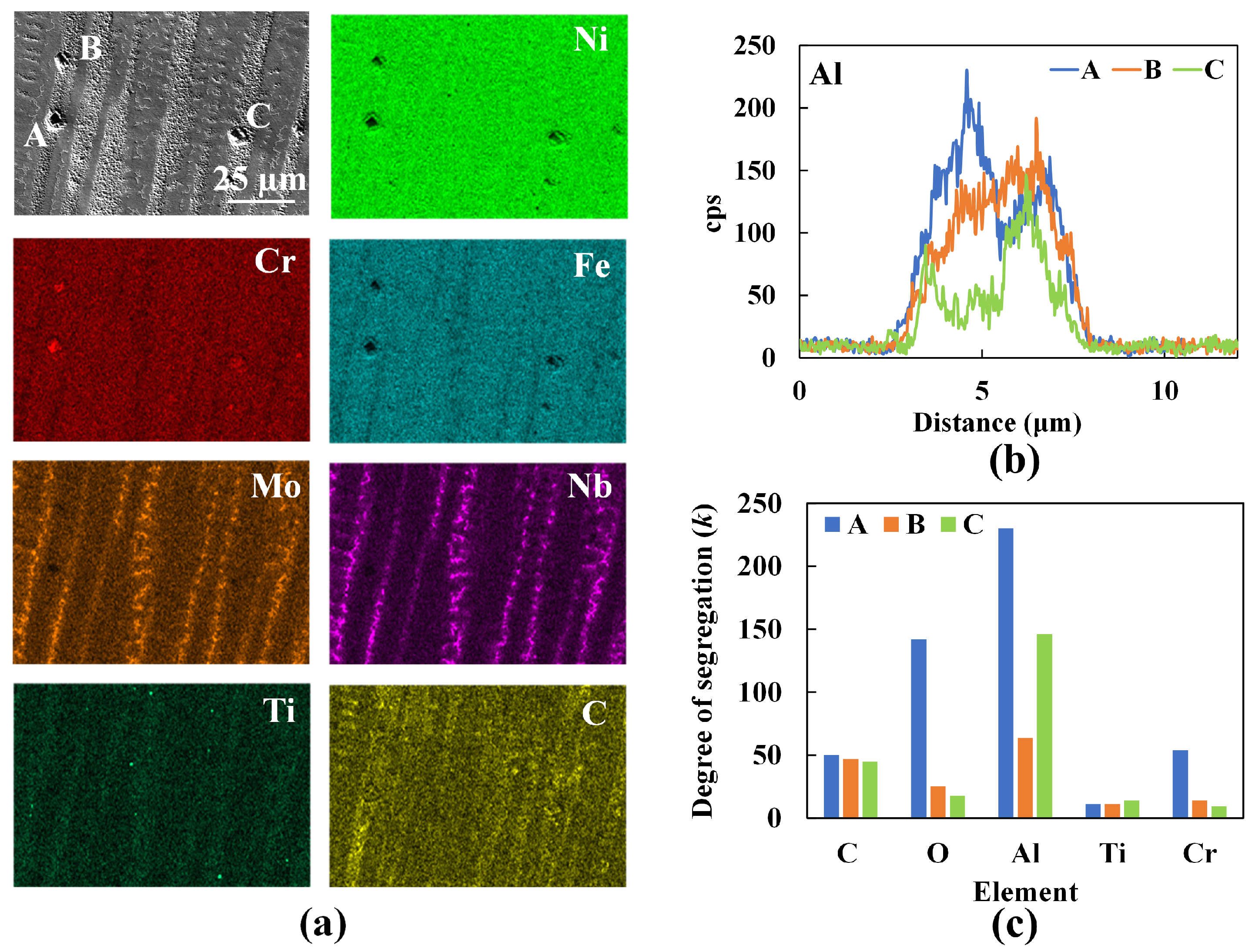
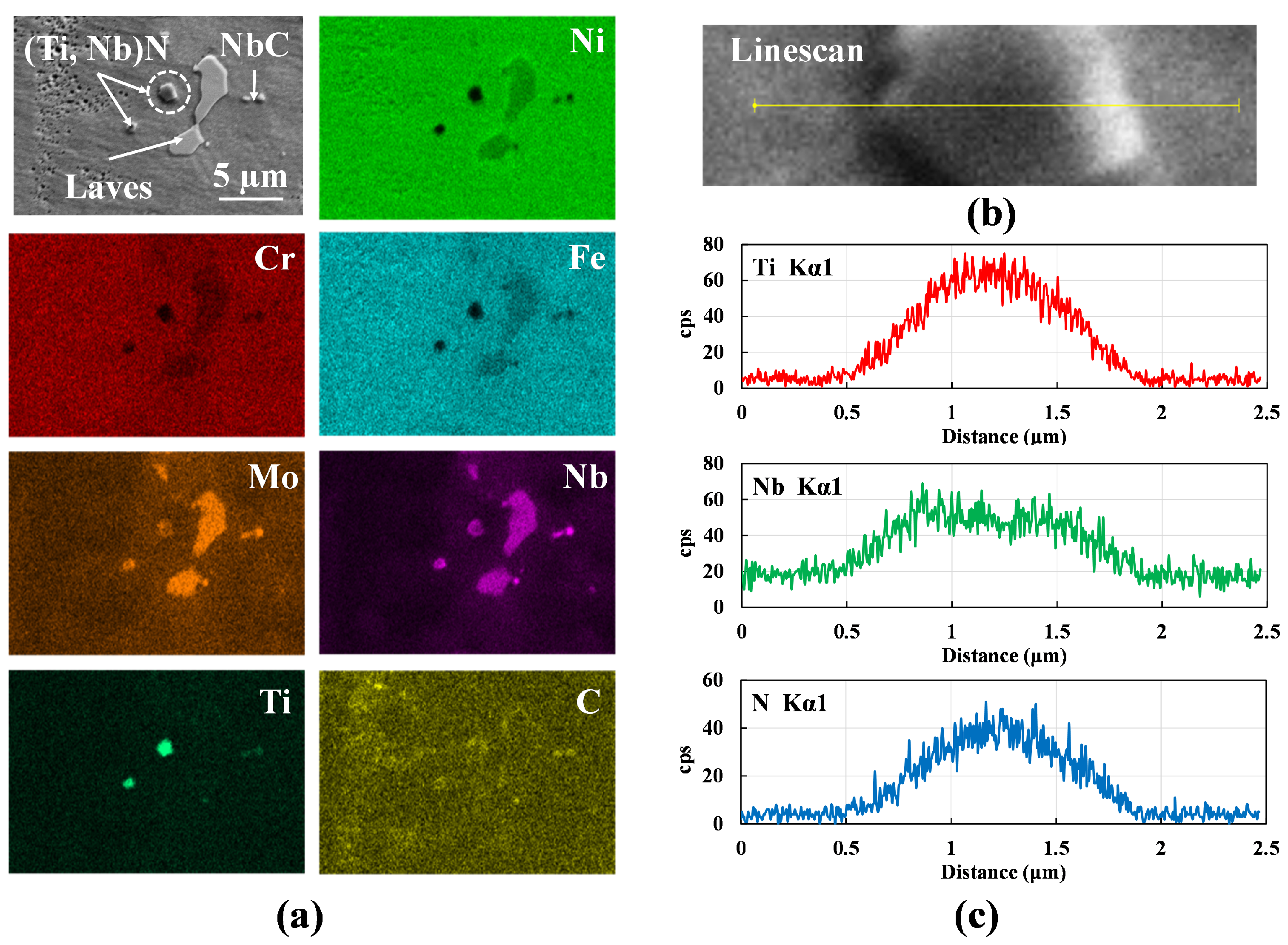
3.2. Characterization of Microstructures Using SEM
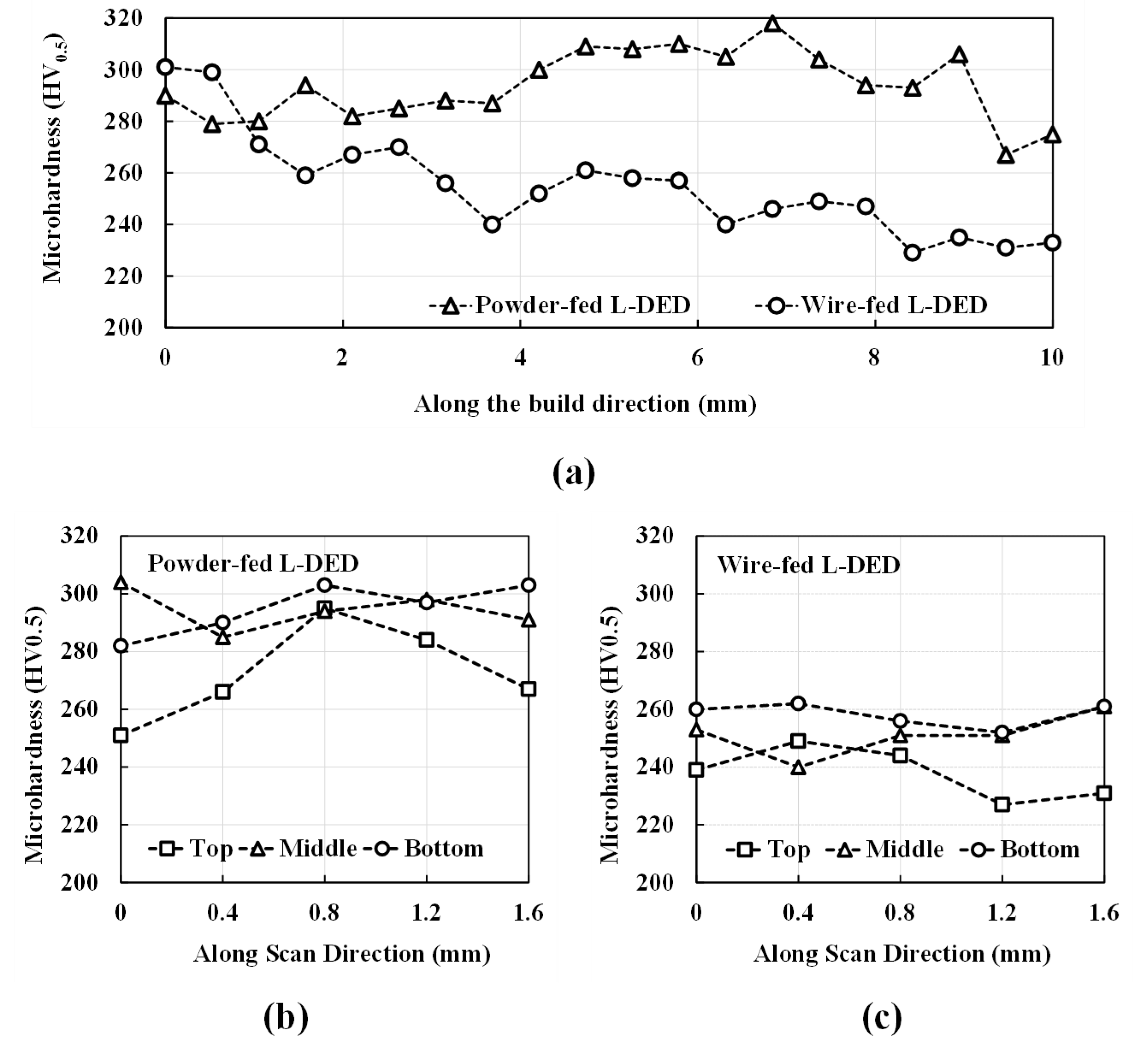
3.3. Analysis of the Deposits Using Microhardness Measurements
4. Conclusions
- Building and repairing large-scale specimens using powder and wire feedstocks to investigate their mechanical properties such as fatigue.
- Performing heat treatment studies to understand the evolution of microstructures and mechanical properties.
- Fabricating functionally-graded parts via sequential powder and wire depositions as well as powder-wire co-extrusion to achieve biomimetic structures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Application of directed energy deposition-based additive manufacturing in repair. Appl. Sci. 2019, 9, 3316. [Google Scholar] [CrossRef] [Green Version]
- Paulonis, D.; Oblak, J.; Duvall, D. Precipitation in Nickel-base Alloy 718; Technical Report; Pratt and Whitney Aircraft: Middletown, CT, USA, 1969. [Google Scholar]
- Rahman, M.; Seah, W.; Teo, T. The machinability of Inconel 718. J. Mater. Process. Technol. 1997, 63, 199–204. [Google Scholar] [CrossRef]
- Singh, A.; Kapil, S.; Das, M. A comprehensive review of the methods and mechanisms for powder feedstock handling in directed energy deposition. Addit. Manuf. 2020, 35, 101388. [Google Scholar] [CrossRef]
- Zhao, X.; Chen, J.; Lin, X.; Huang, W. Study on microstructure and mechanical properties of laser rapid forming Inconel 718. Mater. Sci. Eng. A 2008, 478, 119–124. [Google Scholar] [CrossRef]
- Jinoop, A.N.; Paul, C.P.; Bindra, K.S. Parametric study on laser additive manufacturing and subsequent post processing of Inconel 718 thin walled structures. In Proceedings of the Gas Turbine India Conference, Bangalore, India, 7–8 December 2017. [Google Scholar]
- Jinoop, A.; Paul, C.; Mishra, S.; Bindra, K. Laser Additive Manufacturing using directed energy deposition of Inconel-718 wall structures with tailored characteristics. Vacuum 2019, 166, 270–278. [Google Scholar] [CrossRef]
- Kistler, N.A.; Nassar, A.R.; Reutzel, E.W.; Corbin, D.J.; Beese, A.M. Effect of directed energy deposition processing parameters on laser deposited Inconel® 718: Microstructure, fusion zone morphology, and hardness. J. Laser Appl. 2017, 29, 022005. [Google Scholar] [CrossRef]
- Li, Z.; Chen, J.; Sui, S.; Zhong, C.; Lu, X.; Lin, X. The microstructure evolution and tensile properties of Inconel 718 fabricated by high-deposition-rate laser directed energy deposition. Addit. Manuf. 2020, 31, 100941. [Google Scholar] [CrossRef]
- Zhang, Y.; Cao, X.; Wanjara, P. Microstructure and hardness of fiber laser deposited Inconel 718 using filler wire. Int. J. Adv. Manuf. Technol. 2013, 69, 2569–2581. [Google Scholar] [CrossRef]
- Arrizubieta, J.I.; Klocke, F.; Klingbeil, N.; Arntz, K.; Lamikiz, A.; Martinez, S. Evaluation of efficiency and mechanical properties of Inconel 718 components built by wire and powder laser material deposition. Rapid Prototyp. J. 2017, 23, 965–972. [Google Scholar] [CrossRef]
- Bambach, M.; Sizova, I.; Silze, F.; Schnick, M. Comparison of laser metal deposition of Inconel 718 from powder, hot and cold wire. Procedia CIRP 2018, 74, 206–209. [Google Scholar] [CrossRef]
- Bambach, M.; Sizova, I.; Kies, F.; Haase, C. Directed energy deposition of Inconel 718 powder, cold and hot wire using a six-beam direct diode laser set-up. Addit. Manuf. 2021, 47, 102269. [Google Scholar] [CrossRef]
- Liu, F.; Lin, X.; Leng, H.; Cao, J.; Liu, Q.; Huang, C.; Huang, W. Microstructural changes in a laser solid forming Inconel 718 superalloy thin wall in the deposition direction. Opt. Laser Technol. 2013, 45, 330–335. [Google Scholar] [CrossRef]
- osprey-alloy-718-am-viga.pdf. Available online: https://www.metalpowder.sandvik/49f42c/siteassets/metal-powder/datasheets/osprey-alloy-718-am-viga.pdf (accessed on 9 July 2022).
- c141011.pdf. Available online: https://www.lincolnelectric.com/assets/global/Products/Consumable_NickelAlloys-Techalloy-Techalloy718/c141011.pdf (accessed on 9 July 2022).
- Georgilas, K.; Khan, R.H.; Kartal, M.E. The influence of pulsed laser powder bed fusion process parameters on Inconel 718 material properties. Mater. Sci. Eng. A 2020, 769, 138527. [Google Scholar] [CrossRef]
- E04 Committee. Test Methods for Determining Average Grain Size; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Corbin, D.J.; Nassar, A.R.; Reutzel, E.W.; Beese, A.M.; Kistler, N.A. Effect of directed energy deposition processing parameters on laser deposited Inconel® 718: External morphology. J. Laser Appl. 2017, 29, 022001. [Google Scholar] [CrossRef]
- Jamieson, C.D.; Brennan, M.C.; Spurgeon, T.J.; Brown, S.W.; Keist, J.S.; Reutzel, E.W. Tailoring alloy 718 laser directed energy deposition process strategies for repair applications. J. Laser Appl. 2022, 34, 012018. [Google Scholar] [CrossRef]
- Cordova, L.; Campos, M.; Tinga, T. Revealing the effects of powder reuse for selective laser melting by powder characterization. JOM 2019, 71, 1062–1072. [Google Scholar] [CrossRef] [Green Version]
- Cunningham, R.; Nicolas, A.; Madsen, J.; Fodran, E.; Anagnostou, E.; Sangid, M.D.; Rollett, A.D. Analyzing the effects of powder and post-processing on porosity and properties of electron beam melted Ti-6Al-4V. Mater. Res. Lett. 2017, 5, 516–525. [Google Scholar] [CrossRef] [Green Version]
- Nie, P.; Ojo, O.; Li, Z. Numerical modeling of microstructure evolution during laser additive manufacturing of a nickel-based superalloy. Acta Mater. 2014, 77, 85–95. [Google Scholar] [CrossRef]
- Tian, Y.; McAllister, D.; Colijn, H.; Mills, M.; Farson, D.; Nordin, M.; Babu, S. Rationalization of microstructure heterogeneity in INCONEL 718 builds made by the direct laser additive manufacturing process. Metall. Mater. Trans. A 2014, 45, 4470–4483. [Google Scholar] [CrossRef]
- Farias, F.W.C.; da Cruz Payão Filho, J.; e Oliveira, V.H.P.M. Prediction of the interpass temperature of a wire arc additive manufactured wall: FEM simulations and artificial neural network. Addit. Manuf. 2021, 48, 102387. [Google Scholar] [CrossRef]
- Körner, C.; Helmer, H.; Bauereiß, A.; Singer, R.F. Tailoring the grain structure of IN718 during selective electron beam melting. MATEC Web Conf. EDP Sci. 2014, 14, 08001. [Google Scholar] [CrossRef] [Green Version]
- Keshavarzkermani, A.; Marzbanrad, E.; Esmaeilizadeh, R.; Mahmoodkhani, Y.; Ali, U.; Enrique, P.D.; Zhou, N.Y.; Bonakdar, A.; Toyserkani, E. An investigation into the effect of process parameters on melt pool geometry, cell spacing, and grain refinement during laser powder bed fusion. Opt. Laser Technol. 2019, 116, 83–91. [Google Scholar] [CrossRef]
- Liu, P.; Wang, Z.; Xiao, Y.; Horstemeyer, M.F.; Cui, X.; Chen, L. Insight into the mechanisms of columnar to equiaxed grain transition during metallic additive manufacturing. Addit. Manuf. 2019, 26, 22–29. [Google Scholar] [CrossRef]
- Menon, N.; Mahdi, T.H.; Basak, A. Microstructure of IN738LC Fabricated Using Laser Powder Bed Fusion Additive Manufacturing. J. Turbomach. 2022, 144. [Google Scholar] [CrossRef]
- Xu, J.; Ma, T.; Peng, R.L.; Hosseini, S. Effect of post-processes on the microstructure and mechanical properties of laser powder bed fused IN718 superalloy. Addit. Manuf. 2021, 48, 102416. [Google Scholar] [CrossRef]
- Antonsson, T.; Fredriksson, H. The effect of cooling rate on the solidification of INCONEL 718. Metall. Mater. Trans. B 2005, 36, 85–96. [Google Scholar] [CrossRef]
- Chen, Y.; Lu, F.; Zhang, K.; Nie, P.; Hosseini, S.R.E.; Feng, K.; Li, Z. Dendritic microstructure and hot cracking of laser additive manufactured Inconel 718 under improved base cooling. J. Alloys Compd. 2016, 670, 312–321. [Google Scholar] [CrossRef]
- Basak, A.; Das, S. Additive manufacturing of nickel-base superalloy IN100 through scanning laser epitaxy. JOM 2018, 70, 53–59. [Google Scholar] [CrossRef]
- Wolff, S.J.; Gan, Z.; Lin, S.; Bennett, J.L.; Yan, W.; Hyatt, G.; Ehmann, K.F.; Wagner, G.J.; Liu, W.K.; Cao, J. Experimentally validated predictions of thermal history and microhardness in laser-deposited Inconel 718 on carbon steel. Addit. Manuf. 2019, 27, 540–551. [Google Scholar] [CrossRef]
- Ma, M.; Wang, Z.; Zeng, X. Effect of energy input on microstructural evolution of direct laser fabricated IN718 alloy. Mater. Charact. 2015, 106, 420–427. [Google Scholar] [CrossRef]
- Li, Z.; Ma, M.; Zhong, C.; Sui, S.; Gasser, A.; Chen, J. Microstructure homogeneity and mechanical property improvement of Inconel 718 alloy fabricated by high-deposition-rate laser directed energy deposition. Mater. Sci. Eng. A 2022, 832, 142430. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feedstock | System | Findings | Ref. |
|---|---|---|---|
| Powder | 5 kW ROFIN-SINAR continuous wave CO laser, LPM-408 CNC working table, DPSF-1 powder feeding system | Porosities were found in the as-built parts because GA powder was used. | [5] |
| ROFIN-SINAR 850 5 kW CO | columnar dendrites and small amount of ( + Laves) eutectics were seen in the interdendritic regions. | [14] | |
| 2 kW fibre laser, 5 axes, CNC with coaxial nozzle and a twin powder feeder | As-built specimen revealed intermixed dendritic and cellular microstructure. | [6,7] | |
| Optomec, Inc. LENS® MR-7 | Hardness increased from the base metal to the fusion zone. Correlations were observed between process parameters and fusion zone morphology, and microstructure. | [8] | |
| 6 kW semiconductor laser, a three-dimensional CNC working table, DPSF-2 powder feeder with a coaxial nozzle | Variation of precipitates and microhardness was seen along the build height. | [9] | |
| Wire | IPG Photonics 5 kW continuous wave solid-state Yb-fiber laser system (YLR-5000) equipped with an ABB robot | Precipitates such as , Nb-rich MC type carbides were seen in the lower beads near the interfacial layer. | [10] |
| Powder vs. Wire | 5 axis CNC machine (Alzmetall GX 1000/5-T-LOB), coupled with a 4.5 kW diode lase | Higher deposition rates and efficiency were achieved for wire L-DED. | [11] |
| Powder vs. Hot Wire vs. Cold Wire | Direct diode laser DED head with a maximum laser power of 1 kW installed on an industrial robot. The process head consisted of six laser beams with the wire heated via resistance heating within the head | The material efficiency for cold wire was 100%. The deposition rate of hot wire was twice than that of the cold wire process. Hot wire specimen showed columnar dendritic and local recrystallized regions. No recrystallized regions were seen in the cold wire and the powder specimens. Laves phases in the interdendritic regions were observed in all three specimens. | [12,13] |
| Element | Powder Feedstock (wt. %) | Wire Feedstock (wt. %) |
|---|---|---|
| Ni + Co | 52.55 | 50.00–55.00 |
| Cr | 18.1 | 17.00–21.00 |
| Nb | 4.82 | 4.75–5.5 |
| Mo | 2.9 | 2.80–3.30 |
| Ti | 0.92 | 0.65–1.15 |
| Al | 0.48 | 0.20–0.80 |
| Si | 0.08 | 0.35 max |
| Mn | 0.05 | 0.35 max |
| N | 0.04 | NA |
| C | 0.014 | 0.08 max |
| Cu | 0.01 | 0.30 max |
| P | 0.01 | 0.015 max |
| S | 0.003 | 0.015 max |
| B | 0.001 | 0.006 max |
| Fe | 20.022 | Balance |
| Other | NA | 0.50 max |
| Calculated Value | STD | |
|---|---|---|
| Average Flow Rate (g/s) | 2.78 | 0.05 |
| Average Apparent Density (g/cm) | 3.81 | 0.01 |
| Average Tap Density (g/cm) | 4.67 | 0.35 |
| Average Hausner Ratio | 1.23 | 0.10 |
| Angle of Repose (deg) | 29.00 | N/A |
| Sieve Analysis | ||
| +90 µm | 0.20% | |
| −90 µm + 45 µm | 95.80% | |
| −45 µm | 4.00% | |
| Feedstock | ||
|---|---|---|
| Powder | Wire | |
| System | LENS® | In-House |
| Power (W) | 350 | 1460 |
| Spot Size (mm) | 1.2 | 3.5 |
| Travel Speed (in/min) | 30 | 20 |
| Specific Energy (J/mm) | 9.72 | 57.54 |
| Feed Rate | 6.5–6.6 (g/min) | 16.19 (in/min) |
| Along the Build Direction (HV) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Min | Max | Std | |||||||
| Powder-fed | 267 | 318 | 13.55 | ||||||
| Wire-fed | 229 | 301 | 19.89 | ||||||
| Along the Scan Direction (HV) | |||||||||
| Top | Middle | Bottom | |||||||
| Min | Max | Std | Min | Max | Std | Min | Max | Std | |
| Powder-fed | 251 | 295 | 17.13 | 285 | 304 | 7.16 | 282 | 303 | 9.03 |
| Wire-fed | 227 | 249 | 9.06 | 240 | 261 | 7.5 | 252 | 262 | 4.15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Menon, N.; Sawyer, B.A.; Jamieson, C.D.; Reutzel, E.W.; Basak, A. A Comparison of Microstructure and Microhardness Properties of IN718 Fabricated via Powder- and Wire-Fed Laser-Directed Energy Deposition. Materials 2023, 16, 1129. https://doi.org/10.3390/ma16031129
Menon N, Sawyer BA, Jamieson CD, Reutzel EW, Basak A. A Comparison of Microstructure and Microhardness Properties of IN718 Fabricated via Powder- and Wire-Fed Laser-Directed Energy Deposition. Materials. 2023; 16(3):1129. https://doi.org/10.3390/ma16031129
Chicago/Turabian StyleMenon, Nandana, Brady A. Sawyer, Cory D. Jamieson, Edward W. Reutzel, and Amrita Basak. 2023. "A Comparison of Microstructure and Microhardness Properties of IN718 Fabricated via Powder- and Wire-Fed Laser-Directed Energy Deposition" Materials 16, no. 3: 1129. https://doi.org/10.3390/ma16031129