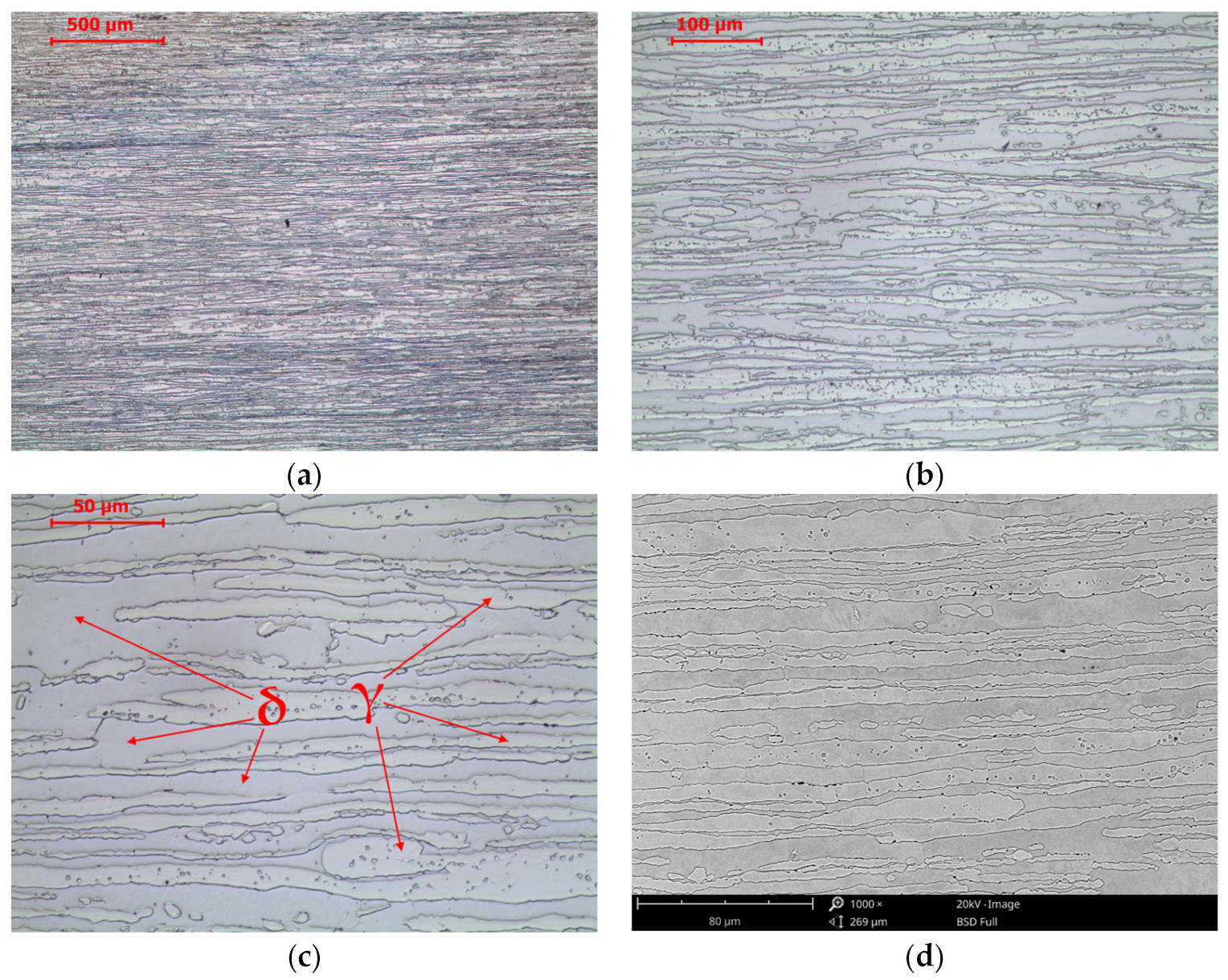
4.3. Microstructure of the Weld Metal
The microstructure in the weld area heated above the liquidus temperature is characterized by a typical casting structure (
Figure 7). Ferritic crystallization of duplex steel determines the enrichment of ferrite-forming components in the crystallite cores and austenite-forming components on the crystallite boundaries. Passing through the solvus line during cooling begins the transformation of δ-ferrite into austenite. The place where the transformation begins is the crystallite boundary due to the lowest energy needed to nucleate a new phase and due to the enrichment of areas close to the crystallite boundary with nickel. In this area, at ambient temperature, allotriomorphic austenite (γ
A) is observed. The emerging δ/γ interface becomes a place for further growth of allotriomorphic austenite (γ
A) or, if there is a Kurdiumow–Sachs relationship between δ-ferrite and austenite, Widmanstätten austenite (γ
W). The third morphological type of austenite is idiomorphic austenite (γ
I). In the δ-ferrite area, “bee swarms” of fine precipitations of chromium nitrides Cr
2N and non-metallic inclusions (NMIs) of slag formed during the welding process are also observed. The observed NMIs are oxy-sulfides, enriched in manganese, silicon, titanium, and calcium (
Table 5). The share of other elements and, partly, of manganese and silicon is related to the characteristics of the testing method in which part of the signal comes from the matrix under the inclusion. The presence of inclusions is caused by the fact that the liquid slag did not have time to escape to the weld surface during solidification. Due to the fact that they are spherical and very small, these inclusions do not significantly impair the properties of the welded joint. The average volume fraction of fine slag inclusions (NMIs) in the weld is approximately 0.8%.
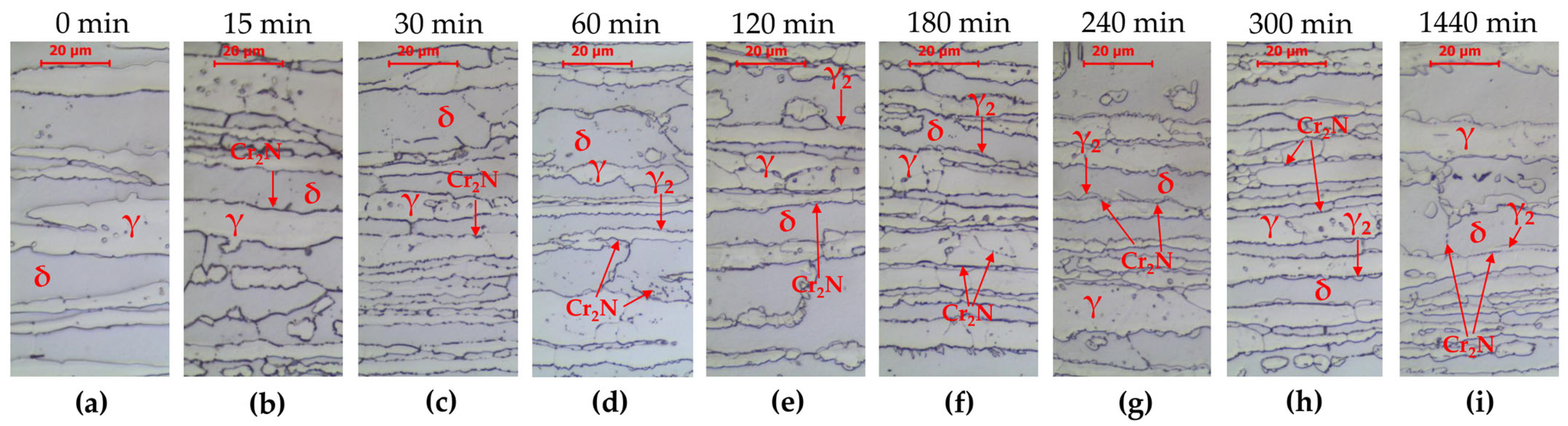
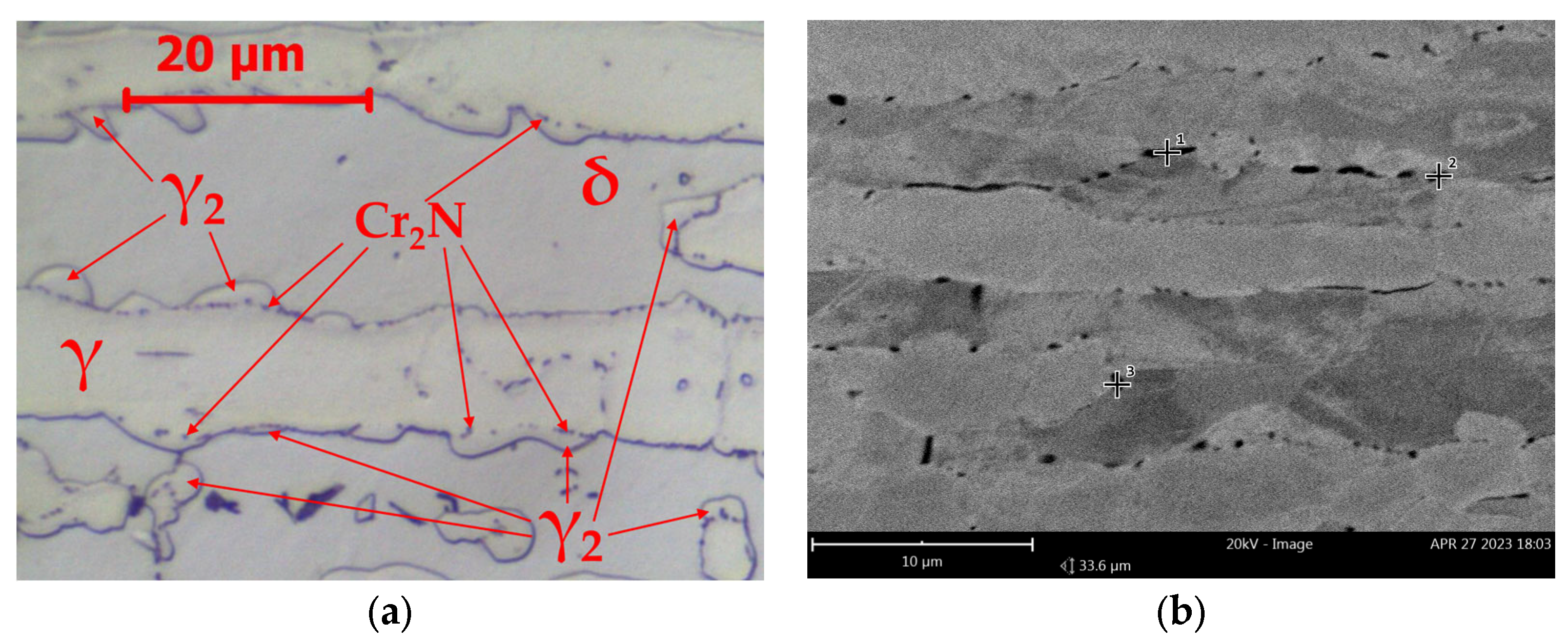
The effect of heat treatment at a temperature of 800 °C on the microstructure is shown in
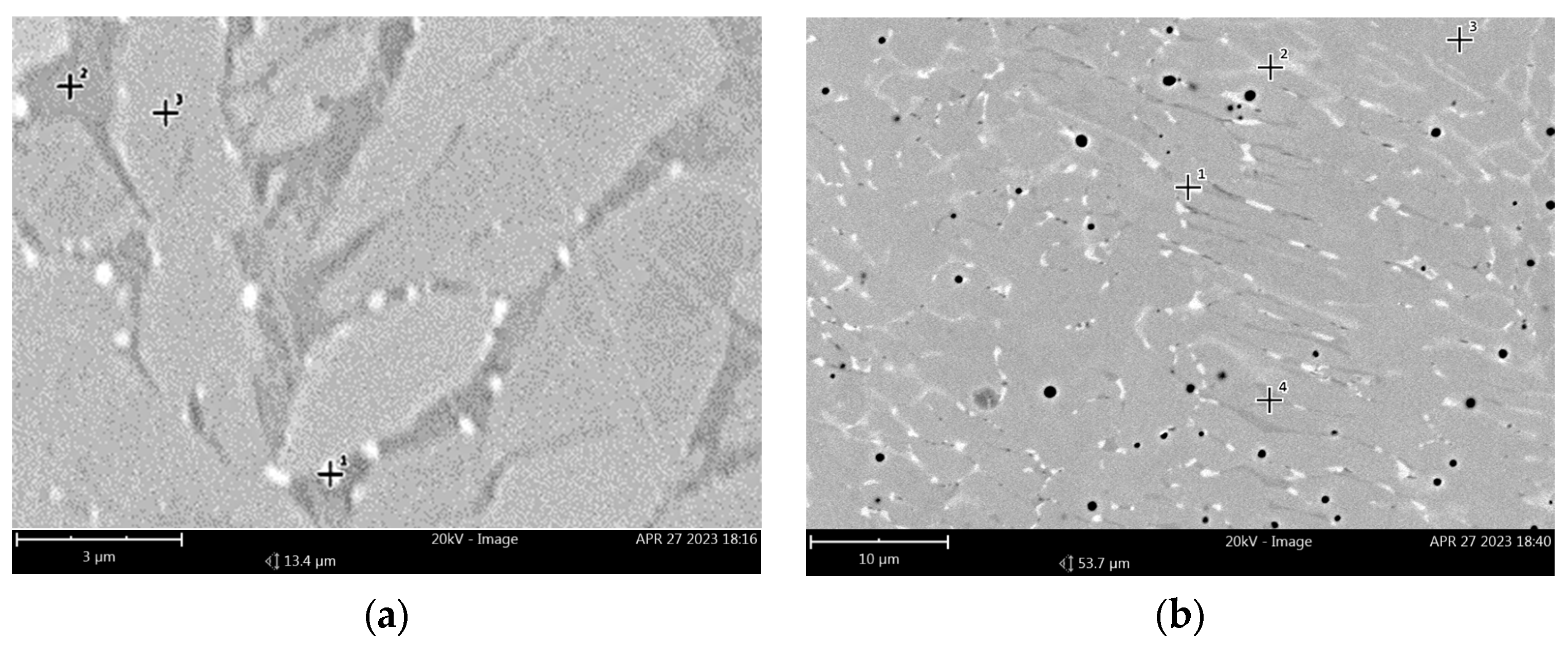
Figure 8. After 15 min of annealing, bright single very small precipitates appear on the δ/γ interfaces. These precipitates are characterized by a high content of Cr (approximately 25% by weight) and Mo (approximately 14% by weight) and are probably the χ phase (
Figure 9a,
Table 6). The number of precipitates increases as the annealing time increases, up to 60 min. After 120 min of annealing, larger and slightly darker precipitates appear on the δ/γ interfaces compared to the χ phase precipitates. These precipitates contain a larger amount of Cr (approximately 31% by weight) and a smaller amount of Mo (approximately 7.5%) than the χ phase precipitates (
Figure 9b,
Table 6). This is probably the σ phase. With increasing time, there is an increase in the content of the σ phase and decreases in the content of the χ phase and δ-ferrite are observed. However, after 24 h of annealing, only austenite and the σ phase are observed in the microstructure.
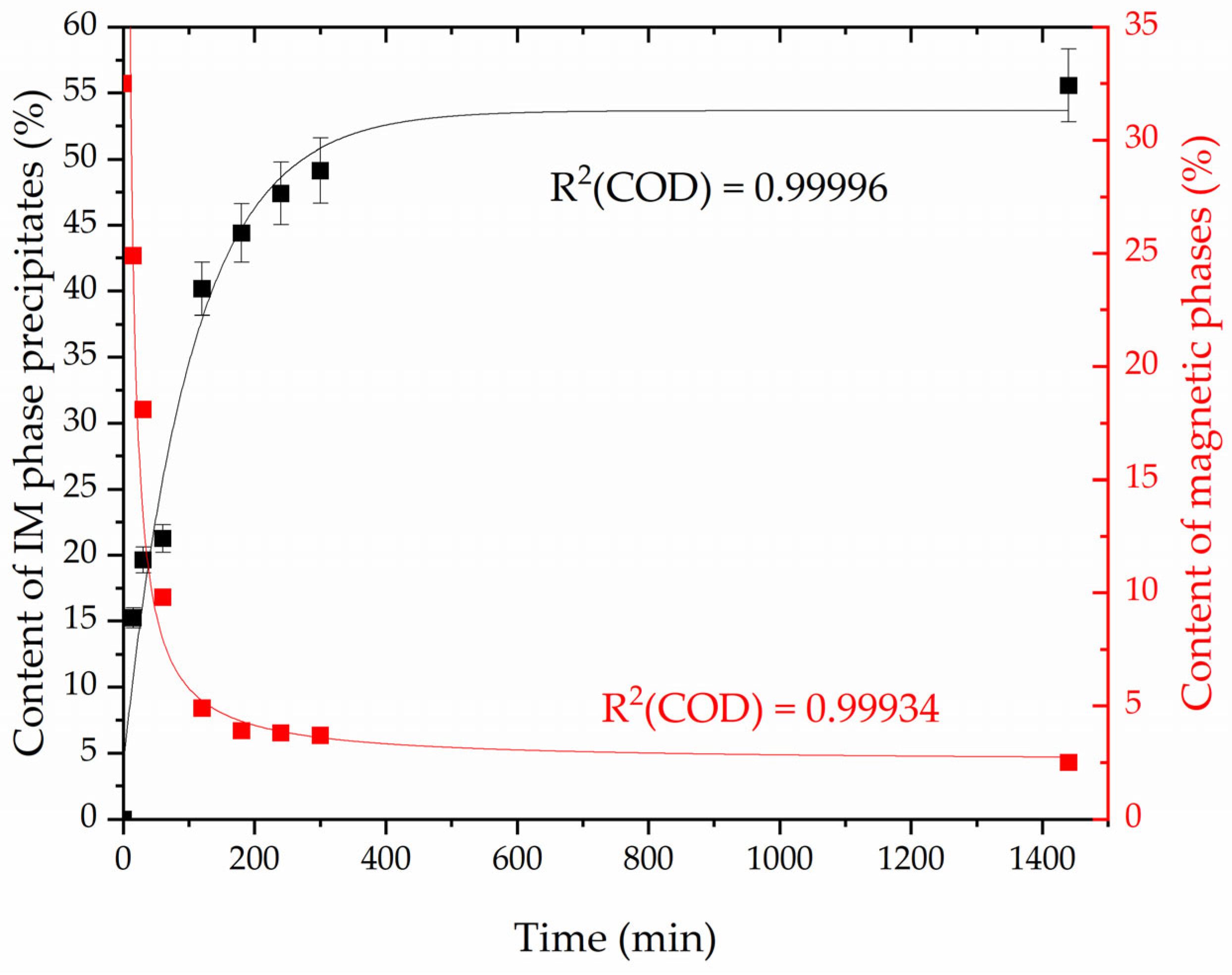
The trend of changes is confirmed by magnetic tests. As the content of intermetallic (IM) phases increases, the content of the magnetic phase, which is δ-ferrite, decreases. The change in the content of IM phases, assessed by metallography as a percentage of the surface, and the change in the amount of the magnetic phase measured with a ferritoscope are summarized in
Figure 10.
An asymptotic curve with Equation (2) was fitted to the results of the dependence of the amount of intermetallic phase precipitates on the annealing time at a temperature of 800 °C using orthogonal distance regression. In this way, a fit of R
2 (COD) of 0.99996 was obtained. The rational curve from Equation (3) was fitted to the results of the dependence of the amount of magnetic phase on the annealing time at 800 °C using orthogonal distance regression. In this way, a fit of R
2 (COD) of 0.99934 was obtained. Detailed data are presented in
Table 7.
4.5. Discussion
The test results presented in
Section 4.1,
Section 4.2,
Section 4.3 and
Section 4.4 indicate differences in the occurrence of precipitation processes between lean duplex steel and a weld with a standard duplex chemical composition during annealing at a temperature of 800 °C.
In the case of LDX2101 steel, after 15 min of holding, precipitates of chromium nitride Cr
2N are visible (
Figure 2), located at the δ/γ interphase boundaries. However, there is conflicting information in this regard in the literature. Moon et al. [
39] showed that in 25Cr–6Mn–3Ni–1Mo–3W–0.1C–0.34N lean duplex stainless steel at a temperature of 800 °C, secondary phases are separated at the δ/γ boundaries; however, no Cr
2N nitrides were identified, only eutectic precipitates of M
23C
6 carbides. However, it should be borne in mind that the content of molybdenum and tungsten in this model alloy is higher than in the LDX2101 steel and both the increases in tungsten and molybdenum promote the formation and stability of the carbides of Cr-rich M
23C
6 [
40]. Fang et al. [
41] found in TEM investigation for LDX2101 steel that, after 30 min at a temperature of 800 °C, Cr
2N precipitates are observed in the microstructure, while at a lower temperature (700 °C) Cr
23C
6 precipitates are observed. The low content of Cr and Mo and the addition of nitrogen were indicated as the reason for the absence of the σ phase [
41]. Through tests using AFM, Ouali et al. [
42] indicated the occurrence of nanometric M
23C
6 carbides after heat treatment at a temperature of 750 °C. On the other hand, Dandekar et al. [
43] indicated that, after annealing at a temperature of 750 °C for less than 1440 min, the only secondary phase is Cr
2N nitrides. It was also indicated that the molybdenum content at a level lower than 0.35% causes the nucleation and growth of the σ phase to be slow/delayed and the formation of M
7C
3 and M
23C
6 type carbides is the least possible. Finally, Tehovnik et al. [
37] showed in TEM and SEM-EBSD observation that after heat treatment of 800 °C/120 min, chromium nitrides, Cr
2N, and a small amount of M
23C
6 carbides are observed on the grain boundaries. It should be noted, however, that the tested alloy contained 0.32%Mo, which could facilitate the precipitation of this carbide. In the case of the alloy analyzed in this work, the molybdenum content was only 0.167% according to
Table 3, which causes unfavorable conditions for the nucleation and growth of M
23C
6 carbides.
The second secondary phase formed as a result of reaction (1) in the LDX2101 steel is secondary austenite γ
2, which becomes clearly visible in metallographic tests after being held at a temperature of 800 °C for between 30 and 60 min. The occurrence of γ
2 austenite in LDX2101 steel is confirmed by numerous studies [
37,
41,
42,
43].
There is little information about microstructure changes in the heat-affected zone of LDX2101 steel and much less information about the influence of annealing. Analysis of microstructure changes in the heat-affected zone presented in the work of Ubertali et al. [
34] confirmed the occurrence of precipitates of chromium nitrides Cr
2N at the δ/γ interphase boundaries in the post-welded state. The occurrence of nitrides was also reported by Sun in [
44]. Chromium nitrides, Cr
2N, were observed in the HAZ even after welding underwater, i.e., under conditions of rapid heat removal [
44]. This indicates the high susceptibility of LDX2101 steel, which is manifested by the required short residence time in a given temperature range for their precipitation in the ferrite-δ area.
The microstructure of the weld, made with a coated electrode producing a weld metal with the chemical composition of the standard duplex 2209 grade, consists of ferrite, austenite, and non-metallic inclusions (slag). Various morphologies of austenite are observed: allotriomorphic austenite (γ
A), Widmanstätten austenite (γ
W), and idiomorphic austenite (γ
I). Their occurrence is consistent with literature reports for welds in grades 2209 [
38,
45,
46,
47,
48,
49,
50,
51,
52], 2101 [
53,
54], 2205 [
55,
56,
57], 2507, and 2304 [
55]. Observations regarding the occurrence of non-metallic inclusions are also consistent with literature reports [
58,
59,
60] and result from the specificity of the manual metal arc welding process.
Unlike LDX2101 steel, welds with the chemical composition of standard duplex grade 2209 are characterized by high dynamics of the precipitation kinetics of new phases from the solution. After just 15 min of heat treatment at 800 °C, the precipitation of χ intermetallic phases is observed. These precipitates are located at the δ/γ interphase boundaries and, when observed using SEM-BSE, appear as bright areas. SEM-EDS analysis confirms the enrichment of these areas in molybdenum. This confirms the scattering of a larger number of backscattered electrons by heavier elements (molybdenum) relative to the others in the chemical composition (nickel, manganese, chromium, silicon, and carbon) and therefore their brighter appearance. On the other hand, it is indicated that the precipitation of the χ phase (bcc; Fe
36Cr
12Mo
10) is promoted by the addition of molybdenum and the location of the precipitations and their shape correspond to literature reports [
17,
61,
62]. As the annealing time increases to 120 min, an increase in the dimensions of the χ phase precipitates is observed. Extending the annealing time at 800 °C to 120 min also causes the release of another intermetallic phase, i.e., the σ phase. Due to its chemical composition and extensive morphological structure of the weld, the σ phase (Fe
100-xCr
x, where x = 41 ÷ 51 [
22]) is not as clearly visible in the SEM-BSE contrast. However, a detailed SEM-EDS analysis allows us to indicate with high probability that the areas with a different degree of gray represent the precipitation of the σ phase, resulting from the decomposition of ferrite in accordance with the reaction (4) [
17]:
This reaction is also confirmed by a constant decrease in the content of the magnetic phase in the weld (
Figure 10) due to the fact that austenite (γ
A, γ
W, γ
I, and γ
2), slag (NMI), and intermetallic phases (χ, σ) are non-magnetic. Annealing carried out on 2906 super duplex steel with molybdenum (2%) and nitrogen (0.38%) at a temperature of 800 °C showed that the share of intermetallic phases after 27 min of annealing increased from 0% to 9.2%, after 81 min of annealing it increased to 28.0%, and after 72 h to 37.5% [
63]. The kinetics of phase separation, taking into account the differences in chemical composition and material condition (rolled material vs. weld) seems to correspond to that observed in grade 2209 (
Figure 10). For welds of grade 2209, Kang et al. [
45] showed that, after annealing at 800 °C and 850 °C for 30 min, the σ phase and small amounts of the χ phase and chromium nitrides Cr
2N are present in the microstructure. The amount of magnetic phase at 850 °C, expressed by the ferrite number, was 1.9 FN (which approximately corresponds to the percentage of ferrite [
64]). Therefore, a level was achieved that was very similar to that obtained in the research (
Figure 10). Also, Antunes et al. [
47] showed that after annealing of grade 2209 welds at a temperature of 700 °C for 50 and 100 h (3000 and 6000 min), γ austenite and χ and σ phases appear in the microstructure. No δ ferrite was found. However, it should be noted that the annealing time is much longer (over twice and over four times) than the maximum time in this experiment (1440 min). Additionally, the sequence of release of intermetallic phases at a temperature of 800 °C, suggested by Escriba et al. [
65], was not confirmed, i.e., the release of the χ phase was preceded by the σ phase.
Based on the obtained results, the hardness measurements and the proportion of intermetallic phases in the weld were correlated. The asymptotic nature of the intermetallic phases and hardness curves with respect to annealing time curves leads to a linear relationship between these variables (
Figure 12).
The obtained regression line, described by Equation (5):
where a = 255.11523 ± 6.57159 and b = 2.28943 ± 0.17703 has a relatively high correlation coefficient R
2(COD) = 0.95983. It is possible to indirectly assess the proportion of intermetallic phases after heat treatment at 800 °C based on hardness measurements.
This information is valuable for laboratories without microscopic testing equipment but with hardness measurements tools. The established relationship enables the interpretation of structural changes and, consequently, material properties, aiding decisions on utilization or cessation.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}