
Convert Harm into Benefit: The Role of the Al10CaFe2 Phase in Al-Ca Wrought Aluminum Alloys Having High Compatibility with Fe
 ,
,
Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Methods
3. Results
3.1. Microstructure
3.2. Mechanical Properties
4. Discussion
5. Conclusions
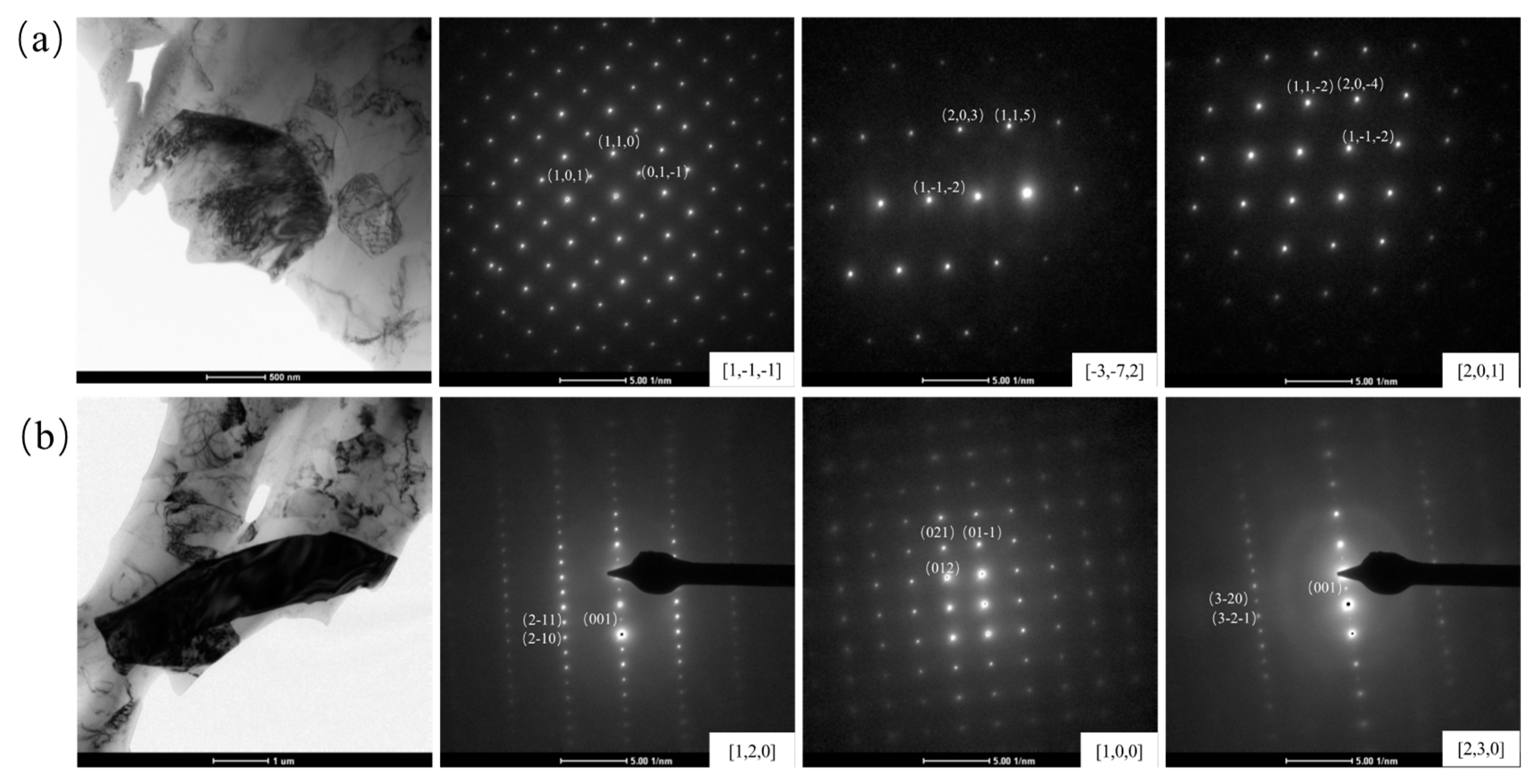
- The as-cast structure of the alloy presented submicron grains and network/semi-network eutectic structure. The results of the SEM and EPMA showed that the microstructure of the alloy was composed of (Al)+ eutectic phase. After adding 1%wt. Fe, a ternary phase of Al, Ca, and Fe (T phase) with the composition of the Al10CaFe2 was formed. The lattice parameter of the T phase was a = 0.5000 nm, b = 0.5383 nm, and c = 0.8718 nm, and it belonged to the orthorhombic structure with α = β = γ = 90°.
- The rolled Al-Ca-Fe alloy had about 31.5% higher tensile strength and 64.5% higher yield strength than the cast alloy. The tensile strength of the Al-Ca-Fe alloy in the rolled state was 27 MPa higher than that of the Al-Ca alloy, and the elongation was maintained, which indicates that the addition of Fe was beneficial to Al-Ca deformed aluminum alloy. The nanoindentation data of the (Al) matrix, Al4Ca, and Al4Ca + T phase was compared, where the H/E and H3/E2 of the Al4Ca + T phase was the highest, contributing to the strength of the alloy.
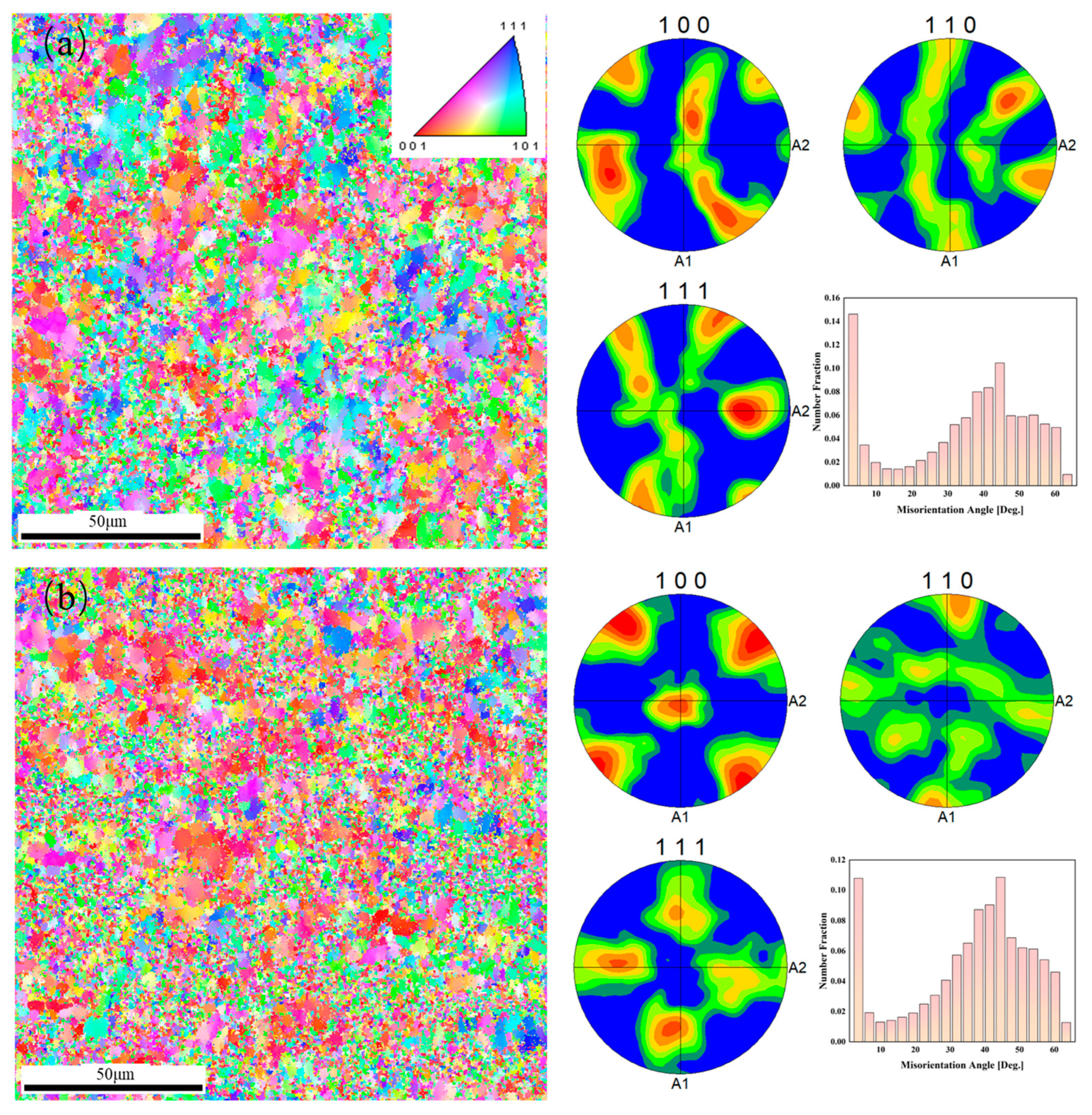
- The Al-Ca-Fe alloy had better mechanical properties than the Al-Ca alloy, which was attributed to the refinement of the spheroidized eutectic structure at high temperature by the T phase and the refinement of the grains during recrystallization. The fine spherical phase, the small grains around the particles, and the eutectic phase with a high-volume fraction all help to prevent the early formation of pores or the propagation of cracks, thereby preventing failure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Qin, G.; Zheng, L.; Mi, P.; Zhu, Y.; Li, M.; Na, J.; Wang, Y. Influence of single or multi-factor coupling of temperature, humidity and load on the aging failure of adhesively bonded CFRP/aluminum alloy composite joints for automobile applications. Int. J. Adhes. Adhes. 2023, 123, 103345. [Google Scholar] [CrossRef]
- Liu, W.; Peng, T.; Kishita, Y.; Umeda, Y.; Tang, R.; Tang, W.; Hu, L. Critical life cycle inventory for aluminum die casting: A lightweight-vehicle manufacturing enabling technology. Appl. Energy 2021, 304, 117814. [Google Scholar] [CrossRef]
- Sui, Q.; Cheng, D.; Dong, Y.; Ma, Y.; Su, Y.; Hu, N.; Sun, Z.; Chen, Y. Effect of Reticulate Unit Spacing on Microstructure and Properties of Biomimetic 7075 Aluminum Alloy by Laser Cladding. Micromachines 2023, 14, 418. [Google Scholar] [CrossRef] [PubMed]
- Lin, R.; Liu, B.; Zhang, J.; Zhang, S. Microstructure evolution and properties of 7075 aluminum alloy recycled from scrap aircraft aluminum alloys. J. Mater. Res. Technol. 2022, 19, 354–367. [Google Scholar] [CrossRef]
- Otani, L.B.; Matsuo, M.M.; Freitas, B.J.M.; Zepon, G.; Kiminami, C.S.; Botta, W.J.; Bolfarini, C. Tailoring the microstructure of recycled 319 aluminum alloy aiming at high ductility—ScienceDirect. J. Mater. Res. Technol. 2019, 8, 3539–3549. [Google Scholar] [CrossRef]
- Raabe, D.; Ponge, D.; Uggowitzer, P.J.; Roscher, M.; Paolantonio, M.; Liu, C.; Antrekowitsch, H.; Kozeschnik, E.; Seidmann, D.; Gault, B.; et al. Making sustainable aluminum by recycling scrap: The science of “dirty” alloys. Prog. Mater. Sci. 2022, 128, 100947. [Google Scholar] [CrossRef]
- Das, S.K.; Green, J.A.; Kaufman, J.G.; Emadi, D.; Mahfoud, M. Aluminum recycling—An integrated, industrywide approach. JOM 2010, 62, 23–26. [Google Scholar] [CrossRef]
- Bertram, M.; Ramkumar, S.; Rechberger, H.; Rombach, G.; Bayliss, C.; Martchek, K.J.; Müller, D.; Liu, G. A regionally-linked, dynamic material flow modelling tool for rolled, extruded and cast aluminium products. Resour. Conserv. Recycl. 2017, 125, 48–69. [Google Scholar] [CrossRef]
- Zhang, W.-W.; Lin, B.; Luo, Z.; Zhao, Y.-L.; Li, Y.-Y. Formation of Fe-rich intermetallic compounds and their effect on the tensile properties of squeeze-cast Al–Cu alloys. J. Mater. Res. 2015, 30, 2474–2484. [Google Scholar] [CrossRef]
- Becker, H.; Bergh, T.; Vullum, P.E.; Leineweber, A.; Li, Y. β-and δ-Al-Fe-Si intermetallic phase, their intergrowth and polytype formation. J. Alloys Compd. 2019, 780, 917–929. [Google Scholar] [CrossRef]
- Ji, S.; Yang, W.; Gao, F.; Watson, D.; Fan, Z. Effect of iron on the microstructure and mechanical property of Al–Mg–Si–Mn and Al–Mg–Si diecast alloys. Mater. Sci. Eng. A 2013, 564, 130–139. [Google Scholar] [CrossRef]
- Zare, M.A.; Taghiabadi, R.; Ghoncheh, M. Effect of cooling rate on microstructure and mechanical properties of AA5056 Al-Mg alloy. Int. J. Met. 2021, 16, 1533–1543. [Google Scholar] [CrossRef]
- Yin, Q.; Chen, G.; Cao, H.; Teng, X.; Wei, S.; Zhang, B.; Leng, X. Microstructural analysis and mechanical property optimization for TP347HFG steel/6082 aluminum alloy electron beam welded joint. Vacuum 2022, 203, 111259. [Google Scholar] [CrossRef]
- Song, D.-F.; Wang, S.-C.; Zhao, Y.-L.; Liu, S.-H.; Yong, D.; Kang, Y.-H.; Zhi, W.; Zhang, W.-W. Effect of melt holding on morphological evolution and sedimentation behavior of iron-rich intermetallic phases in Al—Si—Fe—Mn—Mg alloy. Trans. Nonferrous Met. Soc. China 2020, 30, 1–13. [Google Scholar] [CrossRef]
- Lu, L.; Dahle, A. Iron-rich intermetallic phases and their role in casting defect formation in hypoeutectic Al-Si alloys. Metall. Mater. Trans. A 2005, 36, 819–835. [Google Scholar]
- Zhang, L.; Gao, J.; Damoah, L.N.W.; Robertson, D.G. Removal of iron from aluminum: A review. Miner. Process. Extr. Metall. Rev. 2012, 33, 99–157. [Google Scholar] [CrossRef]
- Bo, L.; Xiangxiang, H.; Rui, X.; Yuliang, Z.; Yemao, L.; Huaqiang, X. Evolution of iron-rich intermetallics and its effect on the mechanical properties of Al–Cu–Mn–Fe–Si alloys after thermal exposure and high-temperature tensile testing. J. Mater. Res. Technol. 2023, 23, 2527–2541. [Google Scholar] [CrossRef]
- Sillekens, W.H.; Sano, T.; Terasaki, M.; Matsuno, K.; Kals, J.A.G. Formability of recycled aluminium alloy 5017. J. Mater. Process. Technol. 1997, 65, 252–260. [Google Scholar] [CrossRef]
- Trink, B.; Weißensteiner, I.; Uggowitzer, P.J.; Strobel, K.; Pogatscher, S. High Fe content in Al-Mg-Si wrought alloys facilitates excellent mechanical properties. Scr. Mater. 2022, 215, 114701. [Google Scholar] [CrossRef]
- Ashtari, P.; Tezuka, H.; Sato, T. Modification of Fe-containing intermetallic compounds by K addition to Fe-rich AA319 aluminum alloys. Scr. Mater. 2005, 53, 937–942. [Google Scholar] [CrossRef]
- Ferraro, S.; Fabrizi, A.; Timelli, G. Evolution of sludge particles in secondary die-cast aluminum alloys as function of Fe, Mn and Cr contents. Mater. Chem. Phys. 2015, 153, 168–179. [Google Scholar] [CrossRef]
- Martins, J.P.; Carvalho, A.L.M.; Padilha, A.F. Microstructure and texture assessment of Al–Mn–Fe–Si (3003) aluminum alloy produced by continuous and semicontinuous casting processes. J. Mater. Sci. 2009, 44, 2966–2976. [Google Scholar] [CrossRef]
- Raabe, D. The Materials Science behind Sustainable Metals and Alloys. Chem. Rev. 2023, 123, 2436–2608. [Google Scholar] [CrossRef] [PubMed]
- Akopyan, T.K.; Letyagin, N.V.; Sviridova, T.Y.A.; Korotkova, N.O.; Prosviryakov, A.S. New Casting Alloys Based on the Al+Al4(Ca,La) Eutectic. Jom 2020, 72, 3779–3786. [Google Scholar] [CrossRef]
- Belov, N.A.; Naumova, E.A.; Alabin, A.N.; Matveeva, I.A. Effect of scandium on structure and hardening of Al–Ca eutectic alloys. J. Alloys Compd. 2015, 646, 741–747. [Google Scholar] [CrossRef]
- Korotkova, N.O.; Belov, N.A.; Avxentieva, N.N.; Aksenov, A.A. Effect of Calcium Additives on the Phase Composition and Physicomechanical Properties of a Conductive Alloy Al–0.5% Fe–0.2% Si–0.2% Zr–0.1% Sc. Phys. Met. Metallogr. 2020, 121, 95–101. [Google Scholar] [CrossRef]
- Akopyan, T.K.; Belov, N.A.; Letyagin, N.V.; Cherkasov, S.O.; Nguen, X.D. Description of the New Eutectic Al-Ca-Cu System in the Aluminum Corner. Metals 2023, 13, 802. [Google Scholar] [CrossRef]
- Du, H.; Zhang, S.; Zhang, B.; Tao, X.; Yao, Z.; Belov, N.; van der Zwaag, S.; Liu, Z. Ca-modified Al–Mg–Sc alloy with high strength at elevated temperatures due to a hierarchical microstructure. J. Mater. Sci. 2021, 56, 16145–16157. [Google Scholar] [CrossRef]
- Zhou, D.; Liu, J.; Peng, P.; Chen, L.; Hu, Y. A first-principles study on the structural stability of Al2Ca Al4Ca and Mg2Ca phases. Mater. Lett. 2008, 62, 206–210. [Google Scholar] [CrossRef]
- Piatti, G.; Pellegrini, G.; Trippodo, R. The tensile properties of a new superplastic aluminium alloy: Al-Al4Ca eutectic. J. Mater. Sci. 1976, 11, 186–190. [Google Scholar] [CrossRef]
- Naumova, E.A.; Rogachev, S.O.; Sundeev, R.V. Effect of severe plastic deformations on structure features and mechanical behavior of Al4Ca intermetallic in Al-18% Ca alloy. J. Alloys Compd. 2021, 854, 157117. [Google Scholar] [CrossRef]
- Belov, N.A.; Naumova, E.A.; Akopyan, T.K.; Doroshenko, V.V. Phase Diagram of the Al-Ca-Fe-Si System and Its Application for the Design of Aluminum Matrix Composites. JOM 2018, 70, 2710–2715. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Belov, N.A.; Akopyan, T.K.; Korotkova, N.O.; Naumova, E.A.; Pesin, A.M.; Letyagin, N.V. Structure and Properties of Al-Ca(Fe, Si, Zr, Sc) Wire Alloy Manufactured from As-Cast Billet. Jom 2020, 72, 3760–3768. [Google Scholar] [CrossRef]
- Nowotny, H.; Wormnes, E.; Mohrnheim, A. Untersuchungen in den Systemen Aluminium-Kalzıum, Magnesıum-Kalzıum und Magnesium-Zirkon. Int. J. Mater. Res. 1940, 32, 39–42. [Google Scholar] [CrossRef]
- Sera, M.; Tanaka, D.; Tanida, H.; Moriyoshi, C.; Ogawa, M.; Kuroiwa, Y.; Nishioka, T.; Matsumura, M.; Kim, J.; Tsuji, N. Crystal Structure and Anisotropic c--f Hybridization in CeT2Al10 (T=Ru, Fe). J. Phys. Soc. Jpn. 2013, 82, 024603–024613. [Google Scholar] [CrossRef]
- Thiede, V.M.T.; Ebel, T.; Jeitschko, W. Ternary aluminides LnT2Al10 (Ln=Y, La–Nd, Sm, Gd–Lu andT=Fe, Ru, Os) with YbFe2Al10 type structure and magneticproperties of the iron-containing series. J. Mater. Chem. 1998, 8, 125–130. [Google Scholar] [CrossRef]
- Knipling, K.E.; Karnesky, R.A.; Lee, C.P.; Dunand, D.C.; Seidman, D.N. Precipitation evolution in Al–0.1 Sc, Al–0.1 Zr and Al–0.1 Sc–0.1 Zr (at.%) alloys during isochronal aging. Acta Mater. 2010, 58, 5184–5195. [Google Scholar] [CrossRef]
- Zhang, S.; Du, H.; Yao, Z.; Liu, Z.; Zhu, Y.; Shuai, L.; Huang, T.; Huang, X.; Tao, X.; Mondal, D.P.; et al. Superior high temperature creep resistance of a cast Al–Mg–Ca-Sc alloy with multi-scale hierarchical microstructures. Mater. Sci. Eng. A 2022, 850, 143533. [Google Scholar] [CrossRef]
- Luckhaus, S.; Modica, L. The Gibbs-Thompson relation within the gradient theory of phase transitions. Arch. Ration. Mech. Anal. 1989, 107, 71–83. [Google Scholar] [CrossRef]
- Li, H.; Xu, W.; Wang, Z.X.; Fang, B.J.; Song, R.G.; Zheng, Z.Q. Spheroidizing Behavior of the Lamellar Al8CeCu4 Phase in Al-14Cu-7Ce Alloy. Rare Met. Mater. Eng. 2016, 45, 2480–2484. [Google Scholar]
- Nichols, F. On the spheroidization of rod-shaped particles of finite length. J. Mater. Sci. 1976, 11, 1077–1082. [Google Scholar] [CrossRef]
- Wert, J.A.; Bartholomeusz, M.F. Effect of creep strain on microstructural stability and creep resistance of a TiAl/Ti3Al lamellar alloy. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 1996, 27, 127–134. [Google Scholar] [CrossRef]
- Kevorkov, D.; Schmid-Fetzer, R. The Al-Ca system, part 1: Experimental investigation of phase equilibria and crystal structures. Z. Fur Met. 2001, 92, 946–952. [Google Scholar] [CrossRef]
- Han, K.; Ohnuma, I.; Kainuma, R. Experimental determination of phase equilibria of Al-rich portion in the Al–Fe binary system. J. Alloys Compd. 2016, 668, 97–106. [Google Scholar] [CrossRef]
- Kendig, K.; Miracle, D. Strengthening mechanisms of an Al-Mg-Sc-Zr alloy. Acta Mater. 2002, 50, 4165–4175. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Ca | Fe | Expected Phase |
|---|---|---|---|---|
| 1 | 78.62 | 21.38 | - | Al4Ca |
| 2 | 79.11 | 20.89 | - | Al4Ca |
| 3 | 78.93 | 21.07 | - | Al4Ca |
| 4 | 99.68 | 0.32 | - | (Al) |
| 5 | 99.86 | 0.14 | - | (Al) |
| 6 | 91.93 | 2.16 | 5.91 | (Al) + Al4Ca + T |
| 7 | 94.82 | 5.05 | 0.13 | (Al) + Al4Ca |
| Al-Ca (as-Cast) | Al-Ca (as-Rolled) | Al-Ca-Fe (as-Cast) | Al-Ca-Fe (as-Rolled) | |
|---|---|---|---|---|
| Rp0.2 (Mpa) | 108 ± 5 | 166 ± 8 | 110 ± 4 | 181 ± 5 |
| Rm (Mpa) | 141 ± 8 | 194 ± 18 | 168 ± 4 | 221 ± 1 |
| E% | 13.3 ± 1.2 | 3.3 ± 1.1 | 7.1 ± 0.3 | 3.0 ± 0.7 |
| Phase | E (Gpa) | H (Gpa) | H/E | H3/E2 (Gpa) |
|---|---|---|---|---|
| (Al) matrix | 70.2 | 0.443 | 6.31 × 10−3 | 1.76 × 10−5 |
| Al4Ca | 63.0 | 0.650 | 1.03 × 10−2 | 6.93 × 10−5 |
| Al4Ca + T | 66.2 | 1.25 | 1.89 × 10−2 | 4.46 × 10−4 |
| Element | Al | Ca | Fe |
|---|---|---|---|
| 1 | 79.50 | 7.05 | 13.46 |
| 2 | 83.36 | 5.36 | 11.28 |
| 3 | 82.74 | 5.71 | 11.55 |
| 4 | 76.77 | 6.22 | 17.01 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shen, T.; Zhang, S.; Liu, Z.; Yu, S.; Jiang, J.; Tao, X.; Akopyan, T.; Belov, N.; Yao, Z. Convert Harm into Benefit: The Role of the Al10CaFe2 Phase in Al-Ca Wrought Aluminum Alloys Having High Compatibility with Fe. Materials 2023, 16, 7488. https://doi.org/10.3390/ma16237488
Shen T, Zhang S, Liu Z, Yu S, Jiang J, Tao X, Akopyan T, Belov N, Yao Z. Convert Harm into Benefit: The Role of the Al10CaFe2 Phase in Al-Ca Wrought Aluminum Alloys Having High Compatibility with Fe. Materials. 2023; 16(23):7488. https://doi.org/10.3390/ma16237488
Chicago/Turabian StyleShen, Tianying, Shasha Zhang, Zili Liu, Shuaipeng Yu, Junchao Jiang, Xuewei Tao, Torgom Akopyan, Nikolay Belov, and Zhengjun Yao. 2023. "Convert Harm into Benefit: The Role of the Al10CaFe2 Phase in Al-Ca Wrought Aluminum Alloys Having High Compatibility with Fe" Materials 16, no. 23: 7488. https://doi.org/10.3390/ma16237488