
Effect of Si Content on Microstructures and Electrochemical Properties of Al-xSi-3.5Fe Coating Alloy
 and
and
Abstract
:1. Introduction
2. Experiment
2.1. Material Preparation
2.2. Microstructure Analysis
2.3. Electrochemical Analysis
2.4. Full Immersion Corrosion Experiment
3. Results
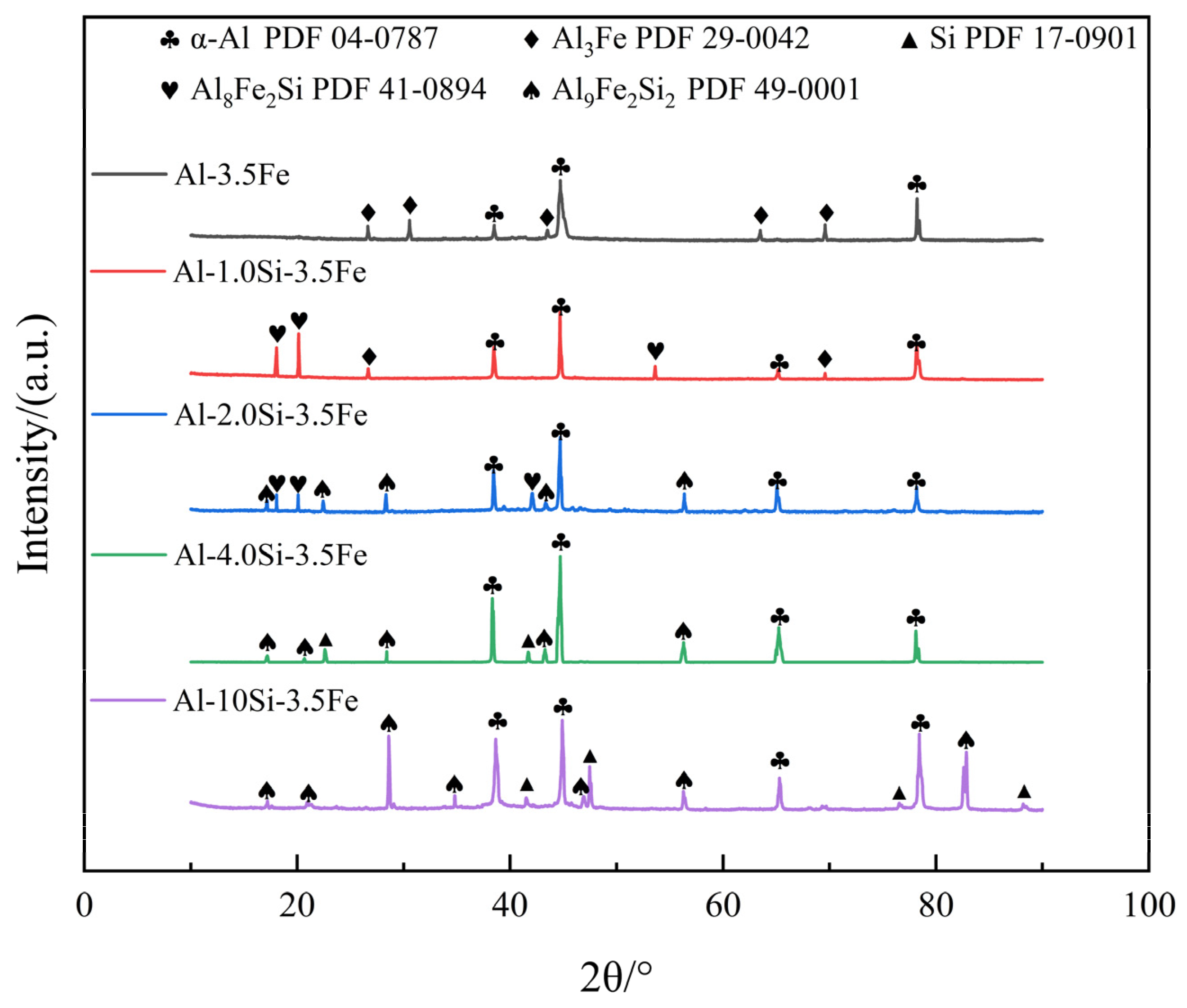
3.1. Microstructure and Phase Analysis of the Alloy
3.1.1. Al-Fe-Si Ternary Phase Diagram
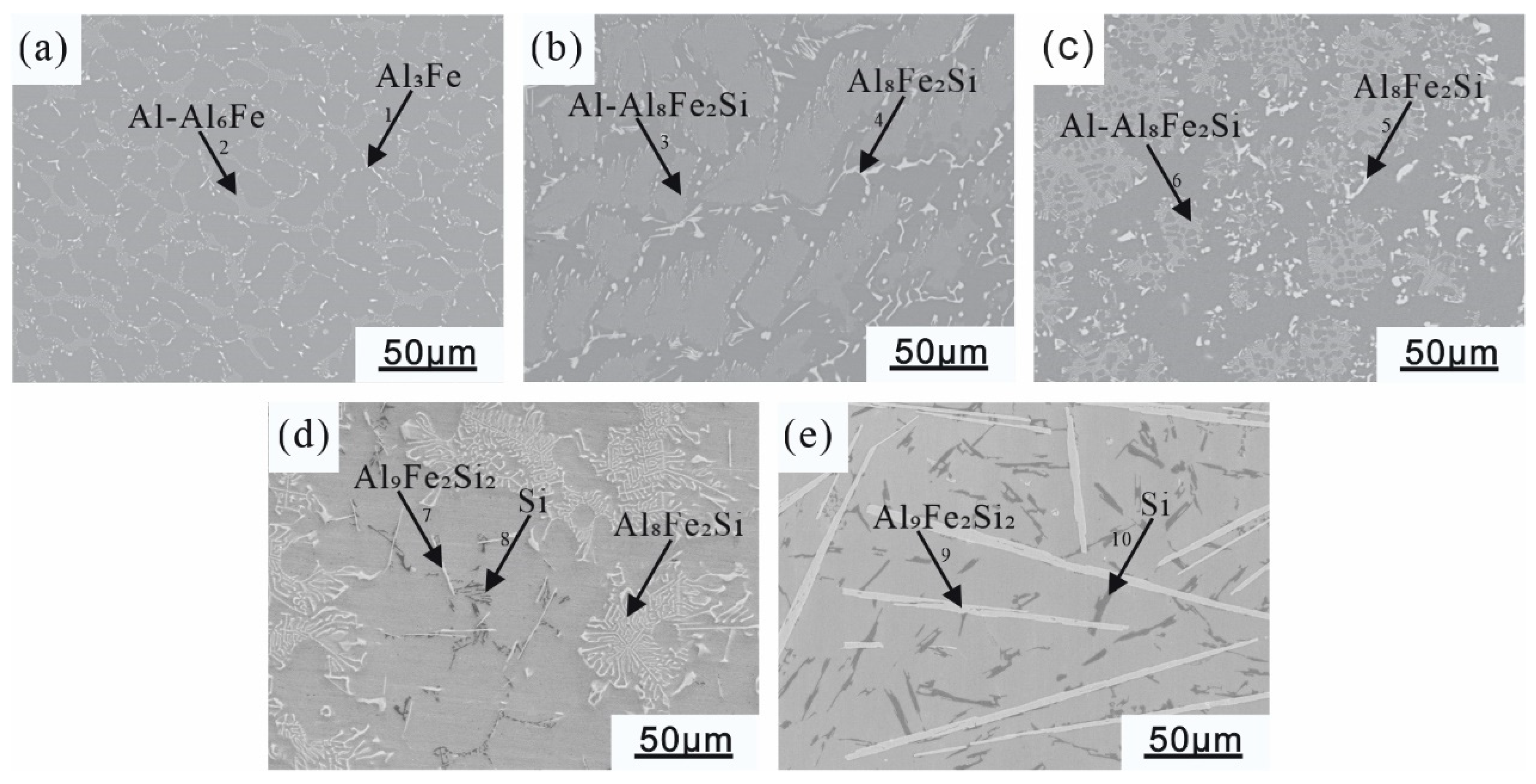
3.1.2. Microstructure and Morphology of Alloy before Corrosion
3.2. Microstructure Analysis of Alloy after Corrosion
3.2.1. Surface Morphology of Alloy after Corrosion
3.2.2. Cross-Sectional Morphology of Alloy after Corrosion
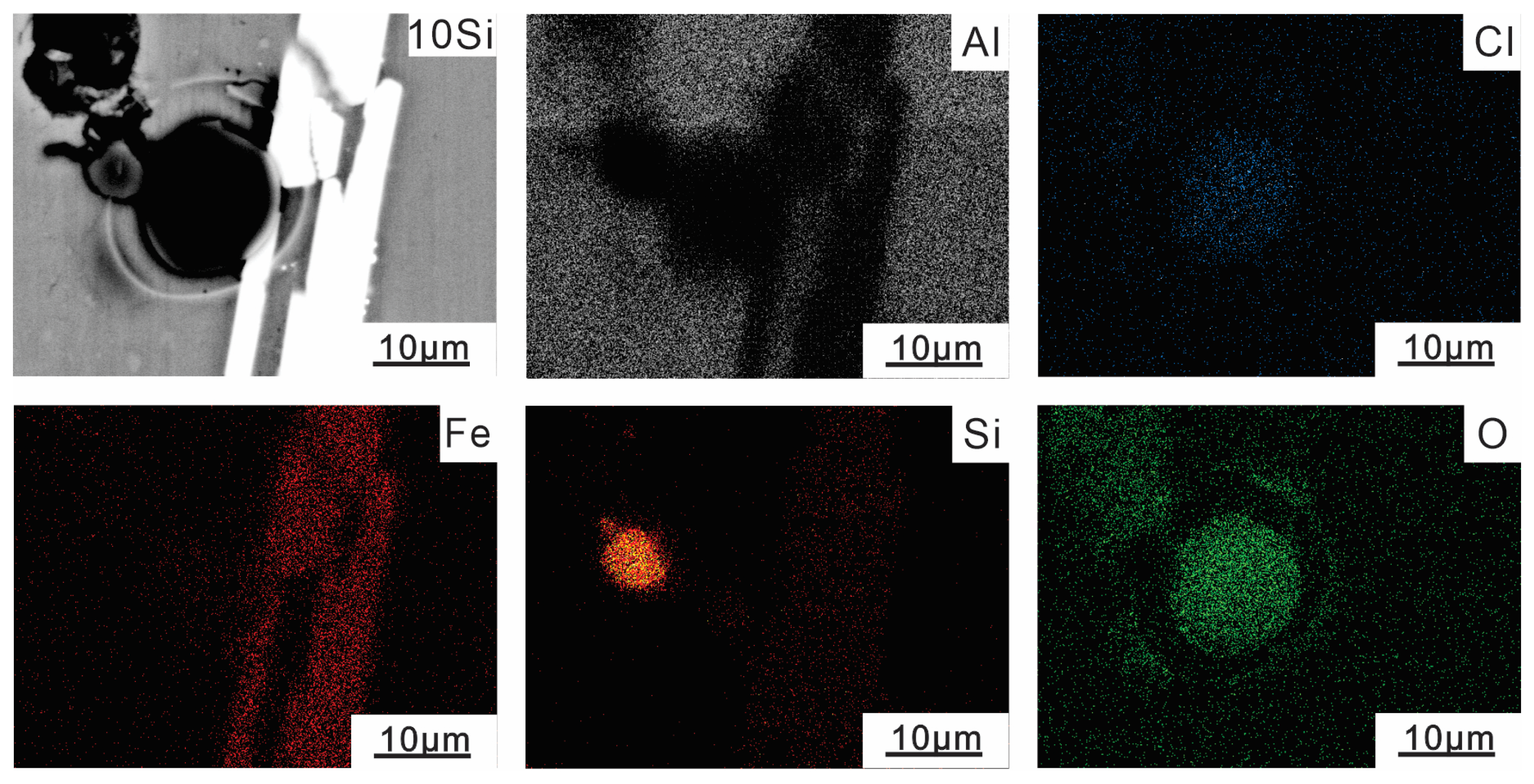
3.2.3. Corrosion Products
3.3. Electrochemical Test and Analysis
3.3.1. Open Circuit Potential
3.3.2. Polarization Curve
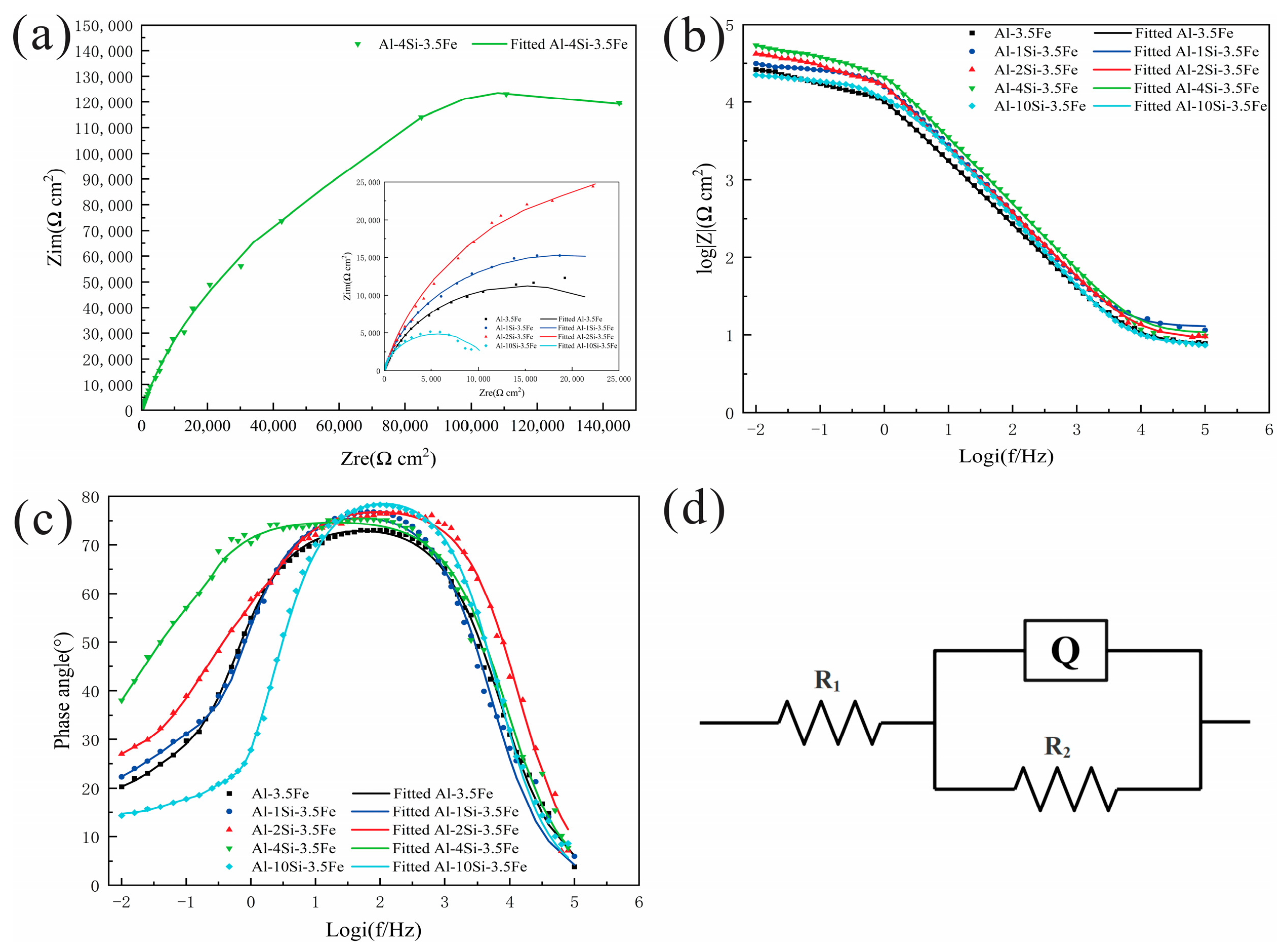
3.3.3. Electrochemical Impedance
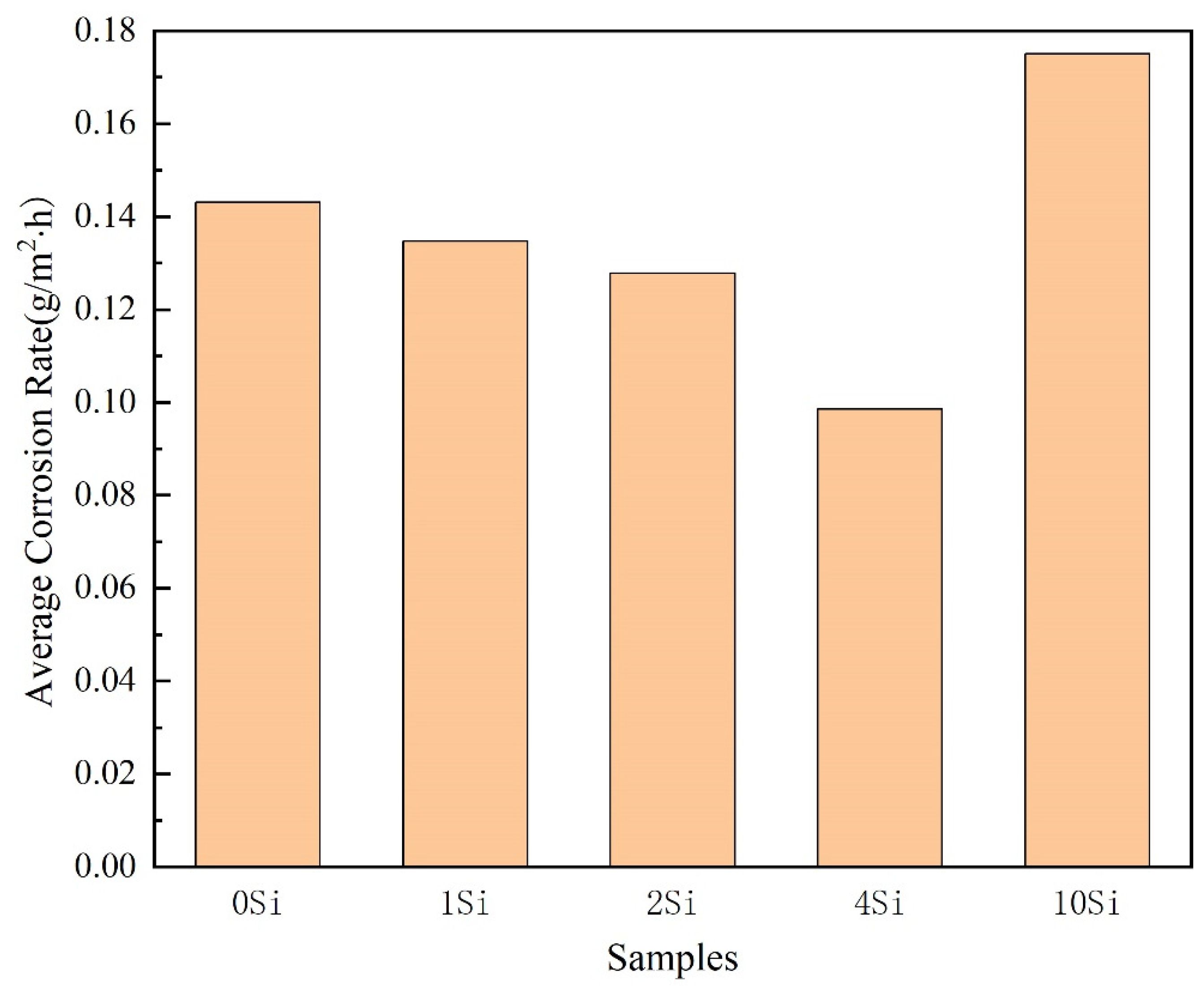
3.3.4. Alloy Full Immersion Experiment
4. Discussion
4.1. Microstructure of Coating Alloy
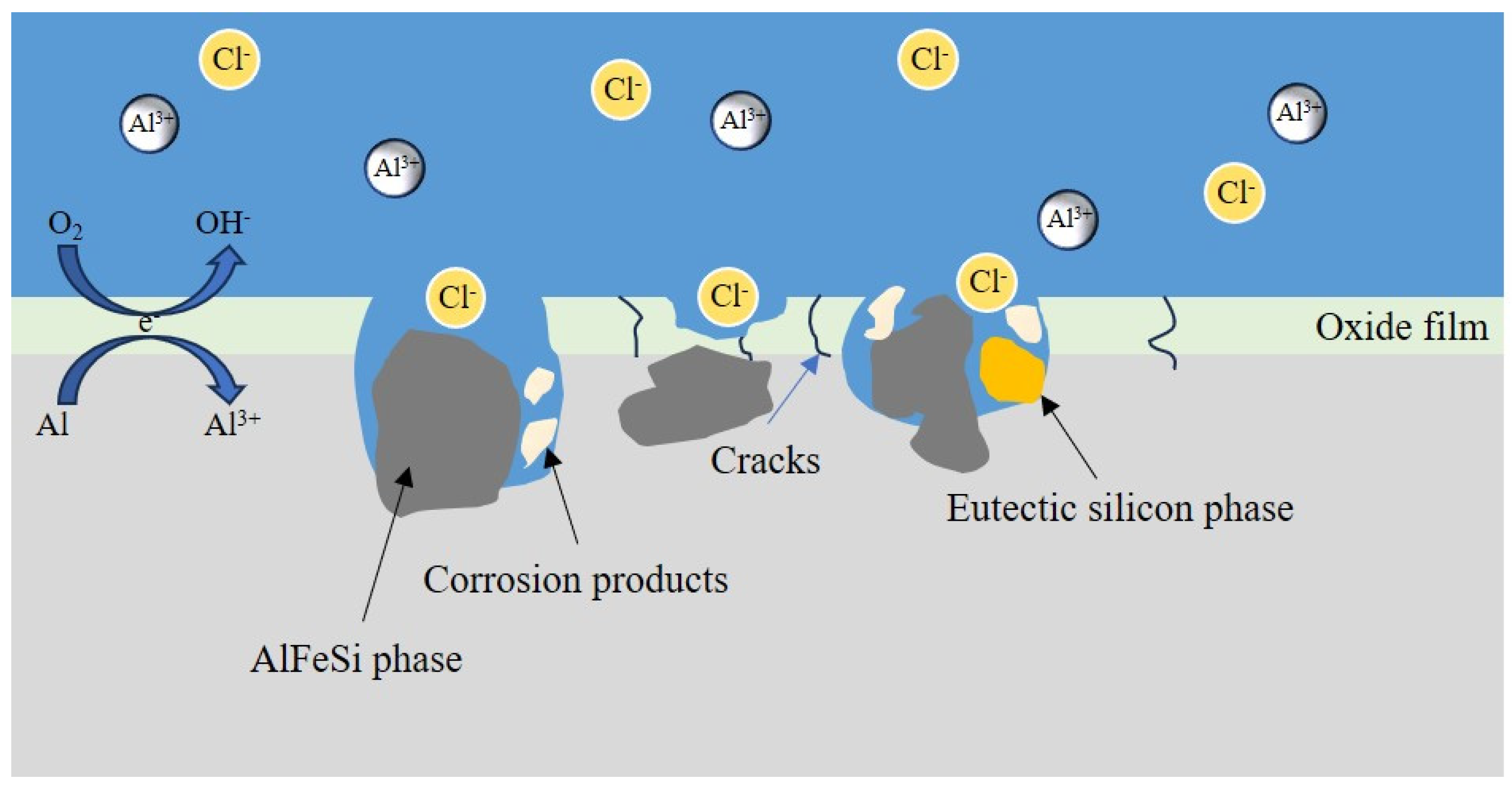
4.2. Corrosion Phenomenon of Coating Alloy
4.3. Electrochemical Analysis of Coating Alloys
5. Conclusions
- α-Al and iron-rich phases exist in Al-xSi-3.5Fe coatings with different Si contents. As the Si content increases, the iron-rich phase transforms from Al3Fe, Al6Fe to Al8Fe2Si, and finally to Al9Fe2Si2. When the Si content exceeds 4 wt.%, the excess Si forms an eutectic silicon phase with the aluminum matrix.
- The electrode potential of the alloy first rises and then falls with the increasing Si content, and the corrosion resistance follows the same trend. The sacrificial anode performance is the best when the Si content is 10 wt.%.
- The corrosion mode of the Al-xSi-3.5Fe alloys is galvanic corrosion. When the Si content is below 4 wt.%, the iron-rich phase acts as the cathode phase and forms micro-galvanic cells with the aluminum matrix. When the Si content is above 4 wt.%, the eutectic silicon phase acts as the cathode phase, forming micro-galvanic cells with the aluminum matrix and iron-rich phase.
- These findings are of great significance for optimizing the performance of the Al-xSi-3.5Fe alloy for hot-dip aluminum in industrial applications. The follow-up research can investigate the electrochemical performance of the alloy under different concentrations of Cl ions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Koch, G. 1-Cost of corrosion. In Trends in Oil and Gas Corrosion Research and Technologies; El-Sherik, A.M., Ed.; Woodhead Publishing: Boston, MA, USA, 2017; pp. 3–30. [Google Scholar]
- Rousseau, C.; Baraud, F.; Leleyter, L.; Gil, O. Cathodic protection by zinc sacrificial anodes: Impact on marine sediment metallic contamination. J. Hazard. Mater. 2009, 167, 953–958. [Google Scholar] [CrossRef] [PubMed]
- Uhlig, H.H.; Revie, R.W. Corrosion and Corrosion Control, 3rd ed.; John Wiley and Sons: New York, NY, USA, 1985. [Google Scholar]
- Cho, L.; Golem, L.; Jung, E.S.; Bhattacharya, D.; Speer, J.G.; Findley, K.O. Microstructural characteristics and mechanical properties of the Al–Si coating on press hardened 22MnB5 steel. J. Alloys Compd. 2020, 846, 156349. [Google Scholar] [CrossRef]
- Montemor, M.F. Functional and smart coatings for corrosion protection: A review of recent advances. Surf. Coat. Technol. 2014, 258, 17–37. [Google Scholar] [CrossRef]
- Couto, C.P.; Revilla, R.I.; Politano, R.; Costa, I.; Panossian, Z.; De Graeve, I.; Rossi, J.L.; Terryn, H. Influence of austenitisation temperatures during hot stamping on the local electrochemical behaviour of 22MnB5 steel coated with hot-dip Al-Si. Corros. Sci. 2021, 190, 109673. [Google Scholar] [CrossRef]
- Jawad, D.H.; Hosseinzadeh, A.; Yapici, G.G. Effect of layer architecture on the mechanical behavior of accumulative roll bonded interstitial free steel/aluminum composites. Mater. Sci. Eng. A 2021, 818, 141387. [Google Scholar] [CrossRef]
- Kim, C.; Cho, S.; Yang, W.; Karayan, A.I.; Castaneda, H. Corrosion behavior of Al-Si-Mg coated hot-press-forming steel. Corros. Sci. 2021, 183, 109339. [Google Scholar] [CrossRef]
- Lazorenko, G.; Kasprzhitskii, A.; Nazdracheva, T. Anti-corrosion coatings for protection of steel railway structures exposed to atmospheric environments: A review. Constr. Build. Mater. 2021, 288, 123115. [Google Scholar] [CrossRef]
- Ding, Z.; Hu, Q.; Lu, W.; Ge, X.; Cao, S.; Sun, S.Y.; Yang, T.X.; Xia, M.X.; Li, J.G. Microstructural evolution and growth behavior of intermetallic compounds at the liquid Al/solid Fe interface by synchrotron X-ray radiography. Mater. Charact. 2018, 136, 157–164. [Google Scholar] [CrossRef]
- Khalid, M.Z.; Friis, J.; Ninive, P.H.; Strandlie, A. DFT calculations based insight into bonding character and strength of Fe2Al5 and Fe4Al13 intermetallics at Al-Fe joints. Procedia Manuf. 2018, 15, 1407–1415. [Google Scholar] [CrossRef]
- Liu, B.; Yang, Q.; Wang, Y. Interaction and intermetallic phase formation between aluminum and stainless steel. Results Phys. 2019, 12, 514–524. [Google Scholar] [CrossRef]
- Kishore, K.; Chhangani, S.; Prasad, M.J.N.V.; Bhanumurthy, K. Microstructure evolution and hardness of hot-dip aluminized coating on pure iron and EUROFER 97 steel: Effect of substrate chemistry and heat treatment. Surf. Coat. Technol. 2021, 409, 126783. [Google Scholar] [CrossRef]
- Azimaee, H.; Sarfaraz, M.; Mirjalili, M.; Aminian, K. Effect of silicon and manganese on the kinetics and morphology of the intermetallic layer growth during hot-dip aluminizing. Surf. Coat. Technol. 2019, 357, 483–496. [Google Scholar] [CrossRef]
- Phelan, D.; Xu, B.J.; Dippenaar, R. Formation of intermetallic phases on 55wt.%Al–Zn–Si hot dip strip. Mater. Sci. Eng. A 2006, 420, 144–149. [Google Scholar] [CrossRef]
- Shady, M.A.; El-Sissi, A.R.; Attia, A.M.; El-Mahallawy, N.A.; Taha, M.A.; Reif, W. On the technological properties of steel strips aluminized in Al-Si baths. J. Mater. Sci. Lett. 1996, 15, 1032–1036. [Google Scholar] [CrossRef]
- Springer, H.; Kostka, A.; Payton, E.J.; Raabe, D.; Kaysser-pyzalla, A.; Eggeler, G. On the formation and growth of intermetallic phases during interdiffusion between low-carbon steel and aluminum alloys. Acta Mater. 2011, 59, 1586–1600. [Google Scholar] [CrossRef]
- Dey, P.P.; Modak, P.; Banerjee, P.S.; Chakrabarti, D.; Seikh, A.H.; Abdo, H.S.; Luqman, M.; Ghosh, M. Studies on the characterization and morphological features of the coating on interstitial free steel dipped in molten Al-Si-Mg alloy at 800 °C. J. Mater. Res. Technol. 2020, 9, 4788–4805. [Google Scholar] [CrossRef]
- Wei, D.S.; Tu, H.; Zhou, S.T.; Liu, Y.; Wu, C.J.; Wang, J.H.; Su, X.P. Effect of silicon on the reaction between solid iron and liquid Zn-22.3wt.% Al bath. Surf. Coat. Technol. 2016, 305, 29–35. [Google Scholar] [CrossRef]
- Peng, H.P.; Su, X.P.; Li, Z.; Wang, J.H.; Wu, C.J.; Tu, H.; Lai, X.F. Synergistic effect of Cu and Si on hot-dipping galvalume coating. Surf. Coat. Technol. 2012, 206, 4329–4334. [Google Scholar] [CrossRef]
- Jiao, X.Y.; Liu, C.F.; Guo, Z.P.; Tong, G.D.; Ma, S.L.; Bi, Y.; Zhang, Y.F.; Xiong, S.M. The characterization of Fe-rich phases in a high-pressure die-cast hypoeutectic aluminum-silicon alloy. J. Mater. Sci. Technol. 2021, 51, 54–62. [Google Scholar] [CrossRef]
- Mingo, B.; Arrabal, R.; Pardo, A.; Matykina, E.; Skeldon, P. 3D study of intermetallics and their effect on the corrosion morphology of rheocast aluminium alloy. Mater. Charact. 2016, 112, 122–128. [Google Scholar] [CrossRef]
- Pradhan, D.; Mondal, A.; Chakraborty, A.; Manna, M.; Dutta, M. Microstructural investigation and corrosion behavior of hot-dipped Al-Si-Mg-Cu alloy coated steel. Surf. Coat. Technol. 2019, 375, 427–441. [Google Scholar] [CrossRef]
- Li, J.D.; Chen, F.M.; Wang, Y.Z.; Zhang, Y.L.; Zhang, R.; Luo, Y.; He, Y.Q.; Sun, K.; Zuo, L. Effect of Fe and Ther-mal Exposure on Mechanical Properties of Al-Si-Cu-Ni-Mg-Fe Alloy. Crystals 2023, 13, 993. [Google Scholar] [CrossRef]
- Piotr, M. Distribution and Morphology of α-Al, Si and Fe-Rich Phases in Al-Si-Fe Alloys under an Electromagnetic Field. Materials 2023, 16, 3304. [Google Scholar] [CrossRef]
- Kakinuma, H.; Muto, I.; Oya, Y.; Momii, T.; Jin, Y.; Sugawara, Y.; Hara, N. Change in Oxygen Reduction Reactivity of Intermetallics: A Mechanism of the Difference in Trenching around Al-Fe and Al-Fe-Si Particles on AA1050 in NaCl. J. Electrochem. Soc. 2023, 170, 021503. [Google Scholar] [CrossRef]
- Pontevichi, S.; Bosselet, F.; Barneau, F.; Peronnet, M.; Viala, J.C. Solid-liquid phase equilibria in the Al-Fe-Si system at 727 °C. J. Phase Equilib. Diffus. 2004, 25, 528–537. [Google Scholar] [CrossRef]
- Goulart, P.R.; Lazarine, V.B.; Leal, C.V.; Spinelli, J.E.; Cheung, N.; Garcia, A. Investigation of intermetallics in hypoeutectic Al–Fe alloys by dissolution of the Al matrix. Intermetallics 2009, 17, 753–761. [Google Scholar] [CrossRef]
- Lan, X.; Li, K.; Wang, J.; Yang, M.J.; Lu, Q.; Du, Y. Developing Al–Fe–Si alloys with high thermal stability through tuning Fe, Si contents and cooling rates. Intermetallics 2022, 144, 107505. [Google Scholar] [CrossRef]
- Nur, M.A.; Khan, A.A.; Sharma, S.D.; Kaiser, M.S. Electrochemical corrosion performance of Si-doped Al-based automotive alloy in 0.1M NaCl solution. J. Electrochem. Sci. Eng. 2022, 12, 565–576. [Google Scholar] [CrossRef]
- Libor, Ď.; Ivonaa, Č.; Pavola, P.; Mariána, P. Aqueous corrosion of aluminum-transition metal alloys composed of structurally complex phases: A review. Materials 2021, 18, 5418. [Google Scholar] [CrossRef]
- Li, J.C.; Dang, J. A Summary of Corrosion Properties of Al-Rich Solid Solution and Secondary Phase Particles in Al Alloys. Metals 2017, 7, 84. [Google Scholar] [CrossRef]
- Elrouby, M.; Abdelsamie, M.; El-Sayed, A. Effect of Sn and Zn alloying with Al on its electrochemical performance in an alkaline media containing CO2 for Al-air batteries application. Int. J. Hydrogen Energy 2023, 48, 27960–27977. [Google Scholar] [CrossRef]
- Daroonparvar, M.; Bakhsheshi-Rad, H.R.; Saberi, A.; Razzaghi, M.; Kasar, A.K.; Ramakrishna, S.; Menezes, P.L.; Misra, M.; Ismail, A.F.; Sharif, S.; et al. Surface modification of magnesium alloys using thermal and solid-state cold spray processes: Challenges and latest progresses. J. Magnes. Alloys 2022, 10, 2025–2061. [Google Scholar] [CrossRef]
- Bakhsheshi-Rad, H.R.; Hamzah, E.; Abdul-Kadir, M.R. Corrosion and mechanical performance of double-layered nano-Al/PCL coating on Mg-Ca-Bi alloy. Vacuum 2015, 119, 95–98. [Google Scholar] [CrossRef]
- Liu, J.; Zhao, K.; Yu, M.; Li, S.M. Effect of surface abrasion on pitting corrosion of Al-Li alloy. Corros. Sci. 2018, 138, 75–84. [Google Scholar] [CrossRef]
- Chen, X.; Ma, X.; Zhao, G.; Wang, Y.X.; Xu, X. Effects of re-solution and re-aging treatment on mechanical property, corrosion resistance and electrochemical behavior of 2196 Al-Cu-Li alloy. Mater. Des. 2021, 204, 109662. [Google Scholar] [CrossRef]
- Griger, A.; Stefaniay, V. Equilibrium and non-equilibrium intermetallic phases in Al-Fe and Al-Fe-Si alloys. J. Mater. Sci. 1996, 31, 6645–6652. [Google Scholar] [CrossRef]
- Gorny, A.; Manickaraj, J.; Cai, Z.; Shankar, S. Evolution of Fe based intermetallic phases in Al–Si hypoeutectic casting alloys: Influence of the Si and Fe concentrations, and solidification rate. J. Alloys Compd. 2013, 577, 103–124. [Google Scholar] [CrossRef]
- Chen, M.; Zheng, X.; Liu, Z.; Zheng, Q.; Zheng, B. The role of hot extrusion in improving electrochemical properties of low-cost commercial Al alloy as anode for Al-air battery. J. Electroanal. Chem. 2022, 909, 116127. [Google Scholar] [CrossRef]
- Peng, C.; Cao, G.; Gu, T.; Wang, C.; Wang, Z.; Sun, C. The corrosion behavior of the 6061 Al alloy in a simulated Nansha marine atmosphere. J. Mater. Res. Technol. 2022, 19, 709–721. [Google Scholar] [CrossRef]
- Arrabal, R.; Mingo, B.; Pardo, A.; Mohedano, M.; Matykina, E.; Rodrí, I. Pitting corrosion of rheocast A356 aluminium alloy in 3.5wt.% NaCl solution. Corros. Sci. 2013, 73, 342–355. [Google Scholar] [CrossRef]
- Xu, Y.; Ding, D.; Yang, X.; Zhang, W.; Gao, Y.; Wu, Z.; Chen, G.; Chen, R.; Huang, Y.; Tang, J. Effect of Si Addition on Mechanical and Electrochemical Properties of Al-Fe-Cu-La Alloy for Current Collector of Lithium Battery. Metals 2019, 9, 1072. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Number | Al | Si | Fe |
|---|---|---|---|
| 0Si | Bal. | 0 | 3.5 |
| 1Si | Bal. | 1 | 3.5 |
| 2Si | Bal. | 2 | 3.5 |
| 4Si | Bal. | 4 | 3.5 |
| 10Si | Bal. | 10 | 3.5 |
| Alloy | Ecorr (Vsce) | Icorr (A/cm2) | Ba (mV/Decade) | Bc (mV/Decade) | Ucorr (mm/y) |
|---|---|---|---|---|---|
| 0Si | −821.11 | 2.1144 × 10−7 | 323.08 | 152.2 | 6.90 |
| 1Si | −798.02 | 1.2438 × 10−7 | 195.9 | 149.46 | 4.06 |
| 2Si | −778.37 | 8.6633 × 10−7 | 21.104 | 60.89 | 2.83 |
| 4Si | −741.11 | 3.7377 × 10−8 | 30.213 | 163.03 | 1.22 |
| 10Si | −834.36 | 2.4255 × 10−7 | 46.028 | 194.96 | 7.92 |
| Alloy | Rs (Ω·cm2) | Q | Rp (Ω·cm2) | Error (%) | |
|---|---|---|---|---|---|
| Yo (Ω·cm2) | n | ||||
| 0Si | 7.590 | 1.851 × 10−5 | 0.8251 | 2.970 × 104 | 3.79 |
| 1Si | 12.69 | 1.024 × 10−5 | 0.8616 | 3.808 × 104 | 5.14 |
| 2Si | 10.42 | 8.130 × 10−6 | 0.8581 | 6.882 × 104 | 4.72 |
| 4Si | 8.931 | 1.238 × 10−5 | 0.8354 | 3.081 × 105 | 4.60 |
| 10Si | 7.742 | 8.827 × 10−6 | 0.9034 | 1.127 × 104 | 3.58 |
| Alloy | Before Corrosion (g) | After Corrosion (g) | Vcorr (g/m2·h) |
|---|---|---|---|
| 0Si | 10.3651 | 10.3754 | 0.1341 |
| 1Si | 10.5229 | 10.5325 | 0.1347 |
| 2Si | 10.7775 | 10.7867 | 0.1278 |
| 4Si | 10.6111 | 10.6181 | 0.0986 |
| 10Si | 10.5905 | 10.6031 | 0.1750 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Y.; Shen, Y.; Wang, Q.; Liu, Y.; Shi, D.; Liu, Y.; Su, X. Effect of Si Content on Microstructures and Electrochemical Properties of Al-xSi-3.5Fe Coating Alloy. Materials 2023, 16, 7407. https://doi.org/10.3390/ma16237407
Wu Y, Shen Y, Wang Q, Liu Y, Shi D, Liu Y, Su X. Effect of Si Content on Microstructures and Electrochemical Properties of Al-xSi-3.5Fe Coating Alloy. Materials. 2023; 16(23):7407. https://doi.org/10.3390/ma16237407
Chicago/Turabian StyleWu, Yufeng, Ying Shen, Qi Wang, Yuhang Liu, Dongming Shi, Ya Liu, and Xuping Su. 2023. "Effect of Si Content on Microstructures and Electrochemical Properties of Al-xSi-3.5Fe Coating Alloy" Materials 16, no. 23: 7407. https://doi.org/10.3390/ma16237407