
Development of Computational Approach for Analyzing In-Process Thermal-Mechanical Condition during Friction Stir Welding for Prediction of Material Bonding Defect
Abstract
:1. Introduction
1.1. Thermal-Mechanical Simulation of FSW
1.2. Solid-State Bonding of Metal Surfaces by Thermal-Mechanical Processing
1.3. Motivation of the Present Study
2. Computational Approaches
2.1. Overview
2.2. CFD-Based Thermal-Mechanical Simulation of FSW
2.3. Butting Interface Tracking for Probing the Responsible Thermal-Mechanical State Variables for Material Bonding
2.4. Assessment of the Responsible Thermal-Mechanical Condition for Material Bonding
3. Results and Discussion
3.1. Friction at the Tool/Workpiece Interface
3.2. Heat Generation and Temperature Field
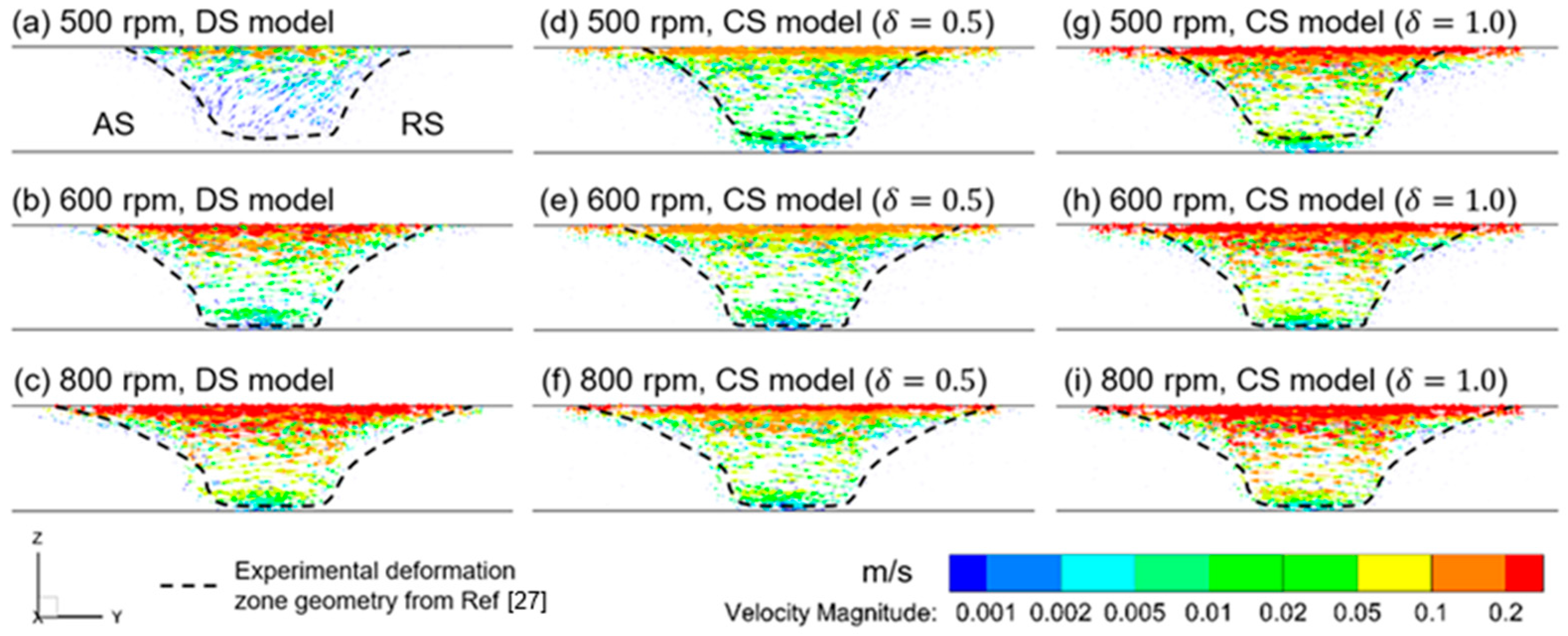
3.3. Material Flow Field in the Vicinity of the Welding Tool
3.4. Geometrical Evolution and Thermal-Mechanical History of the Butting Interface
3.5. Assessment of Bonding Quality Index for Analyzing Material Bonding in FSW
4. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| FSW | friction stir welding. |
| SSB | solid-state bonding. |
| CAE | computer-aided engineering. |
| BIT | butting interface tracking |
| CFD | computational fluid dynamics |
| CS | constant sticking |
| DS | dynamic sticking |
| CSRR | contact shoulder radius ratio |
| BQI | bonding quality index |
| UDF | user-defined functions |
| CoF | coefficient of friction |
References
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Ghidini, T. Materials for space exploration and settlement. Nat. Mater. 2018, 17, 846–850. [Google Scholar] [CrossRef]
- Leonard, A.; Lockyer, S. Flaws in friction stir welds. In Proceedings of the 4th International Symposium on Friction Stir Welding, Park City, UT, USA, 14–16 May 2003. [Google Scholar]
- Sato, Y.S.; Takauchi, H.; Park, S.H.C.; Kokawa, H. Characteristics of the kissing-bond in friction stir welded Al alloy 1050. Mater. Sci. Eng. A 2005, 405, 333–338. [Google Scholar] [CrossRef]
- Dai, Q.L.; Wang, X.Y.; Hou, Z.G.; Wu, J.J.; Shi, Q.Y. Microcavities accompanying a zigzag line in friction stir welded A6082-T6 alloy joint. Sci. Technol. Weld. Join. 2015, 20, 68–74. [Google Scholar] [CrossRef]
- Dickerson, T.; Przydatek, J. Fatigue of friction stir welds in aluminium alloys that contain root flaws. Int. J. Fatigue 2003, 25, 1399–1409. [Google Scholar] [CrossRef]
- Santos, T.G.; Miranda, R.; Vilaça, P. Friction Stir Welding assisted by electrical Joule effect. J. Mater. Process. Technol. 2014, 214, 2127–2133. [Google Scholar] [CrossRef]
- Carter, B. Introduction to Friction Stir Welding (FSW). In NASA Technical Reports Server (NTRS)—Document ID: 20150009520; 2015; p. E-664037. [Google Scholar]
- Chen, H.-B.; Yan, K.; Lin, T.; Chen, S.-B.; Jiang, C.-Y.; Zhao, Y. The investigation of typical welding defects for 5456 aluminum alloy friction stir welds. Mater. Sci. Eng. A 2006, 433, 64–69. [Google Scholar] [CrossRef]
- Santos, T.; Vilaça, P.; Quintino, L. Developments in NDT for Detecting Imperfections in Friction Stir Welds in Aluminium Alloys. Weld. World 2008, 52, 30–37. [Google Scholar] [CrossRef]
- Tong, Q.-Y. Room temperature metal direct bonding. Appl. Phys. Lett. 2006, 89, 182101. [Google Scholar] [CrossRef]
- He, X.; Gu, F.; Ball, A. A review of numerical analysis of friction stir welding. Prog. Mater. Sci. 2014, 65, 1–66. [Google Scholar] [CrossRef]
- Colegrove, P.A.; Shercliff, H.R. Experimental and numerical analysis of aluminium alloy 7075-T7351 friction stir welds. Sci. Technol. Weld. Join. 2003, 8, 360–368. [Google Scholar] [CrossRef]
- Colegrove, P.A.; Shercliff, H.R. 3-Dimensional CFD modelling of flow round a threaded friction stir welding tool profile. J. Mater. Process. Technol. 2005, 169, 320–327. [Google Scholar] [CrossRef]
- Su, H.; Wu, C.S.; Pittner, A.; Rethmeier, M. Thermal energy generation and distribution in friction stir welding of aluminum alloys. Energy 2014, 77, 720–731. [Google Scholar] [CrossRef]
- Chen, G.Q.; Shi, Q.Y.; Li, Y.J.; Sun, Y.J.; Dai, Q.L.; Jia, J.Y.; Zhu, Y.C.; Wu, J.J. Computational fluid dynamics studies on heat generation during friction stir welding of aluminum alloy. Comput. Mater. Sci. 2013, 79, 540–546. [Google Scholar] [CrossRef]
- Yu, Z.; Zhang, W.; Choo, H.; Feng, Z. Transient Heat and Material Flow Modeling of Friction Stir Processing of Magnesium Alloy using Threaded Tool. Metall. Mater. Trans. A 2012, 43, 724–737. [Google Scholar] [CrossRef]
- Su, H.; Wu, C.S.; Bachmann, M.; Rethmeier, M. Numerical modeling for the effect of pin profiles on thermal and material flow characteristics in friction stir welding. Mater. Des. 2015, 77, 114–125. [Google Scholar] [CrossRef]
- Chen, G.Q.; Li, H.; Wang, G.Q.; Guo, Z.Q.; Zhang, S.; Dai, Q.L.; Wang, X.B.; Zhang, G.; Shi, Q.Y. Effects of pin thread on the in-process material flow behavior during friction stir welding: A computational fluid dynamics study. Int. J. Mach. Tools Manuf. 2018, 124 (Suppl. SC), 12–21. [Google Scholar] [CrossRef]
- Shi, L.; Wu, C.S.; Padhy, G.K.; Gao, S. Numerical simulation of ultrasonic field and its acoustoplastic influence on friction stir welding. Mater. Des. 2016, 104, 102–115. [Google Scholar] [CrossRef]
- Bastier, A.; Maitournam, M.; Dang Van, K.; Roger, F. Steady state thermomechanical modelling of friction stir welding. Sci. Technol. Weld. Join. 2006, 11, 278–288. [Google Scholar] [CrossRef]
- Atharifar, H.; Lin, D.; Kovacevic, R. Numerical and experimental investigations on the loads carried by the tool during friction stir welding. J. Mater. Eng. Perform. 2009, 18, 339–350. [Google Scholar] [CrossRef]
- Nandan, R.; Roy, G.G.; Lienert, T.J.; Debroy, T. Three-dimensional heat and material flow during friction stir welding of mild steel. Acta Mater. 2007, 55, 883–895. [Google Scholar] [CrossRef]
- Wang, H.; Colegrove, P.A.; dos Santos, J.F. Numerical investigation of the tool contact condition during friction stir welding of aerospace aluminium alloy. Comput. Mater. Sci. 2013, 71, 101–108. [Google Scholar] [CrossRef]
- Colegrove, P.A.; Shercliff, H.R. Two-dimensional CFD modelling of flow round profiled FSW tooling. Sci. Technol. Weld. Join. 2004, 9, 483–492. [Google Scholar] [CrossRef]
- Liechty, B.C.; Webb, B.W. Modeling the frictional boundary condition in friction stir welding. Int. J. Mach. Tools Manuf. 2008, 48, 1474–1485. [Google Scholar] [CrossRef]
- Chen, G.Q.; Feng, Z.L.; Zhu, Y.C.; Shi, Q.Y. An Alternative Frictional Boundary Condition for Computational Fluid Dynamics Simulation of Friction Stir Welding. J. Mater. Eng. Perform. 2016, 25, 4016–4023. [Google Scholar] [CrossRef]
- Chen, G.Q.; Ma, Q.X.; Zhang, S.; Wu, J.J.; Zhang, G.; Shi, Q.Y. Computational fluid dynamics simulation of friction stir welding: A comparative study on different frictional boundary conditions. J. Mater. Sci. Technol. 2018, 34, 128–134. [Google Scholar] [CrossRef]
- Huang, Y.; Ridley, N.; Humphreys, F.J.; Cui, J.Z. Diffusion bonding of superplastic 7075 aluminium alloy. Mater. Sci. Eng. A 1999, 266, 295–302. [Google Scholar] [CrossRef]
- Edwards, S.P.; den Bakker, A.J.; Zhou, J.; Katgerman, L. Physical Simulation of Longitudinal Weld Seam Formation During Extrusion to Produce Hollow Aluminum Profiles. Mater. Manuf. Process. 2009, 24, 409–421. [Google Scholar] [CrossRef]
- Fang, G.; Nguyen, D.-T.; Zhou, J. Physical Simulation Method for the Investigation of Weld Seam Formation During the Extrusion of Aluminum Alloys. JOM 2017, 69, 734–741. [Google Scholar] [CrossRef]
- Bai, S.-W.; Fang, G.; Zhou, J. Analysis of the bonding strength and microstructure of AA6082 extrusion weld seams formed during physical simulation. J. Mater. Process. Technol. 2017, 250 (Suppl. SC), 109–120. [Google Scholar] [CrossRef]
- Plata, M.; Piwnik, J. Theoretical and experimental analysis of seam weld formation in hot extrusion of aluminum alloys. In Proceedings of the International Aluminum Extrusion Technology Seminar, Chicago, IL, USA, 16–19 May 2000; pp. 205–212. [Google Scholar]
- Ceretti, E.; Fratini, L.; Gagliardi, F.; Giardini, C. A new approach to study material bonding in extrusion porthole dies. CIRP Ann. Manuf. Technol. 2009, 58, 259–262. [Google Scholar] [CrossRef]
- Zhang, X.; Dong, X.; Feng, S.; Hong, X.; Tang, W.; Xiang, Z.; Wang, J. Experimental and finite-element method study of Zn-22Al alloy pipe hot extrusion using a porthole die. J. Mater. Eng. Perform. 2013, 22, 3296–3305. [Google Scholar] [CrossRef]
- Buffa, G.; Patrinostro, G.; Fratini, L. Using a neural network for qualitative and quantitative predictions of weld integrity in solid bonding dominated processes. Comput. Struct. 2014, 135, 1–9. [Google Scholar] [CrossRef]
- Donati, L.; Tomesani, L. The prediction of seam welds quality in aluminum extrusion. J. Mater. Process. Technol. 2004, 153, 366–373. [Google Scholar] [CrossRef]
- Yu, J.; Zhao, G.; Chen, L. Analysis of longitudinal weld seam defects and investigation of solid-state bonding criteria in porthole die extrusion process of aluminum alloy profiles. J. Mater. Process. Technol. 2016, 237, 31–47. [Google Scholar] [CrossRef]
- Chen, G.; Feng, Z.; Chen, J.; Liu, L.; Li, H.; Liu, Q.; Zhang, S.; Cao, X.; Zhang, G.; Shi, Q. Analytical approach for describing the collapse of surface asperities under compressive stress during rapid solid state bonding. Scr. Mater. 2017, 128, 41–44. [Google Scholar] [CrossRef]
- Buffa, G.; Pellegrino, S.; Fratini, L. Analytical bonding criteria for joint integrity prediction in friction stir welding of aluminum alloys. J. Mater. Process. Technol. 2014, 214, 2102–2111. [Google Scholar] [CrossRef]
- Wang, X.; Gao, Y.; McDonnell, M.; Feng, Z. Determination of the friction stir welding window from the solid-state-bonding mechanics under severe thermomechanical conditions. Materialia 2022, 21, 101350. [Google Scholar] [CrossRef]
- Hirsch, C. Numerical Computation of Internal and External Flows—Fundamentals of Computational Fluid Dynamics, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2007. [Google Scholar]
- ANSYS, I. ANSYS® Fluent, 15.0. Available online: https://www.ansys.com/products/fluids/ansys-fluent (accessed on 10 September 2023).
- Mills, K.C. Recommended Values of Thermophysical Properties for Selected Commercial Alloys; Woodhead Publishing: Sawston, UK, 2002. [Google Scholar]
- Sellars, C.; McTegart, W. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Derby, B.; Wallach, E.R. Theoretical model for diffusion bonding. Met. Sci. 1982, 16, 49–56. [Google Scholar] [CrossRef]
- Hill, A.; Wallach, E. Modelling solid-state diffusion bonding. Acta Metall. 1989, 37, 2425–2437. [Google Scholar] [CrossRef]
- Takahashi, Y.; Inoue, K. Recent void shrinkage models and their applicability to diffusion bonding. Mater. Sci. Technol. 1992, 8, 953–964. [Google Scholar] [CrossRef]
- Shi, L.; Wu, C.S. Transient model of heat transfer and material flow at different stages of friction stir welding process. J. Manuf. Process. 2017, 25, 323–339. [Google Scholar] [CrossRef]
- Zhang, J.Q.; Shen, Y.F.; Li, B.; Xu, H.S.; Yao, X.; Kuang, B.B.; Gao, J.C. Numerical simulation and experimental investigation on friction stir welding of 6061-T6 aluminum alloy. Mater. Des. 2014, 60, 94–101. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | Coefficient of Friction |
|---|---|
| 25 | 0.6 |
| 397 | 0.6 |
| 427 | 0.5 |
| 437 | 0.25 |
| 502 | 0.25 |
| Distance to the Welding Center | Quantities | Measured Value | Predicted Value |
|---|---|---|---|
| 3 mm | Peak temperature | 419.4 °C | 442.3 °C |
| * | 55.9 s | 59.8 s | |
| 6 mm | Peak temperature | 396.1 °C | 398.7 °C |
| 48.9 s | 51.8 s | ||
| 9 mm | Peak temperature | 347.5 °C | 328.5 °C |
| 44.8 s | 32.7 s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, G.; Liu, H.; Shi, Q. Development of Computational Approach for Analyzing In-Process Thermal-Mechanical Condition during Friction Stir Welding for Prediction of Material Bonding Defect. Materials 2023, 16, 7473. https://doi.org/10.3390/ma16237473
Chen G, Liu H, Shi Q. Development of Computational Approach for Analyzing In-Process Thermal-Mechanical Condition during Friction Stir Welding for Prediction of Material Bonding Defect. Materials. 2023; 16(23):7473. https://doi.org/10.3390/ma16237473
Chicago/Turabian StyleChen, Gaoqiang, Huijie Liu, and Qingyu Shi. 2023. "Development of Computational Approach for Analyzing In-Process Thermal-Mechanical Condition during Friction Stir Welding for Prediction of Material Bonding Defect" Materials 16, no. 23: 7473. https://doi.org/10.3390/ma16237473