
Effect of Duty Cycle on Cutting Force for Ultrasonic Vibration-Assisted Milling Carbon Fiber-Reinforced Polymer Laminates

Abstract
:1. Introduction
2. Theoretical Calculation of Duty Cycle for UVAM
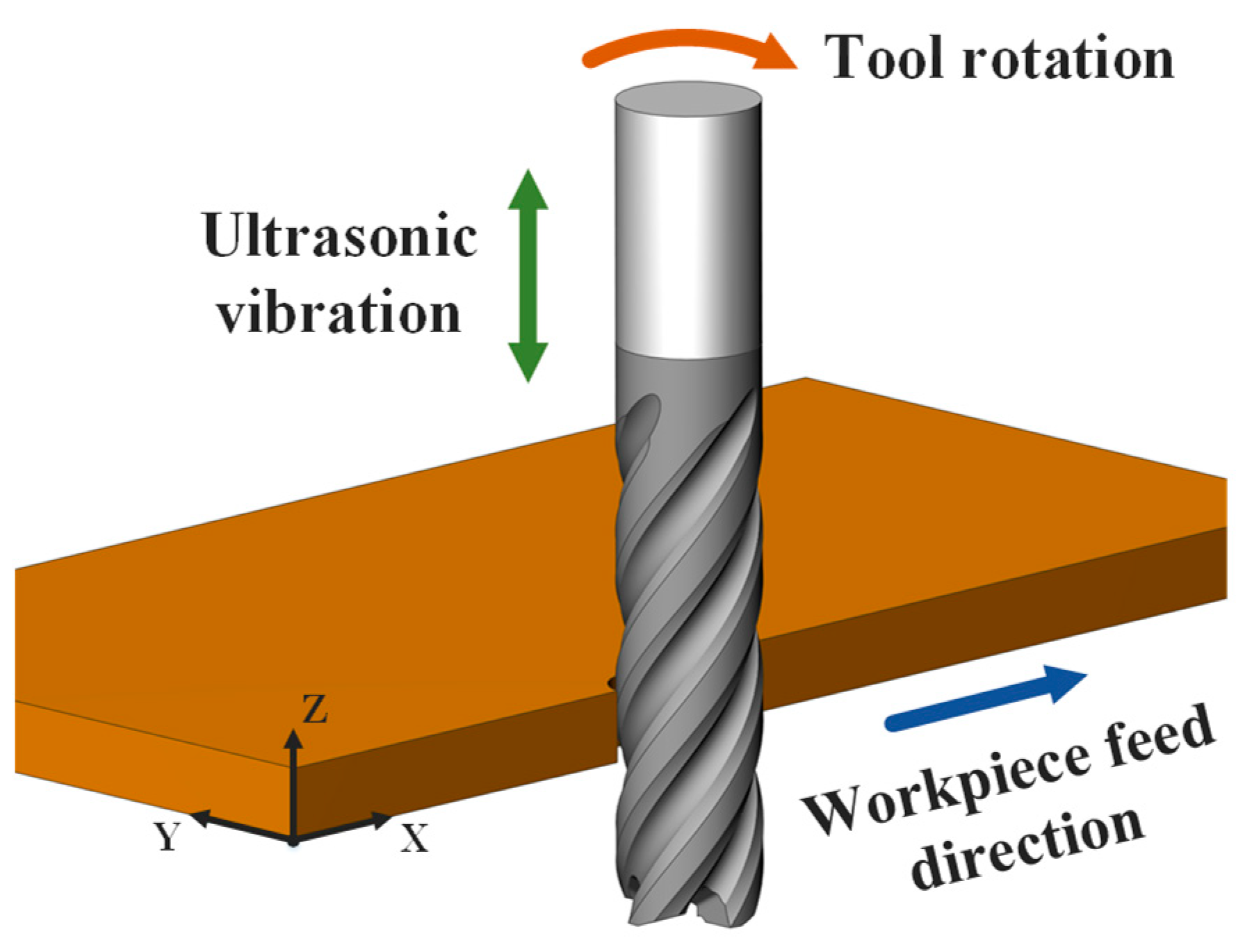
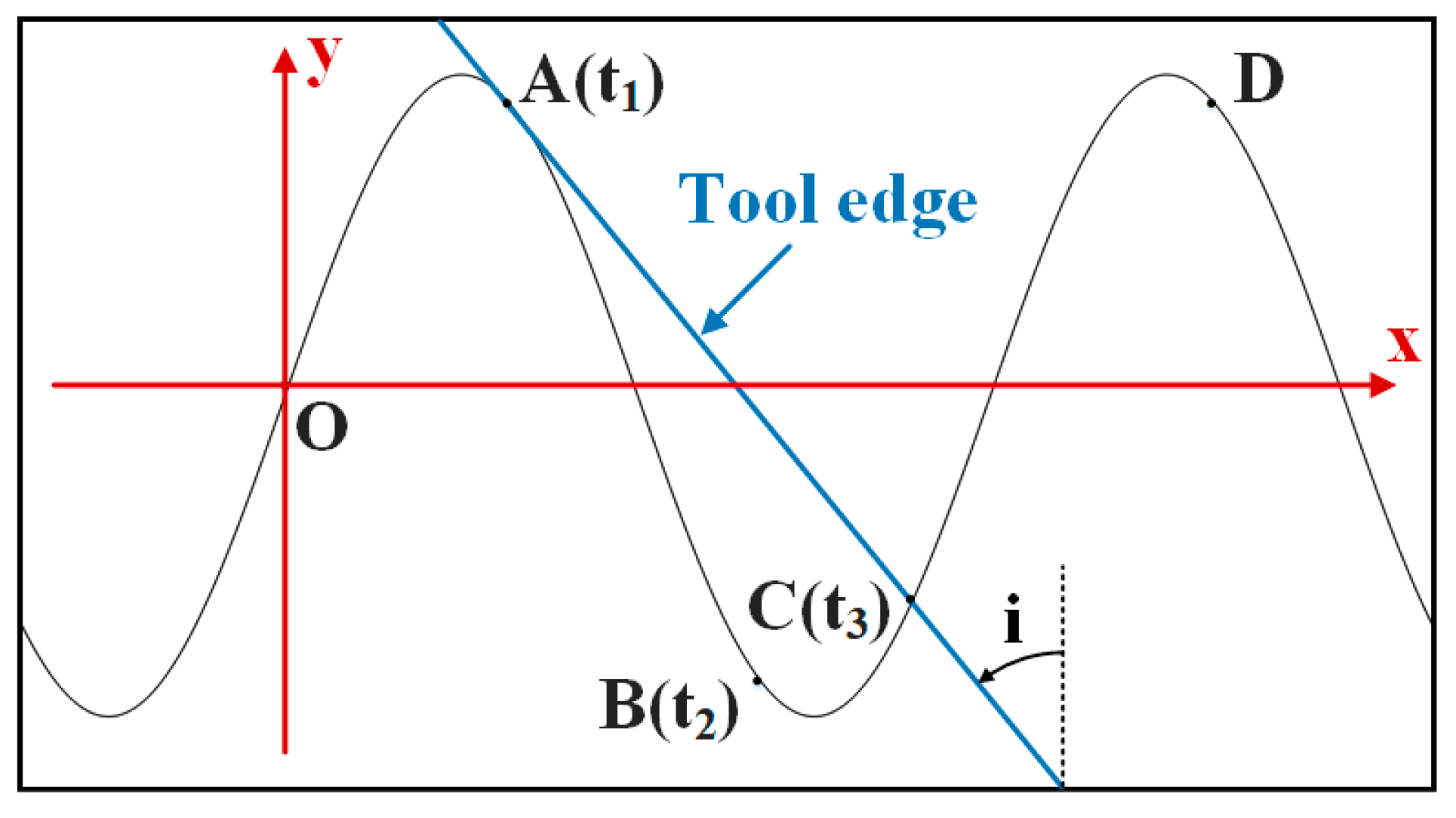
2.1. Kinematic Analysis of Tool Motion Trajectory
2.2. Theoretical Investigation of Duty Cycle
2.3. Effect of Process Parameters on the Duty Cycle
3. UVAM Cutting Force Experiment
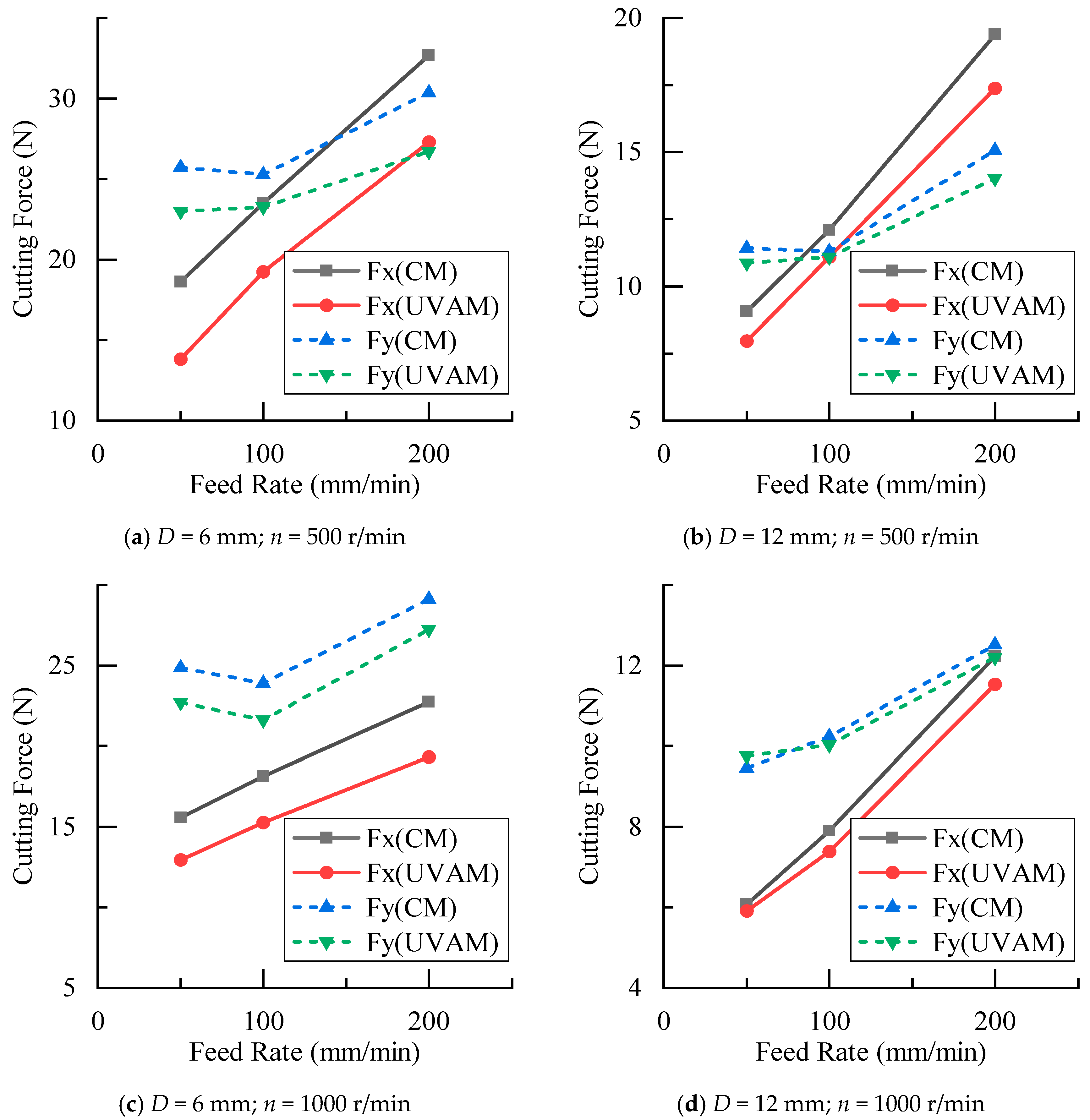
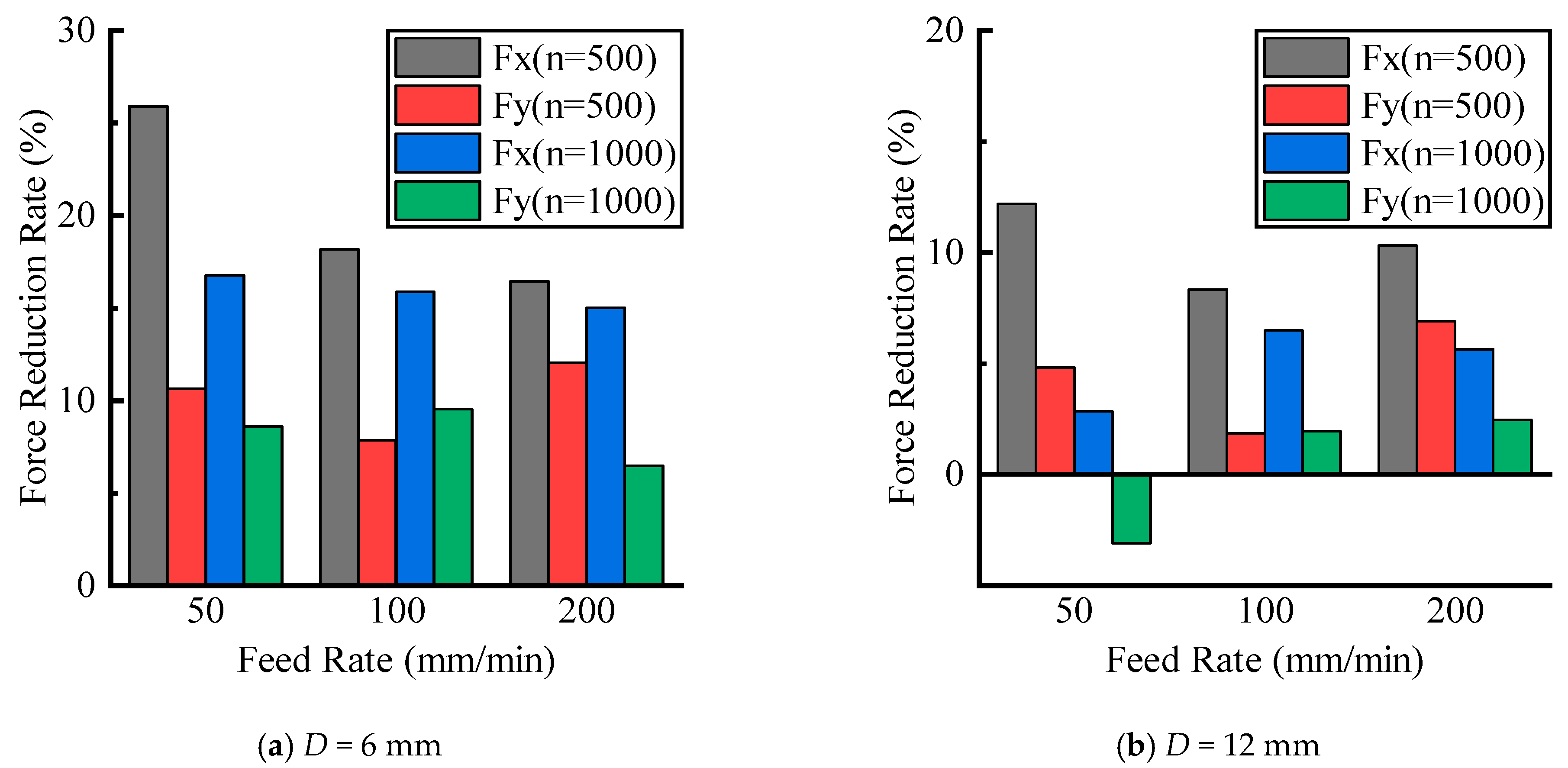
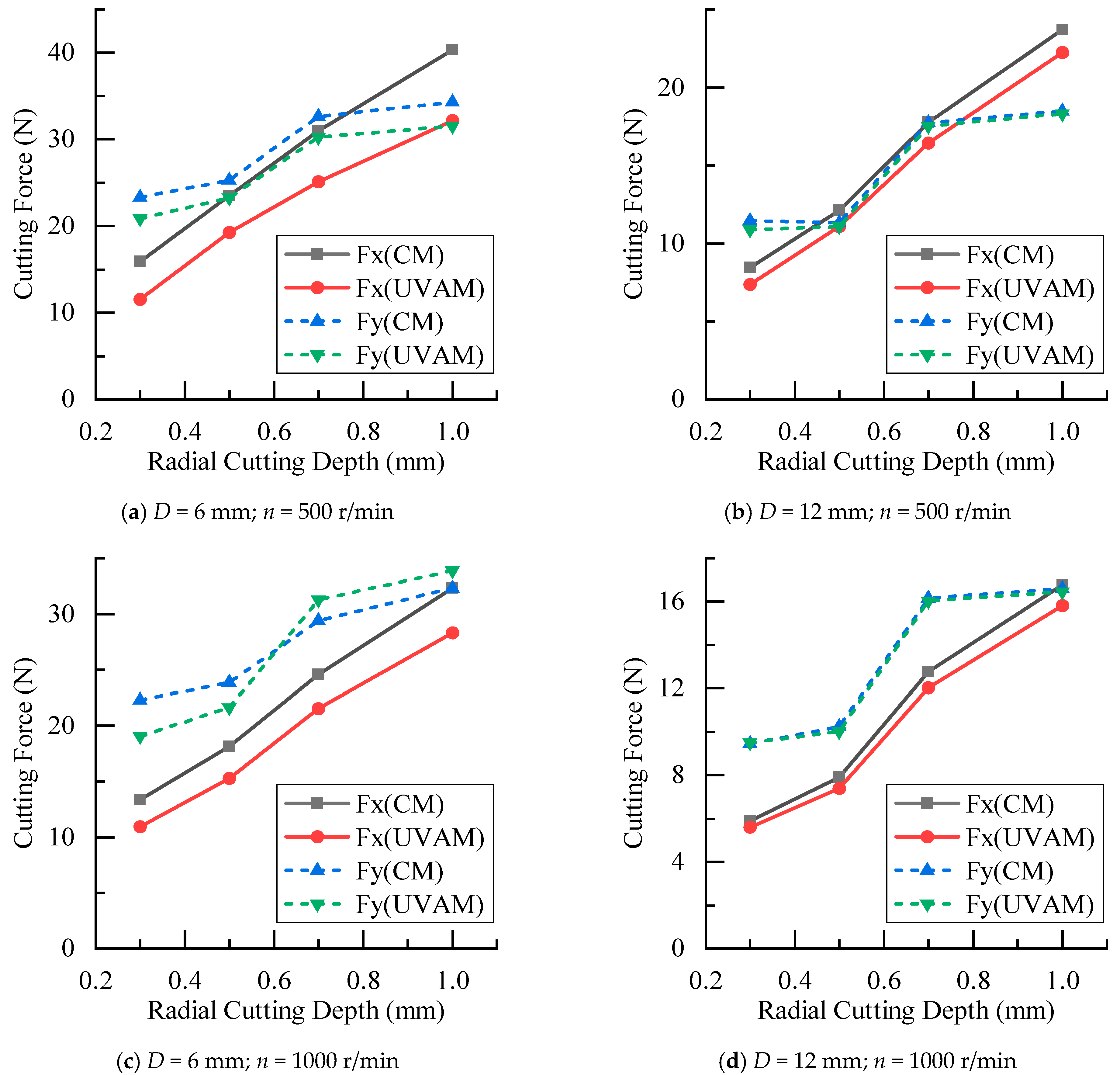
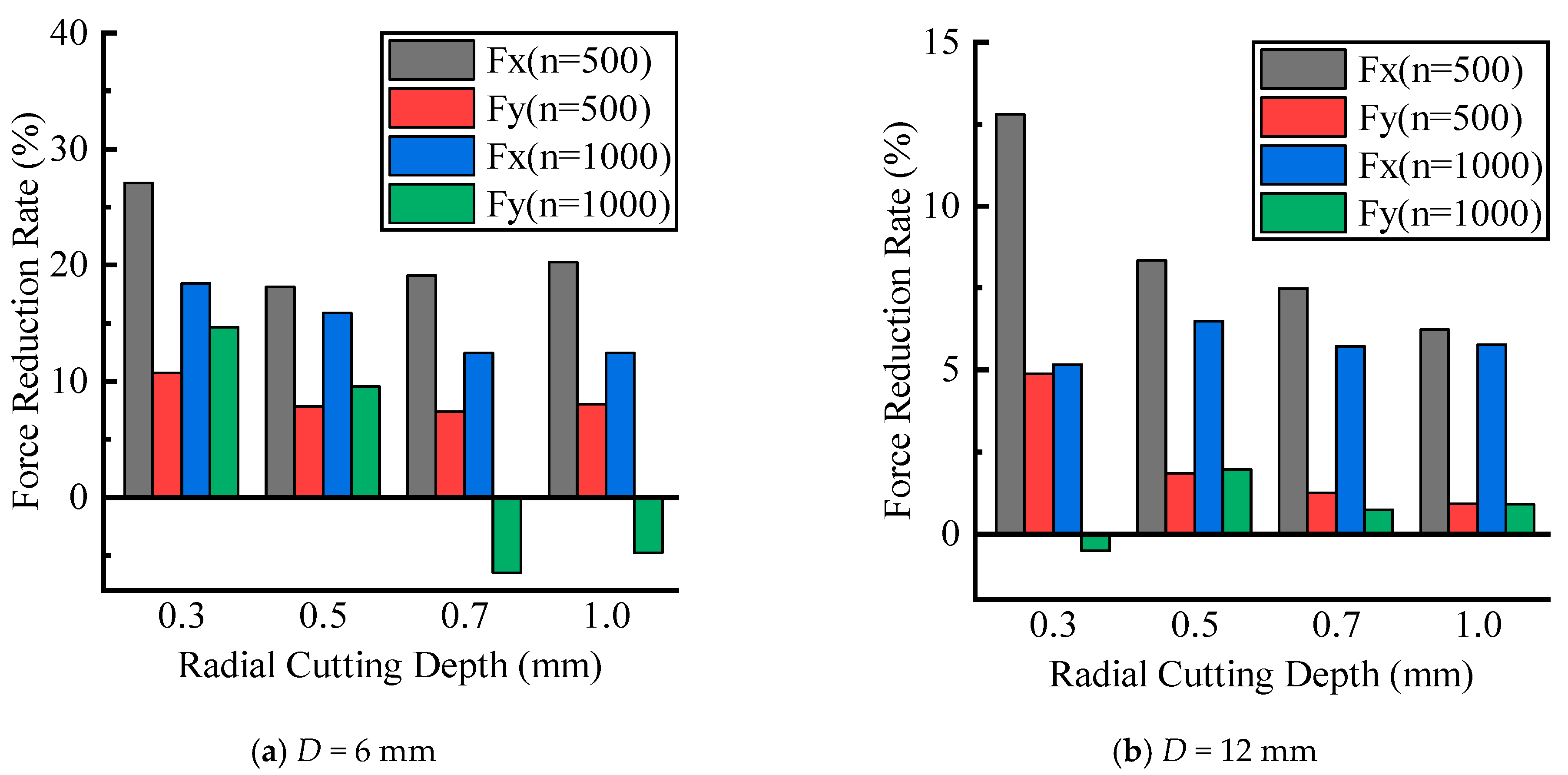
4. Results and Discussion
5. Conclusions
- UVAM significantly reduces the cutting force during CFRP machining. In this study, UVAM achieved a maximum reduction of 27% in the cutting force.
- The reduction rate of the cutting force in UVAM is related to the duty cycle. A larger duty cycle results in a shorter tool–workpiece separation time, which leads to UVAM and CM having closer cutting forces and a smaller reduction rate in the cutting force.
- The duty cycle is influenced by the spindle speed, tool diameter, tool helix angle, ultrasonic amplitude, and ultrasonic frequency. Increasing the spindle speed and tool diameter will increase the duty cycle, while increasing the tool helix angle, ultrasonic amplitude, and ultrasonic frequency will decrease the duty cycle.
- To maximize the effect of UVAM in reducing the cutting force, it is recommended to reduce the duty cycle while ensuring the requirements of the machining process parameters. This can be achieved by reducing the spindle speed or tool diameter and increasing the tool helix angle, ultrasonic amplitude, or ultrasonic frequency.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zarchi, M.M.A.; Razfar, M.R.; Abdullah, A. Influence of ultrasonic vibrations on side milling of AISI 420 stainless steel. Int. J. Adv. Manuf. Technol. 2012, 66, 83–89. [Google Scholar] [CrossRef]
- Feng, Y.; Zhang, M.; Zhu, Z.; Jia, B.; Wang, X. Axial cutting force prediction model of titanium matrix composites TiBw/TC4 in ultrasonic vibration–assisted drilling. Int. J. Adv. Manuf. Technol. 2019, 105, 121–135. [Google Scholar] [CrossRef]
- Niu, Y.; Jiao, F.; Zhao, B.; Gao, G. Investigation of Cutting Force in Longitudinal-Torsional Ultrasonic-Assisted Milling of Ti-6Al-4V. Materials 2019, 12, 1955. [Google Scholar] [CrossRef] [PubMed]
- Feng, Y.; Hsu, F.-C.; Lu, Y.-T.; Lin, Y.-F.; Lin, C.-T.; Lin, C.-F.; Lu, Y.-C.; Liang, S.Y. Temperature prediction of ultrasonic vibration-assisted milling. Ultrasonics 2020, 108, 106212. [Google Scholar] [CrossRef] [PubMed]
- Ren, W.; Xu, J.; Lin, J.; Yu, Z.; Yu, P.; Lian, Z.; Yu, H. Research on homogenization and surface morphology of Ti-6Al-4V alloy by longitudinal-torsional coupled ultrasonic vibration ball-end milling. Int. J. Adv. Manuf. Technol. 2019, 104, 301–313. [Google Scholar] [CrossRef]
- Liu, X.; Wang, W.; Jiang, R.; Xiong, Y.; Lin, K.; Li, J. Investigation on surface roughness in axial ultrasonic vibration–assisted milling of in situ TiB2/7050Al MMCs. Int. J. Adv. Manuf. Technol. 2020, 111, 63–75. [Google Scholar] [CrossRef]
- Gong, H.; Fang, F.; Hu, X. Kinematic view of tool life in rotary ultrasonic side milling of hard and brittle materials. Int. J. Mach. Tools Manuf. 2010, 50, 303–307. [Google Scholar] [CrossRef]
- Liang, W.; Xu, J.; Ren, W.; Liu, Q.; Wang, X.; Yu, H. Study on the influence of tool point angle on ultrasonic vibration–assisted drilling of titanium alloy. Int. J. Adv. Manuf. Technol. 2019, 105, 1069–1082. [Google Scholar] [CrossRef]
- Karpat, Y.; Bahtiyar, O.; Değer, B. Mechanistic force modeling for milling of unidirectional carbon fiber reinforced polymer laminates. Int. J. Mach. Tools Manuf. 2012, 56, 79–93. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, D.; Qin, L.; Yan, L. Feasibility study of the rotary ultrasonic elliptical machining of carbon fiber reinforced plastics (CFRP). Int. J. Mach. Tools Manuf. 2012, 53, 141–150. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Pei, Z.; Treadwell, C. Rotary ultrasonic machining of CFRP: A comparison with grinding. Ultrasonics 2016, 66, 125–132. [Google Scholar] [CrossRef] [PubMed]
- Xu, W.; Zhang, L. Heat effect on the material removal in the machining of fibre-reinforced polymer composites. Int. J. Mach. Tools Manuf. 2019, 140, 1–11. [Google Scholar] [CrossRef]
- Geng, D.; Lu, Z.; Yao, G.; Liu, J.; Li, Z.; Zhang, D. Cutting temperature and resulting influence on machining performance in rotary ultrasonic elliptical machining of thick CFRP. Int. J. Mach. Tools Manuf. 2017, 123, 160–170. [Google Scholar] [CrossRef]
- Cong, W.; Pei, Z.; Treadwell, C. Preliminary study on rotary ultrasonic machining of CFRP/Ti stacks. Ultrasonics 2014, 54, 1594–1602. [Google Scholar] [CrossRef] [PubMed]
- Feng, Q.; Cong, W.L.; Pei, Z.J.; Ren, C.Z. Rotary ultrasonic machining of carbon fiber-reinforced polymer: Feasibility study. Mach. Sci. Technol. 2012, 16, 380–398. [Google Scholar] [CrossRef]
- Geng, D.; Zhang, D.; Xu, Y.; He, F.; Liu, D.; Duan, Z. Rotary ultrasonic elliptical machining for side milling of CFRP: Tool performance and surface integrity. Ultrasonics 2015, 59, 128–137. [Google Scholar] [CrossRef]
- Brehl, D.E.; Dow, T.A. Review of vibration-assisted machining. Precis. Eng. 2008, 32, 153–172. [Google Scholar] [CrossRef]
- Chen, W.; Huo, D.; Hale, J.; Ding, H. Kinematics and tool-workpiece separation analysis of vibration assisted milling. Int. J. Mech. Sci. 2018, 136, 169–178. [Google Scholar] [CrossRef]
- Ni, C.; Zhu, L.; Liu, C.; Yang, Z. Analytical modeling of tool-workpiece contact rate and experimental study in ultrasonic vibration-assisted milling of Ti–6Al–4V. Int. J. Mech. Sci. 2018, 142–143, 97–111. [Google Scholar] [CrossRef]
- Sui, H.; Zhang, X.; Zhang, D.; Jiang, X.; Wu, R. Feasibility study of high-speed ultrasonic vibration cutting titanium alloy. J. Mater. Process. Technol. 2017, 247, 111–120. [Google Scholar] [CrossRef]
- Fonseca, J.H.; Han, G.; Quagliato, L.; Kim, Y.; Choi, J.; Keum, T.; Kim, S.; Han, D.S.; Kim, N.; Lee, H. Design and numerical evaluation of recycled-carbon-fiber-reinforced polymer/metal hybrid engine cradle concepts. Int. J. Mech. Sci. 2019, 163, 105115. [Google Scholar] [CrossRef]
- Soutis, C. Fibre reinforced composites in aircraft construction. Prog. Aerosp. Sci. 2005, 41, 143–151. [Google Scholar] [CrossRef]
- Chaiyasarn, K.; Ali, N.; Phuphasuwan, P.; Poovarodom, N.; Joyklad, P.; Mohamad, H.; Zhou, M.; Hussain, Q. Flexural Behavior of Natural Hybrid FRP-Strengthened RC Beams and Strain Measurements Using BOTDA. Polymers 2021, 13, 3604. [Google Scholar] [CrossRef] [PubMed]
- Takeyama, H.; Iijima, N. Machinability of Glassfiber Reinforced Plastics and Application of Ultrasonic Machining. CIRP Ann. 1988, 37, 93–96. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, L. Mechanics of fibre deformation and fracture in vibration-assisted cutting of unidirectional fibre-reinforced polymer composites. Int. J. Mach. Tools Manuf. 2016, 103, 40–52. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, L. On the mechanics and material removal mechanisms of vibration-assisted cutting of unidirectional fibre-reinforced polymer composites. Int. J. Mach. Tools Manuf. 2014, 80–81, 1–10. [Google Scholar] [CrossRef]
- Xu, W.X.; Zhang, L.; Wu, Y.B. Micromechanical Modelling of Elliptic Vibration-Assisted Cutting of Unidirectional FRP Composites. Adv. Mater. Res. 2012, 591–593, 531–534. [Google Scholar] [CrossRef]
- Yuan, S.; Zhang, C.; Amin, M.; Fan, H.; Liu, M. Development of a cutting force prediction model based on brittle fracture for carbon fiber reinforced polymers for rotary ultrasonic drilling. Int. J. Adv. Manuf. Technol. 2015, 81, 1223–1231. [Google Scholar] [CrossRef]
- Halim, N.F.H.A.; Ascroft, H.; Barnes, S. Analysis of Tool Wear, Cutting Force, Surface Roughness and Machining Temperature During Finishing Operation of Ultrasonic Assisted Milling (UAM) of Carbon Fibre Reinforced Plastic (CFRP). Procedia Eng. 2017, 184, 185–191. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | |||
|---|---|---|---|
| 1 | 50, 100, 200 | 0.5 | 500, 1000 |
| 2 | 100 | 0.3, 0.7, 1 | 500, 1000 |
| 3 | 100 | 0.5 | 2000, 3000 |
| No. | |||||||||||
| Fx | Fy | Fx | Fy | ||||||||
| CM | UVAM | CM | UVAM | CM | UVAM | CM | UVAM | ||||
| 1 | 50 | 0.5 | 500 | 18.64 | 13.81 | 25.73 | 22.99 | 6.08 | 5.91 | 9.46 | 9.75 |
| 2 | 100 | 0.5 | 500 | 23.52 | 19.25 | 25.27 | 23.28 | 7.90 | 7.39 | 10.23 | 10.03 |
| 3 | 200 | 0.5 | 500 | 32.67 | 27.30 | 30.35 | 26.70 | 12.22 | 11.53 | 12.51 | 12.20 |
| 4 | 50 | 0.5 | 1000 | 15.56 | 12.95 | 24.85 | 22.71 | 5.02 | 4.83 | 9.34 | 9.29 |
| 5 | 100 | 0.5 | 1000 | 18.14 | 15.26 | 23.89 | 21.61 | 5.83 | 5.66 | 8.18 | 8.16 |
| 6 | 200 | 0.5 | 1000 | 22.74 | 19.32 | 29.11 | 27.23 | 9.42 | 9.29 | 11.35 | 11.39 |
| 7 | 100 | 0.3 | 500 | 15.87 | 11.57 | 23.35 | 20.85 | 8.46 | 7.38 | 11.45 | 10.89 |
| 9 | 100 | 0.7 | 500 | 31.03 | 25.11 | 32.68 | 30.26 | 17.77 | 16.44 | 17.74 | 17.52 |
| 10 | 100 | 1 | 500 | 40.33 | 32.16 | 34.32 | 31.57 | 23.71 | 22.23 | 18.50 | 18.33 |
| 11 | 100 | 0.3 | 1000 | 13.39 | 10.92 | 22.29 | 19.03 | 5.90 | 5.59 | 9.45 | 9.50 |
| 12 | 100 | 0.7 | 1000 | 24.57 | 21.52 | 29.39 | 31.29 | 12.77 | 12.04 | 16.15 | 16.03 |
| 13 | 100 | 1 | 1000 | 32.31 | 28.30 | 32.34 | 33.88 | 16.78 | 15.81 | 16.60 | 16.45 |
| 14 | 100 | 0.5 | 2000 | 14.51 | 13.24 | 21.12 | 20.62 | 5.83 | 5.66 | 8.18 | 8.16 |
| 15 | 100 | 0.5 | 3000 | 12.05 | 11.66 | 17.12 | 17.90 | 5.09 | 5.20 | 7.77 | 8.11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Ren, J.; Zhou, J. Effect of Duty Cycle on Cutting Force for Ultrasonic Vibration-Assisted Milling Carbon Fiber-Reinforced Polymer Laminates. Materials 2023, 16, 7457. https://doi.org/10.3390/ma16237457
Zhang Y, Ren J, Zhou J. Effect of Duty Cycle on Cutting Force for Ultrasonic Vibration-Assisted Milling Carbon Fiber-Reinforced Polymer Laminates. Materials. 2023; 16(23):7457. https://doi.org/10.3390/ma16237457
Chicago/Turabian StyleZhang, Yukun, Junxue Ren, and Jinhua Zhou. 2023. "Effect of Duty Cycle on Cutting Force for Ultrasonic Vibration-Assisted Milling Carbon Fiber-Reinforced Polymer Laminates" Materials 16, no. 23: 7457. https://doi.org/10.3390/ma16237457