
Study of Structural, Compression, and Soft Magnetic Properties of Fe65Ni28Mn7 Alloy Prepared by Arc Melting, Mechanical Alloying, and Spark Plasma Sintering
 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Mechanical Alloying
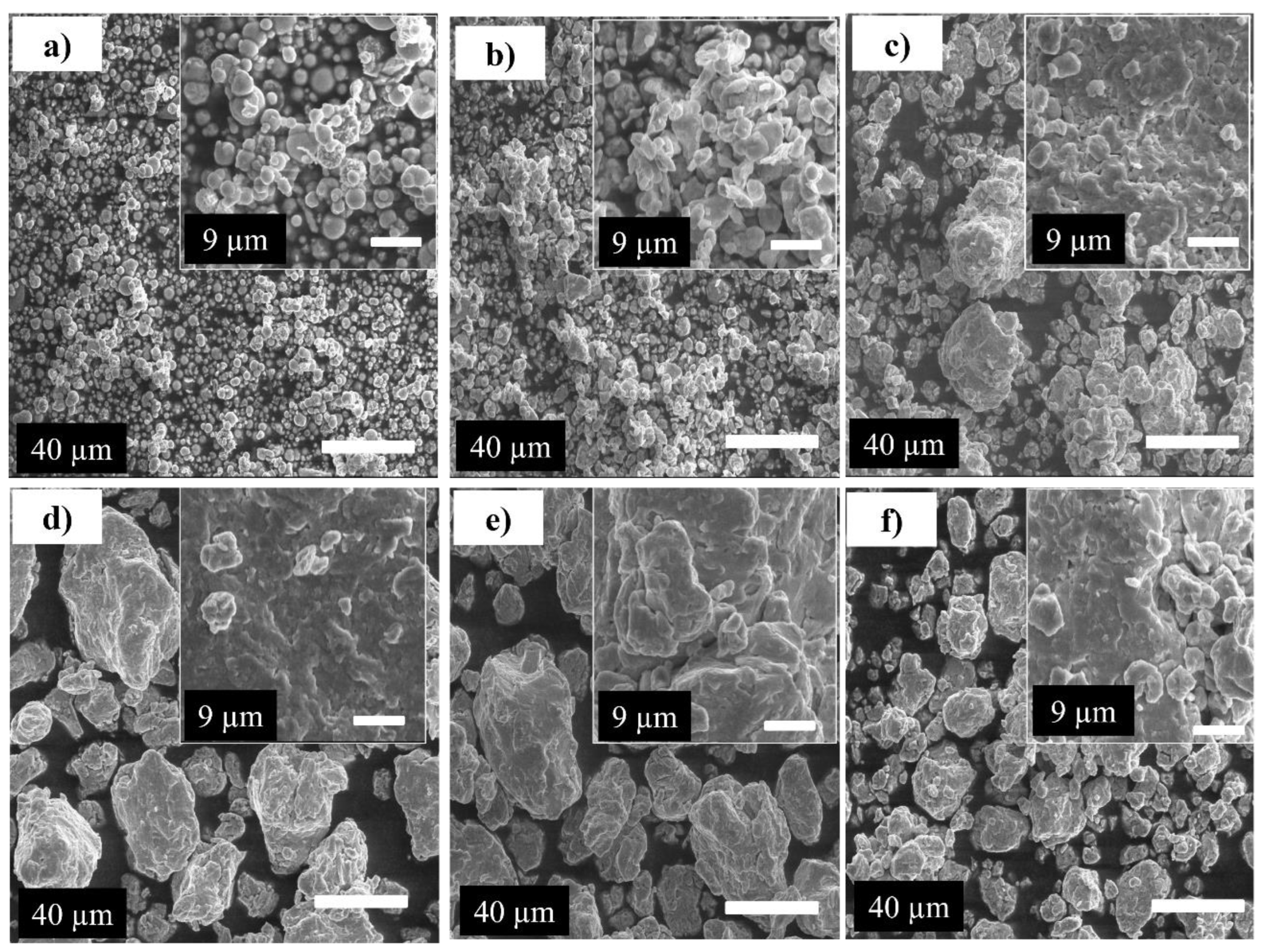
3.1.1. Morphological Changes
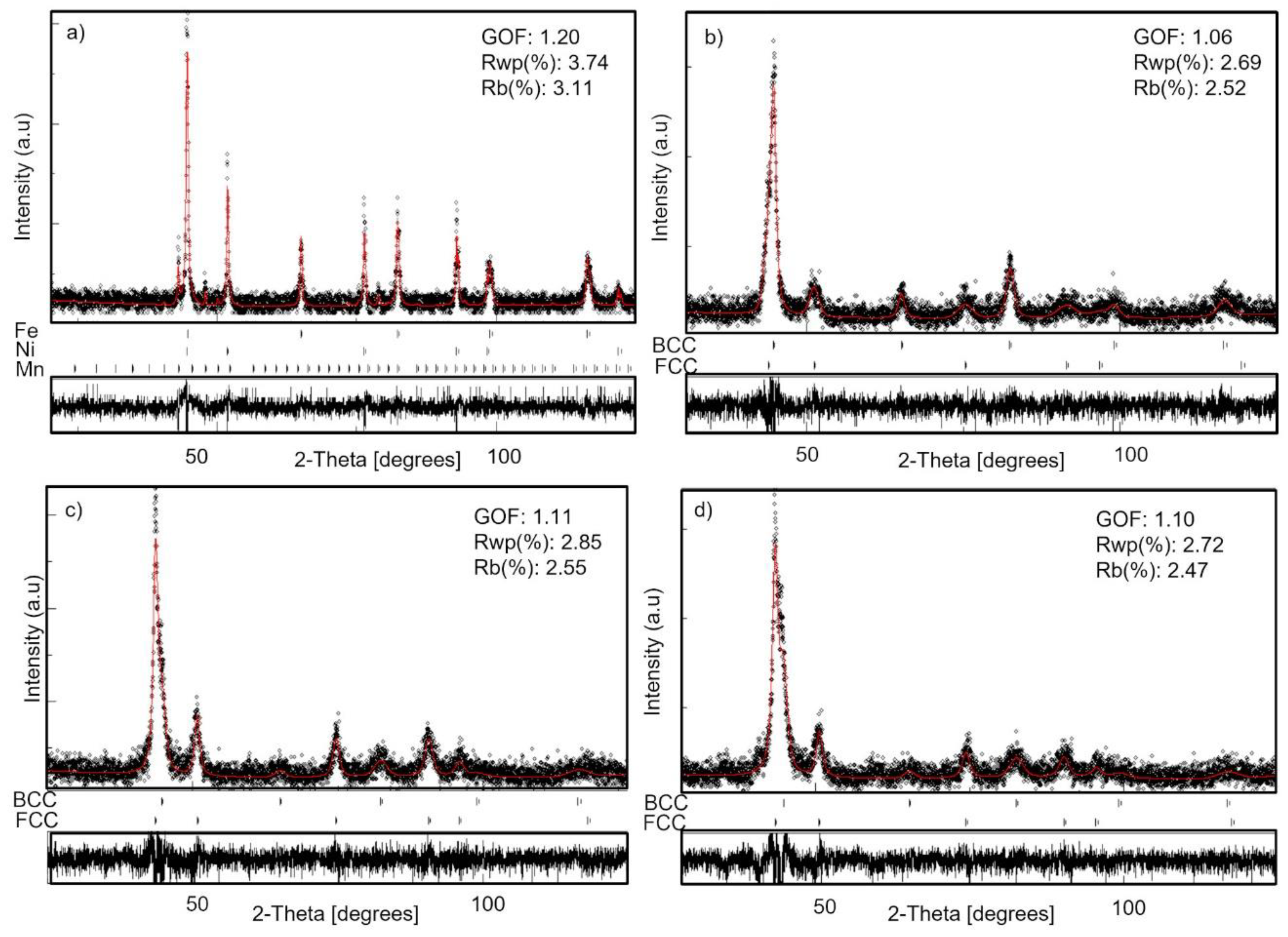
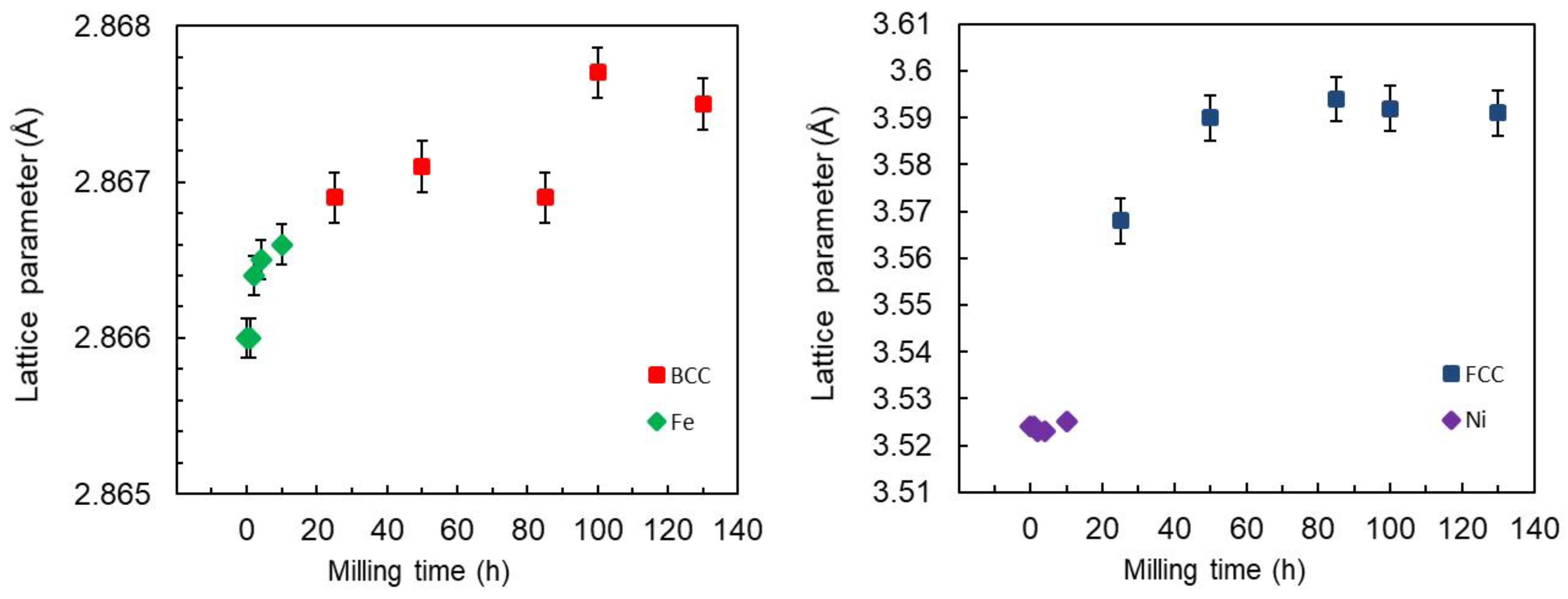
3.1.2. Structural Changes
3.2. Arc Melting
3.3. Spark Plasma Sintering
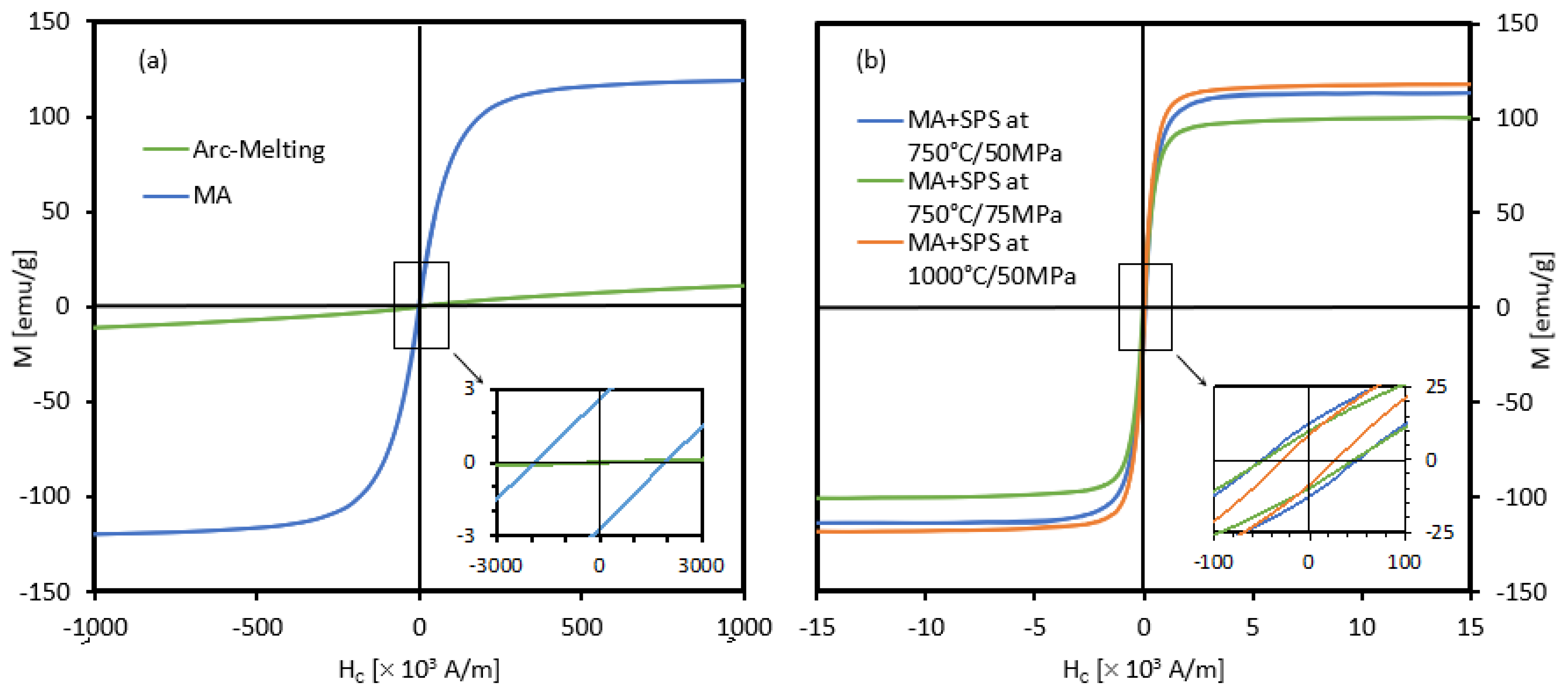
3.4. Magnetic Behavior
3.5. Mechanical Properties
4. Conclusions
- Mechanical alloying results in the formation of two supersaturated solid solutions after 130 h of milling, a BCC phase with a crystallite size of 9 nm and a major FCC phase with a crystallite size of 12 nm.
- Arc melting results in the formation of a single FCC phase.
- Spark plasma sintering after the mechanical alloying (MA + SPS) revealed the disappearance of the BCC phase. The sintered alloys also showed an FCC phase with a crystallite size in the nanometer scale < 95 nm depending on the sintering process.
- The powder obtained after MA, as well as all sintered alloys, exhibits soft magnetic behavior. The alloy sintered at 1000 °C under 50 MPa demonstrated soft magnetic properties, saturation magnetization (Ms) of 118.10 emu/g, and coercivity (Hc) of 0.07 Oe, qualifying it as a suitable candidate for soft magnetic applications, while the alloy obtained by AM demonstrated a hard magnetic behavior.
- Sintering alloys have demonstrated excellent mechanical properties, with Vickers hardness, compressive yield strength, and shortening at break (compression tests) values exceeding 216 HV, 1400 MPa, and 15%, respectively. The alloy sintered at 750 °C under 75 MPa demonstrated the best mechanical combination, with Vickers hardness, yield strength, and shortening at break values of 425 HV, 1700 MPa, and 16%, respectively. The alloy obtained by AM presents lower values of hardness and yield strength but high ductility, with a value of strain to failure of about 30%.
- The alloys produced by arc melting and MA + SPS at 1000 °C/50 MPa are ductile materials. However, sintering the powder at 750 °C and increasing the pressure from 50 to 75 MPa causes the fracture to change from intergranular to transgranular.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Suryanarayana, C.; Koch, C.C. Non-Equilibrium Processing of Materials; Suryanarayana, C., Ed.; Pergamon: New York, NY, USA, 1999; pp. 313–344. [Google Scholar]
- Bormio-Nunes, C.; Dias, M.B.; Ghivelder, L. High magnetostriction of the polycrystalline alloy (Fe0.8Al0.2)97B3. J. Alloy. Compd. 2003, 574, 467–471. [Google Scholar] [CrossRef]
- Han, Y.; Kong, F.L.; Han, F.F.; Inoue, A.; Zhu, S.L.; Shalaan, E.; Al-Marzouki, F. New Fe-based soft magnetic amorphous alloys with high saturation magnetization and good corrosion resistance for dust core application. Intermetallics 2016, 76, 18–25. [Google Scholar] [CrossRef]
- Koizumi, M.; Sakka, Y.; Chujo, K.; Niihara, K. Advanced Technology of Nano-Materials; CMC: Tokyo, Japan, 2001; pp. 243–278. [Google Scholar]
- Poole, C.P., Jr.; Frank, J. Owens: Introduction to Nanotechnology; Wiley-Interscience: Hoboken, NJ, USA, 2003; pp. 165–186. [Google Scholar]
- Inoue, A. Advanced Technology and Application of Nanometals; CMC: Tokyo, Japan, 2008; pp. 241–299. [Google Scholar]
- Krifa, M.; Mhadhbi, M.; Escoda, L.; Güell, J.M.; Suñol, J.J.; Llorca-Isern, N.; Artieda-Guzmán, C.; Khitouni, M. Nanocrystalline (Fe60Al40)80Cu20 alloy prepared by mechanical alloying. J. Alloy. Compd. 2013, 554, 51–58. [Google Scholar] [CrossRef]
- Mhadhbi, M.; Khitouni, M.; Escoda, L.; Sunol, J.J.; Dammak, M. Microstructure evolution and mechanical properties of nano-crystalline FeAl obtained by mechanical alloying and cold consolidation. J. Alloy. Compd. 2011, 509, 3293–3298. [Google Scholar] [CrossRef]
- Zaara, K.; Khitouni, M.; Escoda, L.; Saurina, J.; Suñol, J.J.; Llorca-Isern, J.; Cheminghi, M. Microstructural and magnetic behavior of nanocrystalline Fe-12Ni-16B-2Si alloy synthesis and characterization. Metals 2021, 11, 1679. [Google Scholar] [CrossRef]
- Kaloshkin, S.D.; Tcherdyntsev, V.V.; Tomilin, I.A.; Baldokhin, Y.V.; Shelekhov, E.V. Phase transformations in Fe–Ni system at mechanical alloying and consequent annealing of elemental powder mixtures. Physica B 2001, 299, 236–241. [Google Scholar] [CrossRef]
- Zaara, K.; Chemingui, M.; Le Gallet, S.; Gaillard, Y.; Escoda, L.; Saurina, J.; Suñol, J.J.; Bernard, F.; Khitouni, M.; Optasanu, V. High-Entropy FeCoNiB0.5Si0.5 alloy synthesized by mechanical alloying and spark plasma sintering. Crystals 2020, 10, 929. [Google Scholar] [CrossRef]
- Shen, B.; Inoue, A.; Kimura, H.; Omori, M.; Okubo, A. Bulk glassy soft-magnetic cores produced by spark-plasma sintering Fe65Co10Ga5P12C4B4 glassy powder. Mater. Sci. Eng. A 2004, 375, 666–670. [Google Scholar] [CrossRef]
- Ishihara, S.; Zhang, W.; Kimura, H.; Omori, M.; Inoue, A. Consolidation of Fe-Co-Nd-Dy-B glassy powders by spark-plasma sintering and magnetic properties of the consolidated alloys. Mater. Trans. 2003, 44, 138–143. [Google Scholar] [CrossRef]
- Kim, T.S.; Lee, J.K.; Kim, H.J.; Bae, J.C. Consolidation of Cu54Ni6Zr22Ti18 bulk amorphous alloy powders. Mater. Sci. Eng. A 2005, 402, 228–233. [Google Scholar] [CrossRef]
- Isobe, T.; Daimon, K.; Sato, T.; Matsubara, T.; Hikichi, Y.; Ota, T. Spark plasma sintering technique for reaction sintering of Al2O3/Ni nanocomposite and its mechanical properties. Ceram. Int. 2008, 34, 213–217. [Google Scholar] [CrossRef]
- Roy, D.; Kumari, S.; Mitra, R.; Manna, I. Microstructure and mechanical properties of mechanically alloyed and spark plasma sintered amorphous–nanocrystalline Al65Cu20Ti15 intermetallic matrix composite reinforced with TiO2 nanoparticles. Intermetallics 2007, 15, 1595–1605. [Google Scholar] [CrossRef]
- O’Handley, R.C. Modern Magnetic Materials (Principles and Applications); Wiley Inter-Science: New York, NY, USA, 2000. [Google Scholar]
- Jiles, D. Introduction to Magnetism and Magnetic Materials; Chapman & Hall: London, UK, 1991. [Google Scholar]
- Seah, M.P. Grain boundary segregation. J. Phys. F: Met. Phys. 1980, 10, 1043. [Google Scholar] [CrossRef]
- Squires, D.; Wilson, E. Aging and brittleness in an Fe-Ni-Mn alloy, Metall. Met. Trans. B 1972, 3, 579–585. [Google Scholar] [CrossRef]
- Heo, N.-H. Theory of nonequilibrium segregation in an FeMnNi ternary alloy and a ductile-brittle-ductile transition. Acta Mater. 1996, 44, 3015–3023. [Google Scholar] [CrossRef]
- Steven, W.; Balajiva, J.J. The Influence of Miner Elements on the Isothermal Embitterment of Steels. Iron Steel Inst. 1959, 193, 141–147. [Google Scholar]
- Schultz, B.J.; McMahon, C.J., Jr. Alloy Effects in Temper Embrittlement; ASTM International: West Conshohocken, PA, USA, 1972; Volume 499, p. 104. [Google Scholar]
- Weng, Y.Q.; McMahon, C.J., Jr. Interaction of phosphorus, carbon, manganese, and chromium in intergranular embrittlement of iron. Mater. Sci. Tech. 1986, 3, 207. [Google Scholar]
- Wilson, E.A. Discussion of “Precipitation of Austenite Particles at Grain Boundaries during Aging of Fe-Mn-Ni Steel”*/Authors’ Reply. Metall. Mater. Trans. A 2004, 35A, 352–355. [Google Scholar] [CrossRef]
- Rasooli, N.; Shirazi, H.; Nili-Ahmadabadi, M. Significance of Mn concentration on aging behavior, microstructure evolution and mechanical properties of Fe–Ni–Mn alloys. J. Mater. Res. Technol. 2023, 24, 1–15. [Google Scholar] [CrossRef]
- Lee, H.C.; Mun, S.H.; McKenzie, D. Electron microscopy study on the grain-boundary precipitation during aging of Fe-10Ni-5Mn steel. Mater. Trans. A 2003, 34, 2421. [Google Scholar] [CrossRef]
- Hossein Nedjad, S.; Movaghar Garabagh, M.R.; Nili Ahmadabadi, M.; Shirazi, H. Effect of further alloying on the microstructure and mechanical properties of an Fe–10Ni–5Mn maraging steel. Mater. Sci. Eng. A 2008, 473, 249. [Google Scholar] [CrossRef]
- Pustov, L.Y.U.; Tcherdyntsev, V.V.; Abdulhalikov, S.H.M.; Kaloshkin, S.D.; Shelekhov, E.V.; Estrin, E.I.; Baldokhin, Y.U.V. Structure and phase transformations in Fe–Ni–Mn alloys nanostructured by mechanical alloying. J. Alloys Compd. 2009, 483, 200. [Google Scholar] [CrossRef]
- Bae, J.W.; Park, J.M.; Moon, J.; Choi, W.M.; Lee, B.-J.; Kim, H.S. Effect of μ-precipitates on the microstructure and mechanical properties of non-equiatomic CoCrFeNiMo medium-entropy alloys. J. Alloys Compd. 2019, 781, 75. [Google Scholar] [CrossRef]
- Jin, X.; Bi, J.; Zhang, L.; Zhou, Y.; Du, X.; Liang, Y.; Li, B. A new CrFeNi2Al eutectic high entropy alloy system with excellent mechanical properties. J. Alloys Compd. 2019, 770, 655. [Google Scholar] [CrossRef]
- Kang, B.; Lee, J.; Ryu, H.J.; Hong, S.H. Ultra-high strength WNbMoTaV high-entropy alloys with fine grain structure fabricated by powder metallurgical process. Mater. Sci. Eng. A 2018, 712, 616. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, M.; Shan, Z.; Sui, C.; Zhang, L.; Zhu, S.; Wang, F. Comparative study of mechanical and wear behavior of Cu/WS2 composites fabricated by spark plasma sintering and hot pressing. J. Mater. Sci. Technol. 2017, 33, 1416. [Google Scholar] [CrossRef]
- Li, R.T.; Murugan, V.K.; Dong, Z.L.; Khor, K.A. Comparative Study on the Corrosion Resistance of Al–Cr–Fe Alloy Containing Quasicrystals and Pure Al. J. Mater. Sci. Technol. 2016, 32, 1054. [Google Scholar] [CrossRef]
- Wu, Z.; Zhang, J.; Shi, T.; Zhang, F.; Lei, L.; Xiao, H.; Fu, Z. Fabrication of laminated TiB 2 -B 4 C/Cu-Ni composites by electroplating and spark plasma sintering. J. Mater. Sci. Technol. 2017, 33, 1172. [Google Scholar] [CrossRef]
- Bolsonella, A.; Naimi, F.; Heintz, O.; Tricone, T.; Couque, H.; Bernard, F. Influence of oxygen induced during high-energy ball milling process on the mechanical properties of sintered nickel by SPS. J. Alloys. Compd. 2021, 856, 157869. [Google Scholar] [CrossRef]
- Varalakshmi, S.; Kamaraj, M.; Murty, B.S. Processing and properties of nanocrystalline CuNiCoZnAlTi high entropy alloys by mechanical alloying. Mater. Sci. Eng. A 2010, 527, 1027. [Google Scholar] [CrossRef]
- Lutterotti, L.; Matthies, S.; Wenk, H.R. MAUD: A friendly Java program for material analysis using diffraction. IUCr Newsl. CPD 2019, 21, 14. [Google Scholar]
- Canakci, A.; Erdemir, F.; Varol, T.; Dalmış, R.; Ozkaya, S. Effects of a new pre-milling coating process on the formation and properties of an Fe–Al intermetallic coating. Powder. Technol. 2014, 268, 110. [Google Scholar] [CrossRef]
- Fu, Z.; Chen, W.; Wen, H.; Zhang, D.; Chen, Z.; Zheng, B.; Zhou, Y.; Lavernia, E.J. Microstructure and strengthening mechanisms in an FCC structured single-phase nanocrystalline Co25Ni25Fe25Al7.5Cu17.5 high-entropy alloy. Acta Mater. 2016, 107, 59. [Google Scholar] [CrossRef]
- Chen, Z.; Chen, W.; Wu, B.; Cao, X.; Liu, L.; Fu, Z. Effects of Co and Ti on microstructure and mechanical behavior of Al0.75FeNiCrCo high entropy alloy prepared by mechanical alloying and spark plasma sintering. Mater. Sci. Eng. A 2015, 648, 217. [Google Scholar] [CrossRef]
- Raanaei, H.; Eskandari, H.; Mohammad-Hosseini, V. Structural and magnetic properties of nanocrystalline Fe–Co–Ni alloy processed by mechanical alloying. J. Magn. Magn. Mater. 2016, 398, 190. [Google Scholar] [CrossRef]
- Luo, H.; Xin, Y.; Ma, Y.; Liu, B.; Meng, F.; Liu, H.; Liu, E.; Wu, G. FCC Fe2NiSi prepared by mechanical alloying and stabilization effect of L21B disorder on BCC Heusler structure. J. Magn. Magn. Mater. 2016, 419, 485. [Google Scholar] [CrossRef]
- Zhang, K.B.; Fu, Z.Y.; Zhang, J.Y.; Wang, W.M.; Lee, S.W.; Niihara, K. Characterization of nanocrystalline CoCrFeNiTiAl high-entropy solid solution processed by mechanical alloying. J. Alloys. Compd. 2010, 495, 33. [Google Scholar] [CrossRef]
- Fourmont, A.; Le Gallet, S.; Politano, O.; Desgranges, C.; Baras, F. Effects of planetary ball milling on AlCoCrFeNi high entropy alloys prepared by Spark Plasma Sintering: Experiments and molecular dynamics study. J. Alloys. Compd. 2020, 820, 153448. [Google Scholar] [CrossRef]
- Boytsov, O.; Ustinov, A.I.; Gaffet, E.; Bernard, F. Correlation between milling parameters and microstructure characteristics of nanocrystalline copper powder prepared via a high energy planetary ball mill. J. Alloys Compd. 2007, 432, 103. [Google Scholar] [CrossRef]
- Yeh, J.W.; Chang, S.Y.; Hong, Y.D.; Chen, S.K.; Lin, S.J. Anomalous decrease in X-ray diffraction intensities of Cu–Ni–Al–Co–Cr–Fe–Si alloy systems with multi-principal elements. Mater. Chem. Phys. 2007, 103, 41. [Google Scholar] [CrossRef]
- Mohamed, F.A. A dislocation model for the minimum grain size obtainable by milling. Acta Materialia 2003, 51, 4107–4119. [Google Scholar] [CrossRef]
- Fecht, H.-J. Nanostructure formation by mechanical attrition. Nanostruct. Mater. 1995, 6, 33–42. [Google Scholar] [CrossRef]
- Rawers, J.; Cook, D. Influence of attrition milling on nano-grain boundaries. Nanostruct. Mater. 1999, 11, 331–342. [Google Scholar] [CrossRef]
- Williamson, G.K.; Smallman, R.E. Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray Debye-Scherrer spectrum. Philos. Mag. 1956, 1, 34–46. [Google Scholar] [CrossRef]
- Smallman, R.E.; Westmacott, K.H. Stacking faults in face centered cubic metals and alloys. Philos. Mag. 1957, 2, 669–683. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Shang, H.W.; Lu, K. Microstructure evolution and thermal properties in nanocrystalline Fe during mechanical attrition. Acta Materialia 2001, 49, 365–375. [Google Scholar] [CrossRef]
- Pippan, R.; Wetscher, F.; Hafok, M.; Vorhauer, A.; Sabirov, I. The Limits of Refinement by Severe Plastic Deformation. Adv. Eng. Mater. 2006, 8, 1046. [Google Scholar] [CrossRef]
- Prică, C.V.; Neamţu, B.V.; Popa, F.; Marinca, T.F.; Sechel, N.; Chicinaş, I.J. Invar-type nanocrystalline compacts obtained by spark plasma sintering from mechanically alloyed powders. Mater Sci. 2018, 53, 3735. [Google Scholar] [CrossRef]
- Xie, S.; Cheng, X.; Hu, C.; Tao, Y.; Liu, M.; Qi, Z. High pressure effect on the phase transition and in-plane anisotropy of SnSe. J. Alloys Compd. 2020, 849, 155915. [Google Scholar] [CrossRef]
- Zhang, R.; Zou, C.; Wei, Z.; Wang, H. Effect of High Pressure and Temperature on the Evolution of Si Phase and Eutectic Spacing in Al-20Si Alloys. Crystals 2021, 11, 705. [Google Scholar] [CrossRef]
- Zhang, F.; Lou, H.; Cheng, B.; Zeng, Z.; Zeng, Q. High-pressure induced phase transitions in high-entropy alloys: A review. Entropy 2019, 21, 239. [Google Scholar] [CrossRef] [PubMed]
- Coey, J.M.D. Magnetic materials. J. Alloys Compd. 2001, 326, 2–6. [Google Scholar] [CrossRef]
- Robert, C.O.; Handley, O. Modern Magnetic Materials: Principles and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2000. [Google Scholar]
- Chicinaş, I. Mărimi Magnetice de Material; Casa Cărţii de Ştiinţă: Cluj-Napoca, Romania, 2002. [Google Scholar]
- Plascak, J.A.; Zamora, L.E.; Alcazar, G.A.P. Ising model for disordered ferromagnetic Fe–Al alloys. Phys. Rev. B 2000, 61, 3188–3191. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.; Cheng, Y.; Liaw, P.K. High-entropy Alloys with High Saturation Magnetization, Electrical Resistivity and Malleability. Sci. Rep. 2013, 3, 1455. [Google Scholar] [CrossRef]
- Nie, X.; Sheng, M.; Mabi, A. Effect of SPS Sintering Process on Compressive Strength and Magnetic Properties of CoCuFeMnNi Bulk Alloy. JOM 2022, 74, 2665. [Google Scholar] [CrossRef]
- Yang, D.; Liu, Y.; Qu, N.; Han, T.; Liao, M.; Lai, Z.; Zhu, J. Effect of fabrication methods on microstructures, mechanical properties and strengthening mechanisms of Fe0.25CrNiAl medium-entropy alloy. J. Alloys. Compd. 2021, 888, 161526. [Google Scholar] [CrossRef]
- Wang, Z.; Baker, I.; Guo, W.; Poplawsky, J.D. The effect of carbon on the microstructures, mechanical properties, and deformation mechanisms of thermo-mechanically treated Fe40.4Ni11.3Mn34.8Al7.5Cr6 high entropy alloys. Acta Mater. 2017, 126, 346. [Google Scholar] [CrossRef]
- Liu, W.; Tu, H.; Gao, M.; Su, X.; Zhang, S.; Huo, C.; Yang, H. High performance DLC/BP and ZnS/YbF3 double-layer protective and antireflective coatings. J. Alloys. Compd. 2013, 581, 526. [Google Scholar] [CrossRef]
- Mahlami, C.S.; Pan, X. Mechanical properties and microstructure evaluation of high manganese steel alloyed with vanadium. AIP Publ. LLC 2017, 1859, 020083. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Ms (emug−1) | Hc(Oe) | Mr/Ms | <D> (nm) | ε (%) | a (Å) | ρD (m−2) |
|---|---|---|---|---|---|---|---|
| As-milled | 122.10 | 24.07 | 0.0209 | 12 (FCC) 8 (BCC) | 0.9 (FCC) 1.2 (BCC) | 3.591 (FCC) 2.867 (BCC) | 0.81016 (FCC) 0.611016 (BCC) |
| Arc Melting | 18.81 | 2.26 | 0.0008 | >100 | - | 3.591 | <1014 |
| MA + SPS at 750 °C/50 MPa | 113.61 | 0.60 | 0.11 | 50.27 | 0.2 | 3.590 | 3.957 · 1014 |
| MA + SPS at 750 °C/75 MPa | 100.58 | 0.60 | 0.10 | 50 | 0.13 | 3.581 | 4 · 1014 |
| MA + SPS at 1000 °C/50 MPa | 118.15 | 0.07 | 0.074 | >100 | 0.02710−2 | 3.591 | <1014 |
| Samples | σy (MPa) | σmax (MPa) | A% | Hardness (HV) |
|---|---|---|---|---|
| Arc Melting | 123 | >500 (no failure) | >30% | 97 |
| MA + SPS at 750 °C/50 MPa | 1027 | 1470 | 15% | 328 |
| MA + SPS at 750 °C/75 MPa | 1350 | 1700 | 16% | 425 |
| MA + SPS at 1000 °C/50 MPa | 1056 | >1440 (no failure) | >15% | 216 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zaara, K.; Optasanu, V.; Le Gallet, S.; Escoda, L.; Saurina, J.; Bernard, F.; Khitouni, M.; Suñol, J.-J.; Chemingui, M. Study of Structural, Compression, and Soft Magnetic Properties of Fe65Ni28Mn7 Alloy Prepared by Arc Melting, Mechanical Alloying, and Spark Plasma Sintering. Materials 2023, 16, 7244. https://doi.org/10.3390/ma16227244
Zaara K, Optasanu V, Le Gallet S, Escoda L, Saurina J, Bernard F, Khitouni M, Suñol J-J, Chemingui M. Study of Structural, Compression, and Soft Magnetic Properties of Fe65Ni28Mn7 Alloy Prepared by Arc Melting, Mechanical Alloying, and Spark Plasma Sintering. Materials. 2023; 16(22):7244. https://doi.org/10.3390/ma16227244
Chicago/Turabian StyleZaara, Kaouther, Virgil Optasanu, Sophie Le Gallet, Lluisa Escoda, Joan Saurina, Frédéric Bernard, Mohamed Khitouni, Joan-Josep Suñol, and Mahmoud Chemingui. 2023. "Study of Structural, Compression, and Soft Magnetic Properties of Fe65Ni28Mn7 Alloy Prepared by Arc Melting, Mechanical Alloying, and Spark Plasma Sintering" Materials 16, no. 22: 7244. https://doi.org/10.3390/ma16227244