
Effect of Process Parameters on Microstructure and Properties of Laser Cladding Ni60+30%WC Coating on Q235 Steel

Abstract
:1. Introduction
2. Materials and Methods
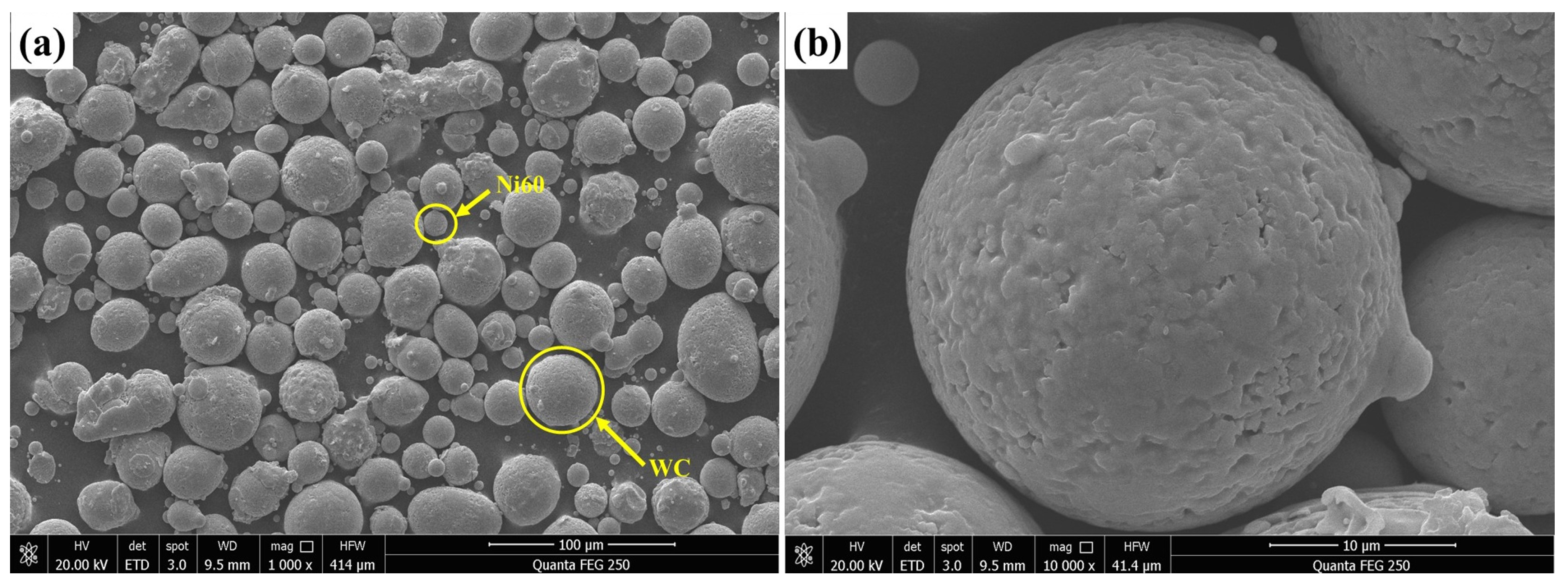
2.1. Experimental Materials and Equipment
2.2. Structure Characterization and Mechanical Properties Test
3. Results and Discussion
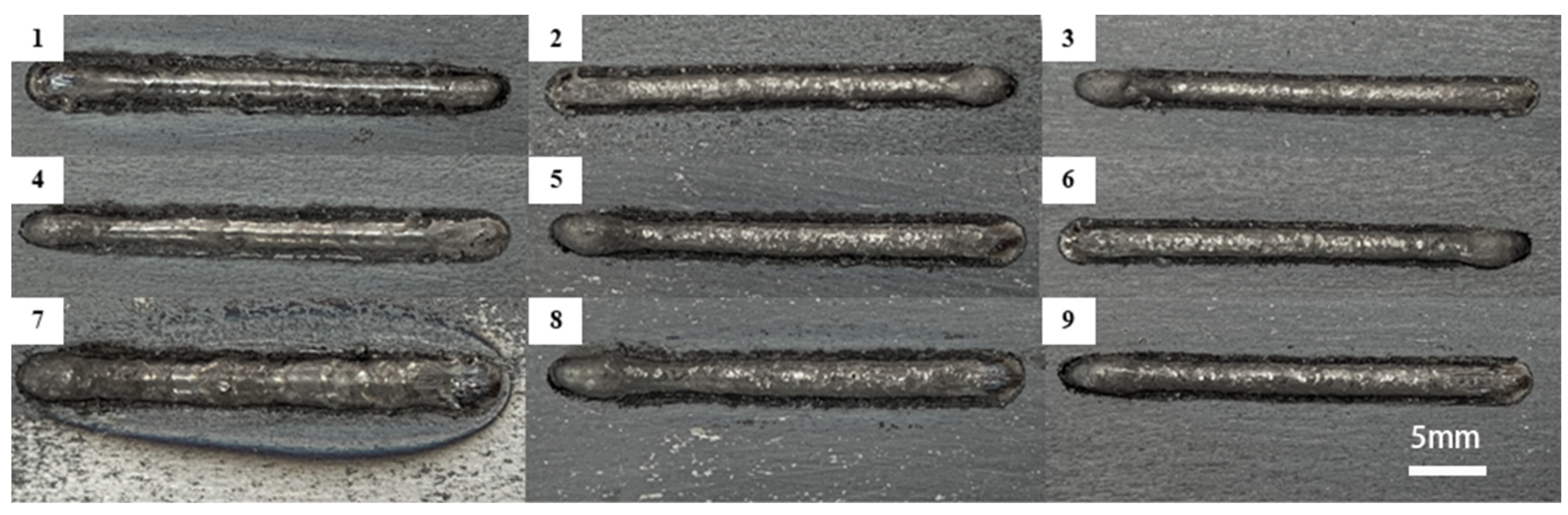
3.1. Single-Pass Cladding Macromorphology
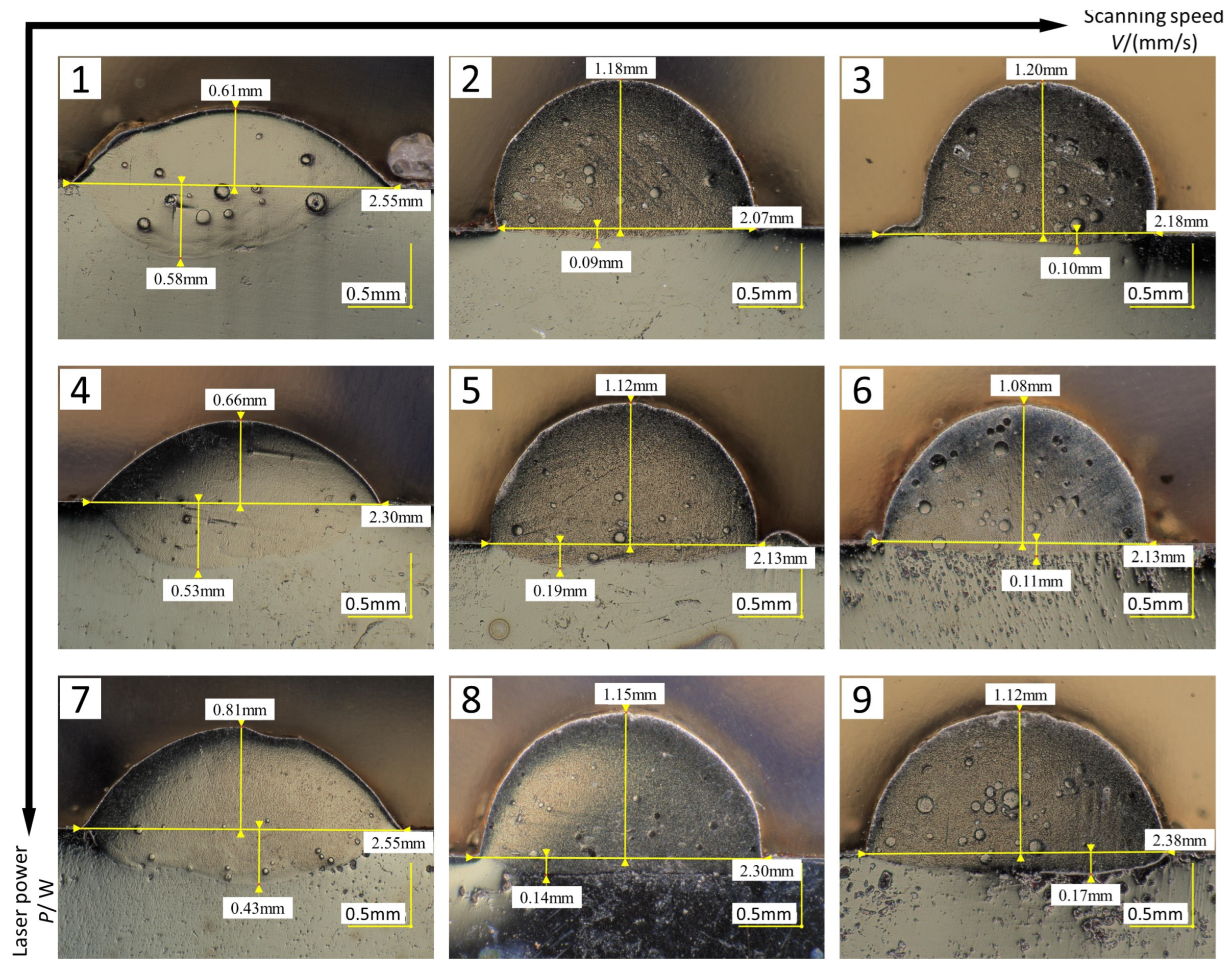
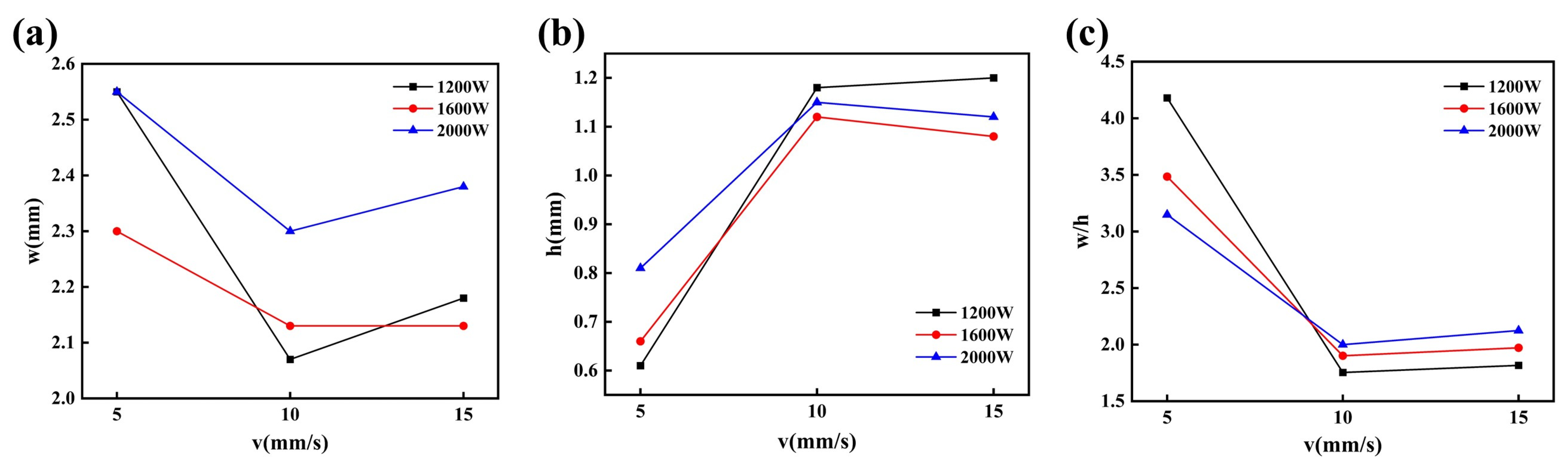
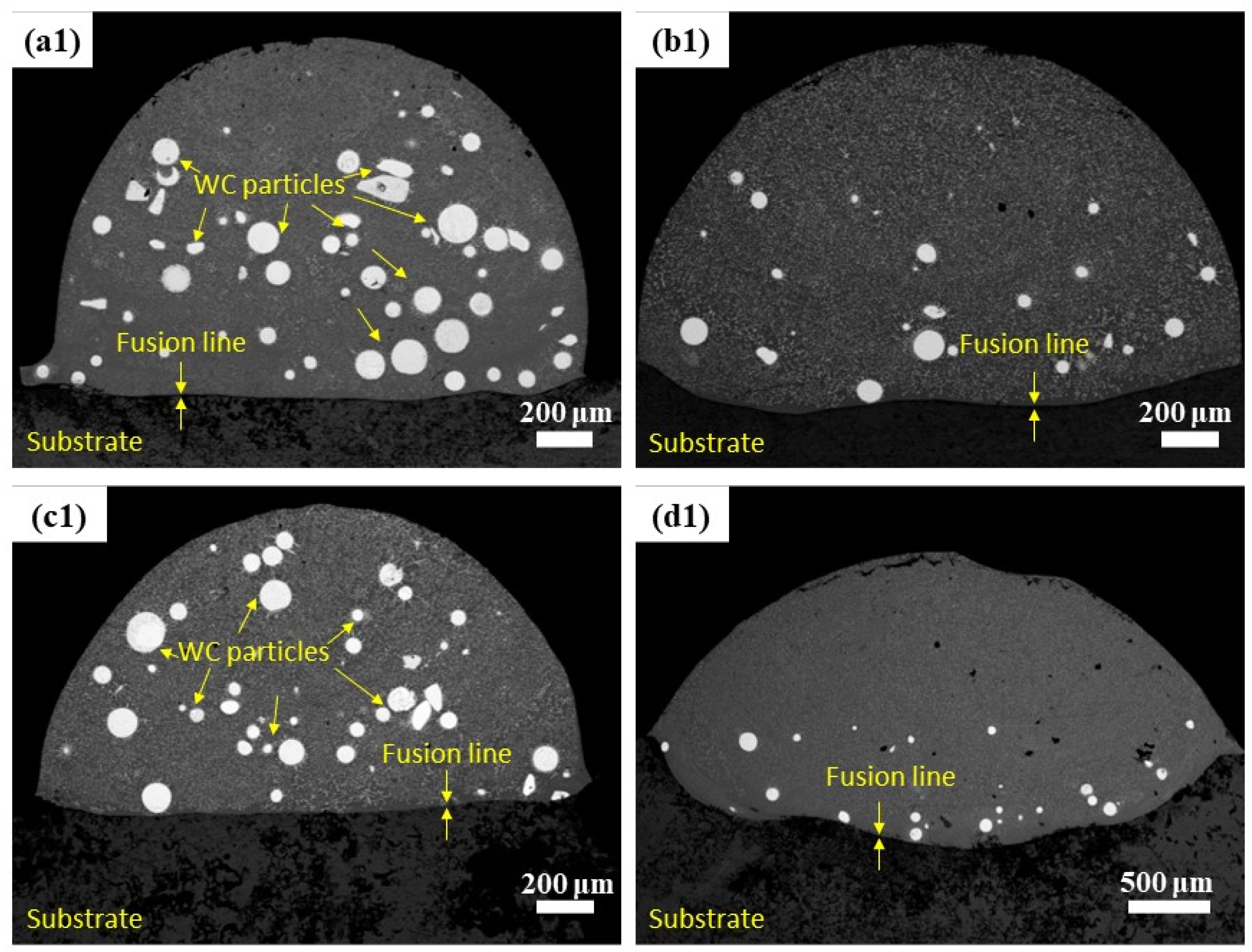
3.2. Macromorphology and Shaping Dimensions of Single-Pass Cladding Cross-Section
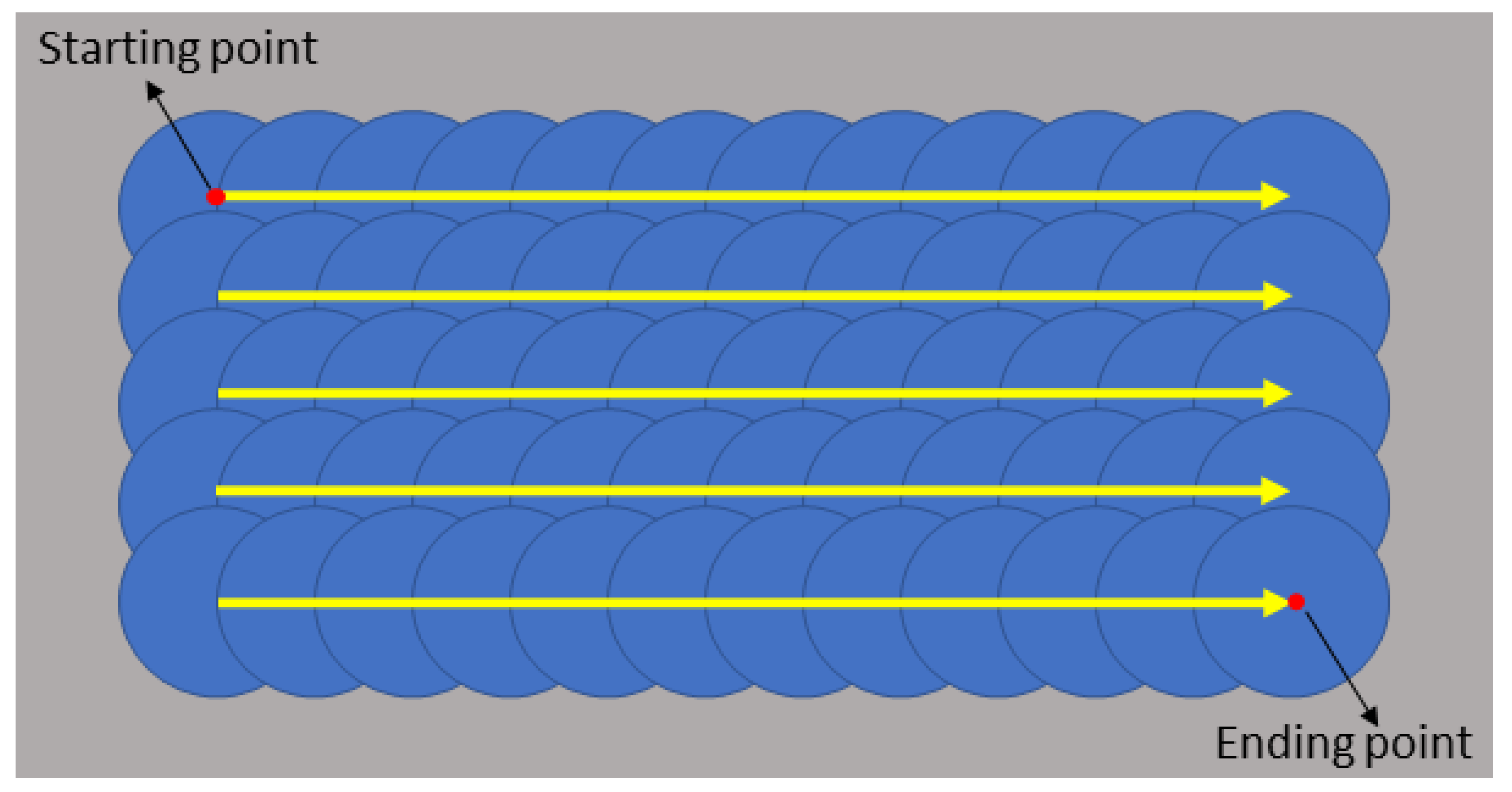
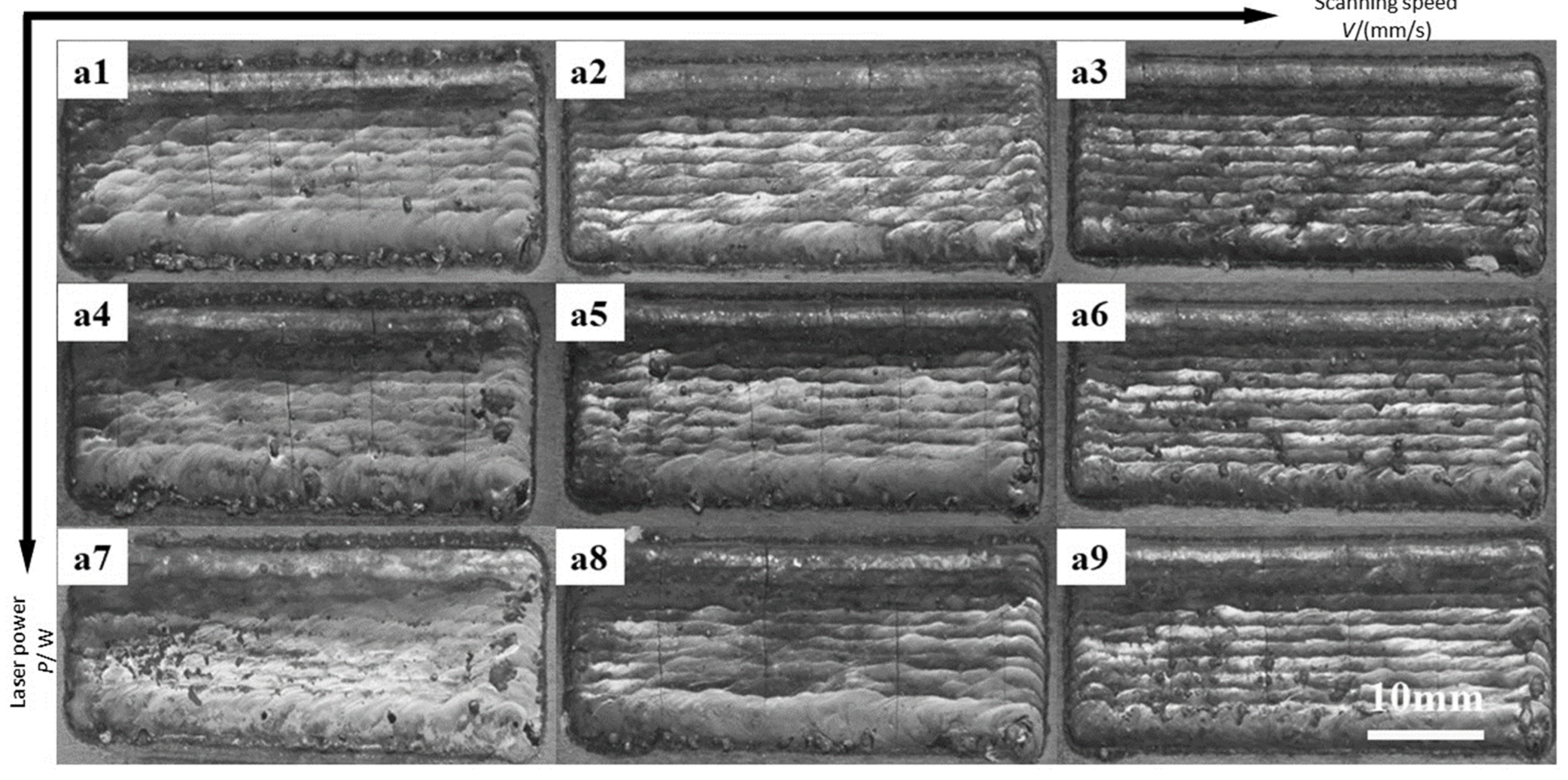
3.3. Multi-Pass Cladding Macromorphology
3.4. Laser Energy Density
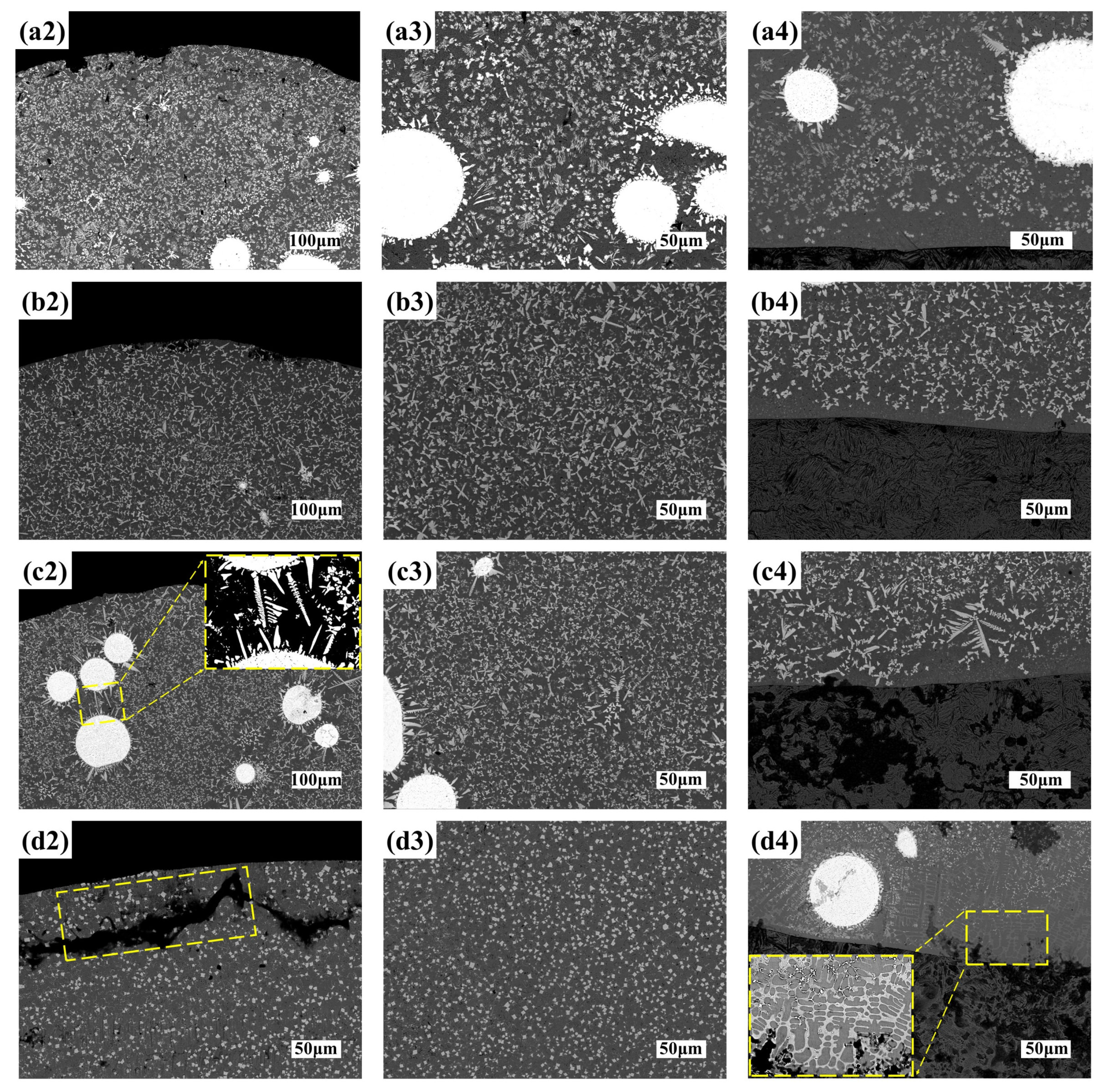
3.5. Microstructure Analysis
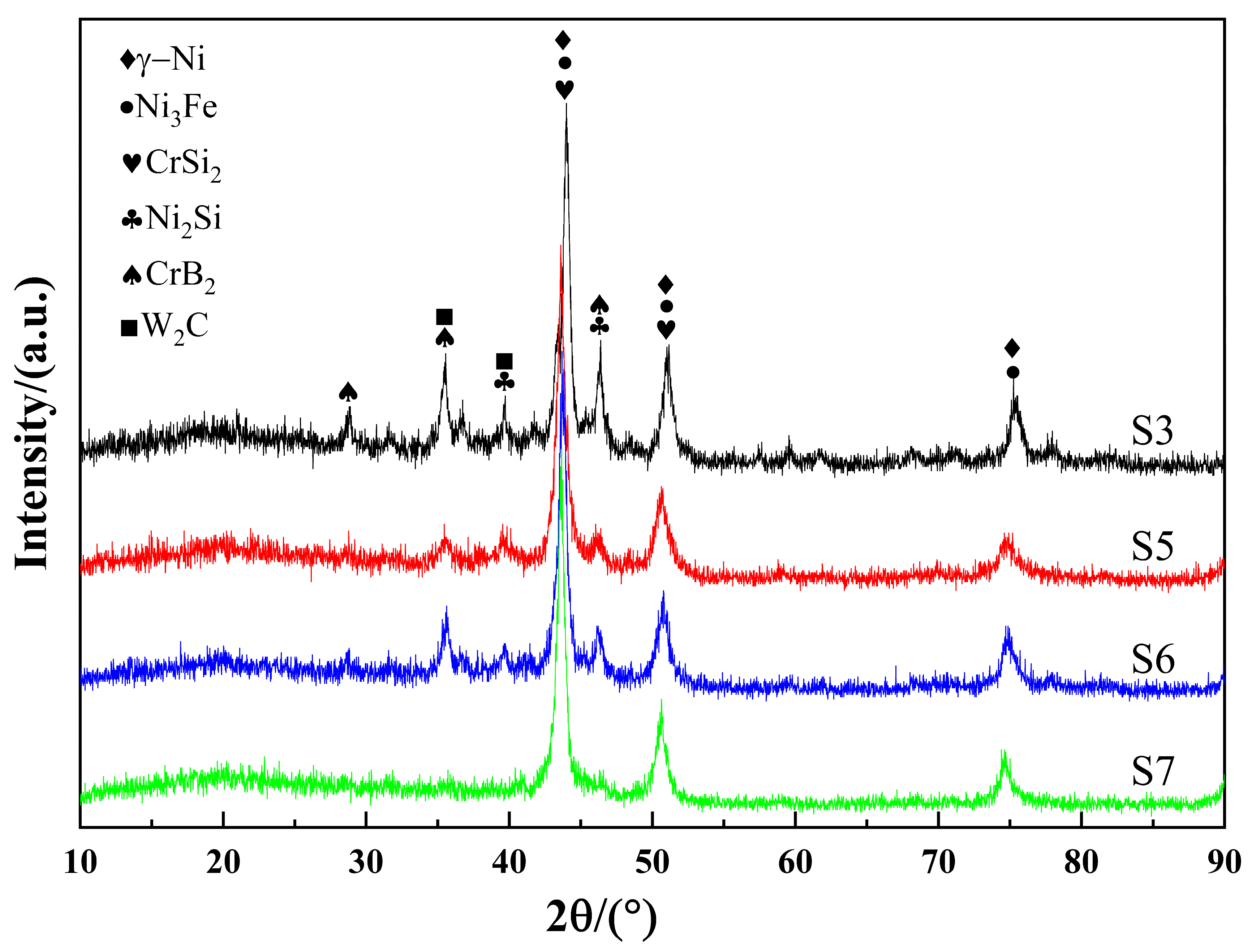
3.6. Phase Analysis of Coating
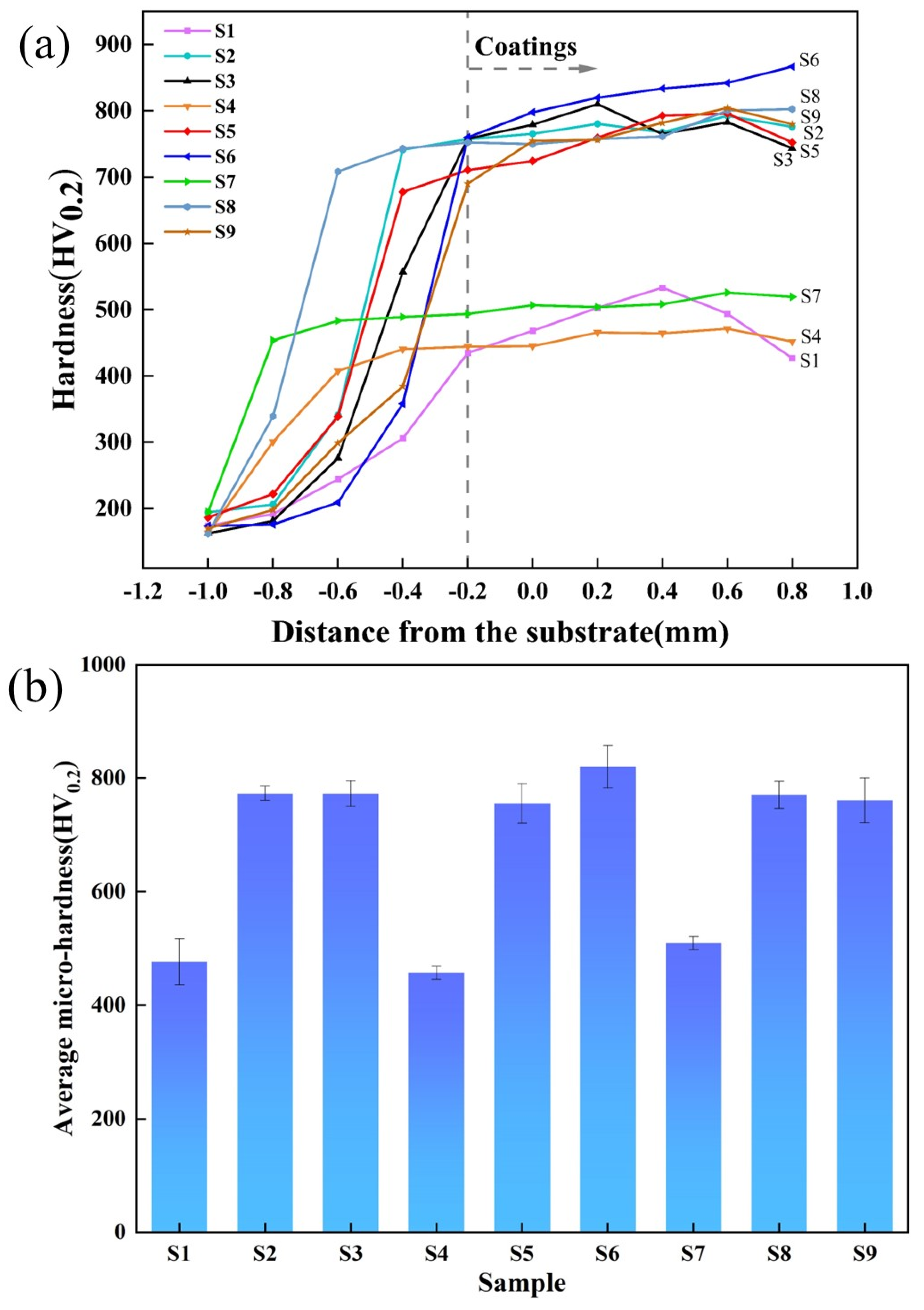
3.7. Microhardness Analysis
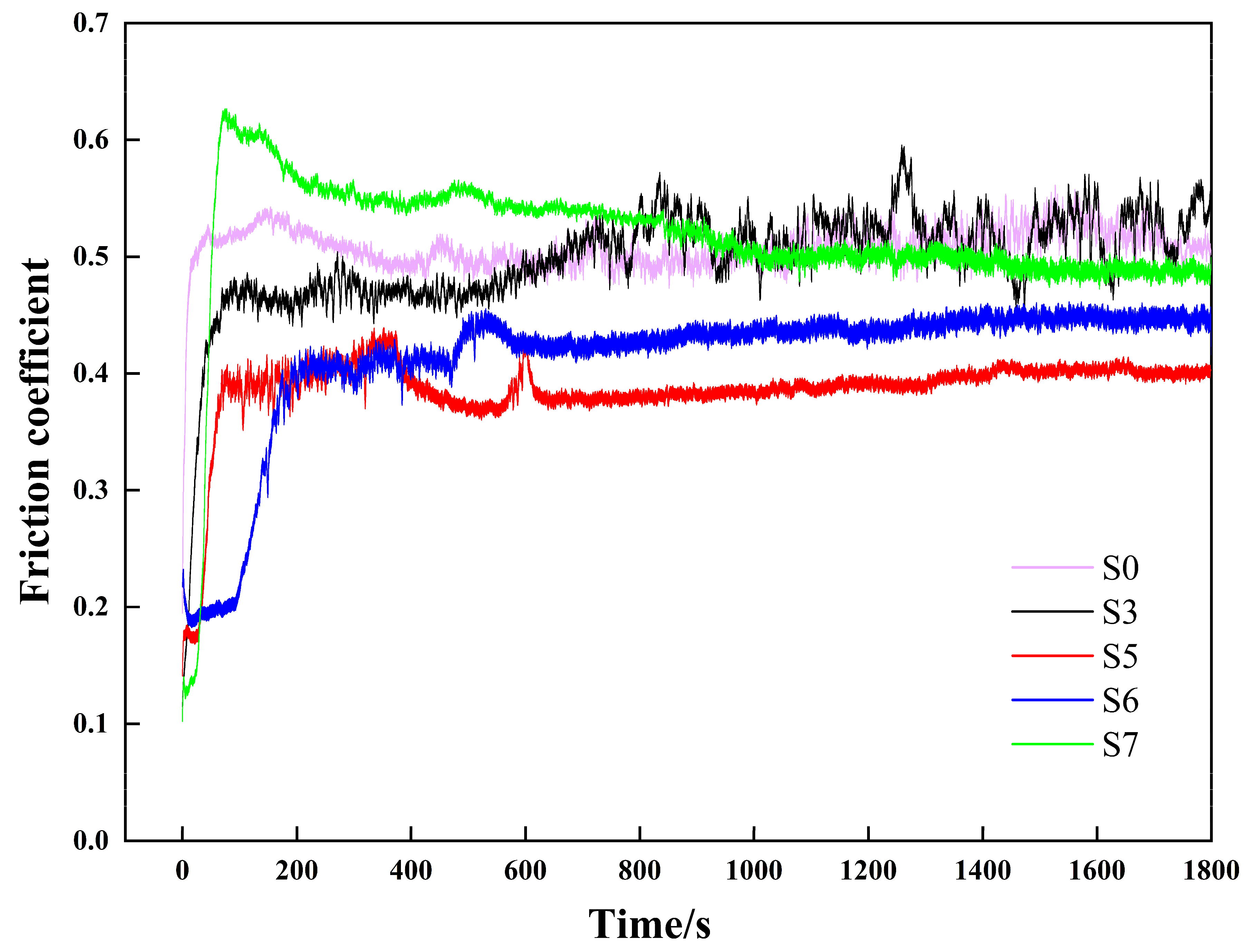
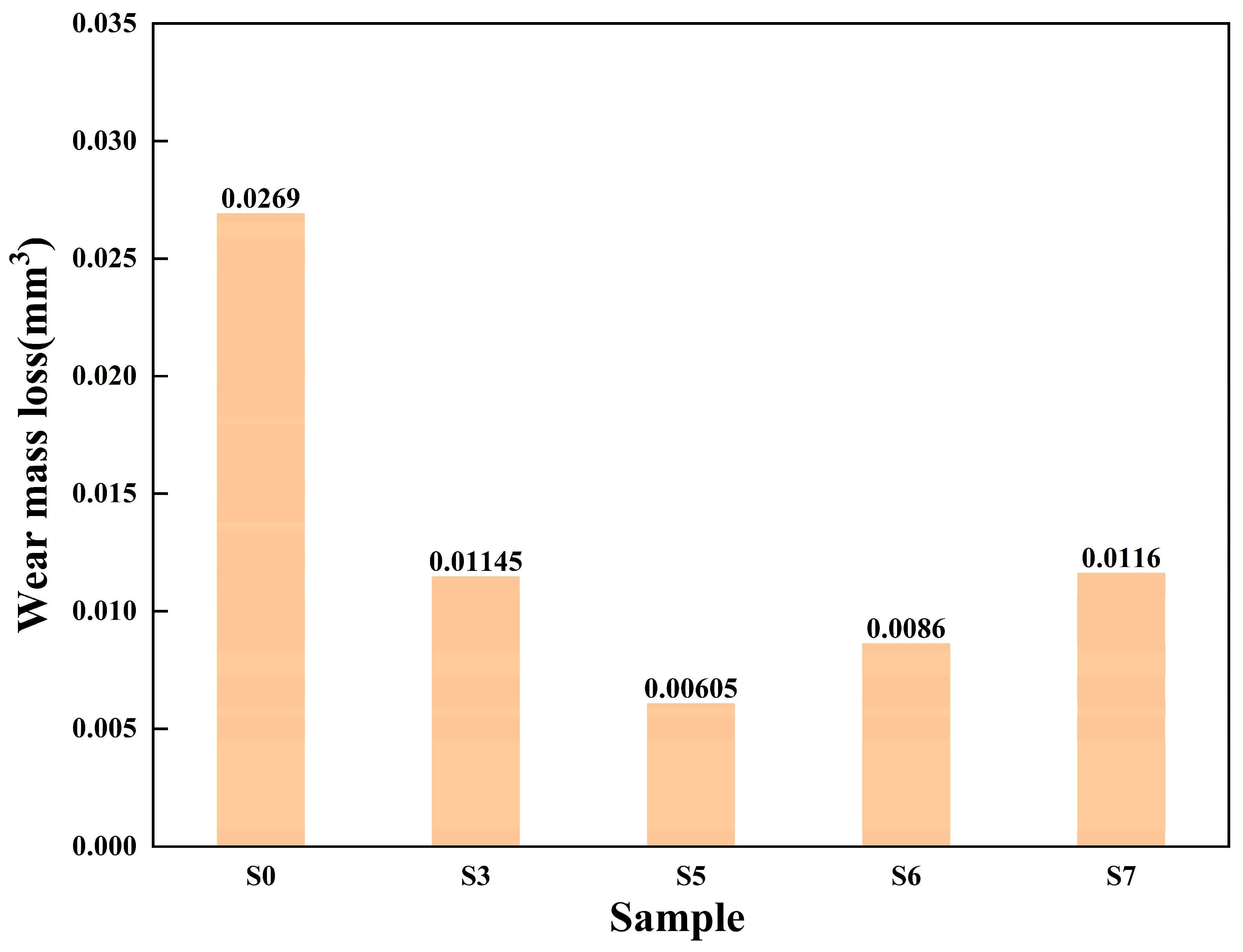
3.8. Wear Test Analysis
4. Conclusions
- (1)
- Different process parameter values have different influences on the morphology of the cladding layer. Both laser power P and scanning speed V, out of the process parameters, can change the dimensions and dilution rate of cladding layer. In the experiments this time, the scanning speed can more significantly change the width–height ration of cladding layer and more rationally regulate the dilution rate than the laser power and has more significant influence on the shaping quality than the laser power.
- (2)
- Microstructure analysis shows that process parameter values influence the laser energy density, and both too high and too low laser energy density may cause the microstructure to exhibit a coarsening trend. Only rational process parameter values and laser energy density can yield a cladding coating with a dense and refined microstructure and even element distribution.
- (3)
- Analysis of coating properties shows that the composite coating exhibits evident improvement in respect to such properties as hardness, wear degree, and wear quantity, compared with the substrate. Through comprehensive analysis of coating properties, it is obtained that the optimal process parameters values are as follows: a laser power of 1600 W and scanning speed of 10 mm/s, and the specimen coating prepared at these process parameter values has better wear resistance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Min, H. The Study on the Weldability of MnCrMoNi Alloy Steel and Q235 Carbon Steel. Key Eng. Mater. 2020, 6033, 71–76. [Google Scholar]
- Lewis, S.R.; Fretwell-Smith, S.; Goodwin, P.S.; Smith, L.; Lewis, R.; Aslam, M.; Fletcher, D.I.; Murray, K.; Lambert, R. Improving rail wear and RCF performance using laser cladding. Wear 2016, 366, 268–278. [Google Scholar] [CrossRef]
- Wu, T.; Shi, W.Q.; Xie, L.Y.; Gong, M.M.; Huang, J.; Xie, Y.P.; He, K.F. Effect of Preheating Temperature on Geometry and Mechanical Properties of Laser Cladding-Based Stellite 6/WC Coating. Materials 2022, 15, 3952. [Google Scholar] [CrossRef]
- Tong, W.H.; Zhang, X.; Li, W.; Liu, Y.; Li, Y.; Guo, X. Effect of laser process parameters on microstructure and properties of TiC reinforced cobalt-based alloy laser cladding layer. Acta Met. Sin. 2020, 56, 1265–1274. [Google Scholar]
- Zhu, H.M.; Hu, J.P.; Li, B.C.; Li, Y.Z.; Qiu, C.J. Research progress of laser cladding stainless steel coating on iron-based materials. Surf. Technol. 2020, 49, 74–84. [Google Scholar]
- Xu, Z.F.; Jiao, J.K.; Zhang, Z.; Yang, Y.P.; Zhang, W.W. Study on laser repair process of nickel-based superalloy. Mater. Rev. 2019, 33, 3196–3202. [Google Scholar]
- Ma, B.S.; Jiang, F.L.; Yang, F.Z.; Wang, Y.L.; Liang, P. Laser energy density for Al2O: Effect of particle reinforced Ni60A laser cladding coating on microstructure and properties. Surf. Technol. 2022, 52, 364–377. [Google Scholar]
- Liu, G.L.; Cao, Y.H.; Ji, S.B.; Yu, H.; Jiang, W.N.; Li, M.J.; Si, N.W. Effect of Laser Clad Ni60A Coating on High Temperature Dry Sliding Friction and Wear Characteristics of 20CrNiMo Steel. Rare Met. Mater. Eng. 2021, 50, 2281–2287. [Google Scholar]
- Devojno, O.G.; Feldshtein, E.; Kardapolava, M.A.; Lutsko, N.I. On the formation features, microstructure and microhardness of single laser tracks formed by laser cladding of a NiCrBSi self-fluxing alloy. Opt. Lasers Eng. 2018, 106, 32–38. [Google Scholar] [CrossRef]
- Wang, J. Experimental Study on Surface Enhancement of Copper Alloy Laser Cladding; Ningxia University: Yinchuan, China, 2022; p. 57. [Google Scholar]
- Chen, N.; Zhou, L.Z.; Xu, G.M. Microstructure and properties of laser cladding Ni60/WC composite coating on Cr12MoV die steel. Hot Work. Technol. 2009, 38, 87–88. [Google Scholar]
- Xiao, S.H. Study on Surface Modification Method of Tungsten Carbide Laser Cladding In Situ Synthesis. Master’s Thesis, Fujian University of Technology, Fuzhou, China, 2022; p. 74. [Google Scholar]
- Weng, F.; Yu, H.J.; Chen, C.Z.; Liu, J.; Zhao, L.; Dai, J.; Zhao, Z. Affect of Process Parameters on the Microstructure Evolution and Wear Property of the Laser Cladding Coatings on Ti-6AI-4V Alloy. J. Alloys Compd. 2017, 692, 12–14. [Google Scholar] [CrossRef]
- Goodarzi, D.M.; Pekkarinen, J.; Salminen, A. Effect of process parameters in laser cladding on substrate melted areas and the substrate melted shape. J. Laser Appl. 2015, 27, S29201. [Google Scholar] [CrossRef]
- Emamian, A.; Corbin, S.F.; Khajepour, A. Effect of laser cladding process parameters on clad quality and in-situ formed microstructure of Fe-TiC composite coatings. Surf. Coat. Technol. 2010, 205, 2007–2015. [Google Scholar] [CrossRef]
- Cai, Y.; Chen, Y.; Manladan, S.M.; Luo, Z.; Gao, F.; Li, L. Influence of dilution rate on the microstructure and properties of FeCrCoNi high-entropy alloy coating. Mater. Des. 2018, 142, 124–137. [Google Scholar] [CrossRef]
- Tan, J.H.; Sun, R.L.; Niu, W.; Liu, Y.N.; Hao, W.J. Effect of laser scanning speed on microstructure and properties of laser cladding composite coating on TC4 alloy surface D. Mater. Rev. 2020, 34, 12094–12100. [Google Scholar]
- Kobryn, P.A.; Moore, E.H.; Semiatin, S.L. The Effect of Laser Power and Traverse Speed on Microstructure, Porosity, and Build Height in Laser-Deposited Ti-6Al-4V. Scr. Mater. 2000, 43, 299–305. [Google Scholar] [CrossRef]
- Sun, W.Q.; Zhang, D.Q.; Chen, X.; Wang, Y. Simulation and Experimental Study on the effect of defocusing Amount on Ni/WC Laser Cladding. Mach. Des. Manuf. 2023, 140–143. [Google Scholar]
- Wang, S.S.; Shi, W.Q.; Wu, T. Effect of WC mass fraction on microstructure and properties of laser cladding Ni-based coatings. Laser Technol. 2023, 47, 463–468. [Google Scholar]
- GB/T 14265; General Rule of Chemical Analysis for Hydrogen, Oxygen, Nitrogen, Carbon and Sulfur in Metalmaterials. China Standard Press: Beijing, China, 2017.
- GB/T 19077; Particle Size Analysis—Laser Diffraction Methods. China Standard Press: Beijing, China, 2016.
- Liu, Y.; Liu, P.S.; Guo, Y.; Li, Z.J.; Zhang, Q.L.; Zhang, L.J.; Zhang, J.X. Study on dilution rate of laser cladding ultra-high strength steel. Adv. Laser Optoelectron. 2021, 58, 182–190. [Google Scholar]
- Zhang, X.J. Microstructure and Wear Resistance of Laser Injected WC Coating on Q235 Steel Surface; Harbin Institute of Technology: Harbin, China, 2007; p. 62. [Google Scholar]
- Zheng, H.B.; Wang, M.H.; Qiao, P.X.; Ge, X.Y.; Wang, Q. M2 coating formed by ultra-high speed laser melting. Chin. Surf. Eng. 2022, 35, 191–202. [Google Scholar]
- Li, Q.; Chen, F.Q.; Wang, Q.; Zhang, J.W. Research Progress of Laser-cladding WC Reinforced Ni-based Composite Coating. Surf. Technol. 2022, 51, 129–143. [Google Scholar]
- Siddiqui, A.A.; Dubey, K.A. Recent trends in laser cladding and surface alloying. Opt. Laser Technol. 2021, 134, 106619. [Google Scholar] [CrossRef]
- Cao, J.H.; Hou, Z.B.; Guo, D.W.; Guo, Z.G.; Tang, P. Morphology characteristics of solidification structure in high-carbon steel billet based on fractal theory. J. Mater. Sci. 2019, 54, 12851–12862. [Google Scholar] [CrossRef]
- Wang, H.; Qu, C.; Zhang, Y.; Du, F. Study on the effect of vibration on solidification structures in the vibration cast-rolling process. Mater. Und Werkst. 2021, 52, 452–459. [Google Scholar] [CrossRef]
- Dong, Y.; Shu, L.S.; Lin, R. Microstructure and Friction and Wear Properties of Laser Cladded Fe-Cr-Mo-Si Alloy Coating. Laser Optoelectron. Prog. 2021, 58, 265–272. [Google Scholar]
- Xu, J.L.; Hu, Z.R.; Wang, S.T.; Tan, W.S.; Zhou, J.Z. Effect of laser energy density on microstructure and properties of AlCoCrFeNi high-entropy alloy coatings. Appl. Lasers 2023, 43, 65–72. [Google Scholar]
- Wu, Z.P.; Li, T.; Li, Q.; Shi, B.W.; Li, X.B.; Wang, X.L.; Lu, H.T.; Zhang, H.C. Process optimization of laser cladding Ni60A alloy coating in remanufacturing. Opt. Laser Technol. 2019, 120, 105718. [Google Scholar] [CrossRef]
- Ren, S.X.; Li, J.B.; Shi, Y.M.; Wen, B.Q.; Wang, X.F.; Li, L.Q. Effect of process parameters on microstructure and wear resistance of 20CrMnTi-based laser cladding Ni60A-TIC coating. Chin. J. Lasers 2019, 50, 142–153. [Google Scholar]
- Zhang, L.T.; Li, H.T.; Jia, R.N.; Wang, Z.; Fan, S.Q.; Wang, X.S.; Dai, J.Y.; Xu, J.F. Preparation and properties of laser remelting Ni60/50%WC composite coating. Heat Treat. Met. 2021, 46, 229–234. [Google Scholar]
- Zhao, D.P.; Guo, J.Q.; Li, X. Microstructure and friction and wear behavior of Cu/graphite composite coatings on TC4 alloy surface. Rare Met. Mater. Eng. 2020, 49, 2861–2868. [Google Scholar]
- Dong, Y.; Shu, L.S.; Lin, R. Microstructure and tribological properties of laser cladding Fe-Cr-Mo-Si alloy coatings. Adv. Laser Optoelectron. 2021, 58, 265–272. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | C | Si | Mn | P | S | Fe |
|---|---|---|---|---|---|---|
| Q235 | 0.15 | 0.15 | 0.25 | 0.12 | 0.11 | Bal. |
| Type | Mo | Fe | Cu | Cr | Si | C | B | P | Ni |
|---|---|---|---|---|---|---|---|---|---|
| Ni60 | 2.93 | 2.99 | 3.01 | 16.01 | 4.94 | 0.66 | 3.90 | <0.005 | Bal. |
| O/ppm | O/ppm | Test Reference Standard |
|---|---|---|
| 122 | 17 | GB/T 14265 [21] |
| D10/µm | D50/µm | D90/µm | Test Reference Standard |
|---|---|---|---|
| 22.1 | 35.4 | 56.0 | GB/T 19077 [22] |
| Level | Laser Power P/W | Scanning Speed V/(mm/s) | Pass Spacing H/mm |
|---|---|---|---|
| 1 | 1400 | 5 | 1 |
| 2 | 1600 | 10 | 1 |
| 3 | 2000 | 15 | 1 |
| Procedure | Laser Power P/W | Scanning Speed V/(mm/s) | Width w/(mm) | Height h/(mm) | Depth d/(mm) | Aspect Ratio w/h | Dilution Rate η/(%) |
|---|---|---|---|---|---|---|---|
| 1 | 1200 | 5 | 2.55 | 0.61 | 0.58 | 4.18 | 48.74 |
| 2 | 1200 | 10 | 2.07 | 1.18 | 0.09 | 1.75 | 7.09 |
| 3 | 1200 | 15 | 2.18 | 1.20 | 0.10 | 1.82 | 7.69 |
| 4 | 1600 | 5 | 2.30 | 0.66 | 0.53 | 3.48 | 44.54 |
| 5 | 1600 | 10 | 2.13 | 1.12 | 0.19 | 1.90 | 14.50 |
| 6 | 1600 | 15 | 2.13 | 1.08 | 0.11 | 1.97 | 9.24 |
| 7 | 2000 | 5 | 2.55 | 0.81 | 0.43 | 3.15 | 34.68 |
| 8 | 2000 | 10 | 2.30 | 1.15 | 0.14 | 2.00 | 10.85 |
| 9 | 2000 | 15 | 2.38 | 1.12 | 0.17 | 2.13 | 13.18 |
| Procedure | Laser Power P/W | Scanning Speed V/(mm/s) | Pass Spacing H/mm | Energy E/(J/mm2) |
|---|---|---|---|---|
| 1 | 1200 | 5 | 1 | 240.0 |
| 2 | 1200 | 10 | 1 | 120.0 |
| 3 | 1200 | 15 | 1 | 80.0 |
| 4 | 1600 | 5 | 1 | 320.0 |
| 5 | 1600 | 10 | 1 | 160.0 |
| 6 | 1600 | 15 | 1 | 106.7 |
| 7 | 2000 | 5 | 1 | 400.0 |
| 8 | 2000 | 10 | 1 | 200.0 |
| 9 | 2000 | 15 | 1 | 133.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Shi, W.; Cheng, C.; Liang, F.; Li, K. Effect of Process Parameters on Microstructure and Properties of Laser Cladding Ni60+30%WC Coating on Q235 Steel. Materials 2023, 16, 7070. https://doi.org/10.3390/ma16227070
Wang S, Shi W, Cheng C, Liang F, Li K. Effect of Process Parameters on Microstructure and Properties of Laser Cladding Ni60+30%WC Coating on Q235 Steel. Materials. 2023; 16(22):7070. https://doi.org/10.3390/ma16227070
Chicago/Turabian StyleWang, Shanshan, Wenqing Shi, Cai Cheng, Feilong Liang, and Kaiyue Li. 2023. "Effect of Process Parameters on Microstructure and Properties of Laser Cladding Ni60+30%WC Coating on Q235 Steel" Materials 16, no. 22: 7070. https://doi.org/10.3390/ma16227070