
Microstructure Evolution and Mechanical Properties of Thick 2219 Aluminum Alloy Welded Joints by Electron-Beam Welding
Abstract
:1. Introduction
2. Experimental
3. Results and Discussion
3.1. Weld Forming
3.2. Microstructure Evolution
3.2.1. Microstructure Evolution in the Thickness Direction
3.2.2. Phase Composition
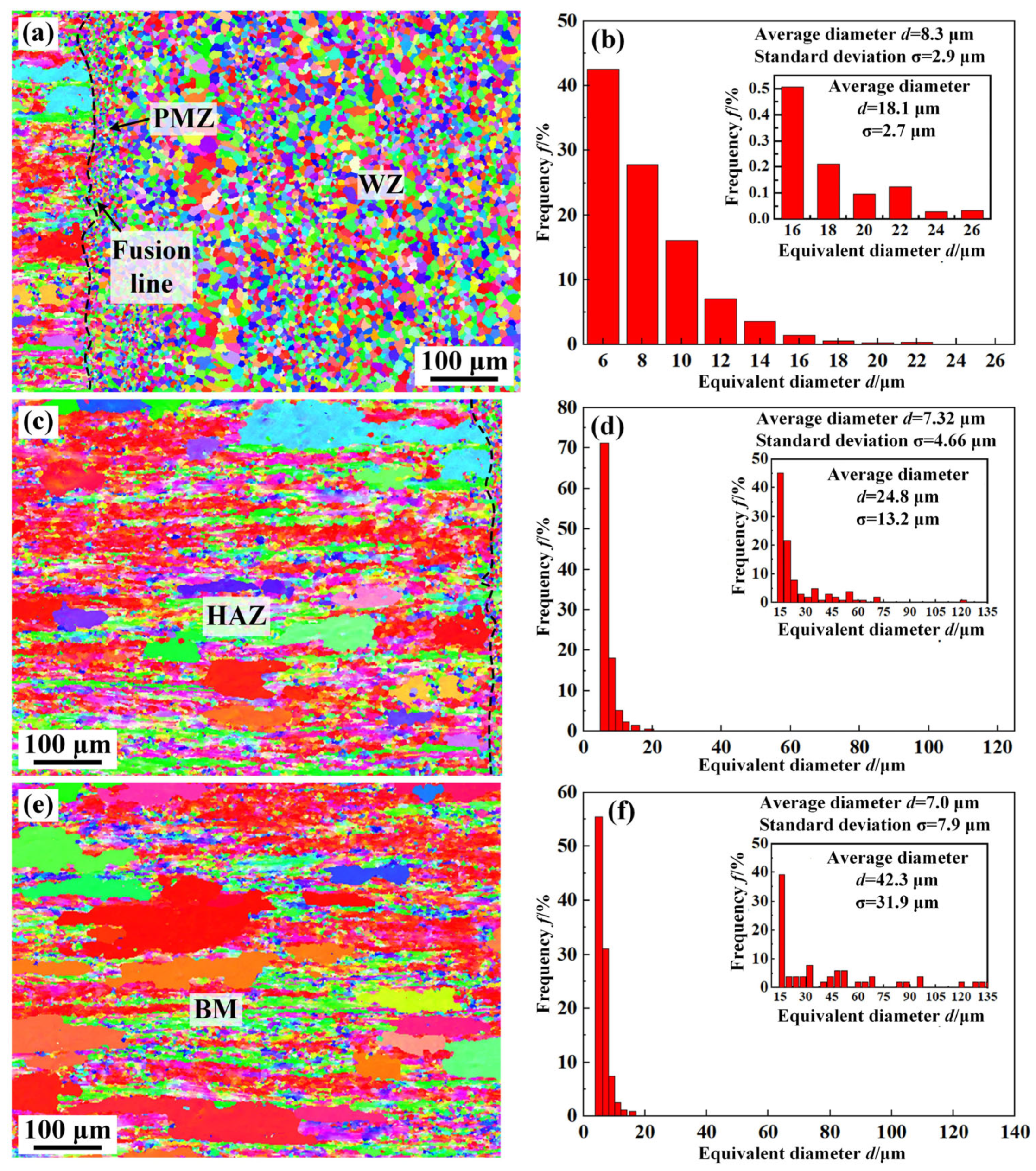
3.2.3. Grain Structure Evolution
3.3. Mechanical Properties of 2219 Joint
4. Conclusions
- (1)
- The 2219 joint by the DW shows a poor surface forming with obvious surface collapse. MW could improve the surface forming of 2219 joint by surface remelting with lower heat input. Thus, defect-free 2219 joint is successfully achieved by EBW.
- (2)
- The WZ shows a different microstructure along the thickness direction. With the increased distance to upper surface, the microstructure of the WZ is transformed from strip shape to equiaxed shape. The WZ is composed of α-Al and θ-Al2Cu precipitates, while some net-like and massive eutectic are formed in the PMZ and HAZ.
- (3)
- Fine equiaxed grains are visible in the WZ and PMZ. Apart from the coarse solidified grains primary, the rolling and subsequent annealing treatment promote the formation of fine sub-grains resulting from partial recrystallization. The grain size of the WZ (18.1 μm) is far smaller than that of BM (42.3 μm). In addition, the WZ is dominated by HAGBs (68.99%), while the HAZ and BM are dominated by LAGBs, about 65%.
- (4)
- The microhardness of the 2219 joint decreases gradually from the WZ to the BM. The 2219 joint fractures along BM, showing an equivalent strength of BM (163 MPa). However, the elongation of 2219 joint was only 15.1%, only 67.7% of that of the BM, related to the strengthening effect of θ-Al2Cu precipitates in the WZ and Al-Cu eutectic in the HAZ. The formation of dimples in the fractured surface indicates that the fracture mode of the 2219 joint presented typical ductile fracture.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Labus Zlatanovic, D.; Bergmann, J.P.; Balos, S.; Pejic, D.; Sovilj, P.; Goel, S. Influence of rotational speed on the electrical and mechanical properties of the friction stir spot welded aluminium alloy sheets. Weld. World 2022, 66, 1179–1190. [Google Scholar] [CrossRef]
- Zhang, W.; Sun, D.; Han, L.; Liu, D. Interfacial microstructure and mechanical property of resistance spot welded joint of high strength steel and aluminium alloy with 4047 AlSi12 interlayer. Mater. Des. 2014, 57, 186–194. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Totten, G.E.; MacKenzie, D.S. Handbook of Aluminum: Physical Metallurgy and Processes; Marcel Dekker: New York, NY, USA, 2003; Volume 1. [Google Scholar]
- Jata, K.V.; Semiatin, S.L. Continuous dynamic recrystallization during friction stir welding of high strength aluminum alloys. Scr. Mater. 2000, 43, 743–749. [Google Scholar] [CrossRef]
- Wang, S.; Wei, X.; Xu, J.; Hong, J.; Song, X.; Yu, C.; Chen, J.; Chen, X.; Lu, H. Strengthening and toughening mechanisms in refilled friction stir spot welding of AA2014 aluminum alloy reinforced by graphene nanosheets. Mater. Des. 2020, 186, 108212. [Google Scholar] [CrossRef]
- Yu, P.; Wu, C.; Shi, L. Analysis and characterization of dynamic recrystallization and grain structure evolution in friction stir welding of aluminum plates. Acta Mater. 2021, 207, 116692. [Google Scholar] [CrossRef]
- Kermanidis, A.T.; Zervaki, A.D.; Haidemenopoulos, G.N.; Pantelakis, S.G. Effects of temper condition and corrosion on the fatigue performance of a laser-welded Al–Cu–Mg–Ag (2139) alloy. Mater. Des. 2010, 31, 42–49. [Google Scholar] [CrossRef]
- Zhu, Z.Y.; Deng, C.Y.; Wang, Y.; Yang, Z.W.; Ding, J.K.; Wang, D.P. Effect of post weld heat treatment on the microstructure and corrosion behavior of AA2219 aluminum alloy joints welded by variable polarity tungsten inert gas welding. Mater. Des. 2015, 65, 1075–1082. [Google Scholar] [CrossRef]
- Chen, G.; Yin, Q.; Zhang, G.; Zhang, B. Underlying causes of poor mechanical properties of aluminum-lithium alloy electron beam welded joints. J. Manuf. Process. 2020, 50, 216–223. [Google Scholar] [CrossRef]
- Hosseini, S.A.; Abdollah-zadeh, A.; Naffakh-Moosavy, H.; Mehri, A. Elimination of hot cracking in the electron beam welding of AA2024-T351 by controlling the welding speed and heat input. J. Manuf. Process. 2019, 46, 147–158. [Google Scholar] [CrossRef]
- Koteswara Rao, S.R.; Madhusudhan Reddy, G.; Srinivasa Rao, K.; Kamaraj, M.; Prasad Rao, K. Reasons for superior mechanical and corrosion properties of 2219 aluminum alloy electron beam welds. Mater. Charact. 2005, 55, 345–354. [Google Scholar] [CrossRef]
- Chen, G.; Liu, J.; Shu, X.; Gu, H.; Zhang, B.; Feng, J. Beam scanning effect on properties optimization of thick-plate 2A12 aluminum alloy electron-beam welding joints. Mater. Sci. Eng. A 2019, 744, 583–592. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Z.; Bai, S.; Cao, J.; Zhao, J.; Luo, L.; Li, J. Microstructure evolution and mechanical properties of the electron-beam welded joints of cast Al–Cu–Mg–Ag alloy. Mater. Sci. Eng. A 2021, 801, 140363. [Google Scholar] [CrossRef]
- Huang, J.C.; Chen, S.C.; Lee, M.F.; Shen, Y.D. Joining Efficiency of Superplastic 8090 Al-Li Thin Sheets Using Electron or Laser Beam Welding. Mater. Sci. Forum 1996, 217–222, 1697–1702. [Google Scholar] [CrossRef]
- Fujii, H.; Umakoshi, H.; Aoki, Y.; Nogi, K. Bubble formation in aluminium alloy during electron beam welding. J. Mater. Process. Technol. 2004, 155, 1252–1255. [Google Scholar] [CrossRef]
- Mastanaiah, P.; Reddy, G.M.; Bhattacharya, A.; Kapil, A.; Sharma, A. Unveiling Liquation and Segregation Induced Failure Mechanism in Thick Dissimilar Aluminum Alloy Electron-Beam Welds. Metals 2022, 12, 486. [Google Scholar] [CrossRef]
- Malarvizhi, S.; Raghukandan, K.; Viswanathan, N. Effect of post weld aging treatment on tensile properties of electron beam welded AA2219 aluminum alloy. Int. J. Adv. Manuf. Technol. 2007, 37, 294–301. [Google Scholar] [CrossRef]
- Fadaeifard, F.; Matori, K.A.; Garavi, F.; Al-Falahi, M.; Sarrigani, G.V. Effect of post weld heat treatment on microstructure and mechanical properties of gas tungsten arc welded AA6061-T6 alloy. Trans. Nonferrous Met. Soc. China 2016, 26, 3102–3114. [Google Scholar] [CrossRef]
- Wang, X.; Chen, H.; Liu, H. Investigation of the relationships of process parameters, molten pool geometry and shear strength in laser transmission welding of polyethylene terephthalate and polypropylene. Mater. Des. 2014, 55, 343–352. [Google Scholar] [CrossRef]
- Yang, Z.; Fang, Y.; He, J. Numerical Investigation on Molten Pool Dynamics and Defect Formation in Electron Beam Welding of Aluminum Alloy. J. Mater. Eng. Perform. 2020, 29, 6570–6580. [Google Scholar] [CrossRef]
- Węglowski, M.S.; Błacha, S.; Phillips, A. Electron beam welding–Techniques and trends–Review. Vacuum 2016, 130, 72–92. [Google Scholar] [CrossRef]
- Nahmany, M.; Hooper, Z.; Stern, A.; Geanta, V.; Voiculescu, I. AlxCrFeCoNi high-entropy alloys: Surface modification by electron beam bead-on-plate melting. Metallogr. Microstruc. 2016, 5, 229–240. [Google Scholar] [CrossRef]
- Chen, G.; Liu, J.; Shu, X.; Gu, H.; Zhang, B. Numerical simulation of keyhole morphology and molten pool flow behavior in aluminum alloy electron-beam welding. Int. J. Heat Mass Transf. 2019, 138, 879–888. [Google Scholar] [CrossRef]
- David, S.A.; Babu, S.S.; Vitek, J.M. Welding: Solidification and microstructure. JOM 2003, 55, 14–20. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, Y.; Wang, J.; Zhan, X. Effect of laser power on the grain morphology and microhardness of dual laser-beam bilateral synchronous welded 2219 aluminium alloy T-joint. Sci. Technol. Weld. Join. 2021, 26, 540–550. [Google Scholar] [CrossRef]
- Zobac, O.; Kroupa, A.; Zemanova, A.; Richter, K.W. Experimental description of the Al-Cu binary phase diagram. Metall. Mater. Trans. A 2019, 50, 3805–3815. [Google Scholar] [CrossRef]
- Zhang, C.; Zhao, Y.; Liu, D.; Niu, F.; Ma, G.; Wu, D. Effect of pulsed laser frequency on microstructure and mechanical properties of 2219 aluminum alloy welded joints. Opt. Laser Technol. 2023, 158, 108876. [Google Scholar] [CrossRef]
- Kang, Y.; Zhan, X.; Qi, C.; Shi, L.; Wang, Q. Grain growth and texture evolution of weld seam during solidification in laser beam deep penetration welding of 2219 aluminum alloy. Mater. Res. Express 2019, 6, 1165e3. [Google Scholar] [CrossRef]
- Ayad, A.; Allain-Bonasso, N.; Rouag, N.; Wagner, F. Grain Orientation Spread Values in if Steels after Plastic Deformation and Recrystallization. Mater. Sci. Forum 2012, 702, 269–272. [Google Scholar] [CrossRef]
- Fei, Z.; Pan, Z.; Cuiuri, D.; Li, H.; Wu, B.; Ding, D.; Su, L.; Gazder, A.A. Investigation into the viability of K-TIG for joining armour grade quenched and tempered steel. J. Manuf. Process. 2018, 32, 482–493. [Google Scholar] [CrossRef]
- Wan, Z.; Wang, Q.; Zhao, Y.; Zhao, T.; Shan, J.; Meng, D.; Song, J.; Wu, A.; Wang, G. Improvement in tensile properties of 2219-T8 aluminum alloy TIG welding joint by PMZ local properties and stress distribution. Mater. Sci. Eng. A 2022, 839, 142863. [Google Scholar] [CrossRef]
- Zhang, D.; Wu, A.; Yue, Z.; Shan, J.; Wan, Z.; Wang, G.; Song, J.; Zhang, Z.; Liu, X. Microstructural evolution and its effect on mechanical properties in different regions of 2219-C10S aluminum alloy TIG-welded joint. Trans. Nonferrous Met. Soc. China 2020, 30, 2625–2638. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Si | Fe | Cu | Mn | Mg | Zn | Ti | V | Zr |
|---|---|---|---|---|---|---|---|---|---|
| 2219-O | 0.059 | 0.12 | 6.19 | 0.26 | 0.011 | 0.013 | 0.065 | 0.12 | 0.17 |
| Accelerating Voltage U/kV | Beam Current Ib/mA | Focus Beam If/mA | Welding Speed v/(mm·s−1) | Scanning Waveform | Scanning Frequency f/Hz | Scanning Amplitude d/mm | ||
|---|---|---|---|---|---|---|---|---|
| #1 | DW | 120 | 44 | 1945 (Surface focusing) | 23 | Triangular wave | 1600 | 1.5 |
| #2 | 25 | |||||||
| #3 | 28 | |||||||
| #4 | DW | 120 | 44 | 1945 | 25 | Triangular wave | 1600 | 1.5 |
| MW | 120 | 14 | 1995 | 20 | Triangular wave | 150 | 2 |
| Al | Cu | Possible Phase | |
|---|---|---|---|
| 1 | 96.4 | 3.6 | α-Al |
| 2 | 62.3 | 37.7 | α-Al+θ-Al2Cu eutectic |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, Z.; Huang, M.; Wang, X.; Wang, H.; Sun, G.; Zhou, L. Microstructure Evolution and Mechanical Properties of Thick 2219 Aluminum Alloy Welded Joints by Electron-Beam Welding. Materials 2023, 16, 7028. https://doi.org/10.3390/ma16217028
Chang Z, Huang M, Wang X, Wang H, Sun G, Zhou L. Microstructure Evolution and Mechanical Properties of Thick 2219 Aluminum Alloy Welded Joints by Electron-Beam Welding. Materials. 2023; 16(21):7028. https://doi.org/10.3390/ma16217028
Chicago/Turabian StyleChang, Zhilong, Minghui Huang, Xiaobo Wang, Houqin Wang, Guangda Sun, and Li Zhou. 2023. "Microstructure Evolution and Mechanical Properties of Thick 2219 Aluminum Alloy Welded Joints by Electron-Beam Welding" Materials 16, no. 21: 7028. https://doi.org/10.3390/ma16217028