
Evolution of CrCx Ceramic Induced by Laser Direct Energy Deposition Multilayered Gradient Ni204-dr60 Coating
 ,
,  ,
,
Abstract
:1. Introduction
2. Experimental Section
2.1. Materials and Equipment
2.2. Experimental Test
3. Results and Discussion
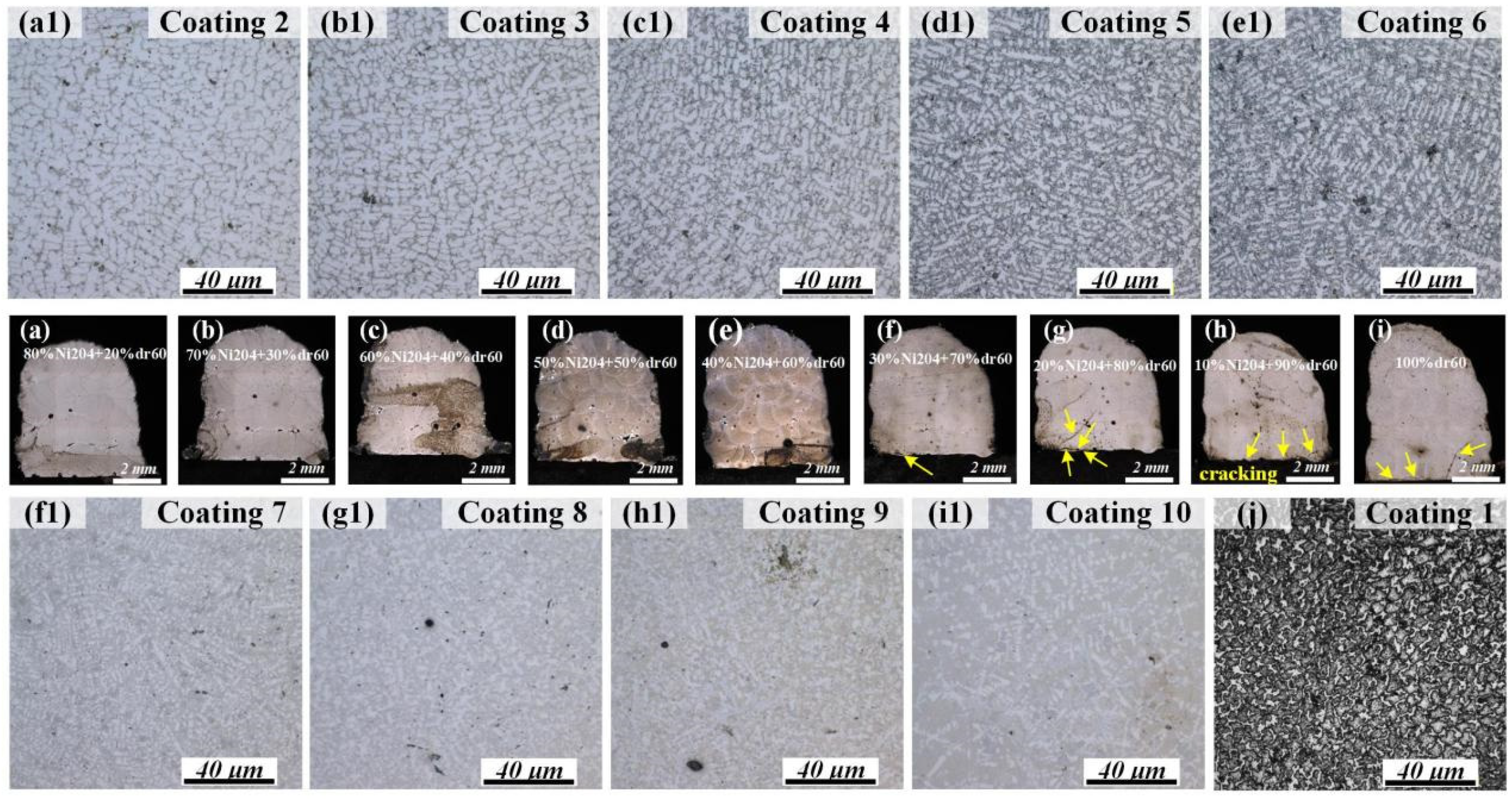
3.1. Microstructure and Microhardness of Various Discrete Samples
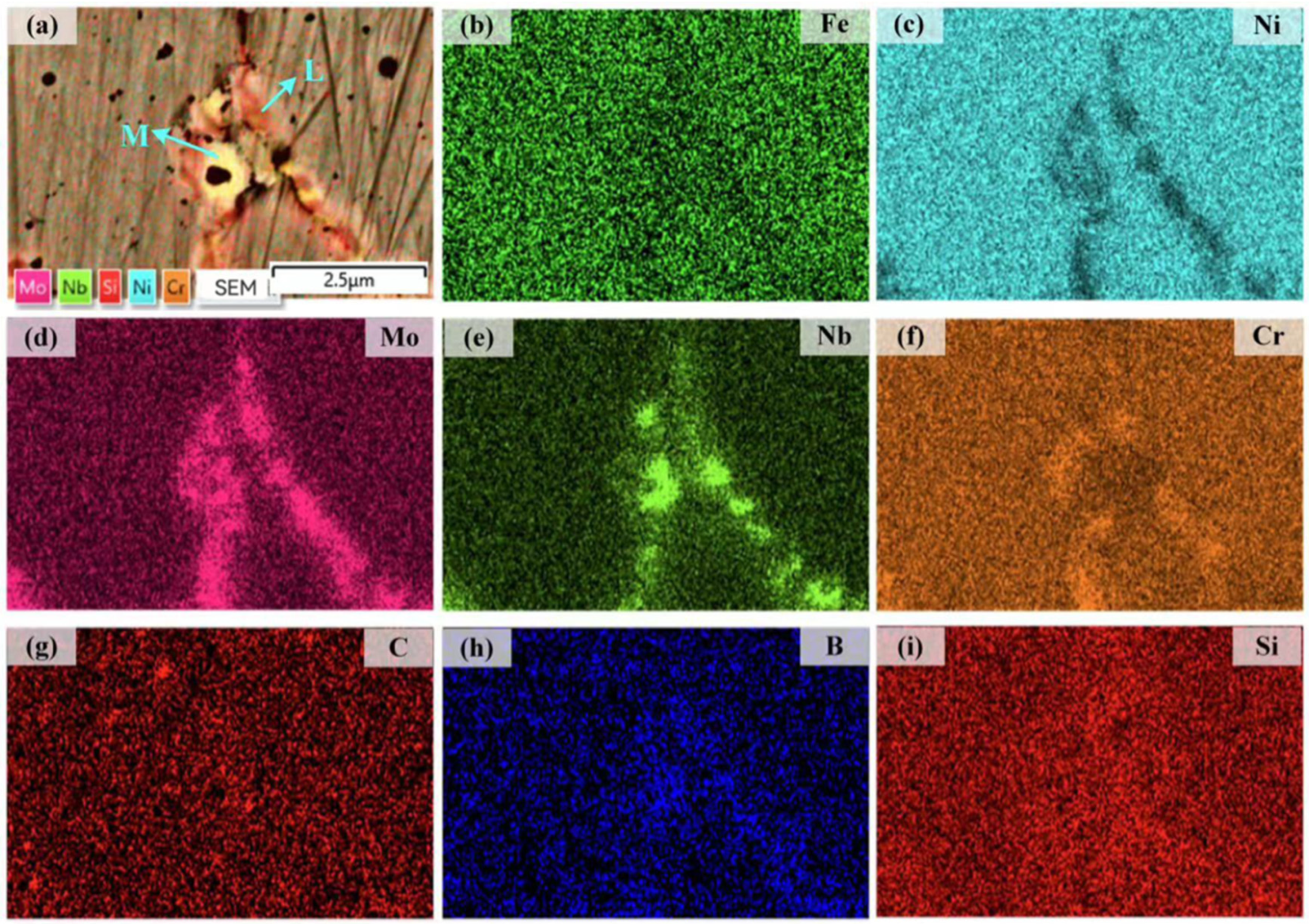
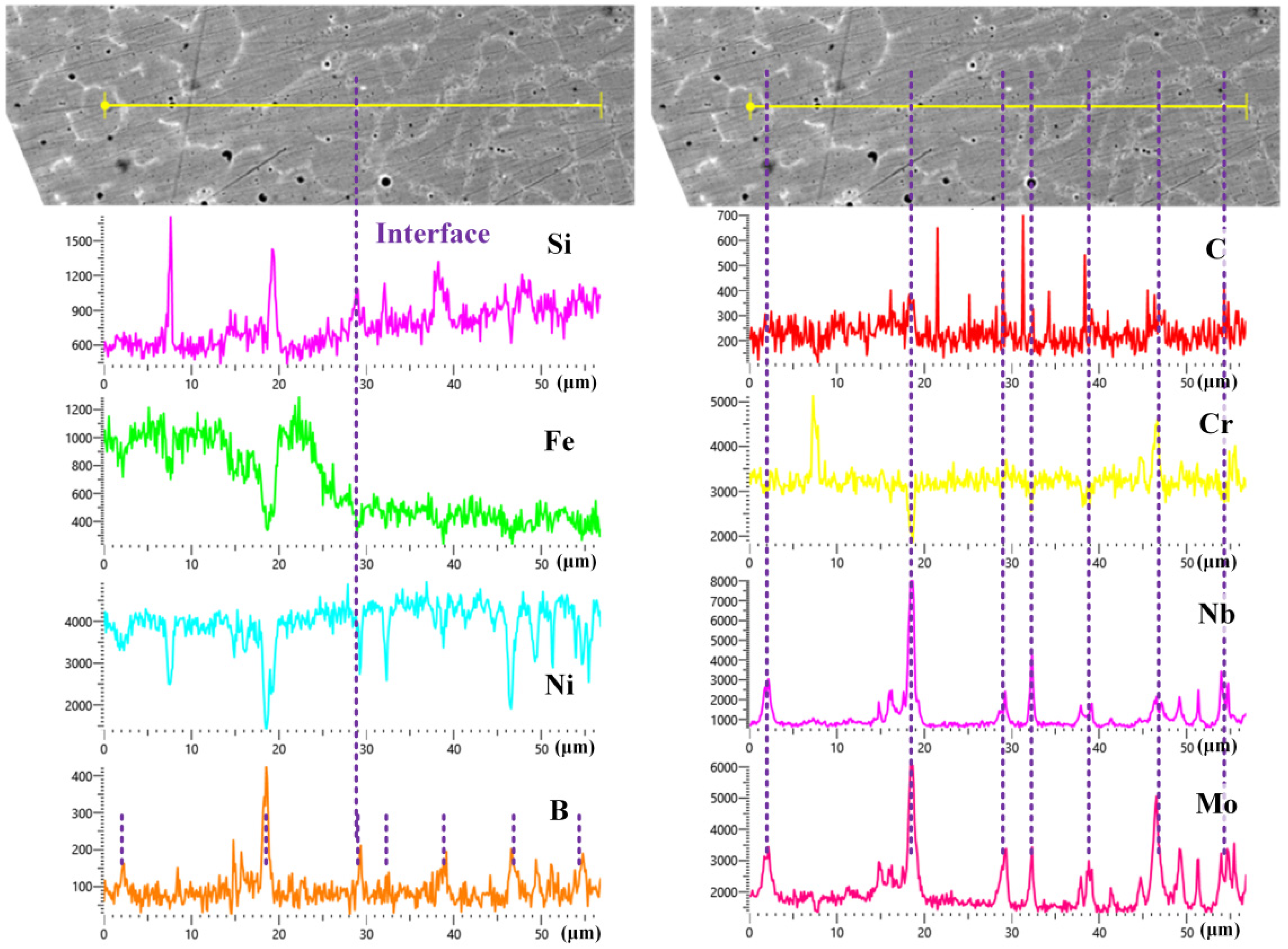
3.2. Characterization of Microstructures and Phase Structures of Graded Samples
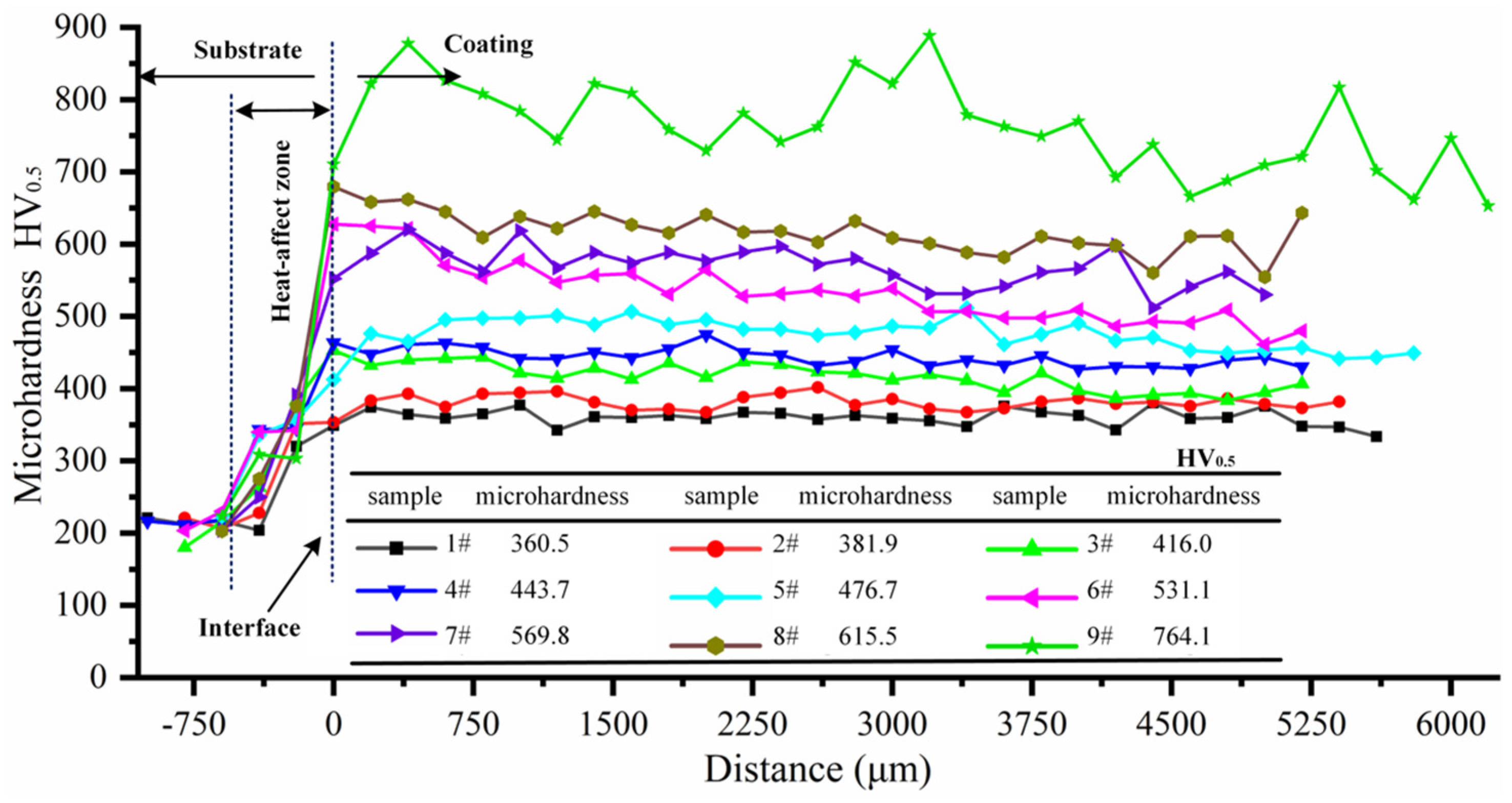
3.3. Microhardness of Ni204–dr60 Gradient Composite Materials
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Martucci, A.; Aversa, A.; Lombardi, M. Ongoing challenges of laser-based powder bed fusion processing of Al alloys and potential solutions from the literature—A Review. Materials 2023, 16, 1084. [Google Scholar] [CrossRef] [PubMed]
- Zhang, W.; Shang, X.; Chen, X.; Chen, S.; Liu, Z.; Zhang, L. Quenching and tempering-dependent evolution on the microstructure and mechanical performance based on a laser additively manufactured 12CrNi2 alloy steel. Materials 2023, 16, 3443. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Yu, T.; Sun, J.; Xi, W.; Bi, X. Effect of laser cladding on forming qualities of YCF101 alloy powder in the different lap joint modes. Int. J. Adv. Manuf. Technol. 2018, 96, 1991–2001. [Google Scholar] [CrossRef]
- Yu, T.; Zhao, Y.; Sun, J.; Chen, Y.; Qu, W. Process parameters optimization and mechanical properties of forming parts by direct laser fabrication of YCF101 alloy. J. Mater. Process. Technol. 2018, 262, 75–84. [Google Scholar] [CrossRef]
- Li, P.; Yang, T.P.; Li, S.; Liu, D.S.; Hu, Q.W.; Xiong, W.H.; Zeng, X.Y. Direct laser fabrication of nickel alloy samples. Int. J. Mach. Tools Manuf. 2005, 45, 1288–1294. [Google Scholar]
- Abioye, T.E.; Farayibi, P.K.; Kinnel, P.; Clare, A.T. Functionally graded Ni-Ti microstructures synthesised in process by direct laser metal deposition. Int. J. Adv. Manuf. Technol. 2015, 79, 843–850. [Google Scholar] [CrossRef]
- Tong, Z.; Ren, X.; Jiao, J.; Zhou, W.; Ren, Y.; Ye, Y.; Larson, E.A.; Gu, J. Laser additive manufacturing of FeCrCoMnNi high-entropy alloy: Effect of heat treatment on microstructure, residual stress and mechanical property. J. Alloys Compd. 2019, 785, 1144–1159. [Google Scholar] [CrossRef]
- Ferreira, N.M.; Vila Pouca, M.; Fernandes, C.; Seabra, J.; Lesiuk, G.; Parente, M.; Jesus, A. Direct energy deposition parametric simulation investigation in gear repair applications. Materials 2023, 16, 3549. [Google Scholar] [CrossRef]
- Yu, J.H.; Lee, K.Y.; Shim, D.S.; Park, S.H. Characterization of mechanical behavior in repaired FC300 using directly deposited AISI-P21 and AISI-H13 metal powders. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 234, 157–169. [Google Scholar] [CrossRef]
- Zhang, X.; Cui, W.; Li, W.; Liou, F. Effects of tool path in remanufacturing cylindrical components by laser metal deposition. Int. J. Adv. Manuf. Technol. 2019, 100, 1607–1617. [Google Scholar] [CrossRef]
- Yoo, S.-W.; Lee, C.-M.; Kim, D.-H. Effect of functionally graded material (FGM) interlayer in metal additive manufacturing of inconel-stainless bimetallic structure by laser melting deposition (LMD) and wire arc additive manufacturing (WAAM). Materials 2023, 16, 535. [Google Scholar] [CrossRef] [PubMed]
- Li, G.; Huang, J.; Wu, Y. An investigation on microstructure and properties of dissimilar welded Inconel 625 and SUS 304 using high-power CO2 laser. Int. J. Adv. Manuf. Technol. 2014, 76, 1203–1214. [Google Scholar] [CrossRef]
- Lee, H.T.; Jeng, S.L.; Kuo, T.Y. The microstructure and fracture behavior of the dissimilar alloy 690-SUS 304L joint with various Nb addition. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2003, 34, 1097–1105. [Google Scholar] [CrossRef]
- Sun, Z.; Karppi, R. The application of electron beam welding for the joining of dissimilar metals: An overview. J. Mater. Process. Technol. 1996, 59, 257–267. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Hofmann, D.C.; Kolodziejska, J.; Roberts, S.; Otis, R.; Dillon, R.P.; Suh, J.O.; Liu, Z.K.; Borgonia, J.P. Compositionally graded metals: A new frontier of additive manufacturing. J. Mater. Res. 2014, 29, 1899–1910. [Google Scholar] [CrossRef]
- Birman, V.; Byrd, L.W. Modeling and analysis of functionally graded materials and structures. Appl. Mech. Rev. 2007, 60, 195–216. [Google Scholar] [CrossRef]
- Shah, K.; Haq, I.; Khan, A.; Shah, S.A.; Khan, M.; Pinkerton, A.J. Parametric study of development of Inconel-steel functionally graded materials by laser direct metal deposition. Mater. Des. 2014, 54, 531–538. [Google Scholar] [CrossRef]
- Carroll, B.E.; Otis, R.A.; Borgonia, J.P.; Suh, J.O.; Dillon, R.P.; Shapiro, A.A.; Hofmann, D.C.; Liu, Z.K.; Beese, A.M. Functionally graded material of 304L stainless steel and inconel 625 fabricated by directed energy deposition: Characterization and thermodynamic modeling. Acta Mater. 2016, 108, 46–54. [Google Scholar] [CrossRef]
- Wang, Y.; Cui, H.; Fan, M.; Chen, Y.; Lu, F. Characterization on the gradient microstructure near the fusion interface of dissimilar metal between high Cr heat-resistant steel and Ni-based Alloy 617. Mater. Charact. 2019, 151, 227–236. [Google Scholar] [CrossRef]
- Savitha, U.; Jagan Reddy, G.; Venkataramana, A.; Sambasiva Rao, A.; Gokhale, A.A.; Sundararaman, M. Chemical analysis, structure and mechanical properties of discrete and compositionally graded SS316-IN625 dual materials. Mater. Sci. Eng. A. 2015, 647, 344–352. [Google Scholar] [CrossRef]
- Sobczak, J.J.; Drenchev, L. Metallic functionally graded materials: A specific class of advanced composites. J. Mater. Sci. Technol. 2013, 29, 297–316. [Google Scholar] [CrossRef]
- Soffel, F.; Lin, Y.; Keller, D.; Egorov, S.; Wegener, K. Laser remelting process simulation and optimization for additive manufacturing of Nickel-based super alloys. Materials 2022, 15, 177. [Google Scholar] [CrossRef]
- Zhao, Y.; Yu, T.; Guan, C.; Sun, J.; Tan, X. Microstructure and friction coefficient of ceramic (TiC, TiN and B4C) reinforced Ni-based coating by laser cladding. Ceram. Int. 2019, 45, 20824–20836. [Google Scholar] [CrossRef]
- Sun, S.; Fu, H.; Chen, S.; Ping, X.; Wang, K.; Guo, X.; Lin, J.; Lei, Y. A numerical-experimental investigation of heat distribution, stress field and crack susceptibility in Ni60A coatings. Opt. Laser Technol. 2019, 117, 175–185. [Google Scholar] [CrossRef]
- Xia, M.; Gu, D.; Ma, C.; Zhang, H.; Dai, D.; Chen, H.; Li, C.; Zhou, Z.; Chen, G.; Kelbassa, I. Fragmentation and refinement behavior and underlying thermodynamic mechanism of WC reinforcement during selective laser melting of Ni-based composites. J. Alloys Compd. 2019, 777, 693–702. [Google Scholar] [CrossRef]
- Lin, X.; Yue, T.M. Phase formation and microstructure evolution in laser rapid forming of graded SS316L/Rene88DT alloy. Mater. Sci. Eng. A 2005, 402, 294–306. [Google Scholar] [CrossRef]
- Lin, X.; Yue, T.M.; Yang, H.O.; Huang, W.D. Laser rapid forming of SS316L/Rene88DT graded material. Mater. Sci. Eng. A 2005, 391, 325–336. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, S.; Liu, W.; Shang, X. Characterization of stainless steel parts by laser metal deposition shaping. Mater. Des. 2014, 55, 104–119. [Google Scholar] [CrossRef]
- Zhao, Y.; Yu, T.; Sun, J.; Chen, L.; Chen, Y. Effect of laser cladding on forming microhardness and tensile strength of YCF101 alloy powder in the different full lap joint modes. J. Alloys Compd. 2020, 820, 150230. [Google Scholar] [CrossRef]
- Zhao, Y.; Chen, L.Y.; Sun, J.; Wu, W.; Yu, T. Microstructure evolution and wear resistance of in-situ synthesized (Ti, Nb) C ceramic reinforced Ni204 composite coatings. Ceram. Int. 2022, 48, 17518–17528. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | B | Cr | Mn | Mo | Nb | Ni | Fe | |
|---|---|---|---|---|---|---|---|---|---|
| Ni204 | ≤0.03 | 0.4 | 21 | - | 9 | 4 | Bal. | 1.5 | |
| dr60 | 0.71 | 3.93 | 2.72 | 14.93 | - | - | - | Bal. | 3.56 |
| 45# steel | 0.42–0.5 | 0.17–0.37 | ≤0.25 | 0.5–0.8 | - | - | ≤0.25 | Bal. |
| Layer No. | Composition | Layer No. | Composition |
|---|---|---|---|
| 1–4 | 100% Ni204 | 21–24 | 40% Ni204 60% dr60 |
| 5–8 | 80% Ni204 20% dr60 | 25–28 | 30% Ni204 70% dr60 |
| 9–12 | 70% Ni204 30% dr60 | 29–32 | 20% Ni204 80% dr60 |
| 13–16 | 60% Ni204 40% dr60 | 33–36 | 10% Ni204 90% dr60 |
| 17–20 | 50% Ni204 50% dr60 | 37–40 | 100% dr60 |
| Parameters | Laser Power | Scan Speed | Sending Powder Rate | Distance between the Two Layers | Distance between the Adjacent Clad |
|---|---|---|---|---|---|
| Value | 450 W | 5.5 mm s–1 | 0.7 r min–1 | 0.9 mm | 0.4 mm |
| Marked Locations | Fe | Cr | Ni | Nb | Mo | C | B | Si |
|---|---|---|---|---|---|---|---|---|
| Point 1 | 1.47 | 38.59 | 3.46 | 0 | 0 | 26.00 | 30.30 | 0.18 |
| Point 2 | 2.79 | 56.29 | 9.97 | 0 | 0 | 30.61 | 0 | 0.34 |
| Point 3 | 1.12 | 11.15 | 68.25 | 0 | 0 | 16.95 | 0 | 2.53 |
| Point 4 | 1.29 | 3.72 | 54.38 | 0 | 0 | 17.32 | 21.53 | 5.46 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Wang, R.; Zhang, J.; Farid, M.I.; Wu, W.; Yu, T. Evolution of CrCx Ceramic Induced by Laser Direct Energy Deposition Multilayered Gradient Ni204-dr60 Coating. Materials 2023, 16, 6865. https://doi.org/10.3390/ma16216865
Zhao Y, Wang R, Zhang J, Farid MI, Wu W, Yu T. Evolution of CrCx Ceramic Induced by Laser Direct Energy Deposition Multilayered Gradient Ni204-dr60 Coating. Materials. 2023; 16(21):6865. https://doi.org/10.3390/ma16216865
Chicago/Turabian StyleZhao, Yu, Ruobing Wang, Jian Zhang, Muhammad Imran Farid, Wenzheng Wu, and Tianbiao Yu. 2023. "Evolution of CrCx Ceramic Induced by Laser Direct Energy Deposition Multilayered Gradient Ni204-dr60 Coating" Materials 16, no. 21: 6865. https://doi.org/10.3390/ma16216865