
Characterization of the Metal Fused Filament Fabrication Process for Manufacturing of Pure Copper Inductors
 , , , , , , and
, , , , , , and
Abstract
:1. Introduction
2. Material and Methods
2.1. Materials
- Filament F1: Commercial copper filament (Copper Filamet, The Virtual Foundry Inc., Stoughton, WI, USA) containing about 89 copper and one unspecified polymer as a binder.
- Filament F2: Commercial copper filament (Cu, PT+A GmbH, Dresden, Germany) containing about 93 copper and two unspecified polymers as binders.
- Filament F3: Commercial copper filament (AM-X Cu Excellence, AM Extrusion GmbH, Radebeul, Germany) containing more than 93 copper and two unspecified polymers as binders.
- Filament F4: Self-manufactured copper filament containing 93 copper with a D50 of (CU-110, Atlantic Equipment Engineers Inc., Upper Saddle River, NJ, USA) and two polymers as binders. The binder system used for the manufacturing of the custom filament consisted of kerosene wax, namely Sasolwax 6403 (Sasol Ltd., Johannesburg, South Africa), and LDPE (Lupolen 1800H, LyondellBasell Industries N.V., Rotterdam, The Netherlands). A dispersant, stearic acid (Carl Roth GmbH + Co. KG, Karlsruhe, Germany), was added to the binder system as an additive. The non-polar kerosene wax served as a primary binder and non-polar polyethylene as a secondary binder.
2.2. Filament F4 Feedstock Compounding
2.3. Metal Fused Filament Fabrication (Metal-FFF)
2.4. Debinding and Sintering
2.5. Characterization
3. Results and Discussion
3.1. Process Parameter Optimization
3.2. Metal-FFF on Specimen Scale
3.3. Metal-FFF on Component Scale
4. Conclusions
- Filament-specific optimization: The study highlights the importance of tailoring the printing parameters, such as the nozzle temperature and extrusion multiplier, to the specific chemical composition of each filament. This approach is critical to achieving optimal print quality and avoiding problems such as clogging or over-extrusion.
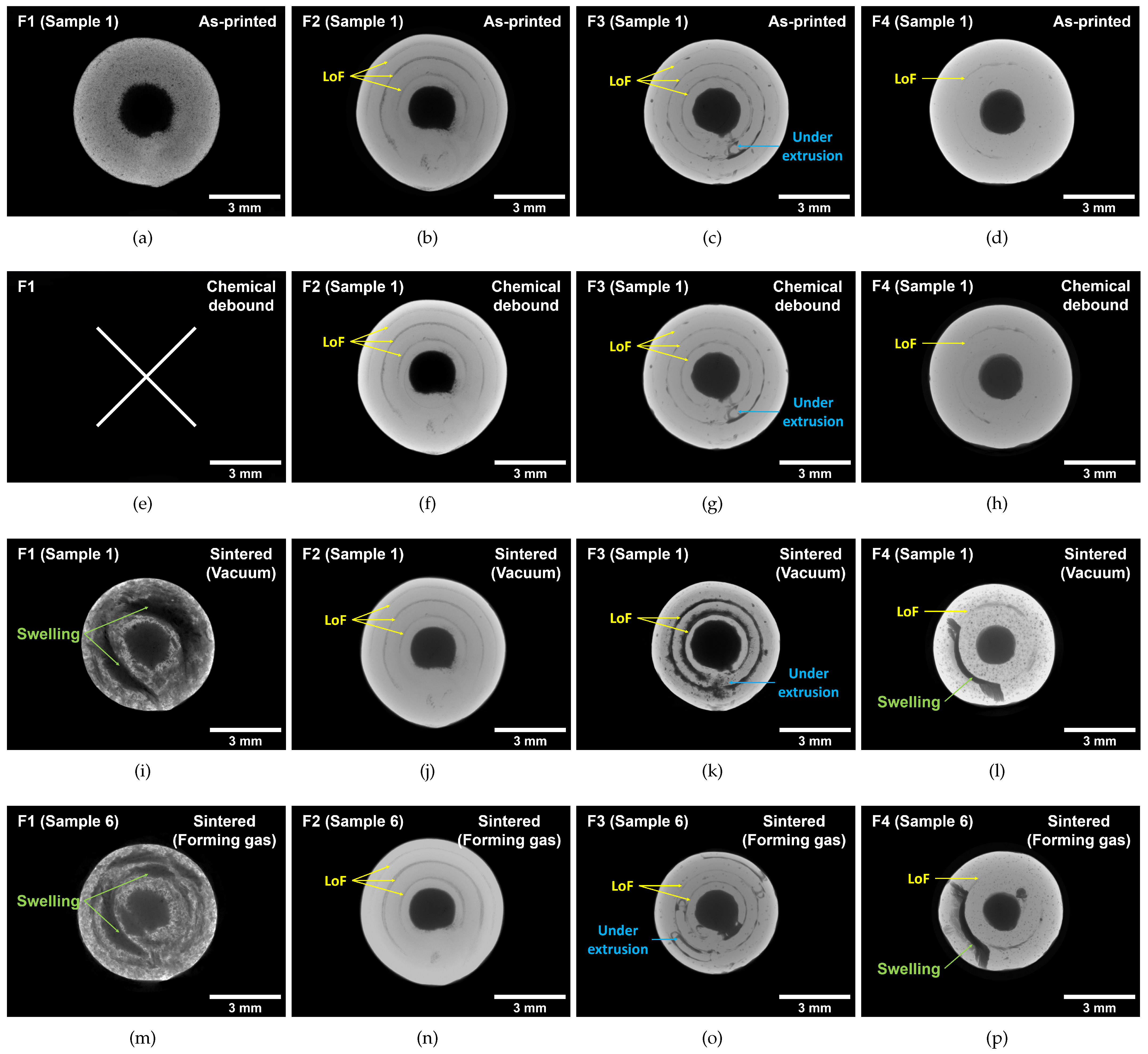
- Density: The results indicate that two filaments, F3 and F4, show the highest density after sintering, achieving densities close to those with conventional manufacturing methods such as metal injection molding (MIM). The use of Ar during thermal debinding and a forming gas mixture during sintering was found to be effective in improving density. Meanwhile, the CT analysis revealed that printing defects such as a lack of fusion pores could not be closed during sintering.
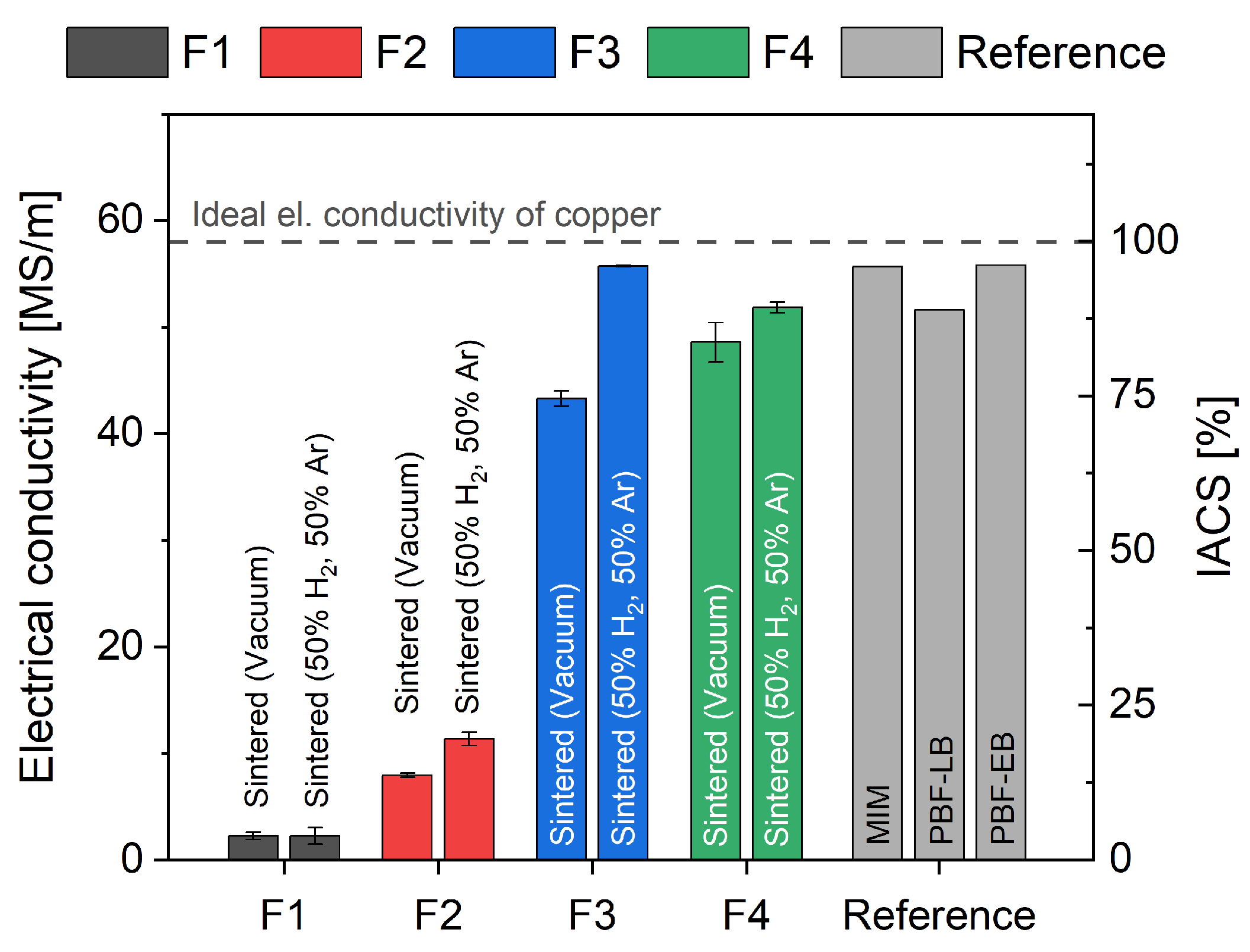
- Electrical conductivity: The study also examined electrical conductivity, a critical property for copper-based components. Filaments F3 and F4 exhibited superior electrical conductivity after forming gas sintering, making them suitable for various applications requiring high conductivity.
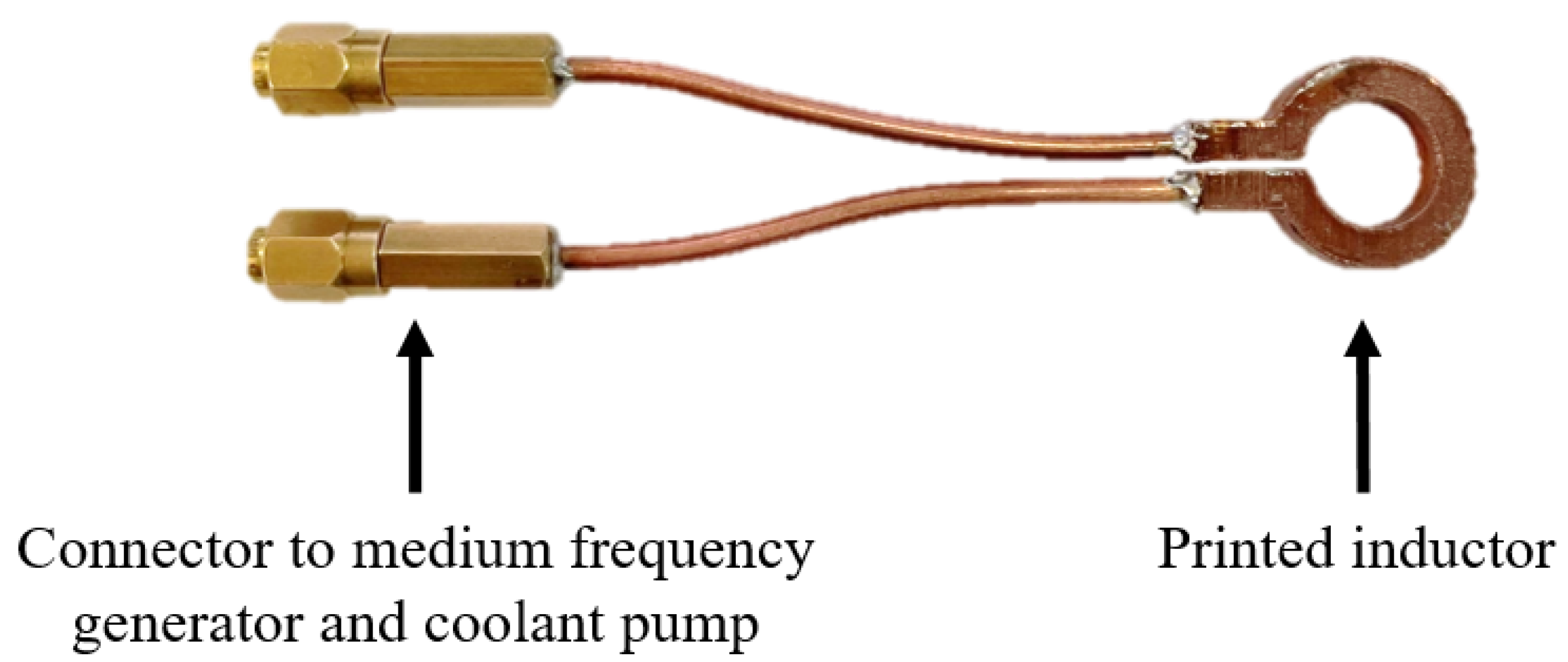
- Component-scale application: The research was extended to component-scale applications, demonstrating the practicality of the optimized Metal-FFF process by successfully printing inductors with integrated cooling channels. These components were tested for water tightness and successfully used in induction hardening experiments.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- DIN Deutsches Institut für Normung e.V. Additive Manufacturing: General principles (ISO/ASTM 52900:2021); DIN Deutsches Institut für Normung e.V.: Berlin, Germany, 2022. [Google Scholar]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Zhou, W.; Lin, J.; Balint, D.S.; Dean, T.A. Clarification of the effect of temperature and strain rate on workpiece deformation behaviour in metal forming processes. Int. J. Mach. Tools Manuf. 2021, 171, 103815. [Google Scholar] [CrossRef]
- Tran, T.Q.; Canturri, C.; Deng, X.; Tham, C.L.; Ng, F.L. Enhanced tensile strength of acrylonitrile butadiene styrene composite specimens fabricated by overheat fused filament fabrication printing. Compos. Part B Eng. 2022, 235, 109783. [Google Scholar] [CrossRef]
- Tran, T.Q.; Deng, X.; Canturri, C.; Tham, C.L.; Ng, F.L. Highly-dense acrylonitrile butadiene styrene specimens fabricated by overheat material extrusion 3D printing. Rapid Prototyp. J. 2023, 29, 687–696. [Google Scholar] [CrossRef]
- Kuznetsov, V.E.; Solonin, A.N.; Urzhumtsev, O.D.; Schilling, R.; Tavitov, A.G. Strength of PLA Components Fabricated with Fused Deposition Technology Using a Desktop 3D Printer as a Function of Geometrical Parameters of the Process. Polymers 2018, 10, 313. [Google Scholar] [CrossRef] [PubMed]
- Kabir, S.M.F.; Mathur, K.; Seyam, A.F.M. A critical review on 3D printed continuous fiber-reinforced composites: History, mechanism, materials and properties. Compos. Struct. 2020, 232, 111476. [Google Scholar] [CrossRef]
- Fico, D.; Rizzo, D.; Casciaro, R.; Esposito Corcione, C. A Review of Polymer-Based Materials for Fused Filament Fabrication (FFF): Focus on Sustainability and Recycled Materials. Polymers 2022, 14, 465. [Google Scholar] [CrossRef]
- Colopi, M.; Caprio, L.; Demir, A.G.; Previtali, B. Selective laser melting of pure Cu with a 1 kW single mode fiber laser. Procedia CIRP 2018, 74, 59–63. [Google Scholar] [CrossRef]
- Colopi, M.; Demir, A.G.; Caprio, L.; Previtali, B. Limits and solutions in processing pure Cu via selective laser melting using a high-power single-mode fiber laser. Int. J. Adv. Manuf. Technol. 2019, 104, 2473–2486. [Google Scholar] [CrossRef]
- Raab, S.J.; Guschlbauer, R.; Lodes, M.A.; Körner, C. Thermal and Electrical Conductivity of 99.9% Pure Copper Processed via Selective Electron Beam Melting. Adv. Eng. Mater. 2016, 18, 1661–1666. [Google Scholar] [CrossRef]
- Guschlbauer, R.; Momeni, S.; Osmanlic, F.; Körner, C. Process development of 99.95% pure copper processed via selective electron beam melting and its mechanical and physical properties. Mater. Charact. 2018, 143, 163–170. [Google Scholar] [CrossRef]
- Yegyan Kumar, A.; Bai, Y.; Eklund, A.; Williams, C.B. The effects of Hot Isostatic Pressing on parts fabricated by binder jetting additive manufacturing. Addit. Manuf. 2018, 24, 115–124. [Google Scholar] [CrossRef]
- Yegyan Kumar, A.; Wang, J.; Bai, Y.; Huxtable, S.T.; Williams, C.B. Impacts of process-induced porosity on material properties of copper made by binder jetting additive manufacturing. Mater. Des. 2019, 182, 108001. [Google Scholar] [CrossRef]
- Sakib-Uz-Zaman, C.; Khondoker, M.A.H. A Review on Extrusion Additive Manufacturing of Pure Copper. Metals 2023, 13, 859. [Google Scholar] [CrossRef]
- Singh, G.; Missiaen, J.M.; Bouvard, D.; Chaix, J.M. Copper additive manufacturing using MIM feedstock: Adjustment of printing, debinding, and sintering parameters for processing dense and defectless parts. Int. J. Adv. Manuf. Technol. 2021, 115, 449–462. [Google Scholar] [CrossRef]
- Singh, G.; Missiaen, J.M.; Bouvard, D.; Chaix, J.M. Copper extrusion 3D printing using metal injection moulding feedstock: Analysis of process parameters for green density and surface roughness optimization. Addit. Manuf. 2021, 38, 101778. [Google Scholar] [CrossRef]
- Damon, J.; Dietrich, S.; Gorantla, S.; Popp, U.; Okolo, B.; Schulze, V. Process porosity and mechanical performance of fused filament fabricated 316L stainless steel. Rapid Prototyp. J. 2019, 25, 1319–1327. [Google Scholar] [CrossRef]
- Wagner, M.A.; Engel, J.; Hadian, A.; Clemens, F.; Rodriguez-Arbaizar, M.; Carreño-Morelli, E.; Wheeler, J.M.; Spolenak, R. Filament extrusion-based additive manufacturing of 316L stainless steel: Effects of sintering conditions on the microstructure and mechanical properties. Addit. Manuf. 2022, 59, 103147. [Google Scholar] [CrossRef]
- Gonzalez-Gutierrez, J.; Arbeiter, F.; Schlauf, T.; Kukla, C.; Holzer, C. Tensile properties of sintered 17-4PH stainless steel fabricated by material extrusion additive manufacturing. Mater. Lett. 2019, 248, 165–168. [Google Scholar] [CrossRef]
- Zhang, Y.; Bai, S.; Riede, M.; Garratt, E.; Roch, A. A comprehensive study on fused filament fabrication of Ti-6Al-4V structures. Addit. Manuf. 2020, 34, 101256. [Google Scholar] [CrossRef]
- Singh, P.; Balla, V.K.; Atre, S.V.; German, R.M.; Kate, K.H. Factors affecting properties of Ti-6Al-4V alloy additive manufactured by metal fused filament fabrication. Powder Technol. 2021, 386, 9–19. [Google Scholar] [CrossRef]
- Eickhoff, R.; Antusch, S.; Baumgärtner, S.; Nötzel, D.; Hanemann, T. Feedstock Development for Material Extrusion-Based Printing of Ti6Al4V Parts. Materials 2022, 15, 6442. [Google Scholar] [CrossRef] [PubMed]
- Cañadilla, A.; Romero, A.; Rodríguez, G.P.; Caminero, M.Á.; Dura, Ó.J. Mechanical, Electrical, and Thermal Characterization of Pure Copper Parts Manufactured via Material Extrusion Additive Manufacturing. Materials 2022, 15, 4644. [Google Scholar] [CrossRef] [PubMed]
- Gonzalez-Gutierrez, J.; Cano, S.; Ecker, J.V.; Kitzmantel, M.; Arbeiter, F.; Kukla, C.; Holzer, C. Bending Properties of Lightweight Copper Specimens with Different Infill Patterns Produced by Material Extrusion Additive Manufacturing, Solvent Debinding and Sintering. Appl. Sci. 2021, 11, 7262. [Google Scholar] [CrossRef]
- Rodriguez, J.; Vicente, J.I.; Ezeiza, J.C.; Zuriarrain, A.; Arrazola, P.J.; Badiola, X.; Dominguez, E.; Soler, D. Mechanical and electrical properties of additively manufactured copper. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1193, 012034. [Google Scholar] [CrossRef]
- Tran, T.Q.; Chinnappan, A.; Lee, J.K.Y.; Loc, N.H.; Tran, L.T.; Wang, G.; Kumar, V.V.; Jayathilaka, W.A.D.M.; Ji, D.; Doddamani, M.; et al. 3D Printing of Highly Pure Copper. Metals 2019, 9, 756. [Google Scholar] [CrossRef]
- Sadaf, M.; Cano, S.; Gonzalez-Gutierrez, J.; Bragaglia, M.; Schuschnigg, S.; Kukla, C.; Holzer, C.; Vály, L.; Kitzmantel, M.; Nanni, F. Influence of Binder Composition and Material Extrusion (MEX) Parameters on the 3D Printing of Highly Filled Copper Feedstocks. Polymers 2022, 14, 4962. [Google Scholar] [CrossRef]
- Kolli, S.; Beretta, M.; Selema, A.; Sergeant, P.; Kestens, L.A.; Rombouts, M.; Vleugels, J. Process optimization and characterization of dense pure copper parts produced by paste-based 3D micro-extrusion. Addit. Manuf. 2023, 73, 103670. [Google Scholar] [CrossRef]
- United States Department of Commerce. Circular of the Bureau of Standards No. 31: Copper Wire Tables; Government Printing Office: Washington, DC, USA, 1914. [Google Scholar]
- Khaliq, M.H.; Gomes, R.; Fernandes, C.; Nóbrega, J.; Carneiro, O.S.; Ferrás, L.L. On the use of high viscosity polymers in the fused filament fabrication process. Rapid Prototyp. J. 2017, 23, 727–735. [Google Scholar] [CrossRef]
- Chan, T.Y.; Chuang, M.S.; Lin, S.T. Injection moulding of oxide reduced copper powders. Powder Metall. 2005, 48, 129–133. [Google Scholar] [CrossRef]
- Ikeshoji, T.T.; Nakamura, K.; Yonehara, M.; Imai, K.; Kyogoku, H. Selective Laser Melting of Pure Copper. JOM 2018, 70, 396–400. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Dadbakhsh, S.; Goossens, L.; Kruth, J.P.; van Humbeeck, J.; Vanmeensel, K. Influence of selective laser melting process parameters on texture evolution in pure copper. J. Mater. Process. Technol. 2019, 270, 47–58. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Vleugels, J.; Kruth, J.P.; van Humbeeck, J.; Vanmeensel, K. Mechanical and electrical properties of selective laser–melted parts produced from surface–oxidized copper powder. Mater. Des. Process. Commun. 2020, 2, e94. [Google Scholar] [CrossRef]
- Pease, R.N.; Taylor, H.S. The reduction of copper oxide by hydrogen. J. Am. Chem. Soc. 1921, 43, 2179–2188. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Filament | Diameter | Copper Content | Copper Content | Manufacturer |
|---|---|---|---|---|
| F1 | 89 | 46 | The Virtual Foundry Inc. | |
| F2 | 93 | 56 | PT+A GmbH | |
| F3 | 93 | 61 | AM Extrusion GmbH | |
| F4 | 93 | 60 | Self-manufactured |
| Filament | Filament Diameter [mm] | Nozzle Diameter [mm] | Nozzle Temperature [°C] | Buildplate Temperature [°C] | Layer Height [mm] | Extrusion Multiplier [-] | Extrusion Speed [mm/s] |
|---|---|---|---|---|---|---|---|
| F1 | 1.75 | 0.6 | 215 | 60 | 0.05 | 1.2 | 20 |
| F2 | 1.75 | 0.6 | 145 | 60 | 0.2 | 1.3 | 30 |
| F3 | 1.72 | 0.4 | 130 | 65 | 0.15 | 1.2 | 30 |
| F4 | 2.85 | 0.6 | 140 | 60 | 0.1 | 1.05 | 10 |
| Filament | Solvent | Mass Loss/% | |
|---|---|---|---|
| Target | Measured | ||
| F1 | No solvent | - | - |
| F2 | Acetone (25 °C for 116 ) | 4.1–4.7 | |
| F3 | Ethyl acetate (50 °C for 3 ) | 3.5–4.5 | |
| F4 | n-hexane (40 °C for 24 ) | 3.0 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schüßler, P.; Franke, J.; Czink, S.; Antusch, S.; Mayer, D.; Laube, S.; Hanemann, T.; Schulze, V.; Dietrich, S. Characterization of the Metal Fused Filament Fabrication Process for Manufacturing of Pure Copper Inductors. Materials 2023, 16, 6678. https://doi.org/10.3390/ma16206678
Schüßler P, Franke J, Czink S, Antusch S, Mayer D, Laube S, Hanemann T, Schulze V, Dietrich S. Characterization of the Metal Fused Filament Fabrication Process for Manufacturing of Pure Copper Inductors. Materials. 2023; 16(20):6678. https://doi.org/10.3390/ma16206678
Chicago/Turabian StyleSchüßler, Philipp, Jonas Franke, Steffen Czink, Steffen Antusch, Daniel Mayer, Stephan Laube, Thomas Hanemann, Volker Schulze, and Stefan Dietrich. 2023. "Characterization of the Metal Fused Filament Fabrication Process for Manufacturing of Pure Copper Inductors" Materials 16, no. 20: 6678. https://doi.org/10.3390/ma16206678