
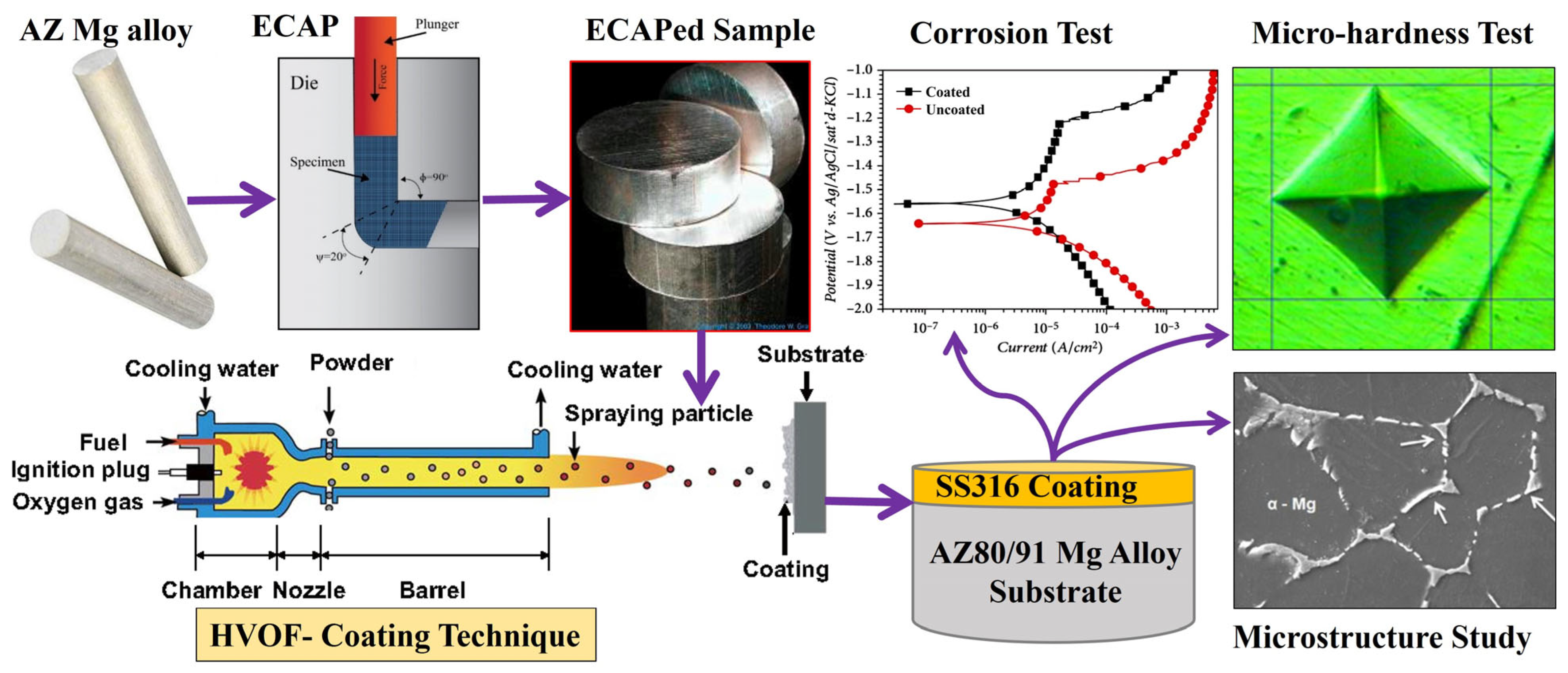
Improvement in Corrosion Performance of ECAPed AZ80/91 Mg Alloys Using SS316 HVOF Coating
 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
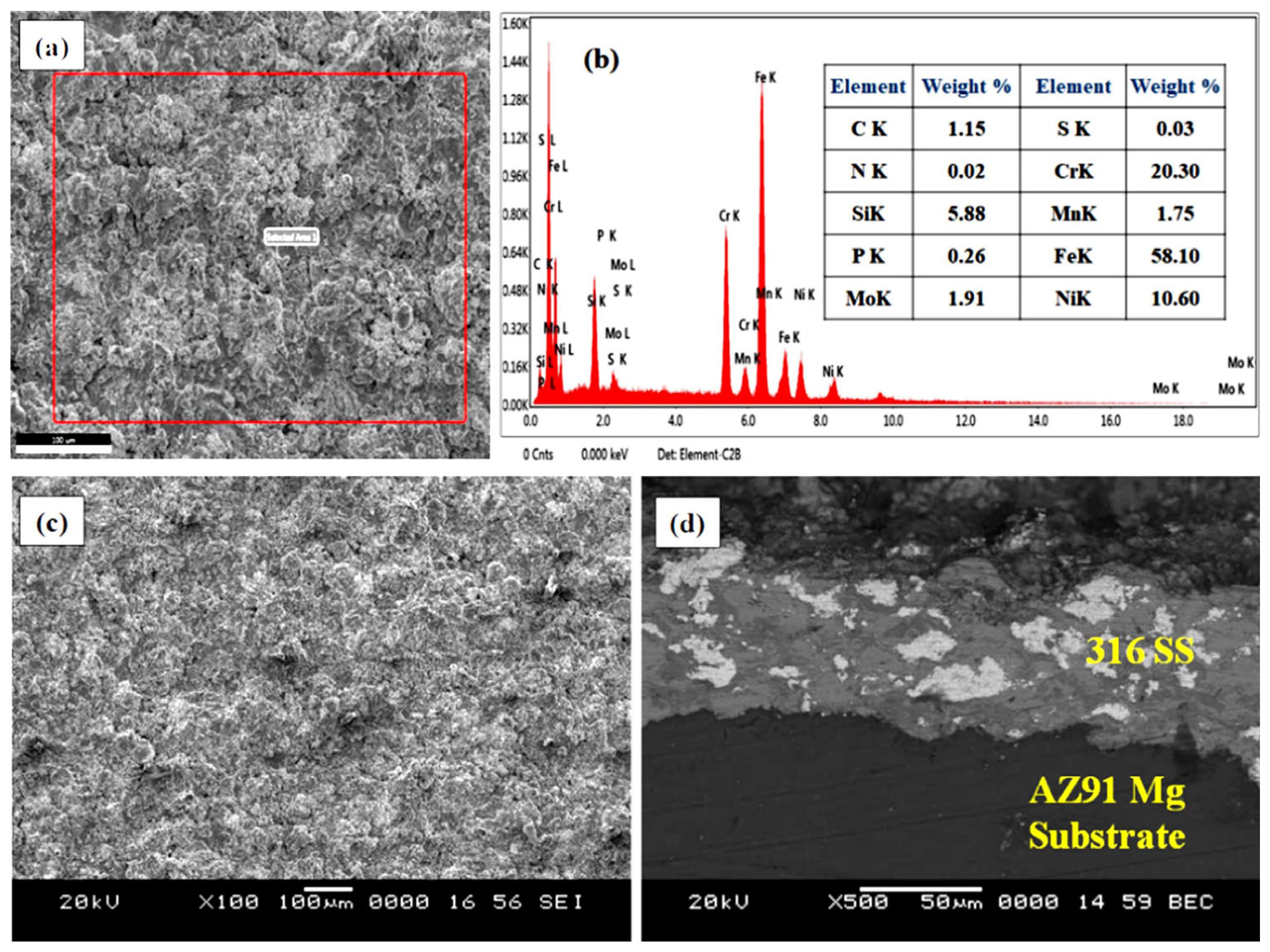
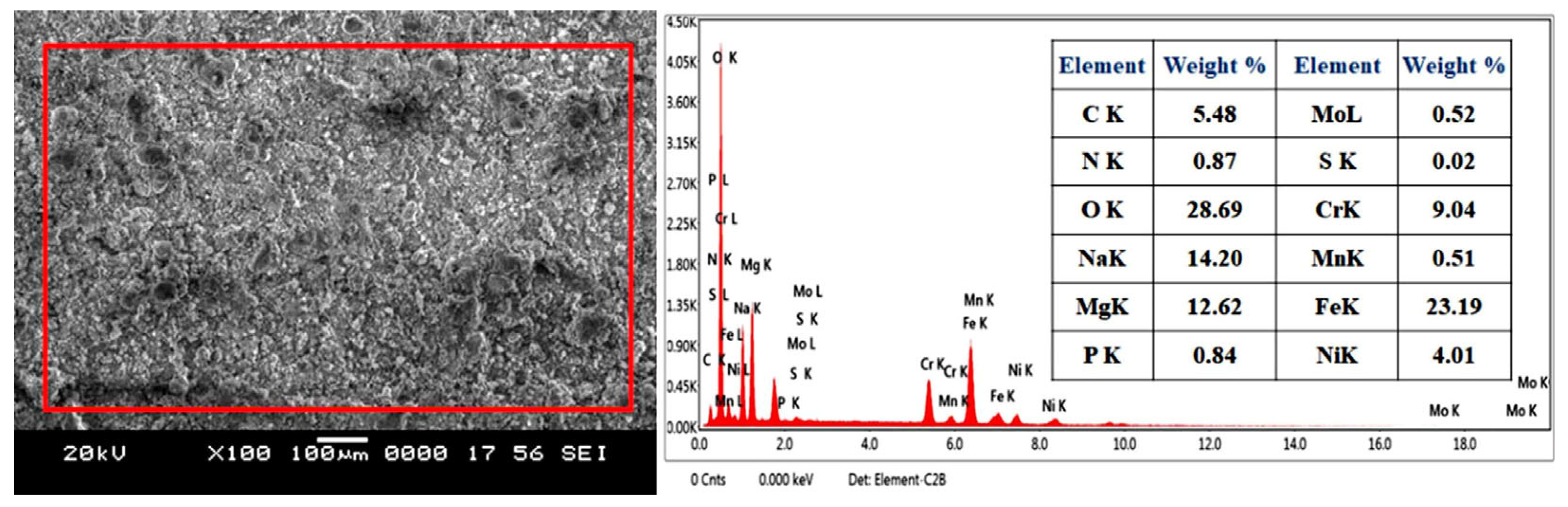
3.1. Microstructural Analysis of HVOF-Based SS316-Coated AZ80/91 Mg Alloys
3.2. Analysis of Microhardness of SS316-Coated AZ80/91 Mg Alloys
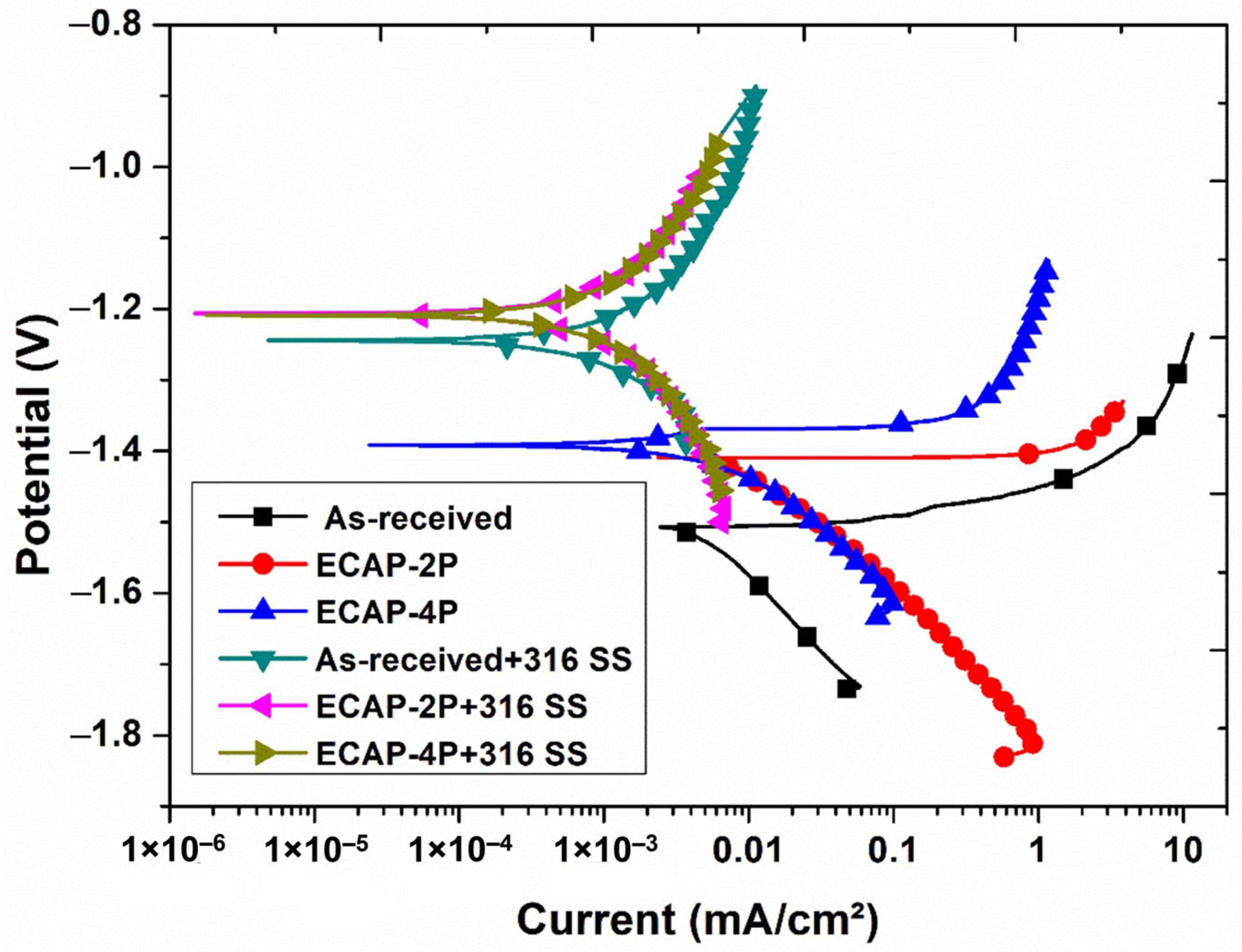
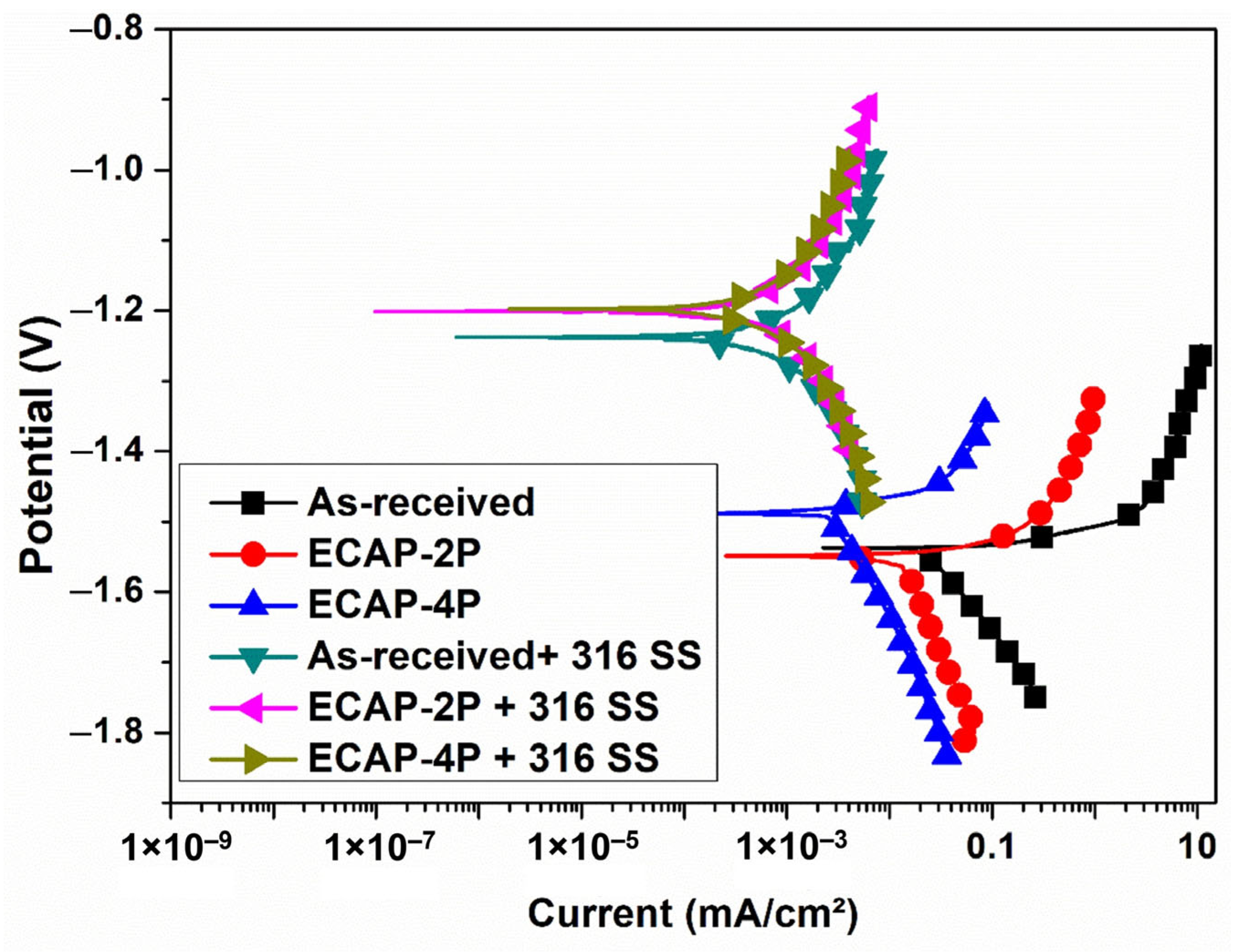
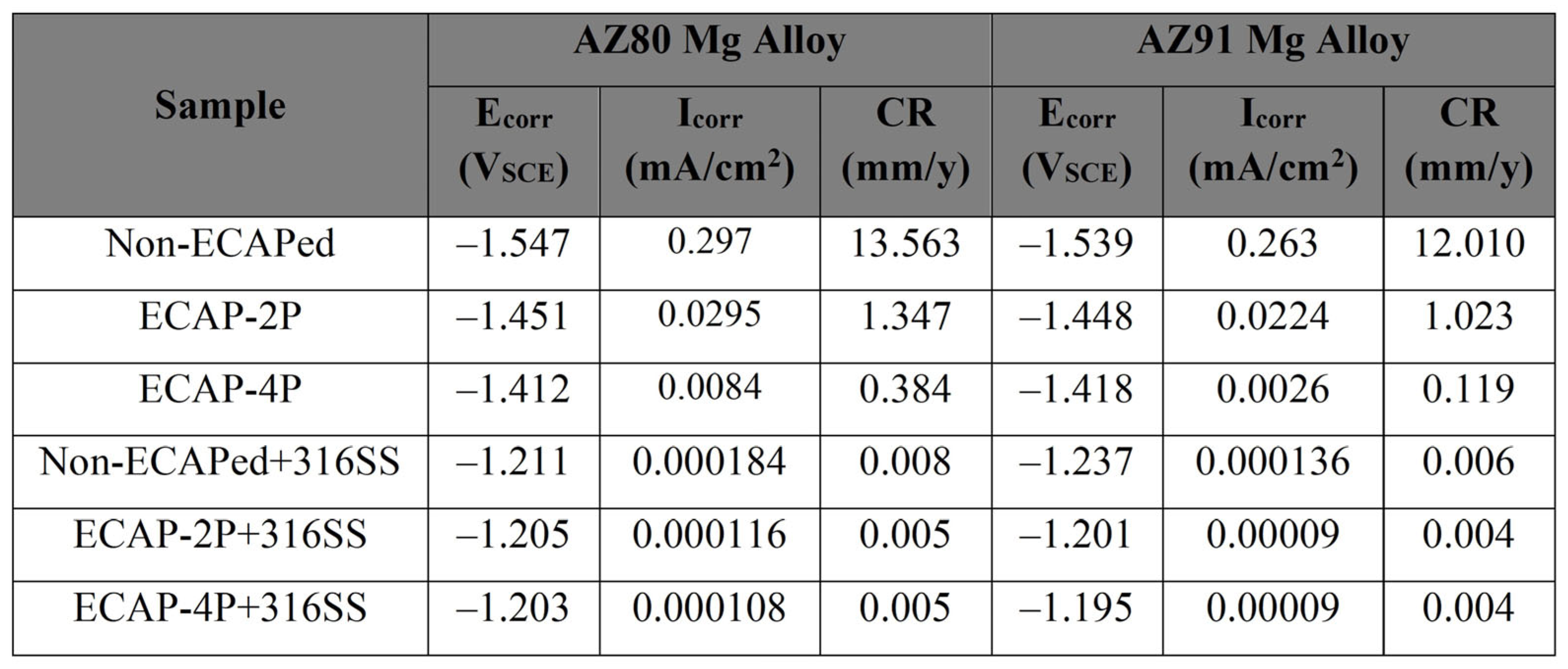
3.3. Analysis of Corrosion Behavior of SS316-Coated AZ80/91 Mg Alloys
4. Discussion
5. Conclusions
- The microhardness of SS316 coating increases gradually from the substrate to the outermost layer. Notably, it reaches its maximum value as it approaches the interface zone. This can be attributed to the denser and more compact nature of the interface layer resulting from the HVOF technique compared to the inner and outer layers. As a consequence, the interface of SS316-coated ECAP-4P specimens for AZ80 and AZ91 Mg alloys increased in microhardness by 3.6% and 3.8%, respectively, as compared to the average microhardness of the SS316 coating.
- The application of an HVOF-based SS316 coating onto the non-ECAPed AZ80 magnesium alloy has demonstrated a remarkable enhancement in corrosion resistance. This improvement is evident in the substantial reduction in the corrosion current density, decreasing from 0.297 mA/cm2 to a mere 0.10 µA/cm2.
- The utilization of an HVOF-based SS316 coating on ECAPed AZ91 magnesium alloys led to a notable reduction in corrosion current density, diminishing it from 0.263 mA/cm2 to 0.090 mA/cm2. This outcome indicates that the synergistic combination of ECAP and SS coating holds promise as a viable strategy for enhancing both the mechanical and corrosion properties of magnesium alloys, particularly in automotive and aerospace applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- García-Rodríguez, S.; López, A.J.; Torres, B.; Rams, J. 316L stainless steel coatings on ZE41 magnesium alloy using HVOF thermal spray for corrosion protection. Surf. Coat. Technol. 2016, 287, 9–19. [Google Scholar] [CrossRef]
- Gnedenkov, S.V.; Sinebryukhov, S.L.; Mashtalyar, D.V.; Imshinetskiy, I.M. Composite fluoropolymer coatings on Mg alloys formed by plasma electrolytic oxidation in combination with electrophoretic deposition. Surf. Coat. Technol. 2015, 283, 347–352. [Google Scholar] [CrossRef]
- Gray, J.; Luan, B. Protective coatings on magnesium and its alloys—A critical review. J. Alloys Comp. 2002, 336, 88–113. [Google Scholar] [CrossRef]
- Jiang, J.; Zhou, Q.; Yu, J.; Ma, A.; Song, D.; Lu, F.; Chen, J. Comparative analysis for corrosion resistance of micro-arc oxidation coatings on coarse-grained and ultra-fine grained AZ91D Mg alloy. Surf. Coat. Technol. 2013, 216, 259–266. [Google Scholar] [CrossRef]
- Ma, X.Q.; Gandy, D.W.; Frederick, G.J. Innovation of ultrafine structured alloy coatings having superior mechanical properties and high temperature corrosion resistance. J. Ther. Spray Technol. 2008, 17, 933–941. [Google Scholar] [CrossRef]
- Van Sy, L.; Nam, N.T. Hot incremental forming of magnesium and aluminum alloy sheets by using direct heating system. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 1099–1110. [Google Scholar] [CrossRef]
- Akyüz, B. Wear and machinability properties of AS series magnesium alloys. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 701–709. [Google Scholar] [CrossRef]
- Nadermanesh, N.; Azizi, A.; Manafi, S. Mechanical and microstructure property evaluation of diffusion bonding of 5083, 6061 and 7075 aluminium to AZ31 magnesium using Cu interlayer. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 2118–2131. [Google Scholar] [CrossRef]
- Mardali, M.; Salimijazi, H.; Karimzadeh, F.; Luthringer-Feyerabend, B.J.; Blawert, C.; Labbaf, S. Fabrication and characterization of nanostructured hydroxyapatite coating on Mg-based alloy by high-velocity oxygen fuel spraying. Ceram. Int. 2018, 44, 14667–14676. [Google Scholar] [CrossRef]
- Oksa, M.; Turunen, E.; Suhonen, T.; Varis, T.; Hannula, S.P. Optimization and characterization of high velocity oxy-fuel sprayed coatings: Techniques, materials, and applications. Coatings 2011, 1, 17–52. [Google Scholar] [CrossRef]
- Pardo, A.; Casajús, P.; Mohedano, M.; Coy, A.E.; Viejo, F.; Torres, B.; Matykina, E. Corrosion protection of Mg/Al alloys by thermal sprayed aluminium coatings. Appl. Surf. Sci. 2009, 255, 6968–6977. [Google Scholar] [CrossRef]
- Pathak, S.S.; Mendon, S.K.; Blanton, M.D.; Rawlins, J.W. Magnesium-based sacrificial anode cathodic protection coatings (Mg-rich primers) for aluminum alloys. Metals 2012, 2, 353–376. [Google Scholar] [CrossRef]
- Sidhu, T.S.; Prakash, S.; Agrawal, R.D. Studies on the properties of high-velocity oxy-fuel thermal spray coatings for higher temperature applications. Mater. Sci. 2005, 41, 805–823. [Google Scholar] [CrossRef]
- Jonda, E.; Łatka, L.; Więcław, G. Preliminary Studies on HVOF Sprayed Coatings on Magnesium Alloys. Mater. Proc. 2020, 2, 23. [Google Scholar]
- Sun, Y.; Yang, R.; Xie, L.; Wang, W.; Li, Y.; Wang, S.; Li, H.; Zhang, J. Interfacial bonding mechanism and properties of HVOF-sprayed Fe-based amorphous coatings on LA141 magnesium alloy substrate. Surf. Coat. Technol. 2021, 426, 127801. [Google Scholar] [CrossRef]
- Jonda, E.; Łatka, L.; Pakieła, W. Microstructure and selected properties of Cr3C2–NiCr coatings obtained by HVOF on magnesium alloy substrates. Materials 2020, 13, 2775. [Google Scholar] [CrossRef] [PubMed]
- Sun, Y.; Li, H.; Yang, J.; Zhang, J. Effects of Temperature and Pressure on Corrosion Behavior of HVOF-Sprayed Fe-Based Amorphous Coating on the Mg-RE Alloy for Dissolvable Plugging Tools. Materials 2023, 16, 1313. [Google Scholar] [CrossRef]
- Vats, A.; Kumar, A.; Patnaik, A.; Meena, M.L. Influence of deposition parameters on Tribological Performance of HVOF Coating: A review. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2021; Volume 1017, p. 012015. [Google Scholar]
- Hong, S.; Wei, Z.; Wang, K.; Gao, W.; Wu, Y.; Lin, J. The optimization of microbial influenced corrosion resistance of HVOF sprayed nanostructured WC-10Co-4Cr coatings by ultrasound-assisted sealing. Ultrason. Sonochem. 2021, 72, 105438. [Google Scholar] [CrossRef]
- Li, X.; Zhai, H.; Li, W.; Cui, S.; Fan, X. Effect of Substrate Materials on Deposition Behavior and Properties of Fe-Based Amorphous D-Gun Coatings. J. Therm. Spray Technol. 2023, 32, 2221–2235. [Google Scholar] [CrossRef]
- Karaoglanli, A.C.; Oge, M.; Doleker, K.M.; Hotamis, M. Comparison of tribological properties of HVOF sprayed coatings with different composition. Surf. Coat. Technol. 2017, 318, 299–308. [Google Scholar] [CrossRef]
- Bobzin, K.; Zhao, L.; Öte, M.; Königstein, T.; Steeger, M. Impact wear of an HVOF-sprayed Cr3C2-NiCr coating. Int. J. Refract. Met. Hard Mater. 2018, 70, 191–196. [Google Scholar] [CrossRef]
- Murthy, J.K.N.; Venkataraman, B. Abrasive wear behaviour of WC–CoCr and Cr3C2–20 (NiCr) deposited by HVOF and detonation spray processes. Surf. Coat. Technol. 2006, 200, 2642–2652. [Google Scholar] [CrossRef]
- Al-Anazi, D.; Hashmi, M.S.J.; Yilbas, B.S. High-velocity oxy-fuel coating of AMDRY 9954 on to Ti-6Al-4V alloy: Fracture toughness measurement. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2007, 221, 617–623. [Google Scholar] [CrossRef]
- Nguyen, T.P.; Doan, T.H.; Tong, V.C. Multi-objective optimization of WC-12Co coating by high-velocity oxygen fuel spray using multiple regression-based weighted signal-to-noise ratio. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 1168–1178. [Google Scholar] [CrossRef]
- Djavanroodi, F.; Sedighi, M.; Hashemi, P.; Ebrahimi, M. Equal channel angular pressing of copper wire. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 1273–1279. [Google Scholar] [CrossRef]
- Ahmadi, F.; Farzin, M. Investigation of a new route for equal channel angular pressing process using three-dimensional finite element method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 765–774. [Google Scholar] [CrossRef]
- Asl, Y.B.; Meratian, M.; Emamikhah, A.; Homami, R.B.M.; Abbasi, A. Mechanical properties and machinability of 6061 aluminum alloy produced by equal-channel angular pressing. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 1302–1313. [Google Scholar]
- Zheng, Q.G.; Ying, T.; Jie, Z. Dynamic softening behaviour of AZ80 magnesium alloy during upsetting at different temperatures and strain rates. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2010, 224, 1707–1716. [Google Scholar] [CrossRef]
- Naik, G.M.; Narendranath, S.; Kumar, S.S. Effect of ECAP die angles on microstructure mechanical properties and corrosion behavior of AZ80 Mg alloy. J. Mater. Eng. Perform. 2019, 28, 2610–2619. [Google Scholar] [CrossRef]
- Naik, G.M.; Gote, G.D.; Narendranath, S.; Kumar, S.S. The impact of homogenization treatment on microstructure microhardness and corrosion behavior of wrought AZ80 magnesium alloys in 3.5 wt% NaCl solution. Mater. Res. Express 2018, 5, 086513. [Google Scholar] [CrossRef]
- Naik, G.M.; Narendranath, S.; Kumar, S.S.S.; Sahu, S. Effect of annealing and aging treatment on pitting corrosion resistance of fine-grained Mg-8% Al-0.5% Zn alloy. JOM 2019, 71, 4758–4768. [Google Scholar] [CrossRef]
- Naik, G.M.; Bandadka, S.; Mallaiah, M.; Badiger, R.I.; Sannayellappa, N. Effect of ECAE Die Angle on Microstructure Mechanical Properties and Corrosion Behavior of AZ80/91 Magnesium Alloys. In Magnesium Alloys Structure and Properties; IntechOpen: London, UK, 2020. [Google Scholar]
- Sundararajan, G.; Krishna, L.R. Mechanisms underlying the formation of thick alumina coatings through the MAO coating technology. Surf. Coat. Technol. 2003, 167, 269–277. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of Substrate | AZ80 and AZ91 Mg Alloy |
| Type of Substrate | ECAPed and non-ECAPed |
| Coating material | SS316 powder |
| Size of coating material | 21.6 ± 1.6 μm |
| Average coating thickness (µm) | 80–100 |
| Oxygen pressure (PSI) | 160–170 |
| Oxygen flow rate (SCFH) | 30–34 |
| Hydrogen pressure (PSI) | 120–140 |
| Fuel flow rate (SCFH) | 80–100 |
| Spraying distance (inch) | 8″–10″ |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Naik, G.M.; Sharma, P.; Anne, G.; Pittala, R.K.; Kumar, R.; Satapathi, G.S.; Kumar, C.S.; Fernandes, F. Improvement in Corrosion Performance of ECAPed AZ80/91 Mg Alloys Using SS316 HVOF Coating. Materials 2023, 16, 6651. https://doi.org/10.3390/ma16206651
Naik GM, Sharma P, Anne G, Pittala RK, Kumar R, Satapathi GS, Kumar CS, Fernandes F. Improvement in Corrosion Performance of ECAPed AZ80/91 Mg Alloys Using SS316 HVOF Coating. Materials. 2023; 16(20):6651. https://doi.org/10.3390/ma16206651
Chicago/Turabian StyleNaik, Gajanan M., Priyaranjan Sharma, Gajanan Anne, Raj Kumar Pittala, Rahul Kumar, Gnane Swarnadh Satapathi, Ch Sateesh Kumar, and Filipe Fernandes. 2023. "Improvement in Corrosion Performance of ECAPed AZ80/91 Mg Alloys Using SS316 HVOF Coating" Materials 16, no. 20: 6651. https://doi.org/10.3390/ma16206651