
Influence of Butter Layer Thickness on Microstructure and Mechanical Properties of Underwater Wet 16Mn/304L Dissimilar Welded Joint
 , , and
, , and
Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
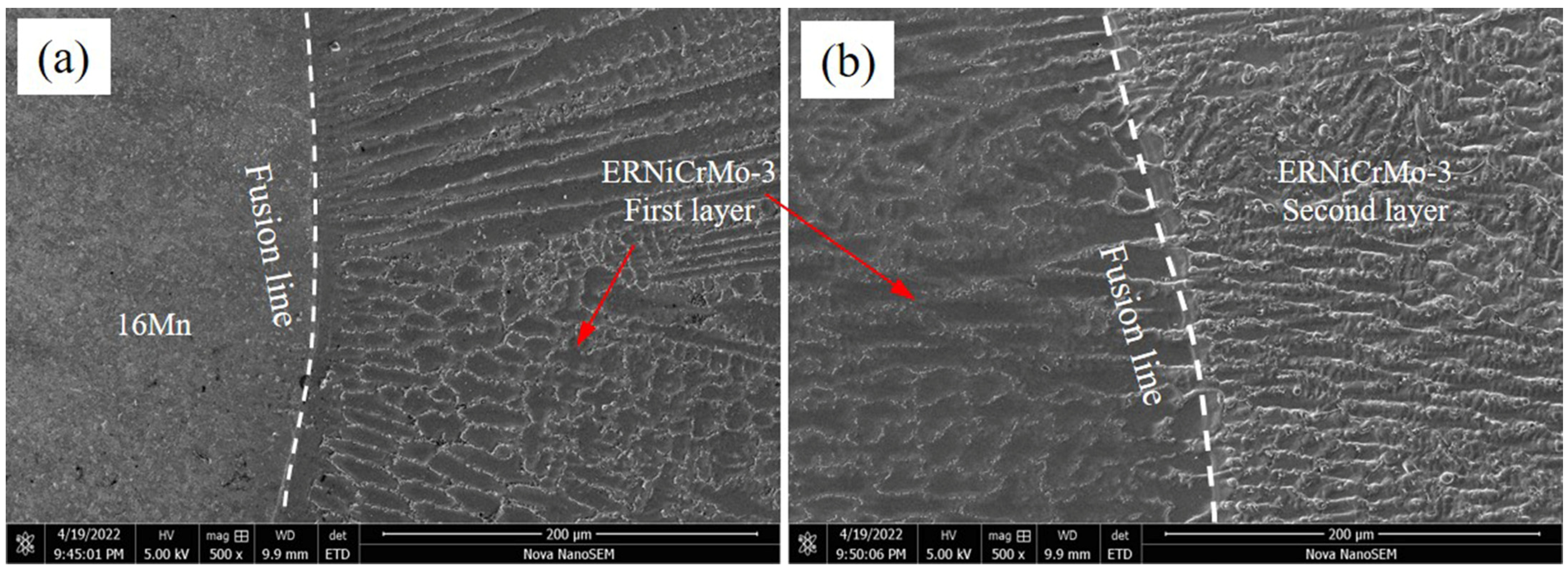
3.1. Microstructure of the Deposited Butter Layer
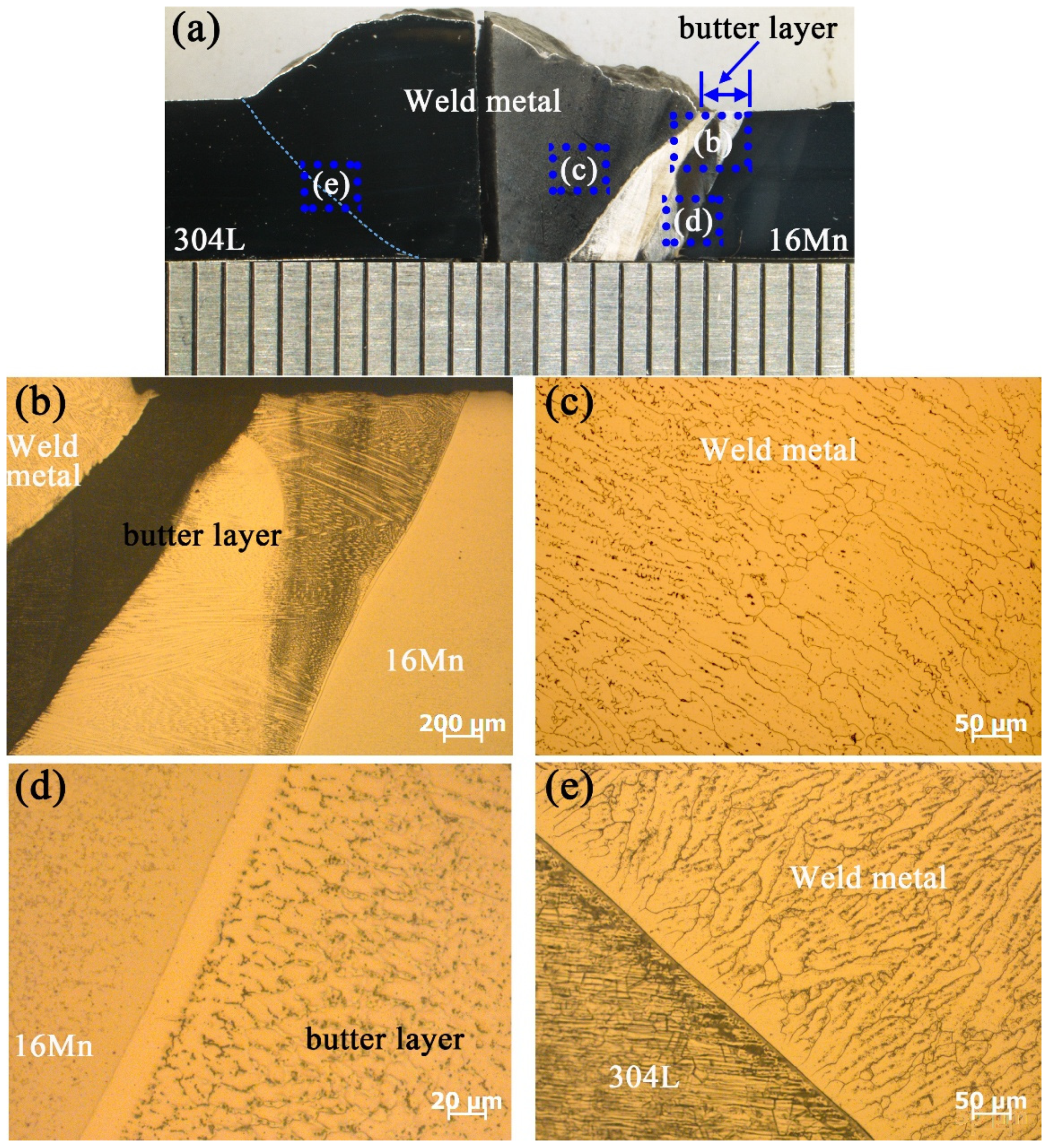
3.2. Microstructural Characteristics of Underwater DSWJ
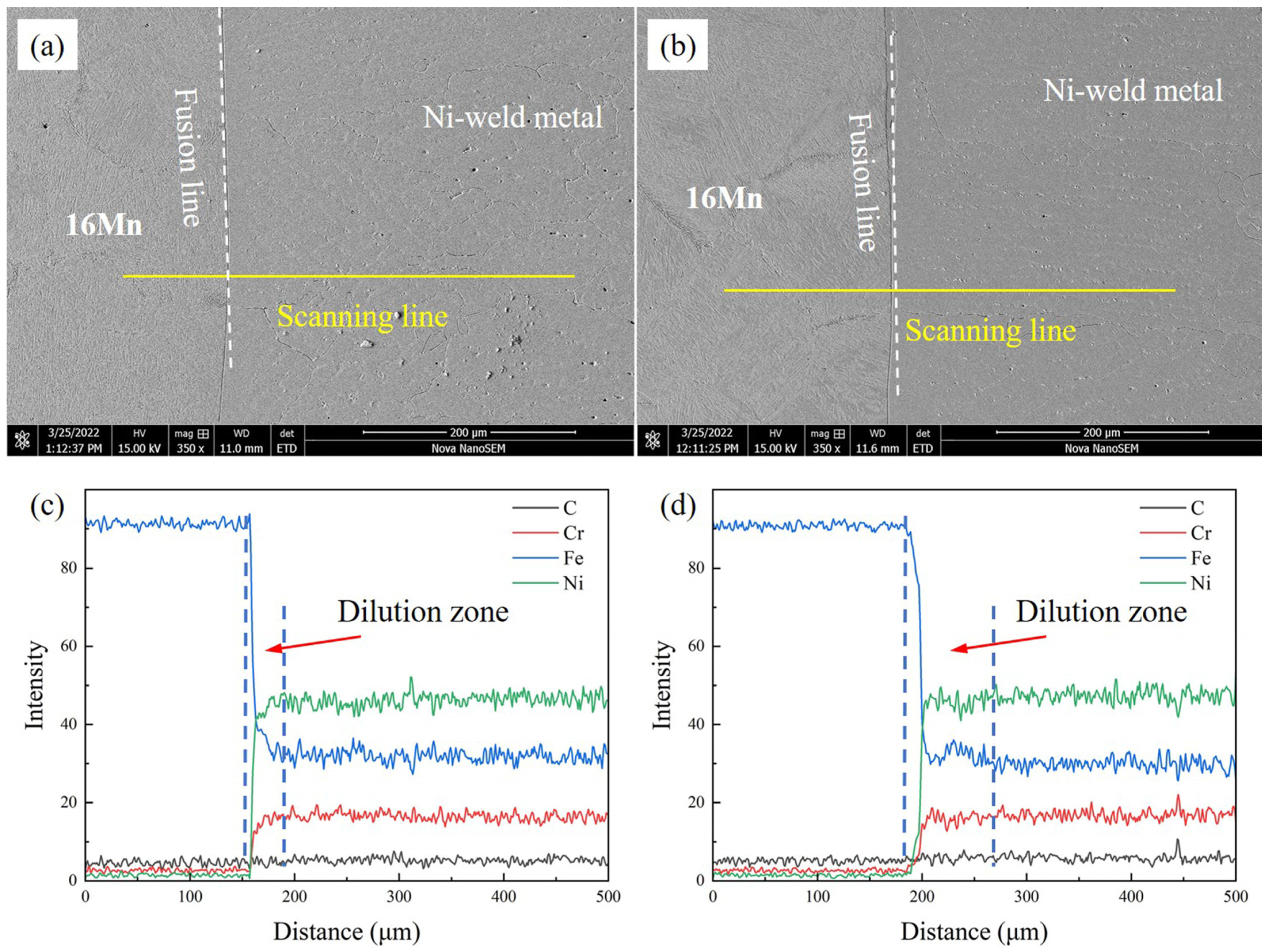
3.3. Elements Distribution of Underwater DSWJ
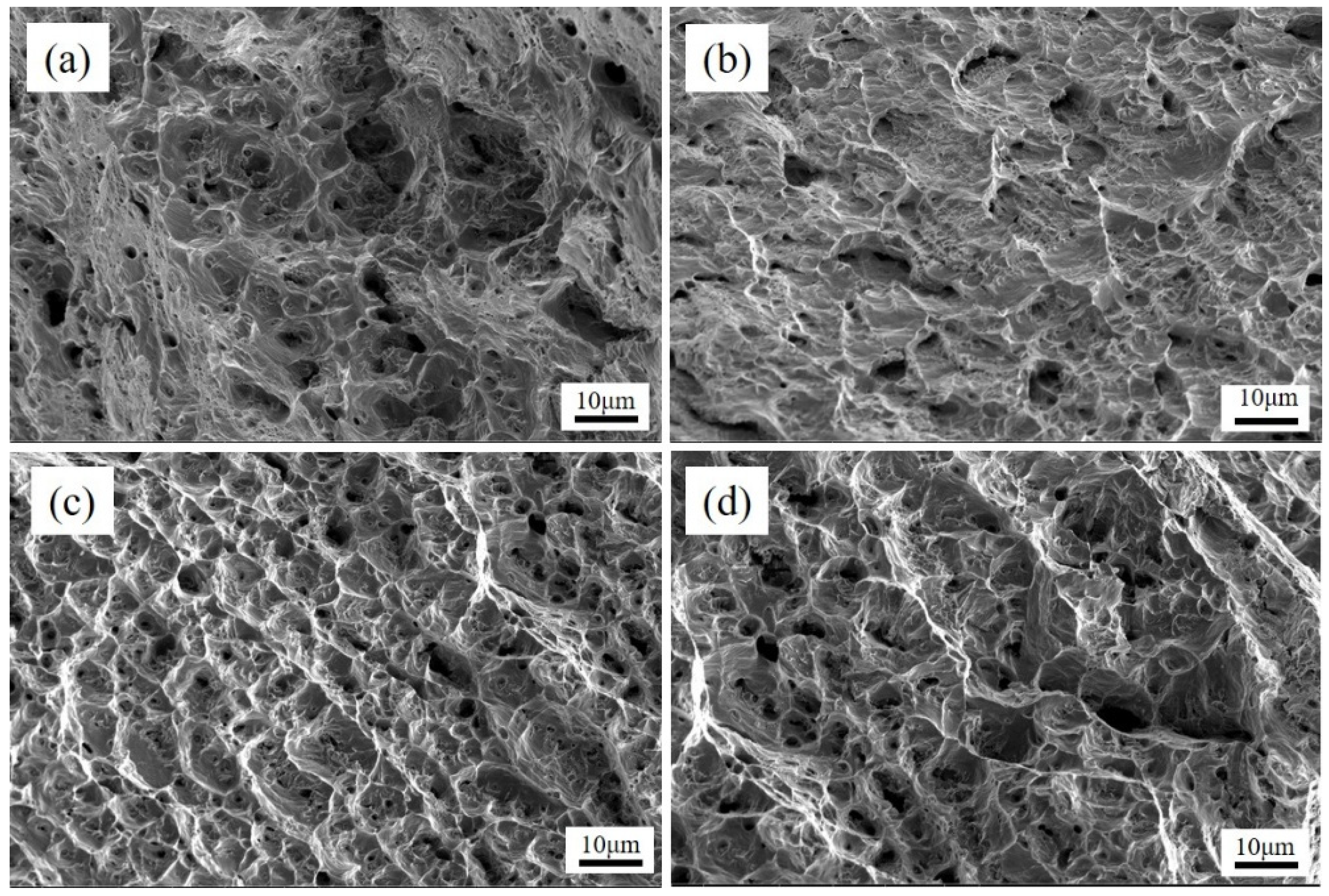
3.4. Mechanical Properties of Underwater DSWJ
3.5. Advantages of Buttering Layer in Underwater Wet Welding Process
4. Conclusions
- A gradient distribution of elements in each layer from the fusion boundary of 16Mn side to the nickel-based weld metal was clearly observed as the butter layer thickness increased. Fe content decreased gradually, while Ni and Cr contents increased until stabilized in the nickel-based weld metal. In the nickel-based weld metal, Fe content decreased progressively while Ni and Cr contents increased until they stabilized.
- As the thickness of butter layer increased, HAZ in the dissimilar steel underwater wet welding process shifted from the original 16Mn side to the ERNiCrMo-3 interlayer, resulting in a gradual reduction of martensite content in the HAZ of 16Mn side. The introduction of butter layer enhanced the ultimate tensile strength from 515 MPa to 565 MPa, which surpassed the tensile strength of the 16Mn steel base metal.
- The main advantages of butter layer were to improve mechanical properties, decrease residual strain and control the element diffusion. Future research should be focus on the residual stress distribution, fatigue properties and corrosion properties of underwater wet DSWJs. These findings would encourage additional research to manufacture high-quality underwater wet welded joints.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tomków, J.; Janeczek, A.; Rogalski, G.; Wolski, A. Underwater local cavity welding of S460N steel. Materials 2020, 13, 5535. [Google Scholar] [CrossRef] [PubMed]
- Sun, G.; Wang, Z.; Lu, Y.; Chen, M.; Yang, K.; Ni, Z. Underwater laser welding/cladding for high-performance repair of marine metal materials: A review. Chin. J. Mech. Eng. 2022, 35, 5. [Google Scholar] [CrossRef]
- Liao, H.; Zhang, W.; Xie, H.; Li, X.; Zhang, Q.; Wu, X.; Tian, J.; Wang, Z. Effects of welding speed on welding process stability, microstructure and mechanical performance of SUS304 welded by local dry underwater pulsed MIG. J. Manuf. Process. 2023, 88, 84–96. [Google Scholar] [CrossRef]
- Cui, S.; Xian, Z.; Shi, Y.; Liao, B.; Zhu, T. Microstructure and impact toughness of local-dry keyhole Tungsten Inert Gas welded joints. Materials 2019, 12, 1638. [Google Scholar] [CrossRef] [PubMed]
- Memon, S.; Tomków, J.; Derazkola, H.A. Thermo-mechanical simulation of underwater friction stir welding of low carbon steel. Materials 2021, 14, 4953. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.; Huang, J.; Zhang, J.; Yu, X.; Li, Q.; Wang, Z.; Fan, D. Microstructure and corrosion characterization of weld metal in stainless steel and low carbon steel joint under different heat input. Mater. Today Commun. 2021, 29, 102948. [Google Scholar] [CrossRef]
- Zhong, W.; Lin, J.; Chen, Y.; Li, Z.; An, K.; Sutton, B.J.; Heuser, B.J. Microstructure, hardness, and residual stress of the dissimilar metal weldments of SA508-309L/308L-304L. Metall. Mater. Trans. A 2021, 52, 1927–1938. [Google Scholar] [CrossRef]
- Gupta, A.; Singh, J.; Chhibber, R. Dissimilar welding of austenitic and ferritic steels using nickel and stainless-steel filler: Associated issues. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2023, 1884549600. [Google Scholar] [CrossRef]
- Mas, F.; Tassin, C.; Roch, F.; Yescas, M.; Todeschini, P.; Bréchet, Y. Growth morphologies and primary solidification modes in a dissimilar weld between a low-alloy steel and an austenitic stainless steel. Metals 2018, 8, 284. [Google Scholar] [CrossRef]
- Okonkwo, B.O.; Ming, H.; Wang, J.; Meng, F.; Xu, X.; Han, E.H. Microstructural characterization of low alloy steel A508–309/308L stainless steel dissimilar weld metals. Int. J. Press. Vessel. Pip. 2021, 190, 104297. [Google Scholar] [CrossRef]
- Abioye, T.E.; Ariwoola, O.E.; Ogedengbe, T.I.; Farayibi, P.K.; Gbadeyan, O.O. Effects of welding speed on the microstructure and corrosion behavior of dissimilar gas metal arc weld joints of AISI 304 stainless steel and low carbon steel. Mater. Today Proc. 2019, 17, 871–877. [Google Scholar] [CrossRef]
- Prabakaran, M.P.; Kannan, G.R. Optimization of laser welding process parameters in dissimilar joint of stainless steel AISI316/AISI1018 low carbon steel to attain the maximum level of mechanical properties through PWHT. Opt. Laser Technol. 2019, 112, 314–322. [Google Scholar] [CrossRef]
- Singh, D.K.; Sahoo, G.; Basu, R.; Sharma, V.; Mohtadi-Bonab, M.A. Investigation on the microstructure—Mechanical property correlation in dissimilar steel welds of stainless steel SS 304 and medium carbon steel EN 8. J. Manuf. Process. 2018, 36, 281–292. [Google Scholar] [CrossRef]
- Dong, L.; Ma, C.; Peng, Q.; Han, E.H.; Ke, W. Microstructure and stress corrosion cracking of a SA508-309L/308L-316L dissimilar metal weld joint in primary pressurized water reactor environment. J. Mater. Sci. Technol. 2020, 40, 1–14. [Google Scholar] [CrossRef]
- Danielewski, H.; Skrzypczyk, A.; Tofil, S.; Witkowski, G.; Rutkowski, S. Numerical simulation of laser welding dissimilar low carbon and austenitic steel joint. Open Eng. 2020, 10, 491–498. [Google Scholar] [CrossRef]
- Taraphdar, P.K.; Mahapatra, M.M.; Pradhan, A.K.; Singh, P.K.; Sharma, K.; Kumar, S. Effects of groove configuration and buttering layer on the through-thickness residual stress distribution in dissimilar welds. Int. J. Press. Vessel. Pip. 2021, 192, 104392. [Google Scholar]
- Wei, P.; Li, H.; Liu, J.; Li, S.; Zhang, Y.; Zhu, Q.; Lei, Y. The effect of water environment on microstructural characteristics, compositional heterogeneity and microhardness distribution of 16Mn/304L dissimilar welded joints. J. Manuf. Process. 2020, 56, 417–427. [Google Scholar] [CrossRef]
- Tomków, J.; Fydrych, D.; Rogalski, G. Dissimilar underwater wet welding of HSLA steels. Int. J. Adv. Manuf. Technol. 2020, 109, 717–725. [Google Scholar]
- Guo, N.; Yang, Z.; Wang, M.; Yuan, X.; Feng, J. Microstructure and mechanical properties of an underwater wet welded dissimilar ferritic/austenitic steel joint. Strength Mater. 2015, 47, 12–18. [Google Scholar] [CrossRef]
- Li, H.; Liu, D.; Ma, Q.; Guo, N.; Song, X.; Feng, J. Microstructure and mechanical properties of dissimilar welds between 16Mn and 304L in underwater wet welding. Sci. Technol. Weld. Join. 2019, 24, 1–7. [Google Scholar] [CrossRef]
- Saffari, H.; Shamanian, M.; Bahrami, A.; Szpunar, J.A. Effects of ERNiCr-3 butter layer on the microstructure and mechanical properties of API 5L X65/AISI304 dissimilar joint. J. Manuf. Process. 2020, 50, 305–318. [Google Scholar] [CrossRef]
- Attalla, M.; Kandil, S.; Gepreel, M.A.H.; Daha, M.A. Effect of employing buffer layer in repaired dissimilar welded joints on the residual stresses based on contour and slitting methods. J. Manuf. Process. 2022, 73, 454–462. [Google Scholar] [CrossRef]
- Ahmad, H.W.; Chaudry, U.M.; Tariq, M.R.; Bae, D.H. Assessment of fatigue and electrochemical corrosion characteristics of dissimilar materials weld between alloy 617 and 12 Cr steel. J. Manuf. Process. 2020, 53, 275–282. [Google Scholar] [CrossRef]
- Hwang, J.H.; Lee, J.H.; Ahmad, H.W.; Ha, S.W.; Bae, D.H.; Kebede, H.Y. Assessing corrosion fatigue characteristics of dissimilar material weld between Alloy617 and 12Cr steel using buttering welding technique. Metals 2018, 8, 826. [Google Scholar] [CrossRef]
- Li, H.; Liu, S.; Sun, F.; Ma, Q.; Ji, H.; Liu, H.; Chen, H. Improvement of microstructure and mechanical properties for underwater wet 16Mn/304L dissimilar steel welded joints assisted by presetting butter layer. Mater. Today Commun. 2022, 33, 104259. [Google Scholar] [CrossRef]
- GB/T 13298-2015; Inspection Methods of Microstructure for Metals. Standardization Administration of the People’s Republic of China: Beijing, China, 2015.
- Kulkarni, A.; Dwivedi, D.K.; Vasudevan, M. Microstructure and mechanical properties of A-TIG welded AISI 316L SS-Alloy 800 dissimilar metal joint. Mater. Sci. Eng. A 2020, 790, 139685. [Google Scholar] [CrossRef]
- Zhou, J.; Shen, Y.; Jia, N. Strengthening mechanisms of reduced activation ferritic/martensitic steels: A review. Int. J. Miner. Metall. Mater. 2021, 28, 335–348. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Butter Layer Thickness (mm) | Impact Toughness | ||
|---|---|---|---|
| HAZ at 16Mn Side (J/cm2) | Weld Metal (J/cm2) | Butter Layer (J/cm2) | |
| 0 | 39 | 140 | - |
| 2 | 45 | 146.3 | - |
| 4 | 81.3 | 152.6 | - |
| 6 | 83.1 | 168 | 100 |
| 8 | 89 | 164.7 | 98 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, K.; Cao, Y.; Li, H.; Hu, C.; Wang, Z.; Liu, D.; Wang, J.; Zhu, Q. Influence of Butter Layer Thickness on Microstructure and Mechanical Properties of Underwater Wet 16Mn/304L Dissimilar Welded Joint. Materials 2023, 16, 6646. https://doi.org/10.3390/ma16206646
Han K, Cao Y, Li H, Hu C, Wang Z, Liu D, Wang J, Zhu Q. Influence of Butter Layer Thickness on Microstructure and Mechanical Properties of Underwater Wet 16Mn/304L Dissimilar Welded Joint. Materials. 2023; 16(20):6646. https://doi.org/10.3390/ma16206646
Chicago/Turabian StyleHan, Ke, Yunhu Cao, Hongliang Li, Chengyu Hu, Zeyu Wang, Duo Liu, Jianfeng Wang, and Qiang Zhu. 2023. "Influence of Butter Layer Thickness on Microstructure and Mechanical Properties of Underwater Wet 16Mn/304L Dissimilar Welded Joint" Materials 16, no. 20: 6646. https://doi.org/10.3390/ma16206646