
Preparation and Microstructure of High-Activity Spherical TaNbTiZr Refractory High-Entropy Alloy Powders


Abstract
:1. Introduction
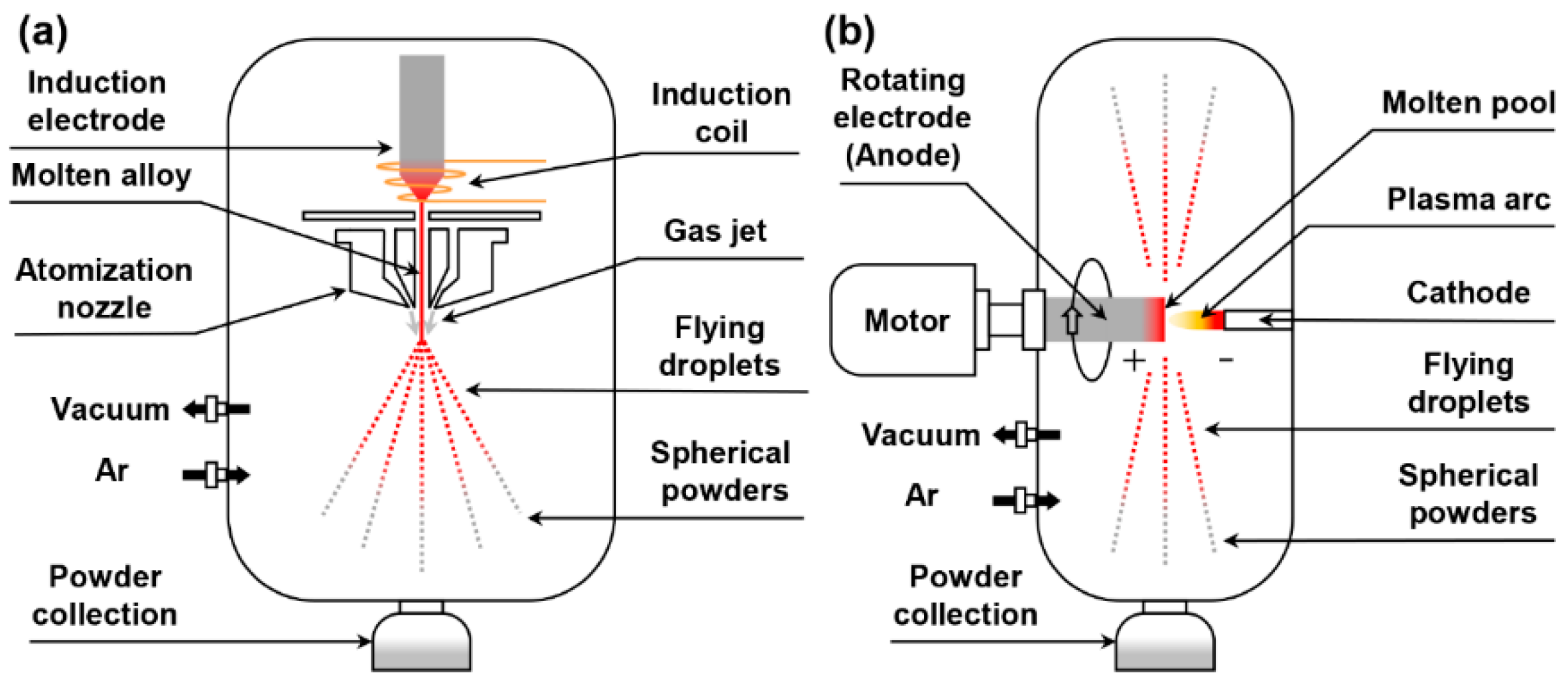
2. Materials and Methods
3. Results
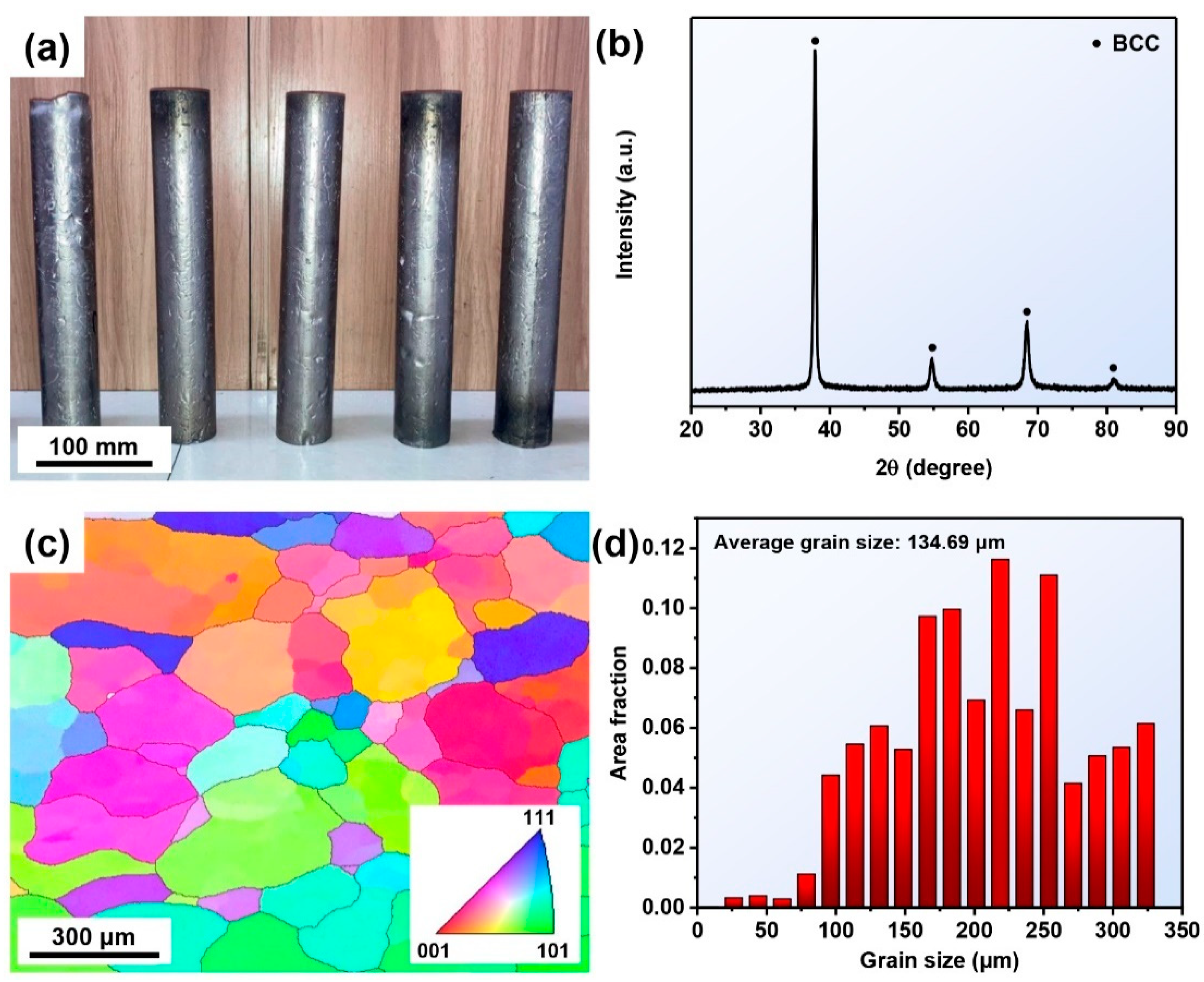
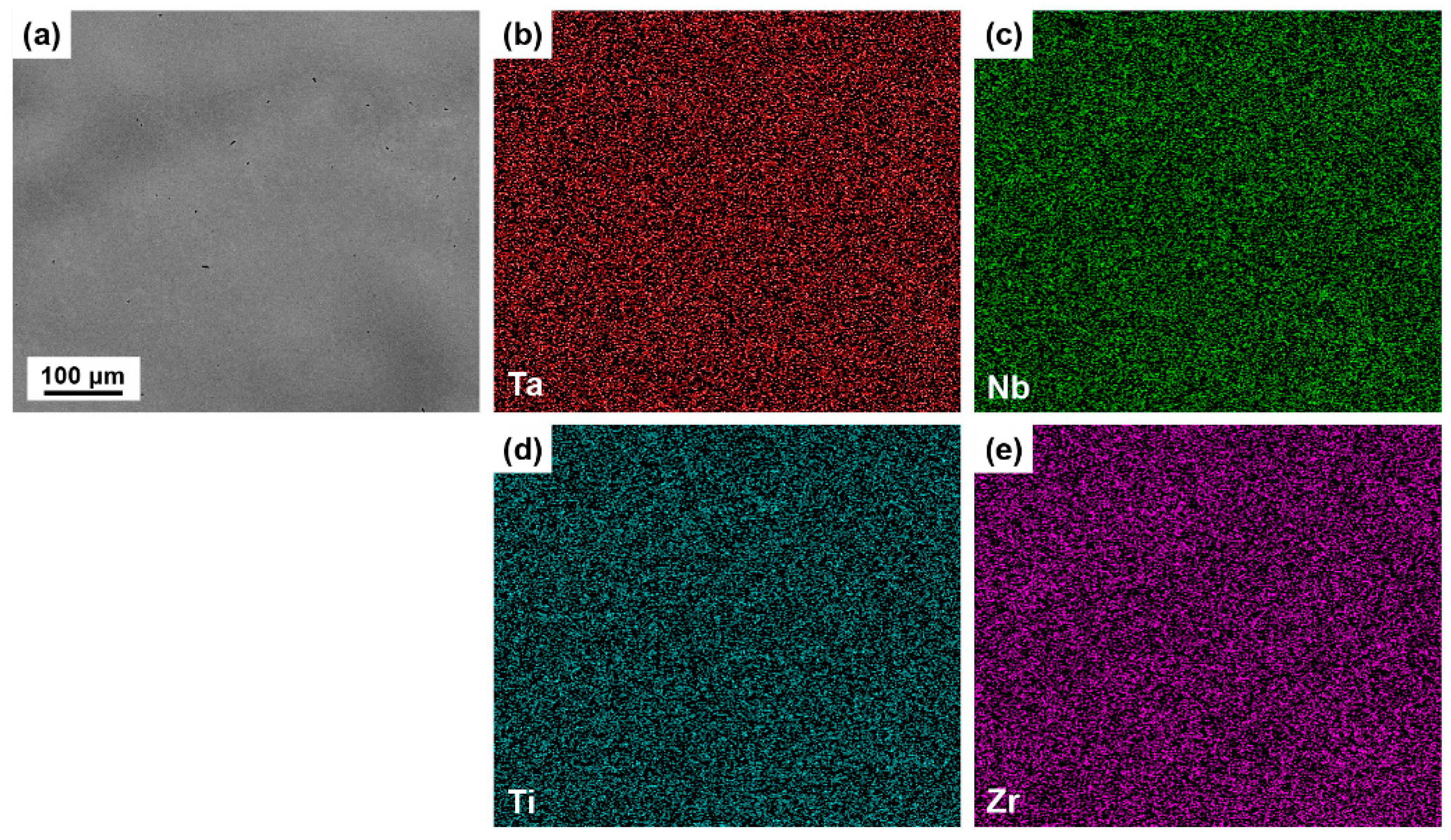
3.1. Characterization of the TaNbTiZr RHEA Bars
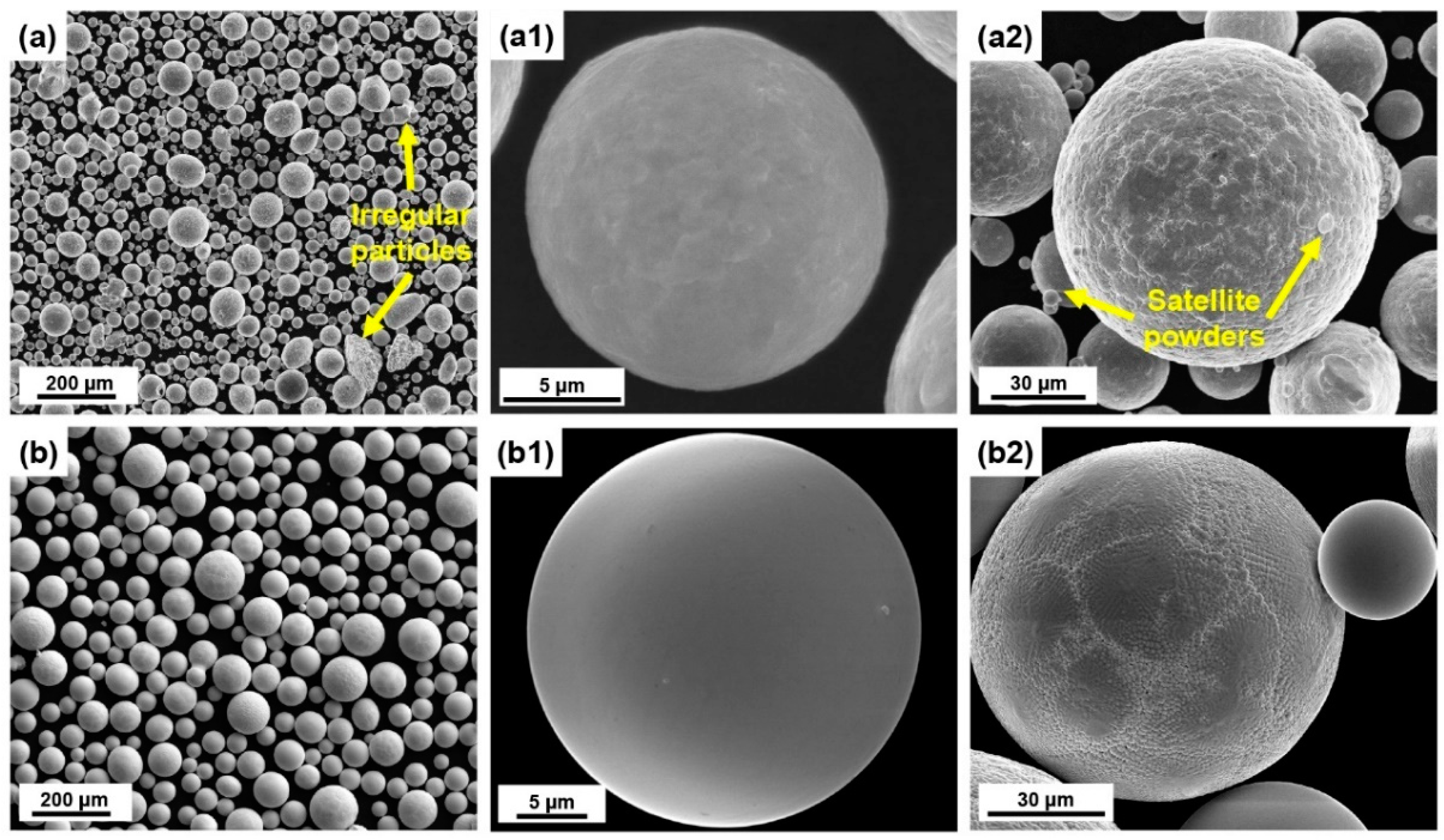
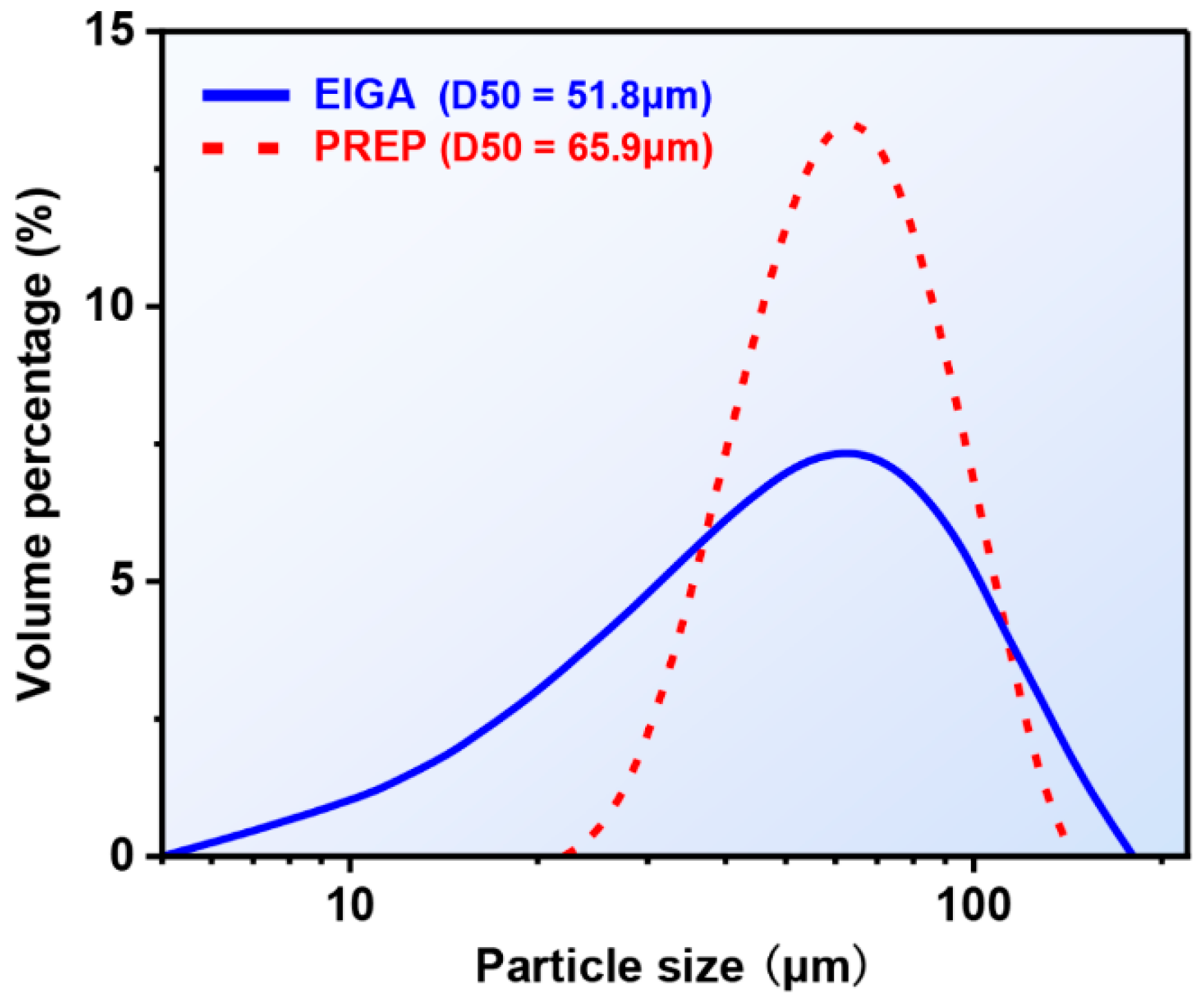
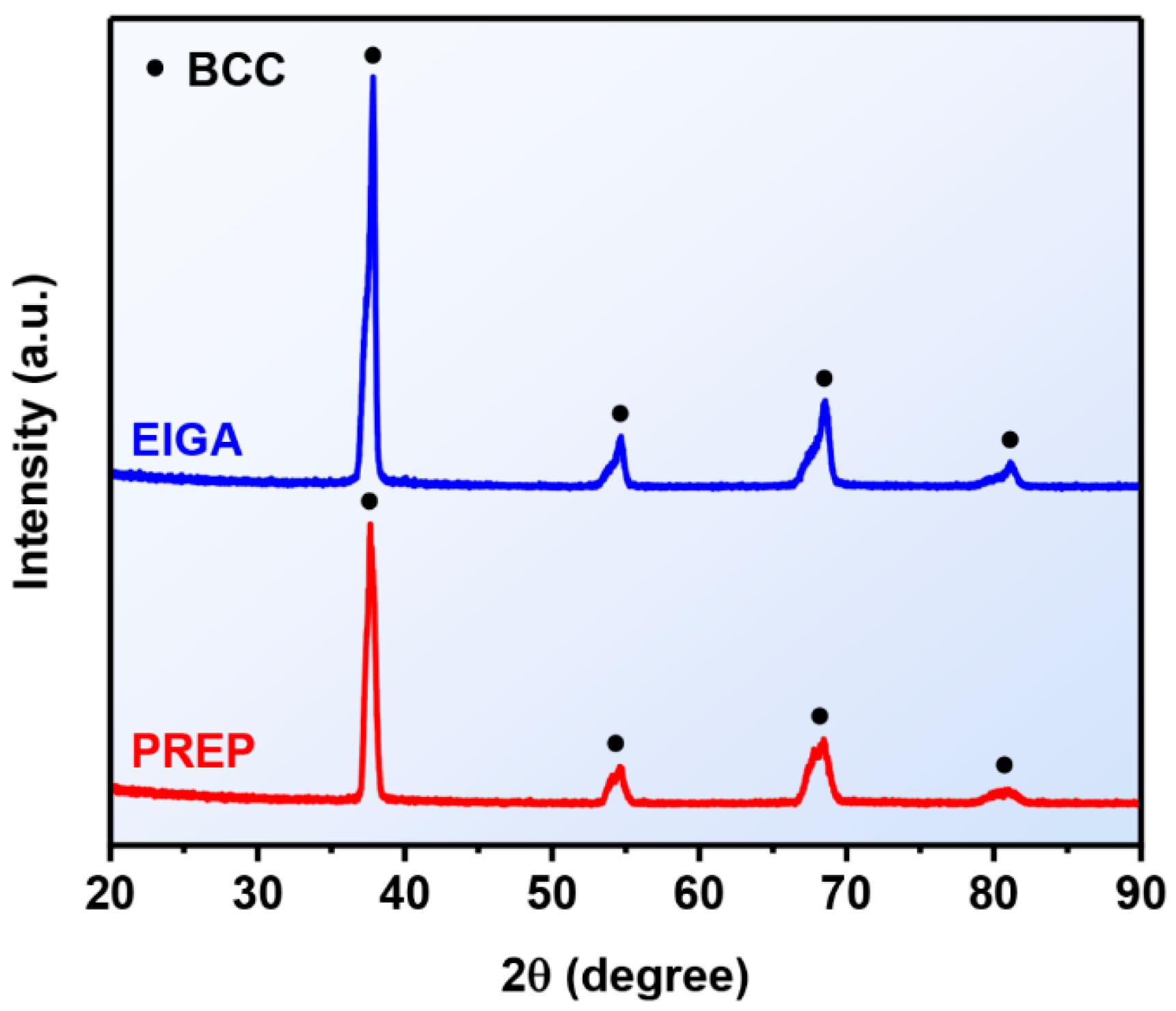
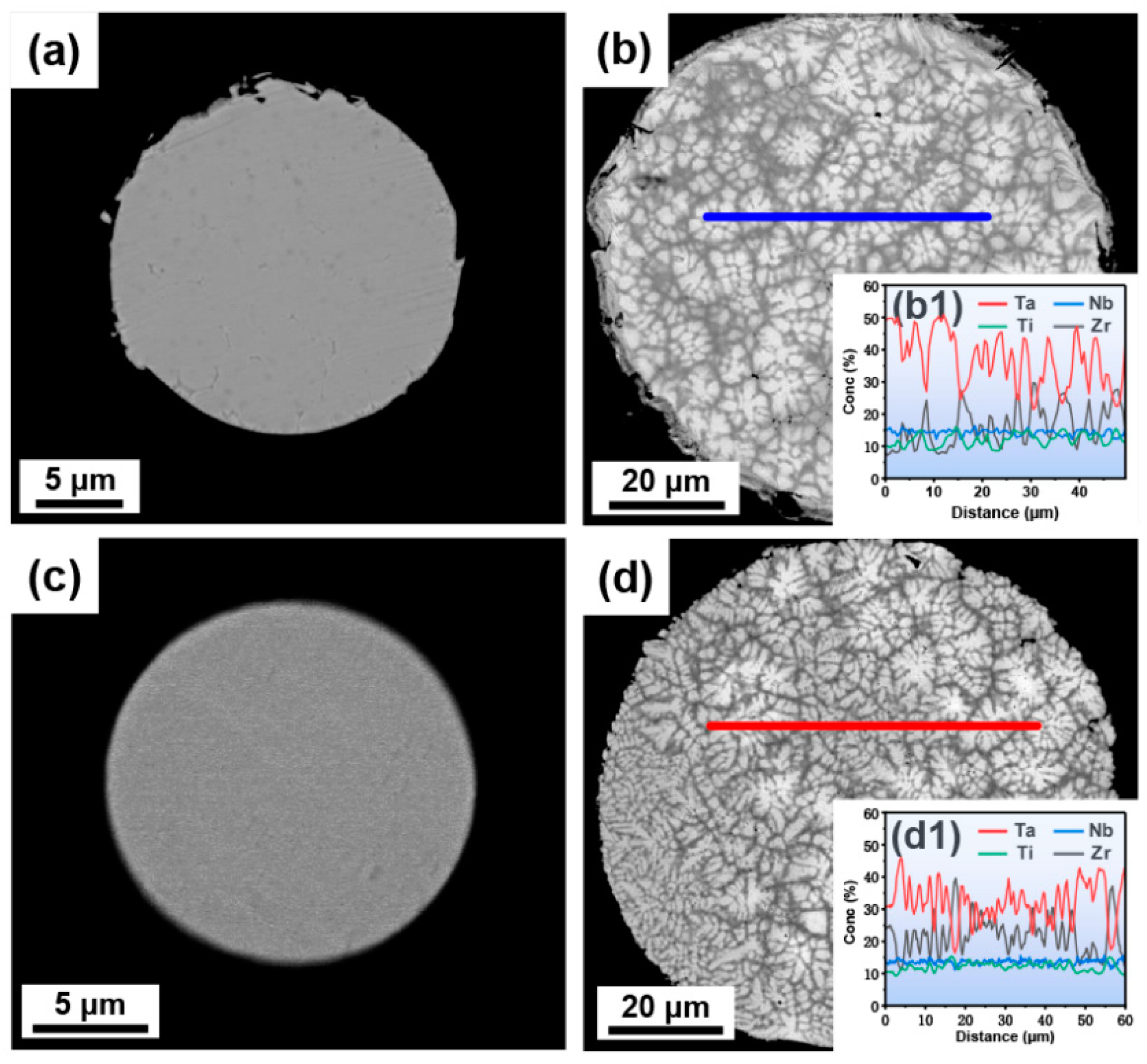
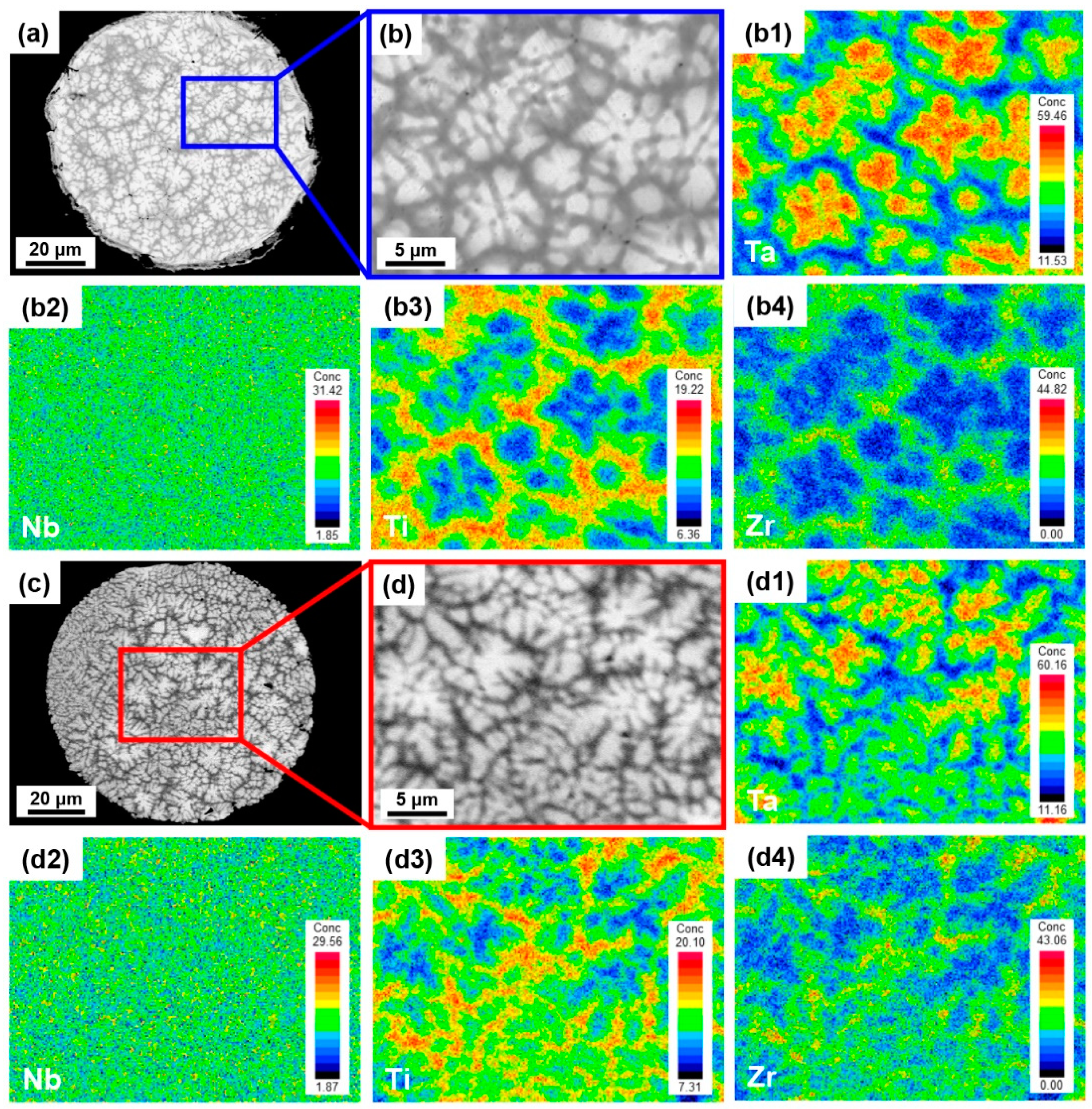
3.2. Characterization of the TaNbTiZr RHEA Powders
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- George, E.P.; Raabe, D.; Ritchie, R.O. High-entropy alloys. Nat. Rev. Mater. 2019, 4, 515–534. [Google Scholar] [CrossRef]
- Baker, I. Interstitial strengthening in fcc metals and alloys. Adv. Powder Mater. 2022, 1, 100034. [Google Scholar] [CrossRef]
- Fu, A.; Liu, B.; Li, Z.; Wang, B.; Cao, Y.; Liu, Y. Dynamic deformation behavior of a FeCrNi medium entropy alloy. J. Mater. Sci. Technol. 2022, 100, 120–128. [Google Scholar] [CrossRef]
- Coury, F.G.; Kaufman, M.; Clarke, A.J. Solid-solution strengthening in refractory high entropy alloys. Acta Mater. 2019, 175, 66–81. [Google Scholar] [CrossRef]
- Fu, A.; Liu, B.; Lu, W.; Liu, B.; Li, J.; Fang, Q.; Li, Z.; Liu, Y. A novel supersaturated medium entropy alloy with superior tensile properties and corrosion resistance. Scr. Mater. 2020, 186, 381–386. [Google Scholar] [CrossRef]
- Lee, C.; Kim, G.; Chou, Y.; Musicó, B.L.; Gao, M.C.; An, K.; Song, G.; Chou, Y.C.; Keppens, V.; Chen, W.; et al. Temperature dependence of elastic and plastic deformation behavior of a refractory high-entropy alloy. Sci. Adv. 2020, 6, eaaz4748. [Google Scholar] [CrossRef]
- Xiong, W.; Guo, A.X.; Zhan, S.; Liu, C.T.; Yeh, J.W.; Cao, S.C. Refractory high-entropy alloys: A focused review of preparation methods and properties. J. Mater. Sci. Technol. 2022, 142, 196–215. [Google Scholar] [CrossRef]
- Ren, X.; Li, Y.; Qi, Y.; Wang, B. Review on Preparation Technology and Properties of Refractory High Entropy Alloys. Materials 2022, 15, 2931. [Google Scholar] [CrossRef]
- Senkov, O.N.; Wilks, G.B.; Miracle, D.B.; Chuang, C.P.; Liaw, P.K. Refractory high-entropy alloys. Intermetallics 2010, 18, 1758–1765. [Google Scholar] [CrossRef]
- Senkov, O.N.; Wilks, G.B.; Scott, J.M.; Miracle, D.B. Mechanical properties of Nb25Mo25Ta25W25 and V20Nb20Mo20Ta20W20 refractory high entropy alloys. Intermetallics 2011, 19, 698–706. [Google Scholar] [CrossRef]
- Senkov, O.N.; Senkova, S.V.; Woodward, C.J.A.M. Effect of aluminum on the microstructure and properties of two refractory high-entropy alloys. Acta Mater. 2014, 68, 214–228. [Google Scholar] [CrossRef]
- Senkov, O.N.; Woodward, C.F. Microstructure and properties of a refractory NbCrMo0.5Ta0.5TiZr alloy. Mater. Sci. Eng. A 2011, 529, 311–320. [Google Scholar] [CrossRef]
- Gorr, B.; Azim, M.; Christ, H.J.; Mueller, T.; Schliephake, D.; Heilmaier, M. Phase equilibria, microstructure, and high temperature oxidation resistance of novel refractory high-entropy alloys. J. Alloys Compd. 2015, 624, 270–278. [Google Scholar] [CrossRef]
- Sun, C.; Guo, Y.; Yang, Z.; Li, J.; Xi, S.; Jie, Z.; Xu, T. Microstructurally stable nanocomposite WTaMoNb/Cu prepared by mechanical alloying and hot pressing sintering. Mater. Lett. 2022, 306, 130894. [Google Scholar] [CrossRef]
- Yang, M.; Shao, L.; Duan, J.M.; Chen, X.T.; Tang, B.Y. Temperature dependence of mechanical and thermodynamic properties of Ti(25+x)Zr25Nb25Ta(25-x) (x ≤ 20) refractory high entropy alloys: Influences of substitution of Ti for Ta. Phys. B 2021, 606, 412851. [Google Scholar] [CrossRef]
- Nguyen, V.T.; Qian, M.; Shi, Z.; Tran, X.Q.; Fabijanic, D.M.; Joseph, J.; Qu, D.D.; Matsumura, S.; Zhang, C.; Zhang, F.; et al. Cuboid-like nanostructure strengthened equiatomic Ti-Zr-Nb-Ta medium entropy alloy. Mater. Sci. Eng. A 2020, 798, 140169. [Google Scholar] [CrossRef]
- Nguyen, V.T.; Qian, M.; Shi, Z.; Song, T.; Huang, L.; Zou, J. A novel quaternary equiatomic Ti-Zr-Nb-Ta medium entropy alloy (MEA). Intermetallics 2018, 101, 39–43. [Google Scholar] [CrossRef]
- Han, C.; Fang, Q.; Shi, Y.; Tor, S.B.; Chua, C.K.; Zhou, K. Recent advances on high-entropy alloys for 3D printing. Adv. Mater. 2020, 32, 1903855. [Google Scholar] [CrossRef]
- Liu, C.; Zhu, K.Y.; Ding, W.W.; Liu, Y.; Chen, G.; Qu, X.H. Additive Manufacturing of Wmotati Refractory High-Entropy Alloy by Employing Fluidised Powders. Powder Metall. 2022, 65, 413–425. [Google Scholar] [CrossRef]
- Zhang, H.; Zhao, Y.; Cai, J.; Ji, S.; Geng, J.; Sun, X.; Li, D. High-strength NbMoTaX refractory high-entropy alloy with low stacking fault energy eutectic phase via laser additive manufacturing. Mater. Des. 2021, 201, 109462. [Google Scholar] [CrossRef]
- Ron, T.; Leon, A.; Popov, V.; Strokin, E.; Eliezer, D.; Shirizly, A.; Aghion, E. Synthesis of Refractory High-Entropy Alloy WTaMoNbV by Powder Bed Fusion Process Using Mixed Elemental Alloying Powder. Materials 2022, 15, 4043. [Google Scholar] [CrossRef] [PubMed]
- Xia, M.; Chen, Y.; Chen, K.; Tong, Y.; Liang, X.; Shen, B. Synthesis of WTaMoNbZr refractory high-entropy alloy powder by plasma spheroidization process for additive manufacturing. J. Alloys Compd. 2022, 917, 165501. [Google Scholar] [CrossRef]
- Na, T.W.; Park, K.B.; Lee, S.Y.; Yang, S.M.; Kang, J.W.; Lee, T.W.; Park, J.M.; Park, K.; Park, H.K. Preparation of spherical TaNbHfZrTi high-entropy alloy powders by a hydrogenation-dehydrogenation reaction and thermal plasma treatment. J. Alloys Compd. 2020, 817, 152757. [Google Scholar] [CrossRef]
- Wei, M.; Chen, S.; Liang, J.; Liu, C. Effect of atomization pressure on the breakup of TA15 titanium alloy powder prepared by EIGA method for laser 3D printing. Vacuum 2017, 143, 185–194. [Google Scholar] [CrossRef]
- Tang, J.; Nie, Y.; Lei, Q.; Li, Y. Characteristics and atomization behavior of Ti-6Al-4V powder produced by plasma rotating electrode process. Adv. Powder Technol. 2019, 30, 2330–2337. [Google Scholar] [CrossRef]
- Ma, X.Z.; Shen, J.; Qi, X.M.; Jia, J. Cooling Rates of Prep Ti48al Alloy. J. Mater. Sci. Technol. 2001, 17, 91–92. [Google Scholar]
- Cui, Y.; Zhao, Y.F.; Numata, H.; Yamanaka, K.; Bian, H.K.; Aoyagi, K.; Chiba, A. Effects of Process Parameters and Cooling Gas on Powder Formation During the Plasma Rotating Electrode Process. Powder Technol. 2021, 393, 301–311. [Google Scholar] [CrossRef]
- Ning, J.; Zhang, H.B.; Chen, S.M.; Zhang, L.J.; Na, S.J. Intensive Laser Repair through Additive Manufacturing of High-Strength Martensitic Stainless Steel Powders (I)-Powder Preparation, Laser Cladding and Microstructures and Properties of Laser-Cladded Metals. J. Mater. Res. Technol. 2021, 15, 5746–5761. [Google Scholar] [CrossRef]
- Xie, B.; Fan, Y.; Zhao, S. Characterization of Ti6Al4V powders produced by different methods for selective laser melting. Mater. Res. Express 2021, 8, 076510. [Google Scholar] [CrossRef]
- Park, K.B.; Park, J.Y.; Do Kim, Y.; Na, T.W.; Mo, C.B.; Choi, J.I.; Choi, J.; Kang, H.S.; Park, H.K. Spark plasma sintering behavior of TaNbHfZrTi high-entropy alloy powder synthesized by hydrogenation-dehydrogenation reaction. Intermetallics 2021, 130, 107077. [Google Scholar] [CrossRef]
- He, W.; Liu, Y.; Tang, H.; Li, Y.; Liu, B.; Liang, X.; Xi, Z. Microstructural characteristics and densification behavior of high-Nb TiAl powder produced by plasma rotating electrode process. Mater. Des. 2017, 132, 275–282. [Google Scholar] [CrossRef]
- Vedovato, G.; Zambon, A.; Ramous, E. A simplified model for gas atomization. Mater. Sci. Eng. A 2001, 304, 235–239. [Google Scholar] [CrossRef]
- Sang, L.; Xu, Y.; Fang, P.; Zhang, H.; Cai, Y.; Liu, X. The influence of cooling rate on the microstructure and phase fraction of gas atomized NiAl3 alloy powders during rapid solidification. Vacuum 2018, 157, 354–360. [Google Scholar] [CrossRef]
- Heringer, R.; Gandin, C.A.; Lesoult, G.; Henein, H. Atomized droplet solidification as an equiaxed growth model. Acta Mater. 2006, 54, 4427–4440. [Google Scholar] [CrossRef]
- Yi, X.; Meng, X.; Cai, W.; Zhao, L. Multi-Stage Martensitic Transformation Behaviors and Microstructural Characteristics of Ti-Ni-Hf High Temperature Shape Memory Alloy Powders. J. Alloys Compd. 2019, 781, 644–656. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, Z.M. Numerical Simulation Study on Cooling of Metal Droplet in Atomizing Gas. Mater. Today Commun. 2020, 25, 101423. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Element | Ta (at%) | Nb (at%) | Ti (at%) | Zr (at%) | O (ppm) | N (ppm) | C (ppm) | H (ppm) |
|---|---|---|---|---|---|---|---|---|---|
| Nominal | 25.00 | 25.00 | 25.00 | 25.00 | |||||
| EIGAed | Actual | 25.12 | 24.14 | 25.48 | 25.26 | 845 | 124 | 150 | 12 |
| PREPed | Actual | 25.19 | 24.49 | 24.55 | 25.77 | 777 | 17 | 53 | 17 |
| Alloys | Preparation Methods | O (ppm) | Ref |
|---|---|---|---|
| WTaMoNbZr | Melting + Hydrogenation + Crushing + Spheroidization | 1678 | [22] |
| TaNbHfZrTi | Melting + Hydrogenation + Dehydrogenation | 1770 | [30] |
| TaNbHfZrTi | Melting + Hydrogenation + Dehydrogenation + Spheroidization | 1650 | [23] |
| TaNbTiZr | CCLM + EIGA | 845 | This work |
| TaNbTiZr | CCLM + PREP | 777 | This work |
| Parameters | Symbol | Value |
|---|---|---|
| Specific heat capacity (TaNbTiZr) | Cd | 0.23 J g−1 K−1 |
| Droplet density (TaNbTiZr) | ρd | 8.91 g cm−3 |
| Droplet temperature | Td | 2547.15 K |
| Argon temperature | Tg | 298.15 K |
| Argon thermal conductivity | kg | 3.55 × 10−2 W m−1 K−1 |
| Argon density | ρg | 9.7 × 10−4 g cm−3 |
| Argon specific heat capacity per unit mass | Cpg | 5.21 × 10−1 J g−1 K−1 |
| Argon viscosity | yg | 4.62 × 10−4 g cm−1 s−1 |
| Electrode diameter | d | 50 mm |
| Electrode rotation speed | r | 20,000 rpm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, S.; Fu, A.; Xie, Z.; Liao, T.; Cao, Y.; Liu, B. Preparation and Microstructure of High-Activity Spherical TaNbTiZr Refractory High-Entropy Alloy Powders. Materials 2023, 16, 791. https://doi.org/10.3390/ma16020791
Gao S, Fu A, Xie Z, Liao T, Cao Y, Liu B. Preparation and Microstructure of High-Activity Spherical TaNbTiZr Refractory High-Entropy Alloy Powders. Materials. 2023; 16(2):791. https://doi.org/10.3390/ma16020791
Chicago/Turabian StyleGao, Shenghan, Ao Fu, Zhonghao Xie, Tao Liao, Yuankui Cao, and Bin Liu. 2023. "Preparation and Microstructure of High-Activity Spherical TaNbTiZr Refractory High-Entropy Alloy Powders" Materials 16, no. 2: 791. https://doi.org/10.3390/ma16020791