
High-Strength Ductility Joining of Multicomponent Alloy to 304 Stainless Steel Using Laser Welding Technique

Abstract
:1. Introduction
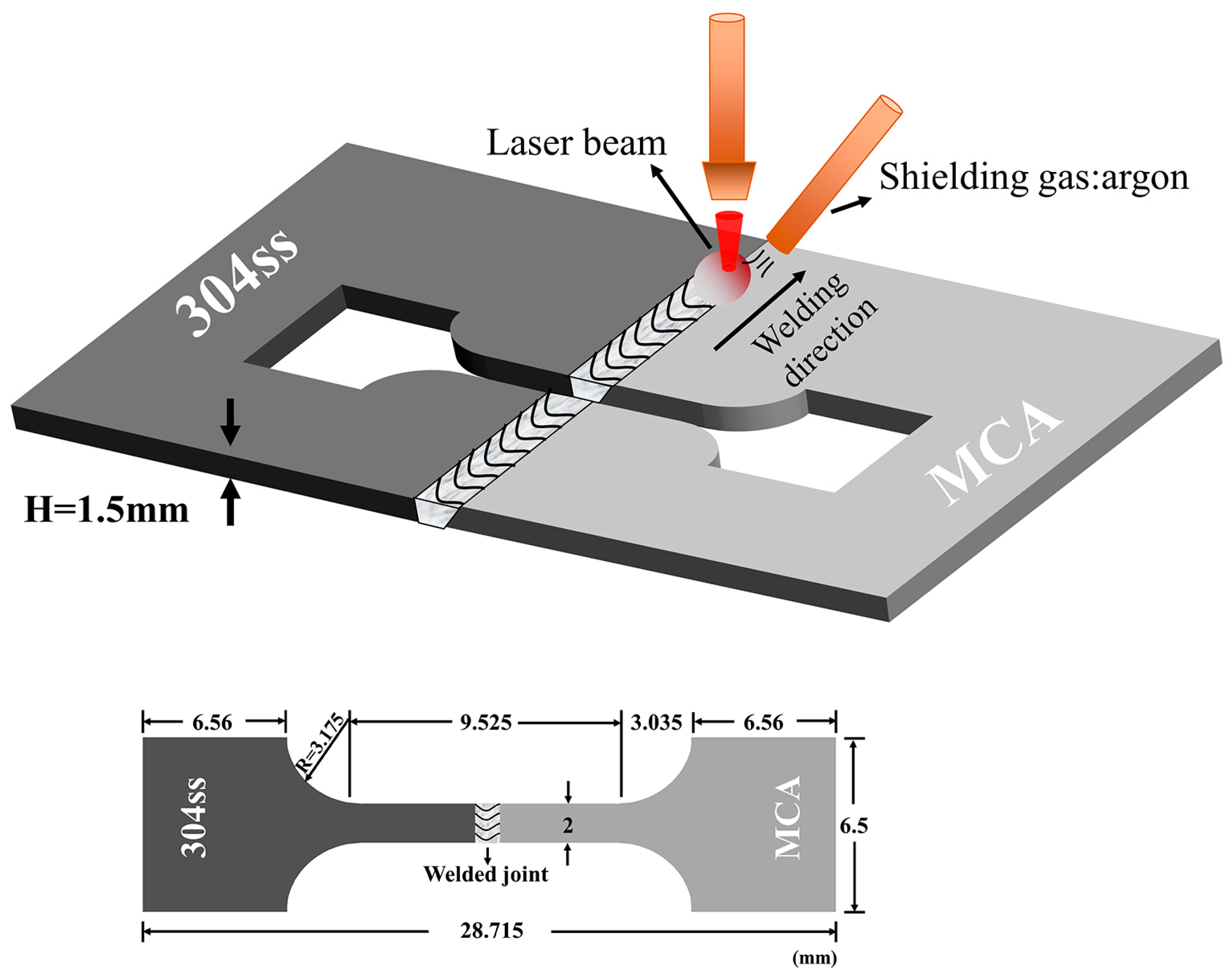
2. Materials and Methods
3. Results and Discussion
3.1. Microstructural Evolution during the Welding Process
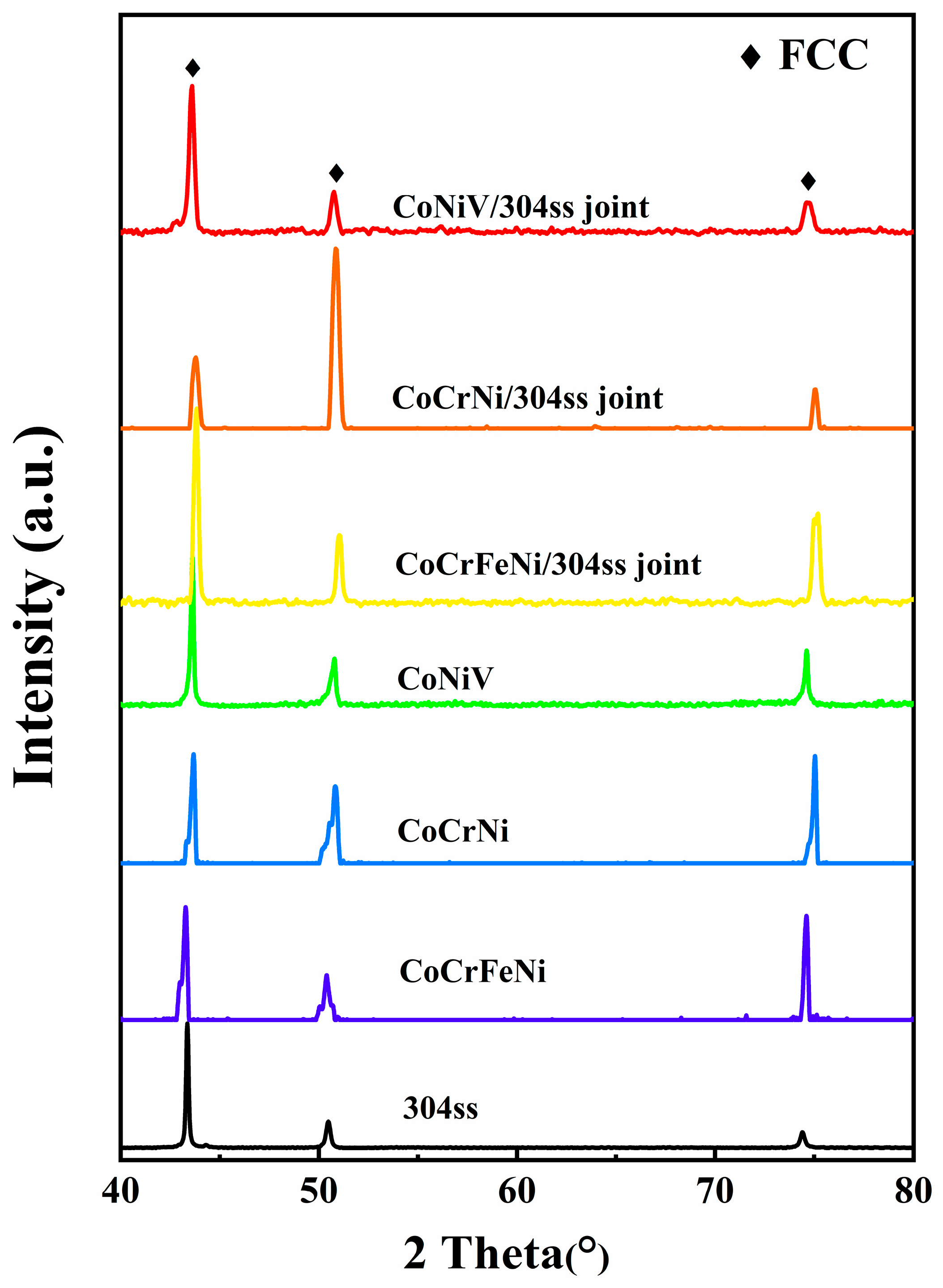
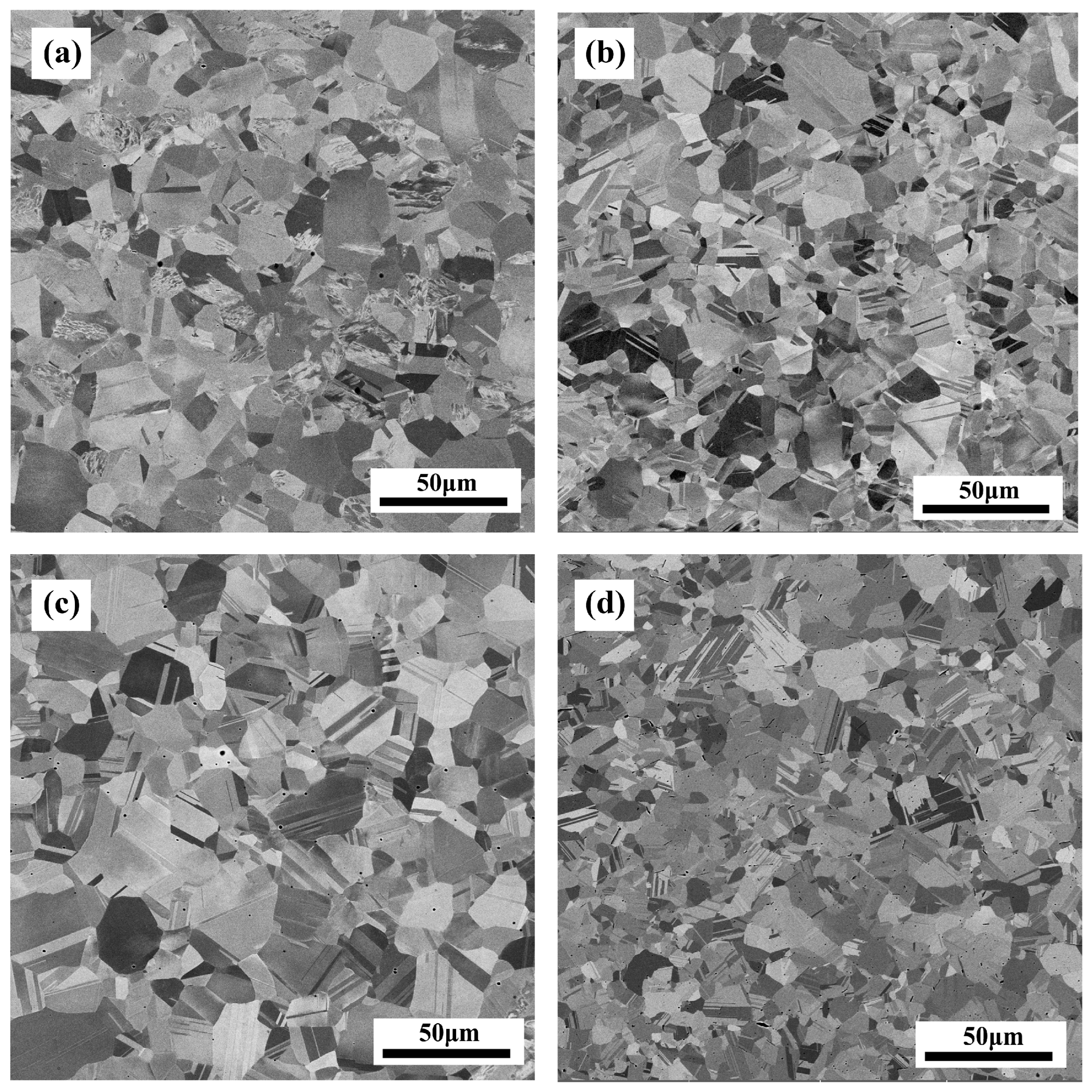
3.1.1. Characterization of Basic Microstructure before Welding and Constituent Phases of Base Metals
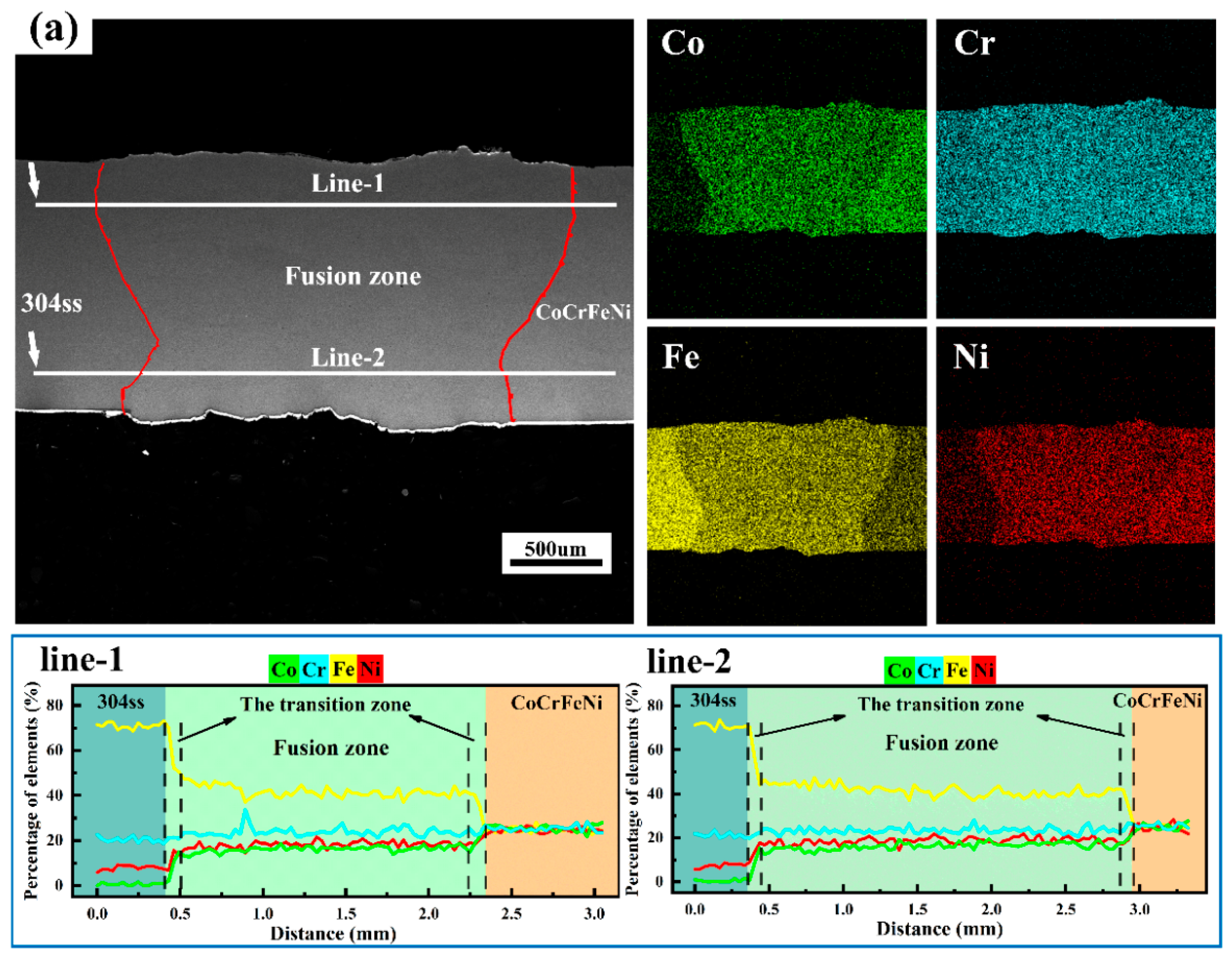
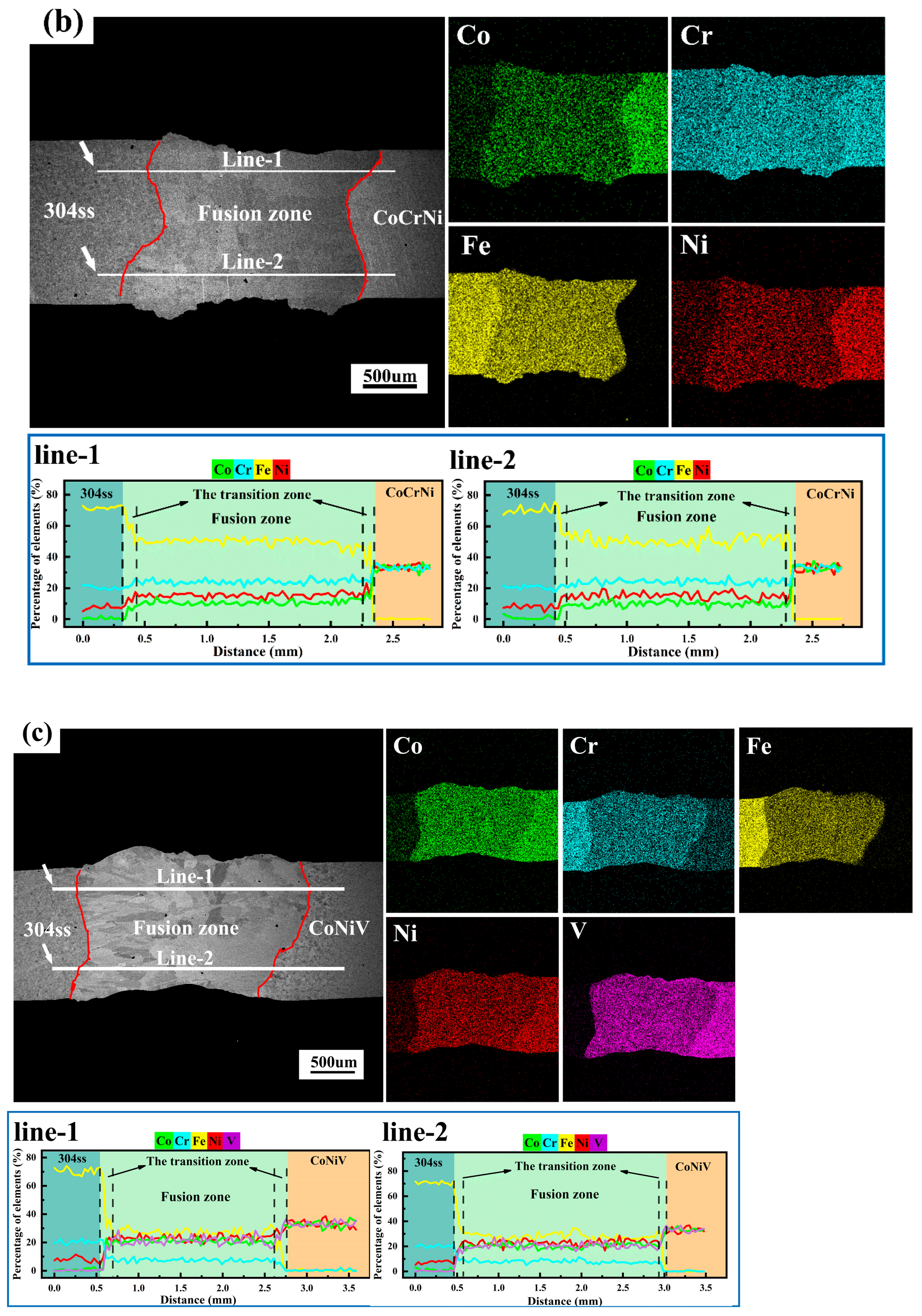
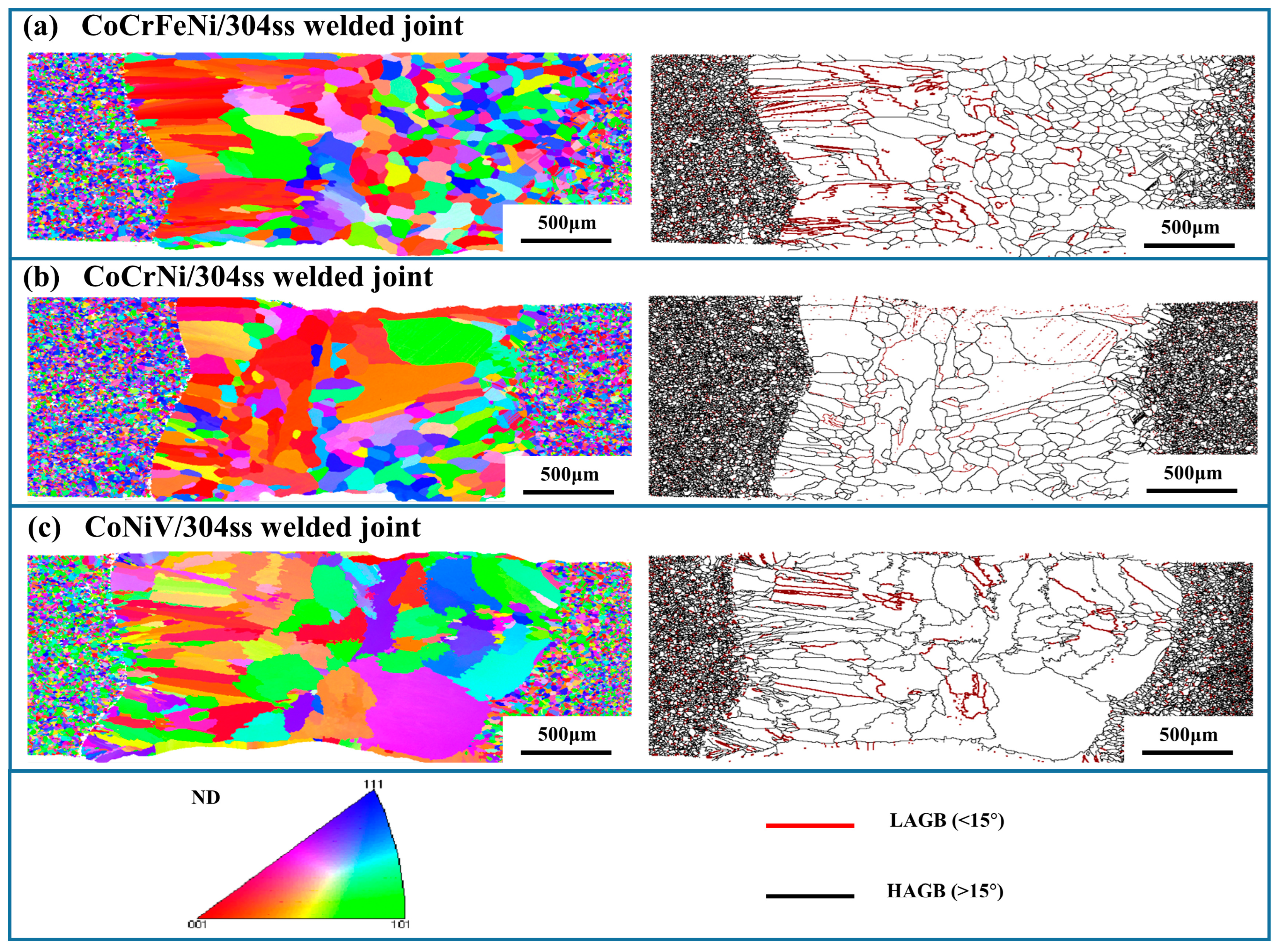
3.1.2. Analysis of Microstructural Characteristics and Element Distribution after Welding
3.2. Mechanical Properties and Fracture Mechanism of Welded Joints
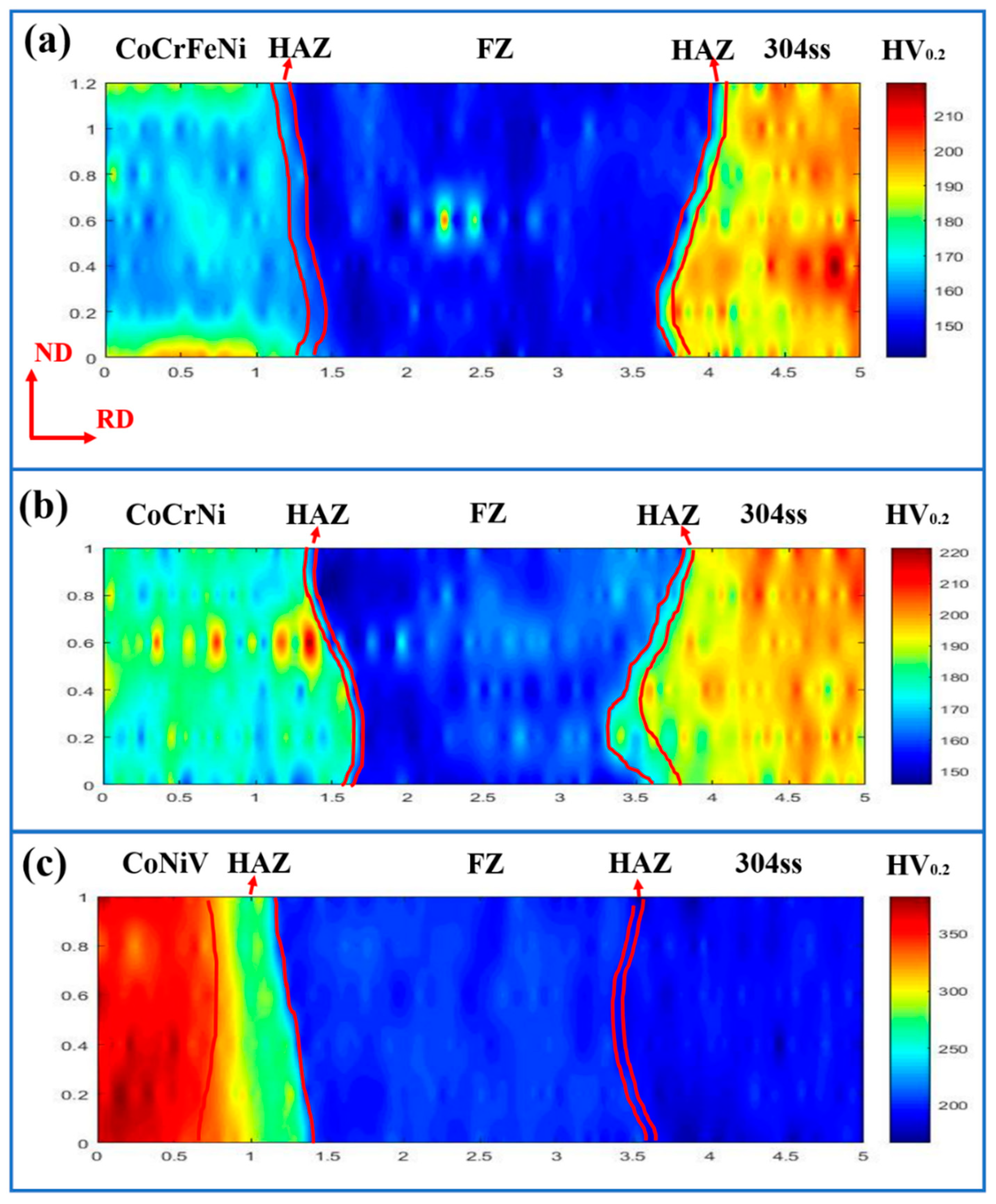
3.2.1. Comparison of Microhardness Distribution in As-Welded Samples
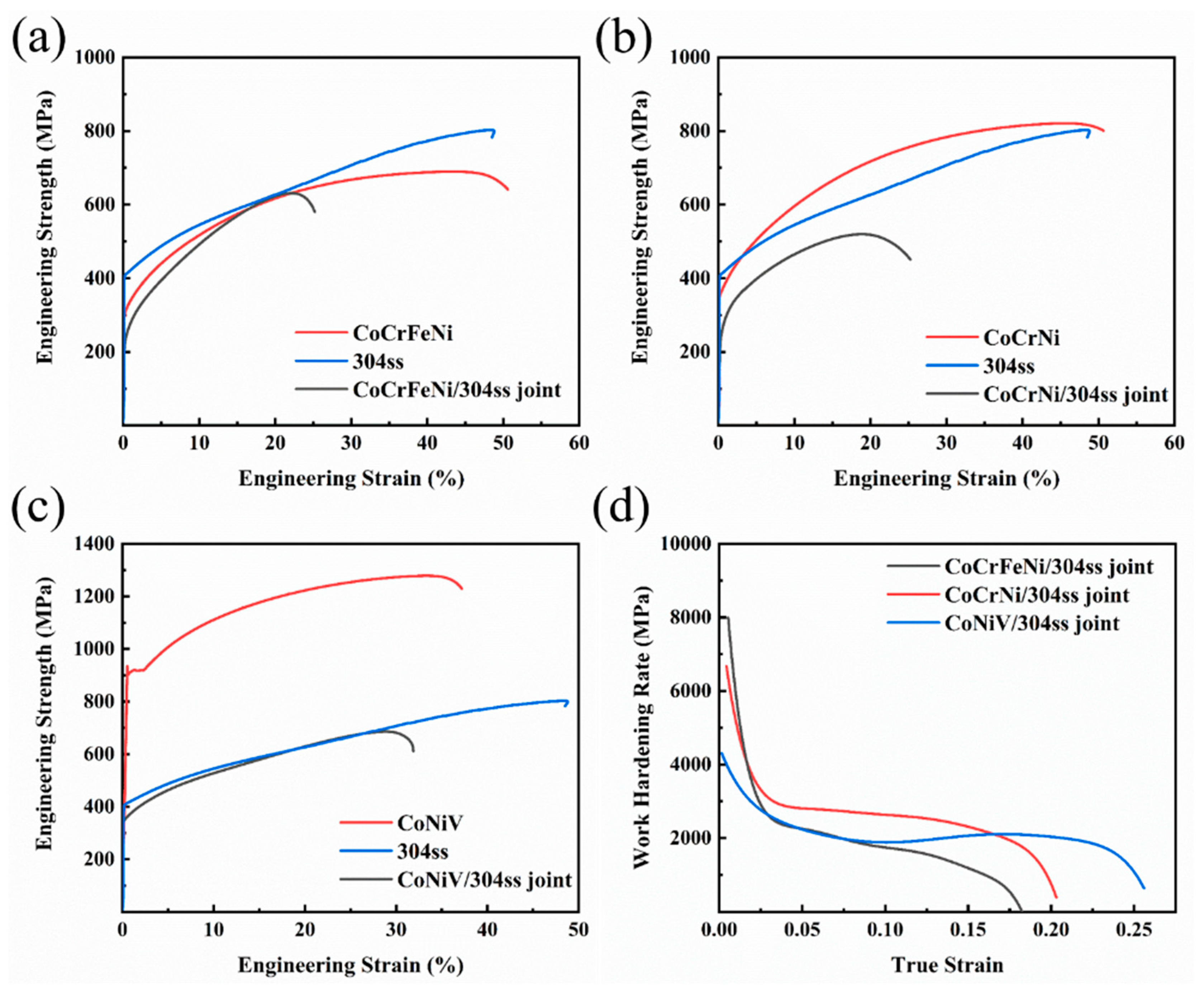
3.2.2. Mechanical Behavior of Welded Joints in Macroscale
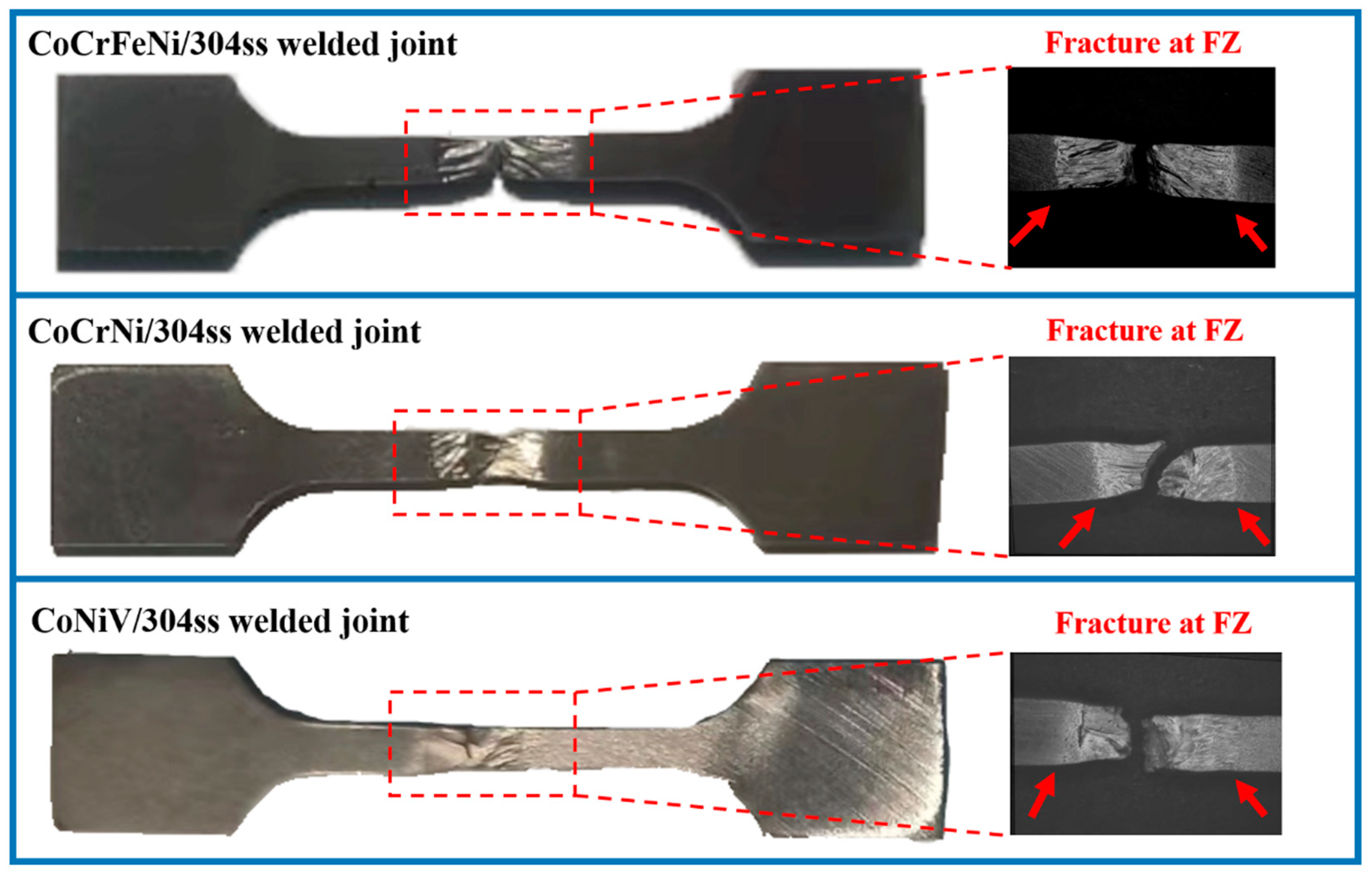
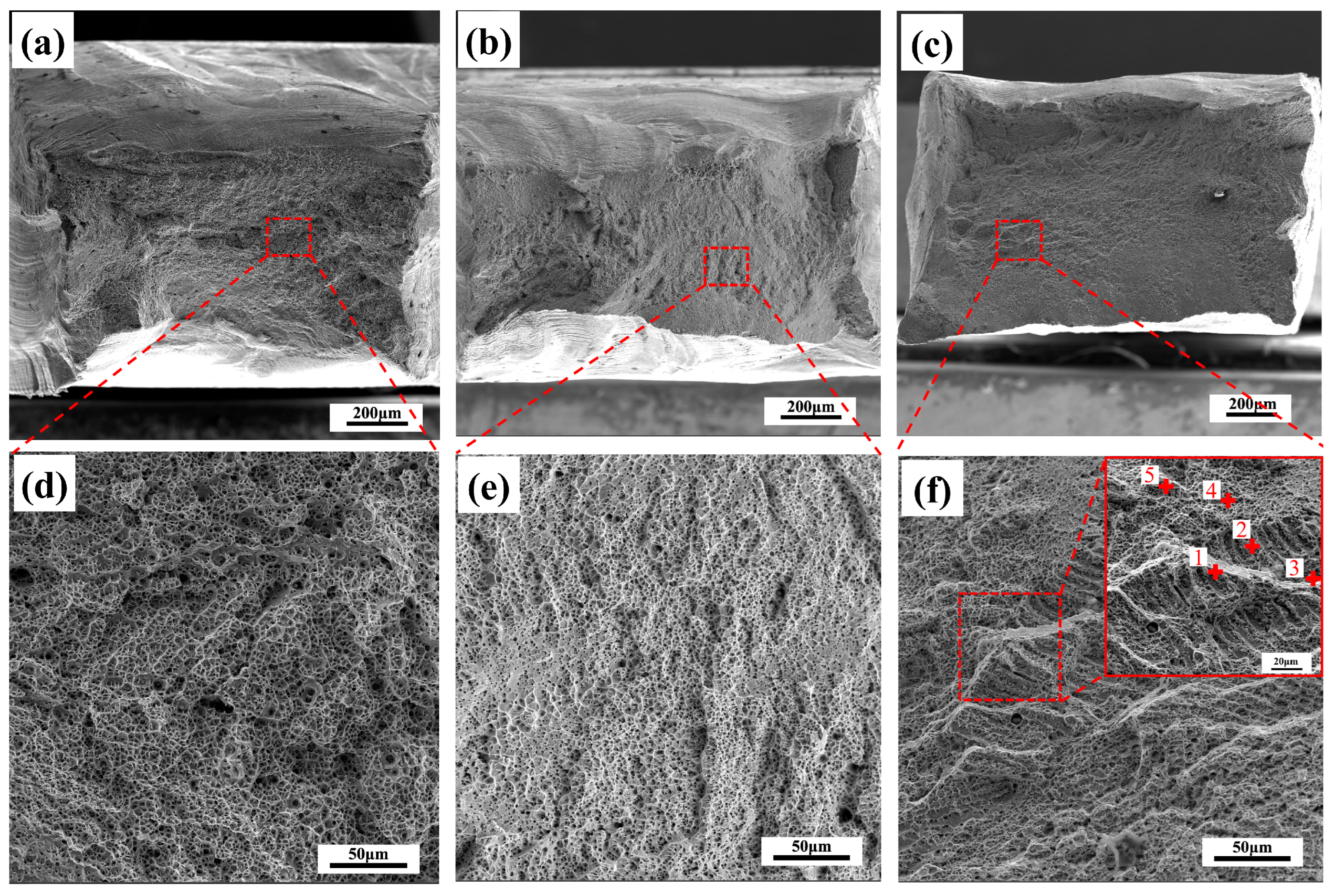
3.2.3. Analysis of Fracture Feature in As-Welded Samples
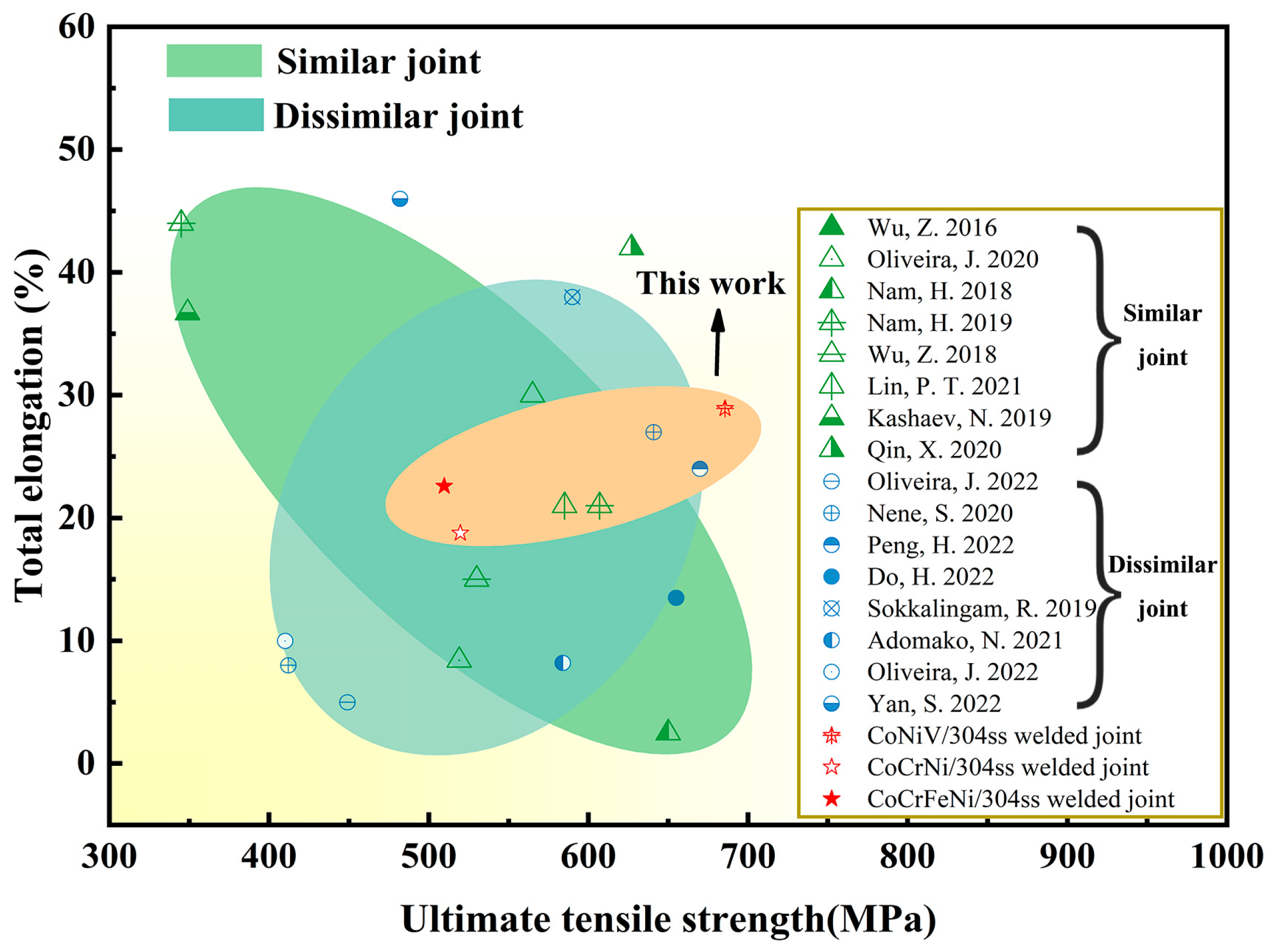
3.3. Comparison and Evaluation of Strength-Ductility Synergy of Welded Joints
4. Conclusions
- All of the dissimilar laser welded MCA/304ss possessed defect-free joints accompanied by a fusion zone consisting of fcc single-phase. Concurrently, homogeneous element distribution was obtained throughout the fusion zone with a narrow element gradient existing in the vicinity of the fusion zone boundary.
- The grain of the fusion zone mainly displayed equiaxed morphology on the side of MCA, while a coarse columnar grain was obtained on the side of 304ss. In particular, the columnar grains of the fusion zone on the side of 304ss disclosed preferential <001> growth direction in the CoCrFeNi/304ss and CoCrNi/304ss welded joints.
- The dissimilar laser welded joints were all fractured in the fusion zone due to the drastic loss of strength in the fusion zone possessing coarsened grain. It is worth noting that the lamellar structure that merged by dimples was observed in the fracture surface of the CoNiV/304ss joint and can be associated with the existence of a V-enriched region that deformed at the latter part of the tensile process.
- The optimal mechanical properties were obtained by laser welding the CoNiV alloy to 304ss, which presented YS of 338 MPa, UTS of 686 MPa, and TEL of 28.9%. This high strength-ductility synergy prevailed the distinct potential of the laser welded CoNiV/304ss joint to act as an excellent candidate for industrial structure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wu, Z.; Bei, H.; Otto, F.; Pharr, G.; George, E. Recovery, recrystallization, grain growth and phase stability of a family of FCC-structured multi-component equiatomic solid solution alloys. Intermetallics 2014, 46, 131–140. [Google Scholar] [CrossRef]
- Gludovatz, B.; Hohenwarter, A.; Catoor, D.; Chang, E.; George, E.; Ritchie, R. A fracture-resistant high-entropy alloy for cryogenic applications. Science 2014, 345, 1153–1158. [Google Scholar] [CrossRef] [Green Version]
- Gludovatz, B.; Hohenwarter, A.; Thurston, K.; Bei, H.; Wu, Z.; George, E.; Ritchie, R. Exceptional damage-tolerance of a medium-entropy alloy CrCoNi at cryogenic temperatures. Nat. Commun. 2016, 7, 10602. [Google Scholar] [CrossRef] [PubMed]
- Wu, Z.; Gao, Y.; Bei, H. Single crystal plastic behavior of a single-phase, face-center-cubic-structured, equiatomic FeNiCrCo alloy. Scr. Mater. 2015, 109, 108–112. [Google Scholar] [CrossRef] [Green Version]
- Qi, W.; Wang, W.; Yang, X.; Zhang, G.; Ye, W.; Su, Y.; Li, Y.; Chen, S. Effects of Al and Ti co-doping on the strength-ductility- corrosion resistance of CoCrFeNi-AlTi high-entropy alloys. J. Alloy. Compd. 2022, 925, 166751. [Google Scholar] [CrossRef]
- Lam, T.-N.; Chin, H.-H.; Zhang, X.; Feng, R.; Wang, H.; Chiang, C.-Y.; Lee, S.; Kawasaki, T.; Harjo, S.; Liaw, P.; et al. Tensile overload-induced texture effects on the fatigue resistance of a CoCrFeMnNi high-entropy alloy. Acta Mater. 2023, 245, 118585. [Google Scholar] [CrossRef]
- Yeh, J.-W.; Chen, S.-K.; Lin, S.-J.; Gan, J.-Y.; Chin, T.-S.; Shun, T.-T.; Tsau, C.-H.; Chang, S.-Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Ye, Y.; Wang, Q.; Lu, J.; Liu, C.; Yang, Y. High-entropy alloy: Challenges and prospects. Mater. Today 2016, 19, 349–362. [Google Scholar] [CrossRef]
- Oh, H.; Kim, S.; Odbadrakh, K.; Ryu, W.; Yoon, K.; Mu, S.; Körmann, F.; Ikeda, Y.; Tasan, C.; Raabe, D.; et al. Engineering atomic-level complexity in high-entropy and complex concentrated alloys. Nat. Commun. 2019, 10, 2090. [Google Scholar] [CrossRef] [Green Version]
- Chen, Z.; Wang, B.; Duan, B.; Zhang, X. Mechanical properties and microstructure of laser welded FeCoNiCrMn high-entropy alloy. Mater. Lett. 2020, 262, 127060. [Google Scholar] [CrossRef]
- Zhu, Z.; Yan, S.; Chen, H.; Gou, G. Unprecedented combination of strength and ductility in laser welded NiCoCr medium entropy alloy joints. Mater. Sci. Eng. A 2021, 803, 140501. [Google Scholar] [CrossRef]
- Wu, Z.; David, S.; Feng, Z.; Bei, H. Weldability of a high entropy CrMnFeCoNi alloy. Scr. Mater. 2016, 124, 81–85. [Google Scholar] [CrossRef] [Green Version]
- Peng, H.; Baker, I.; Yi, Y.; Hu, L.; Fang, W.; Li, L.; Luo, B.; Luo, Z. Dissimilar electron beam welding of the medium-entropy alloy (NiCoCr)94Al3Ti3 to 304 stainless steel. Scr. Mater. 2022, 214, 114659. [Google Scholar] [CrossRef]
- Do, H.; Asadi, S.; Park, N. Microstructural and mechanical properties of dissimilar friction stir welded CoCrFeMnNi high entropy alloy to STS304 stainless steel. Mater. Sci. Eng. A 2022, 840, 142979. [Google Scholar] [CrossRef]
- Yan, S.; Zhou, H.; Zhu, Z.; Fu, Y.; Tian, J. High strength-ductility synergy in a laser welded dissimilar joint of CrCoNi medium-entropy alloy and stainless steel. Mater. Sci. Eng. A 2022, 840, 142854. [Google Scholar] [CrossRef]
- Wu, B.; Yu, W.; Hu, Z.; Sun, X. Microstructural evolution and mechanical properties in the self-propagating brazing joint of Al0.1CoCrFeNi HEAs and 304 SS using reactive multilayer nanofoils. Mater. Charact. 2022, 196, 112572. [Google Scholar] [CrossRef]
- Oliveira, J.; Shen, J.; Zeng, Z.; Park, J.; Choi, Y.; Schell, N.; Maawad, E.; Zhou, N.; Kim, H. Dissimilar laser welding of a CoCrFeMnNi high entropy alloy to 316 stainless steel. Scr. Mater. 2022, 206, 114219. [Google Scholar] [CrossRef]
- Asgari, S.; El-Danaf, E.; Kalidindi, S.; Doherty, R. Strain hardening regimes and microstructural evolution during large strain compression of low stacking fault energy fcc alloys that form deformation twins. Metall. Mater. Trans. A 1997, 28, 1781–1795. [Google Scholar] [CrossRef]
- Liu, S.; Wu, Y.; Wang, H.; He, J.; Liu, J.; Chen, C.; Liu, X.; Wang, H.; Lu, Z. Stacking fault energy of face-centered-cubic high entropy alloys. Intermetallics 2018, 93, 269–273. [Google Scholar] [CrossRef]
- Marya, M.; Edwards, G. Factors controlling the magnesium weld morphology in deep penetration welding by a CO2 laser. J. Mater. Eng. Perform. 2001, 10, 435–443. [Google Scholar] [CrossRef]
- Matsunawa, A.; Kim, J.-D.; Seto, N.; Mizutani, M.; Katayama, S. Dynamics of keyhole and molten pool in laser welding. J. Laser Appl. 1998, 10, 247–254. [Google Scholar] [CrossRef]
- Gao, Z.; Jiang, P.; Mi, G.; Cao, L.; Liu, W. Investigation on the weld bead profile transformation with the keyhole and molten pool dynamic behavior simulation in high power laser welding. Int. J. Heat Mass Transf. 2018, 116, 1304–1313. [Google Scholar] [CrossRef]
- Torkamany, M.; Ghaini, F.M.; Poursalehi, R. An insight to the mechanism of weld penetration in dissimilar pulsed laser welding of niobium and Ti–6Al–4V. Opt. Laser Technol. 2016, 79, 100–107. [Google Scholar] [CrossRef]
- Adomako, N.; Shin, G.; Park, N.; Park, K.; Kim, J. Laser dissimilar welding of CoCrFeMnNi-high entropy alloy and duplex stainless steel. J. Mater. Sci. Technol. 2021, 85, 95–105. [Google Scholar] [CrossRef]
- Zhan, X.; Zhang, J.; Wang, J.; Wang, L.; Li, X.; Zhao, Y. Microstructure characteristics and mechanical properties of fiber-diode hybrid laser welded 304 austenitic stainless steel. Mater. Sci. Eng. A 2022, 854, 143884. [Google Scholar] [CrossRef]
- Oliveira, J.; Shamsolhodaei, A.; Shen, J.; Lopes, J.; Gonçalves, R.; de Brito Ferraz, M.; Piçarra, L.; Zeng, Z.; Schell, N.; Zhou, N.; et al. Improving the ductility in laser welded joints of CoCrFeMnNi high entropy alloy to 316 stainless steel. Mater. Des. 2022, 219, 110717. [Google Scholar] [CrossRef]
- Jin, K.; Bei, H. Physical Properties of High Entropy Alloys. In Encyclopedia of Materials: Metals and Alloys; Caballero, F.G., Ed.; Elsevier: Oxford, UK, 2022; pp. 474–483. [Google Scholar]
- Attar, M.A.; Ghoreishi, M.; Beiranvand, Z.M. Prediction of weld geometry, temperature contour and strain distribution in disk laser welding of dissimilar joining between copper & 304 stainless steel. Optik 2020, 219, 165288. [Google Scholar]
- Zheng, W.; Dong, Z.; Wei, Y.; Song, K.; Guo, J.; Wang, Y. Phase field investigation of dendrite growth in the welding pool of aluminum alloy 2A14 under transient conditions. Comput. Mater. Sci. 2014, 82, 525–530. [Google Scholar] [CrossRef]
- Pinto, H.; Corpas, M.; Guio, J.; Pyzalla, A.; Jahn, A.; Standfuß, J. Microstructure and Residual Stress Formation in Induction-Assisted Laser Welding of the Steel S690QL. Steel Res. Int. 2009, 80, 39–49. [Google Scholar]
- Wu, Y.; Cai, Y.; Chen, X.; Wang, T.; Si, J.; Wang, L.; Wang, Y.; Hui, X. Phase composition and solid solution strengthening effect in TiZrNbMoV high-entropy alloys. Mater. Des. 2015, 83, 651–660. [Google Scholar] [CrossRef]
- Derevyagina, L.; Gordienko, A.; Orishich, А.; Malikov, A.; Surikova, N.; Volochaev, M. Microstructure of intercritical heat affected zone and toughness of microalloyed steel laser welds. Mater. Sci. Eng. A 2020, 770, 138522. [Google Scholar] [CrossRef]
- Chen, S.; Liu, Q.; He, T.; Lei, G. Inhomogeneity of microstructure and mechanics of laser welded CoCrFeNiAl0.3 high entropy alloy. Mater. Lett. 2021, 301, 130269. [Google Scholar] [CrossRef]
- Loureiro, A. Effect of heat input on plastic deformation of undermatched welds. J. Mater. Process. Technol. 2002, 128, 240–249. [Google Scholar] [CrossRef] [Green Version]
- Du, J.; Li, J.; Feng, Y.; Ning, J.; Liu, S.; Zhang, F. Effect of layered heterogeneous microstructure design on the mechanical behavior of medium carbon steel. Mater. Des. 2022, 221, 110953. [Google Scholar] [CrossRef]
- Wu, Z.; David, S.; Leonard, D.; Feng, Z.; Bei, H. Microstructures and mechanical properties of a welded CoCrFeMnNi high-entropy alloy. Sci. Technol. Weld. Join. 2018, 23, 585–595. [Google Scholar] [CrossRef]
- Yin, B.; Maresca, F.; Curtin, W. Vanadium is an optimal element for strengthening in both fcc and bcc high-entropy alloys. Acta Mater. 2020, 188, 486–491. [Google Scholar] [CrossRef]
- Oliveira, J.; Curado, T.; Zeng, Z.; Lopes, J.; Rossinyol, E.; Park, J.; Schell, N.; Fernandes, F.B.; Kim, H. Gas tungsten arc welding of as-rolled CrMnFeCoNi high entropy alloy. Mater. Des. 2020, 189, 108505. [Google Scholar] [CrossRef]
- Nam, H.; Park, C.; Kim, C.; Kim, H.; Kang, N. Effect of post weld heat treatment on weldability of high entropy alloy welds. Sci. Technol. Weld. Join. 2018, 23, 420–427. [Google Scholar] [CrossRef]
- Nam, H.; Park, C.; Moon, J.; Na, Y.; Kim, H.; Kang, N. Laser weldability of cast and rolled high-entropy alloys for cryogenic applications. Mater. Sci. Eng. A 2019, 742, 224–230. [Google Scholar] [CrossRef]
- Nene, S.; Gupta, S.; Morphew, C.; Mishra, R. Friction stir butt welding of a high strength Al-7050 alloy with a metastable transformative high entropy alloy. Materialia 2020, 11, 100740. [Google Scholar] [CrossRef]
- Lin, P.-T.; Liu, H.-C.; Hsieh, P.-Y.; Wei, C.-Y.; Tsai, C.-W.; Sato, Y.; Chen, S.-C.; Yen, H.-W.; Lu, N.-H.; Chen, C.-H. Heterogeneous structure-induced strength-ductility synergy by partial recrystallization during friction stir welding of a high-entropy alloy. Mater. Des. 2021, 197, 109238. [Google Scholar] [CrossRef]
- Qin, X.; Xu, Y.; Sun, Y.; Fujii, H.; Zhu, Z.; Shek, C. Effect of process parameters on microstructure and mechanical properties of friction stir welded CoCrFeNi high entropy alloy. Mater. Sci. Eng. A 2020, 782, 139277. [Google Scholar] [CrossRef]
- Kashaev, N.; Ventzke, V.; Petrov, N.; Horstmann, M.; Zherebtsov, S.; Shaysultanov, D.; Sanin, V.; Stepanov, N. Fatigue behaviour of a laser beam welded CoCrFeNiMn-type high entropy alloy. Mater. Sci. Eng. A 2019, 766, 138358. [Google Scholar] [CrossRef]
- Sokkalingam, R.; Muthupandi, V.; Sivaprasad, K.; Prashanth, K. Dissimilar welding of Al0.1CoCrFeNi high-entropy alloy and AISI304 stainless steel. J. Mater. Res. 2019, 34, 2683–2694. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base Metal | Chemical Composition (at.%) | Grain Size (μm) | ||||||
|---|---|---|---|---|---|---|---|---|
| Fe | Ni | Co | Cr | V | C | Bal. | ||
| 304ss | 69.2 | 7.4 | - | 18.9 | - | 0.36 | 4.14 | 16.2 |
| CoCrFeNi | 25 | 25 | 25 | 25 | - | - | - | 14.2 |
| CoCrNi | - | 33.3 | 33.3 | 33.3 | - | - | - | 15.7 |
| CoNiV | - | 33.3 | 33.3 | - | 33.3 | - | - | 12.3 |
| Base Material | Fusion Zone of Welding Joint | ||||||
|---|---|---|---|---|---|---|---|
| 304ss | CoCrFeNi | CoCrNi | CoNiV | CoCrFeNi/304ss | CoCrNi/304ss | CoNiV/304ss | |
| HV | 197 | 166 | 179 | 353 | 152 | 158 | 203 |
| Sample | YS (MPa) | UTS (MPa) | TEL (%) |
|---|---|---|---|
| 304ss | 407 | 803 | 48.4 |
| CoCrFeNi | 315 | 690 | 43.0 |
| CoCrNi | 372 | 821 | 45.9 |
| CoNiV | 906 | 1279 | 33.2 |
| CoCrFeNi/304ss joint | 237 | 510 | 22.6 |
| CoCrNi/304ss joint | 252 | 520 | 18.8 |
| CoNiV/304ss joint | 338 | 686 | 28.9 |
| Position. | Chemical Composition (at.%) | ||||
|---|---|---|---|---|---|
| Fe | Ni | Co | Cr | V | |
| 1 | 7.16 | 27.23 | 29.58 | 2.01 | 34.03 |
| 2 | 9.14 | 25.92 | 28.01 | 2.75 | 34.18 |
| 3 | 2.69 | 24.02 | 25.51 | 0.99 | 46.80 |
| 4 | 15.98 | 26.41 | 25.38 | 4.47 | 27.76 |
| 5 | 20.57 | 23.83 | 22.86 | 6.1 | 26.64 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Peng, F.; Zhou, L.; Luo, Y.; Zhang, W.; Wu, Z. High-Strength Ductility Joining of Multicomponent Alloy to 304 Stainless Steel Using Laser Welding Technique. Materials 2023, 16, 2374. https://doi.org/10.3390/ma16062374
Wang J, Peng F, Zhou L, Luo Y, Zhang W, Wu Z. High-Strength Ductility Joining of Multicomponent Alloy to 304 Stainless Steel Using Laser Welding Technique. Materials. 2023; 16(6):2374. https://doi.org/10.3390/ma16062374
Chicago/Turabian StyleWang, Junjie, Fei Peng, Li Zhou, Yajun Luo, Weidong Zhang, and Zhenggang Wu. 2023. "High-Strength Ductility Joining of Multicomponent Alloy to 304 Stainless Steel Using Laser Welding Technique" Materials 16, no. 6: 2374. https://doi.org/10.3390/ma16062374