
Fabricating Inner Channels in Laser Additive Manufacturing Process via Thin-Plate-Preplacing Method



Abstract
:1. Introduction
2. Materials and Methods
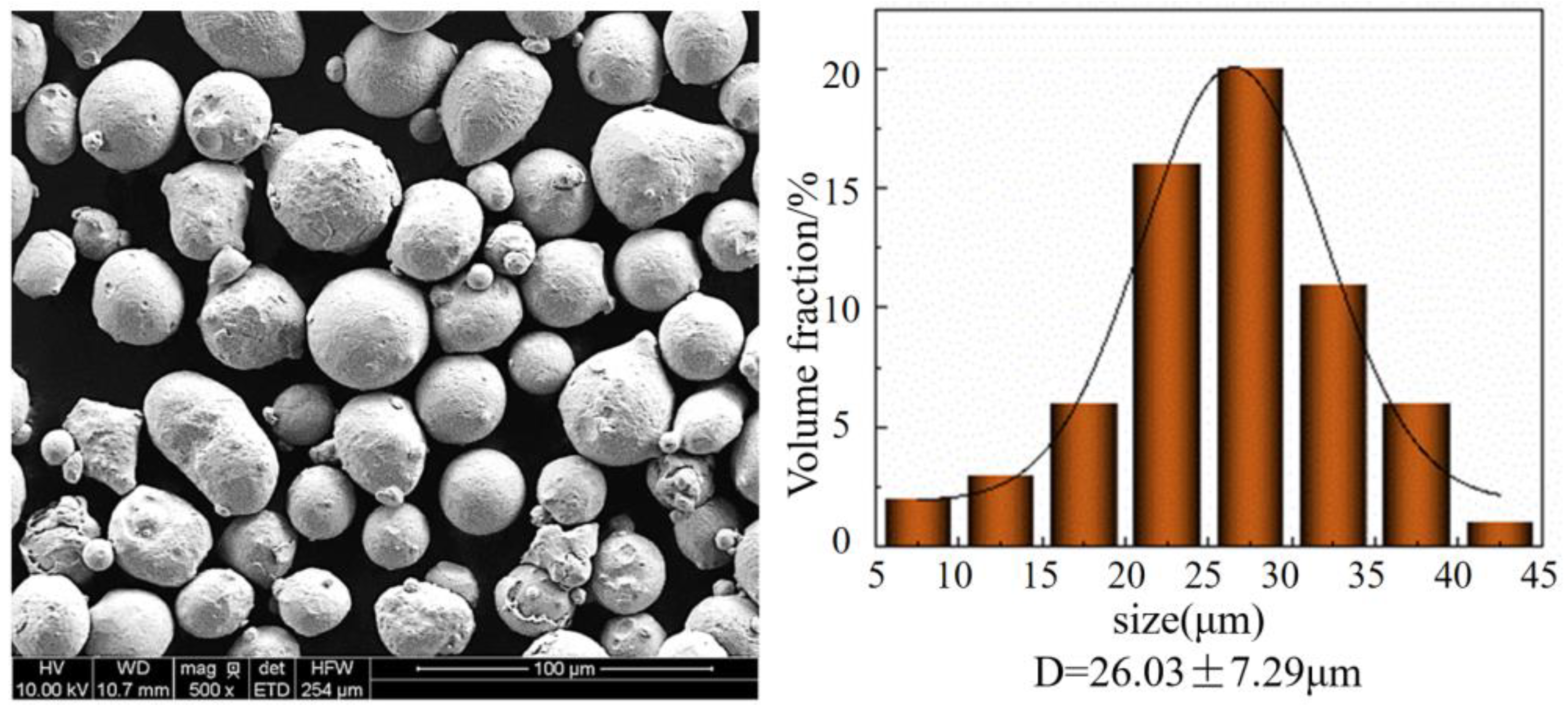
2.1. Materials
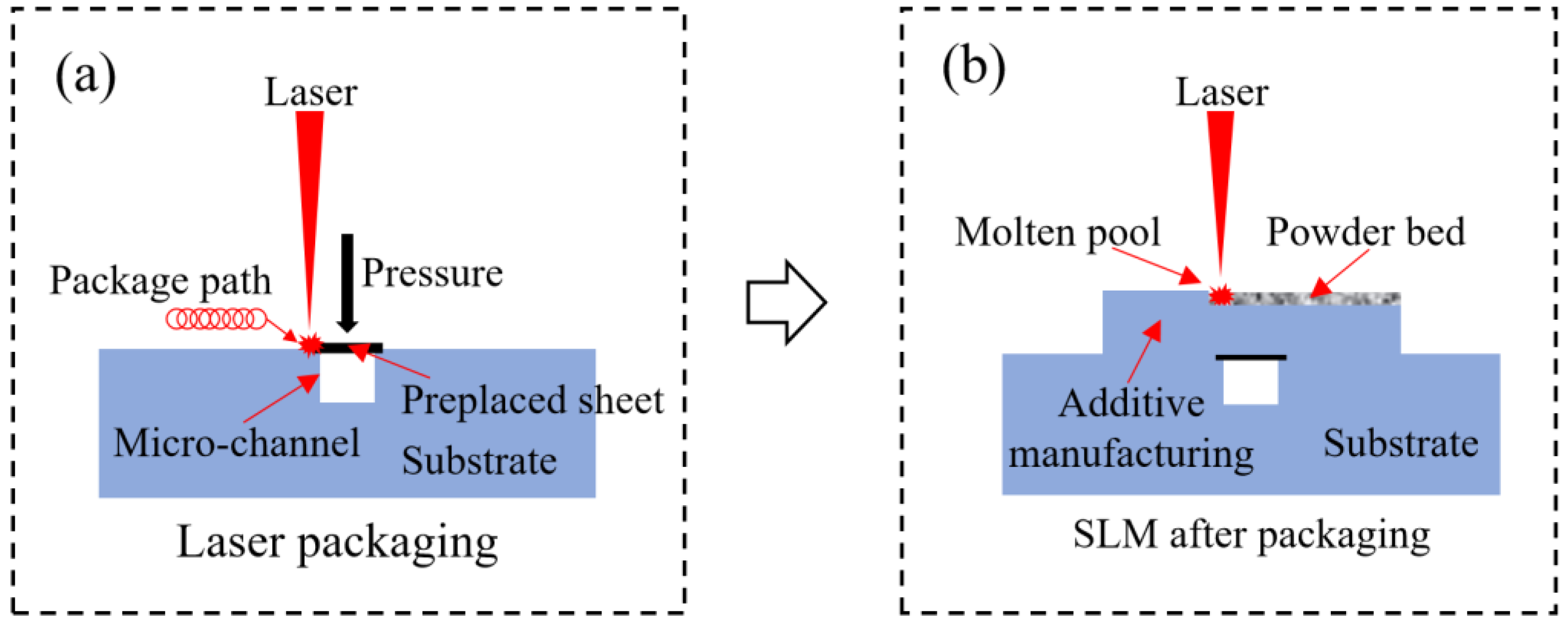
2.2. Hybrid Manufacturing Process
3. Results and Discussion
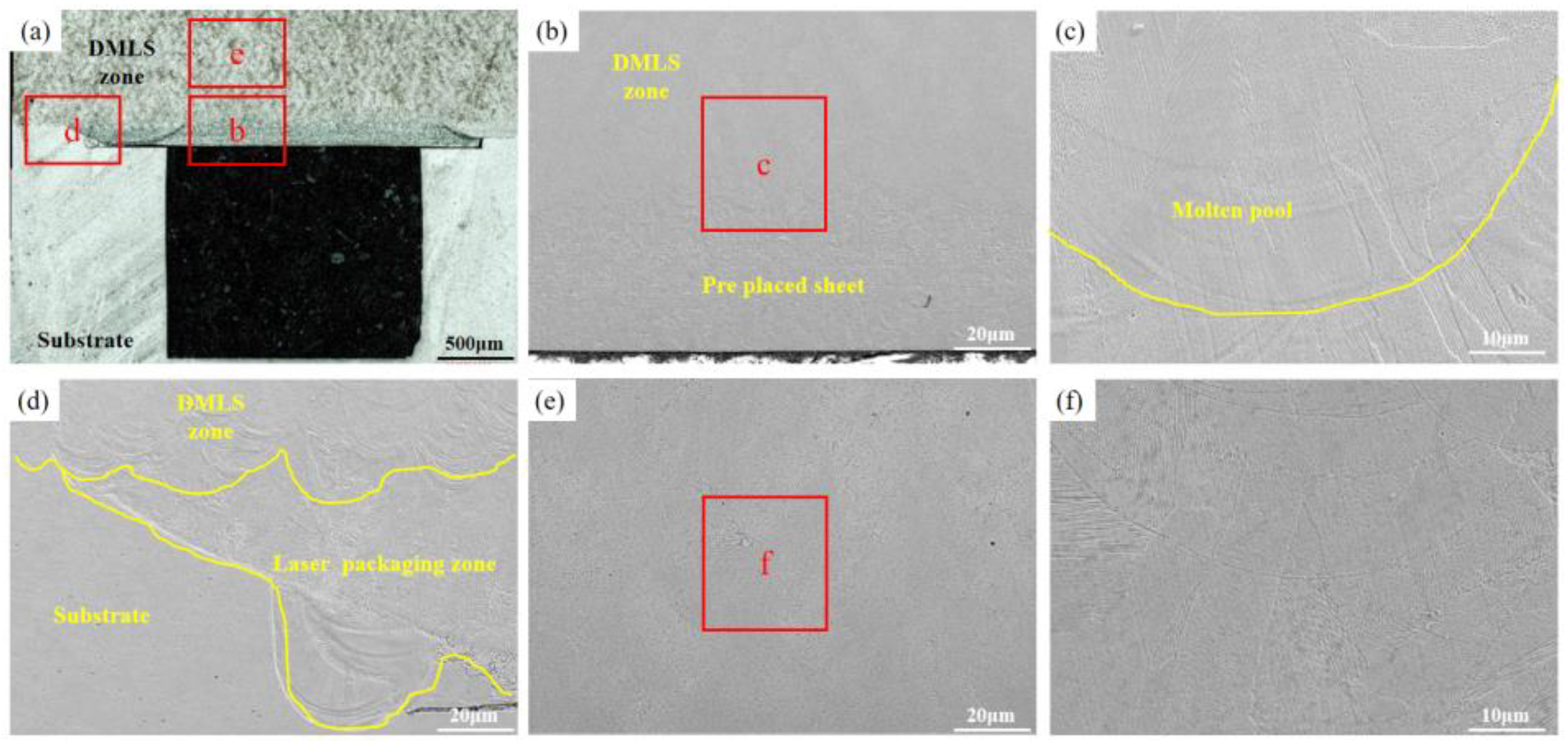
3.1. Surface Topography and Microstructure of the Laser Precision Packaging Specimens
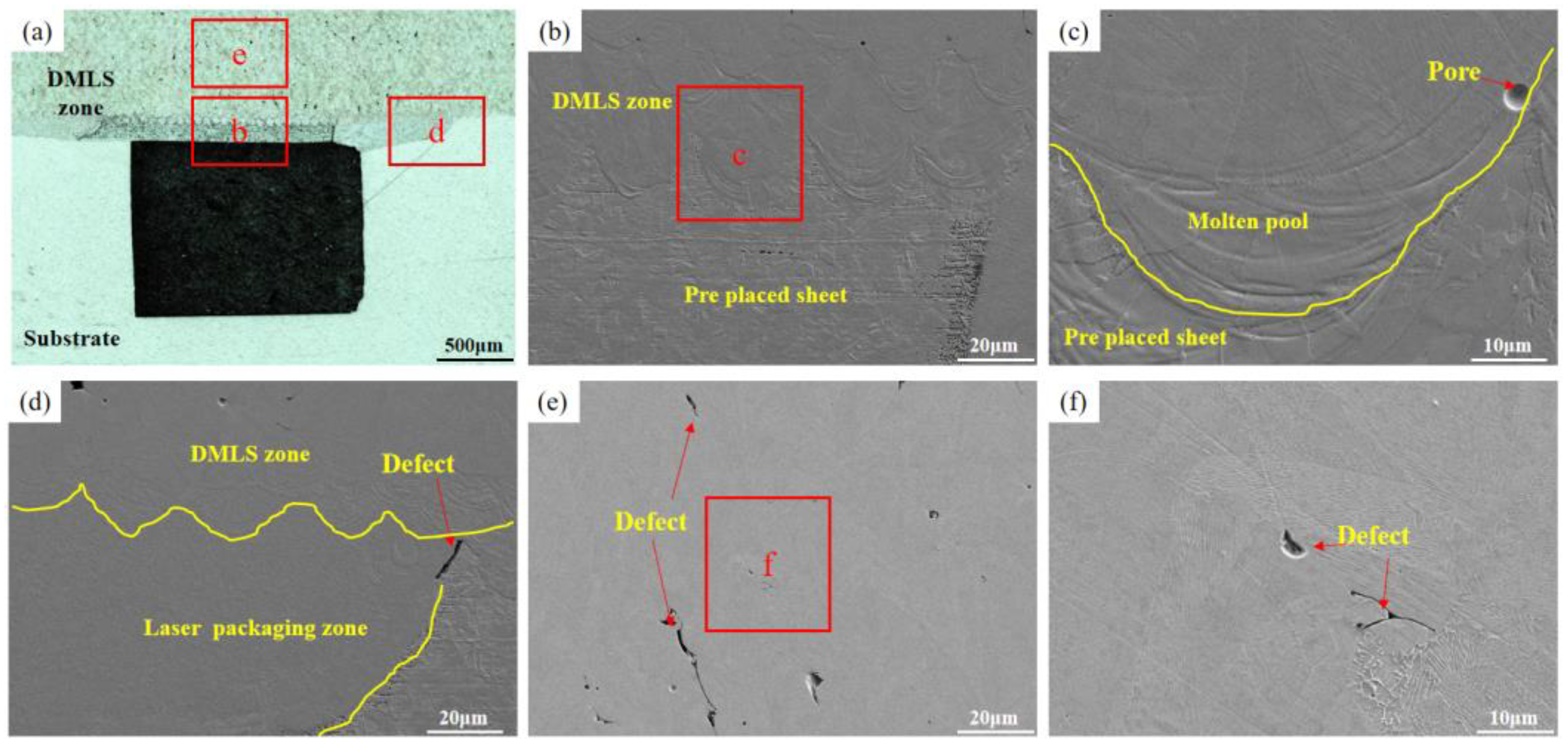
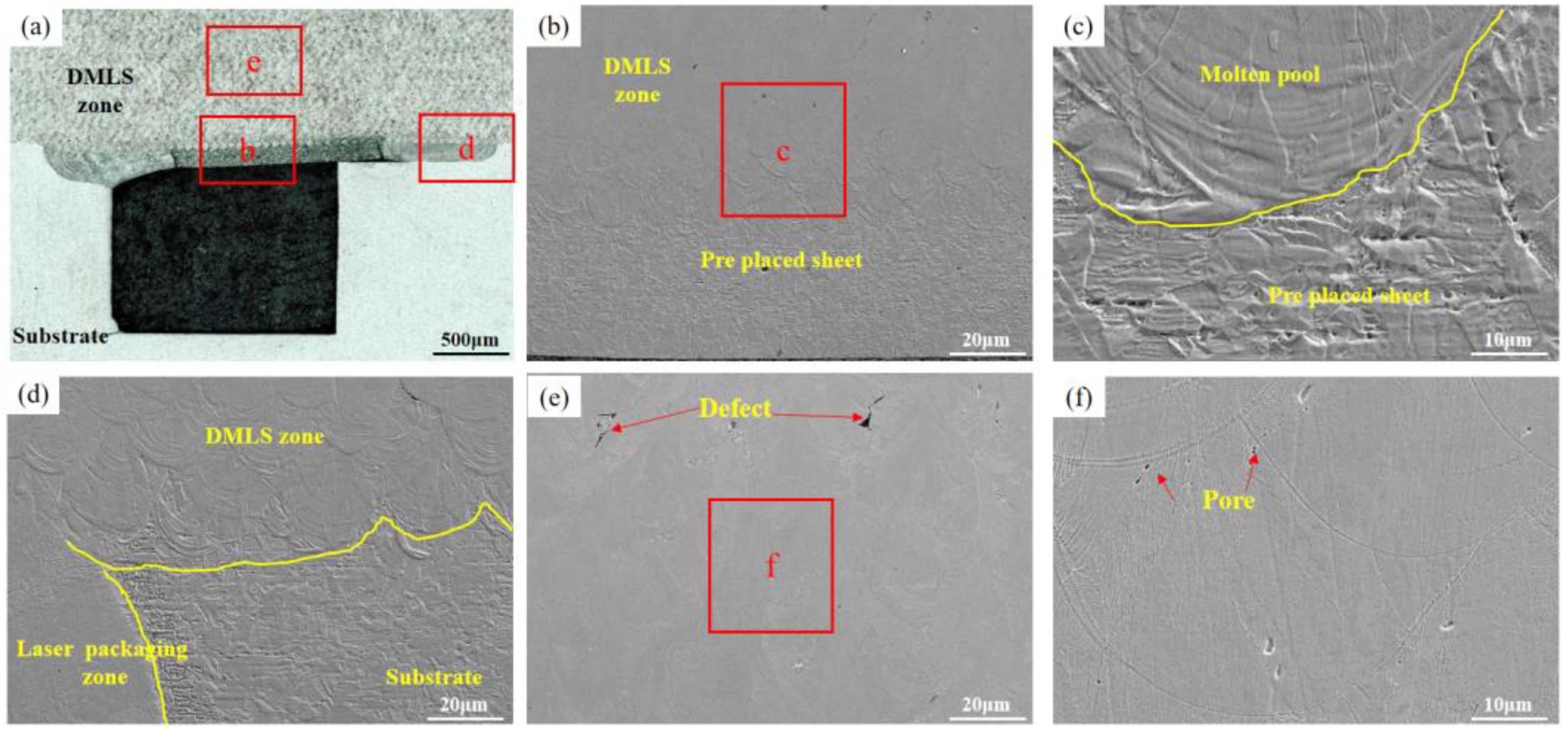
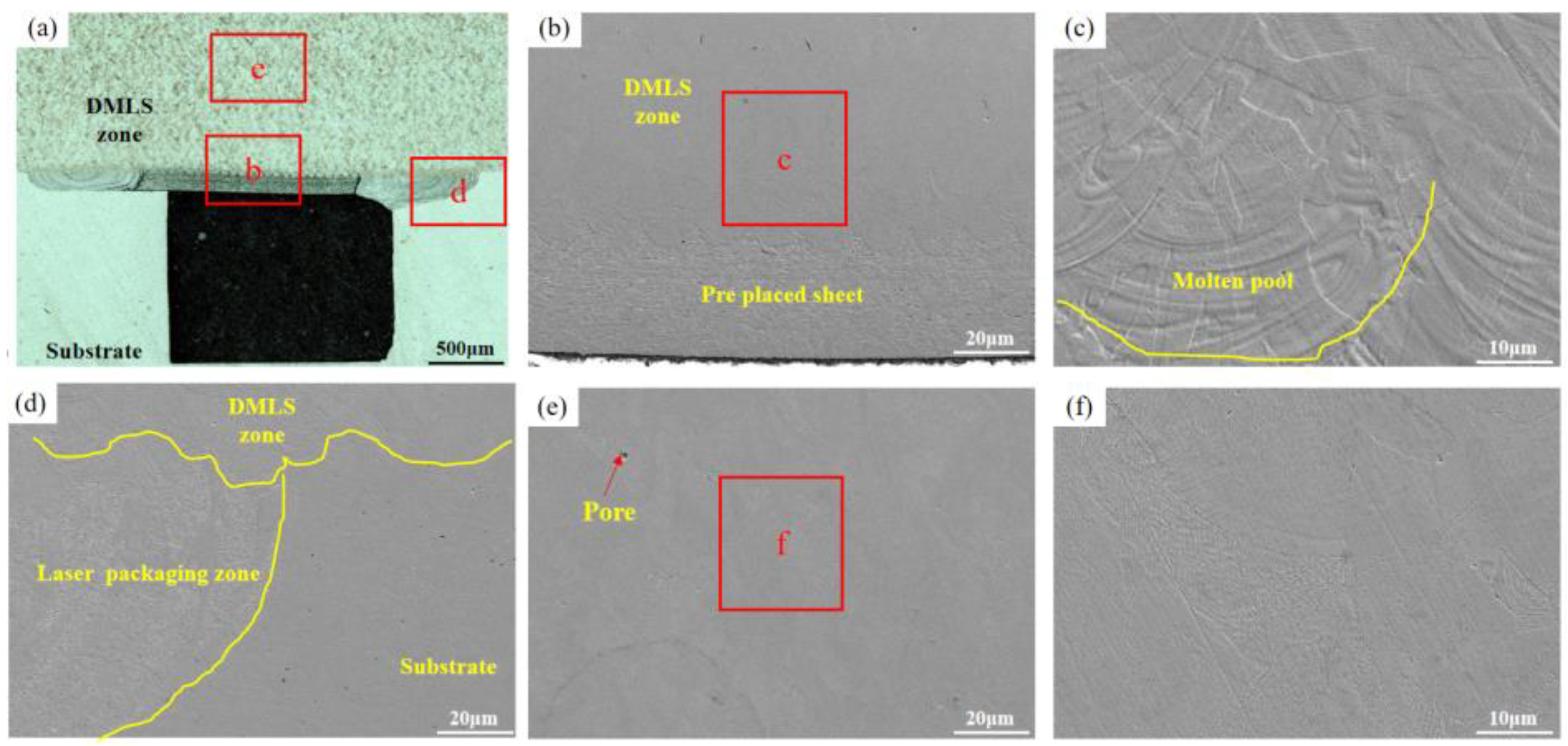
3.2. Surface Topography and Microstructure of the DMLS
4. Conclusions
- (1)
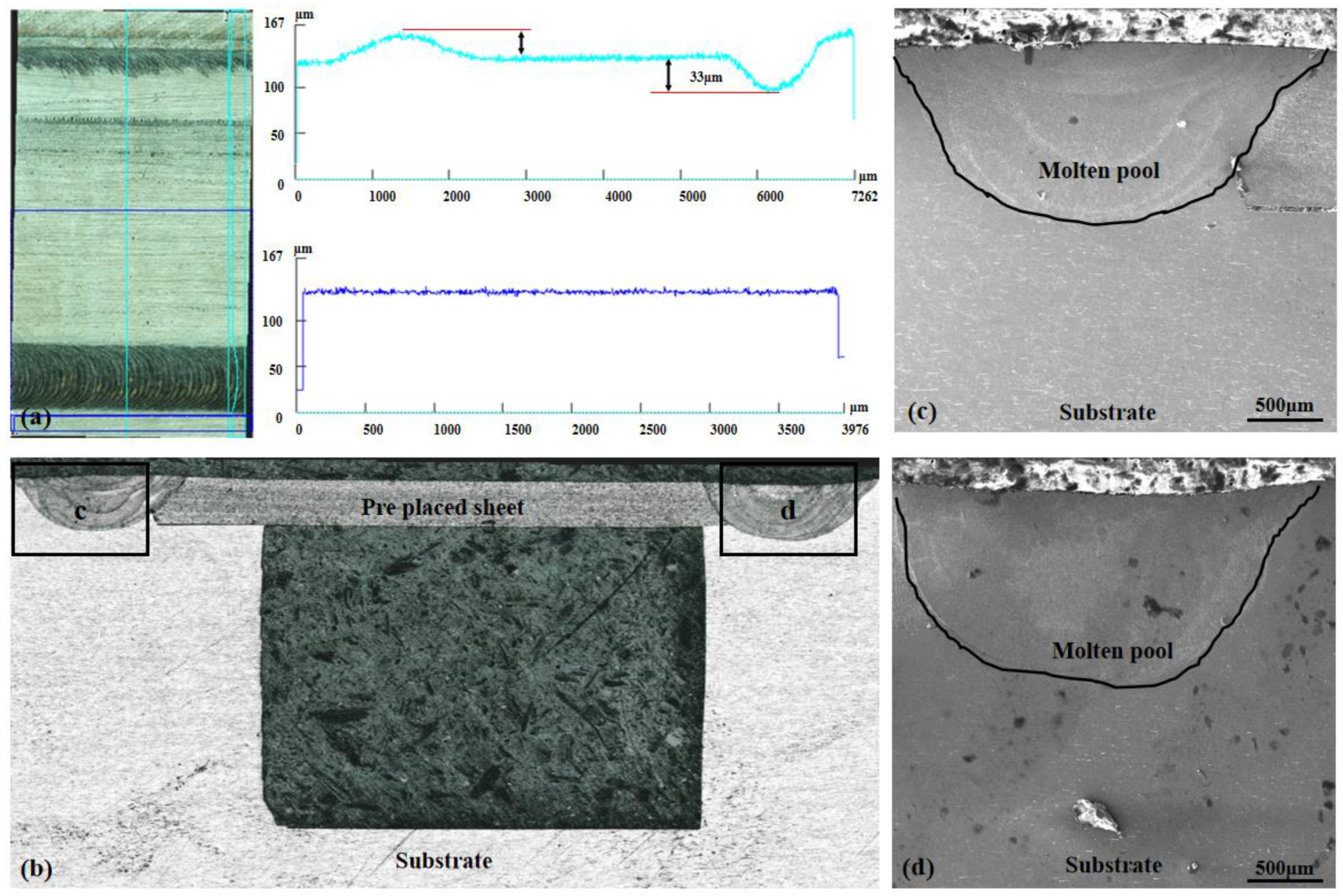
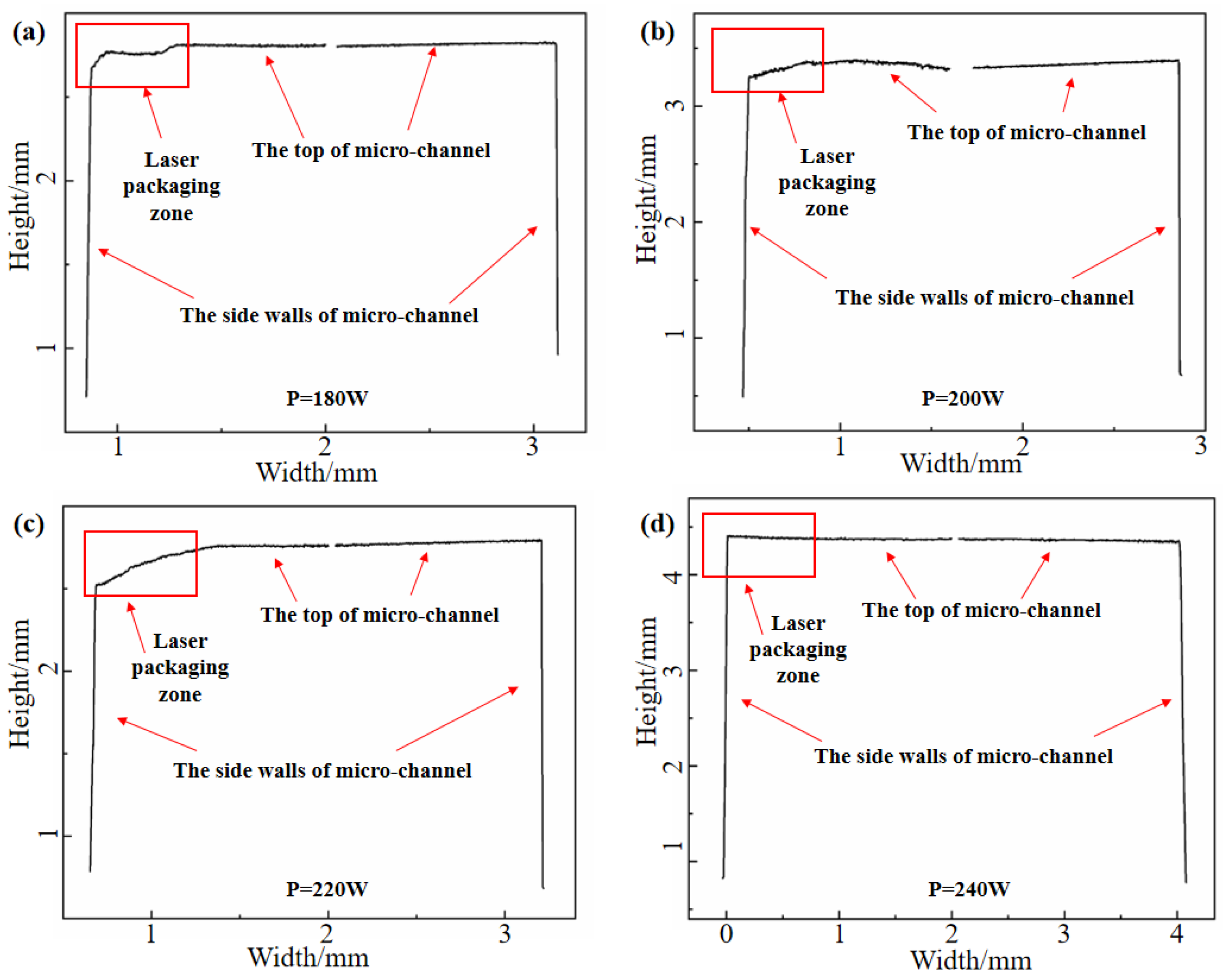
- The laser precision packaging process can effectively form a metallurgical bond between the thin plate and the substrate, which improves the bonding strength between the thin plate and the substrate. Under the effect of thermal stress, the left and right sides of the packaging area show a convex mark of 25 μm and a pit of 33 μm, respectively.
- (2)
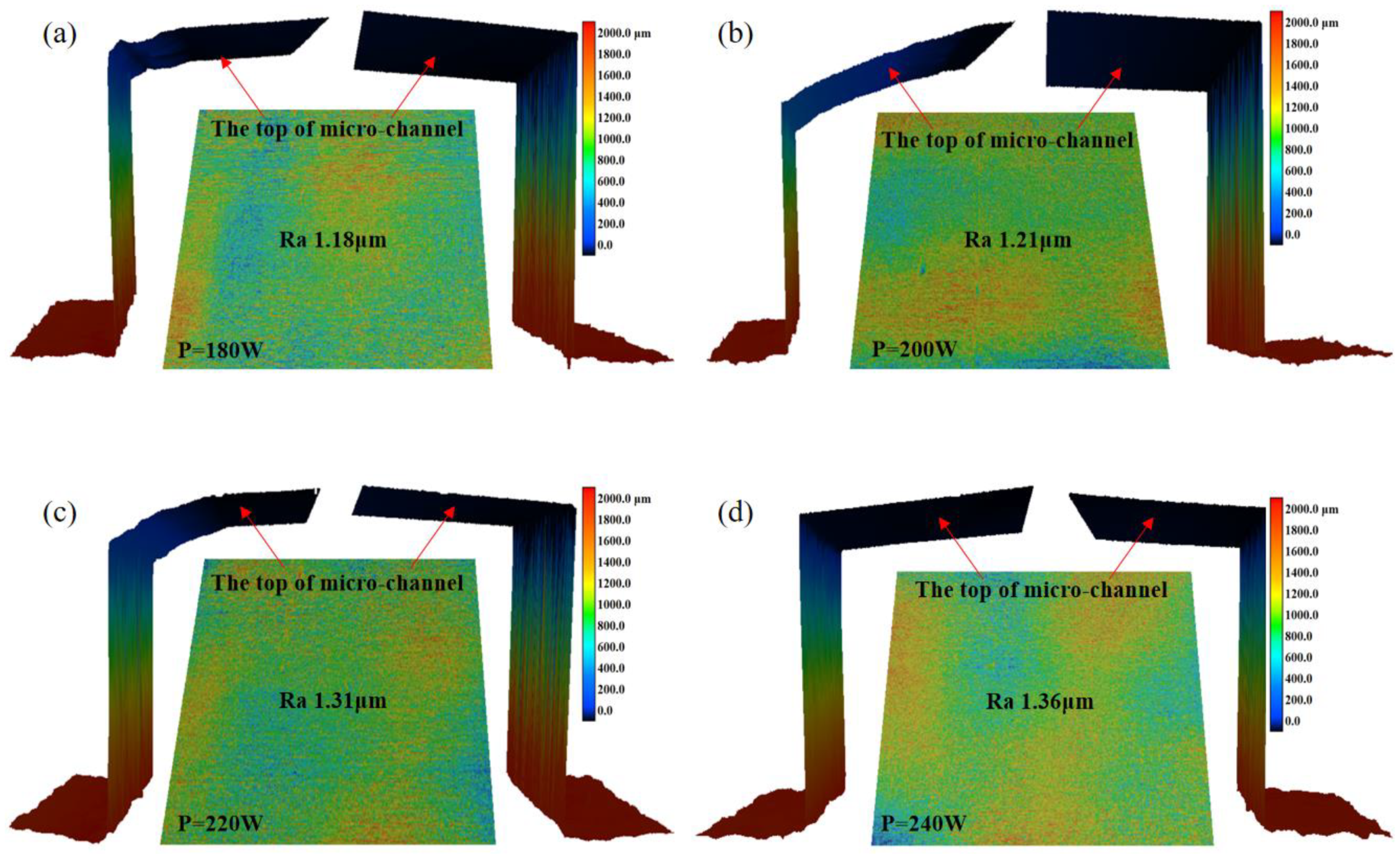
- By optimizing the DMLS process parameters (P = 180 W, V = 920 mm/s, d = 30 μm, Δ = 0.12mm), the surface roughness of the complex cavity was greatly reduced to Ra 1.18 μm.
- (3)
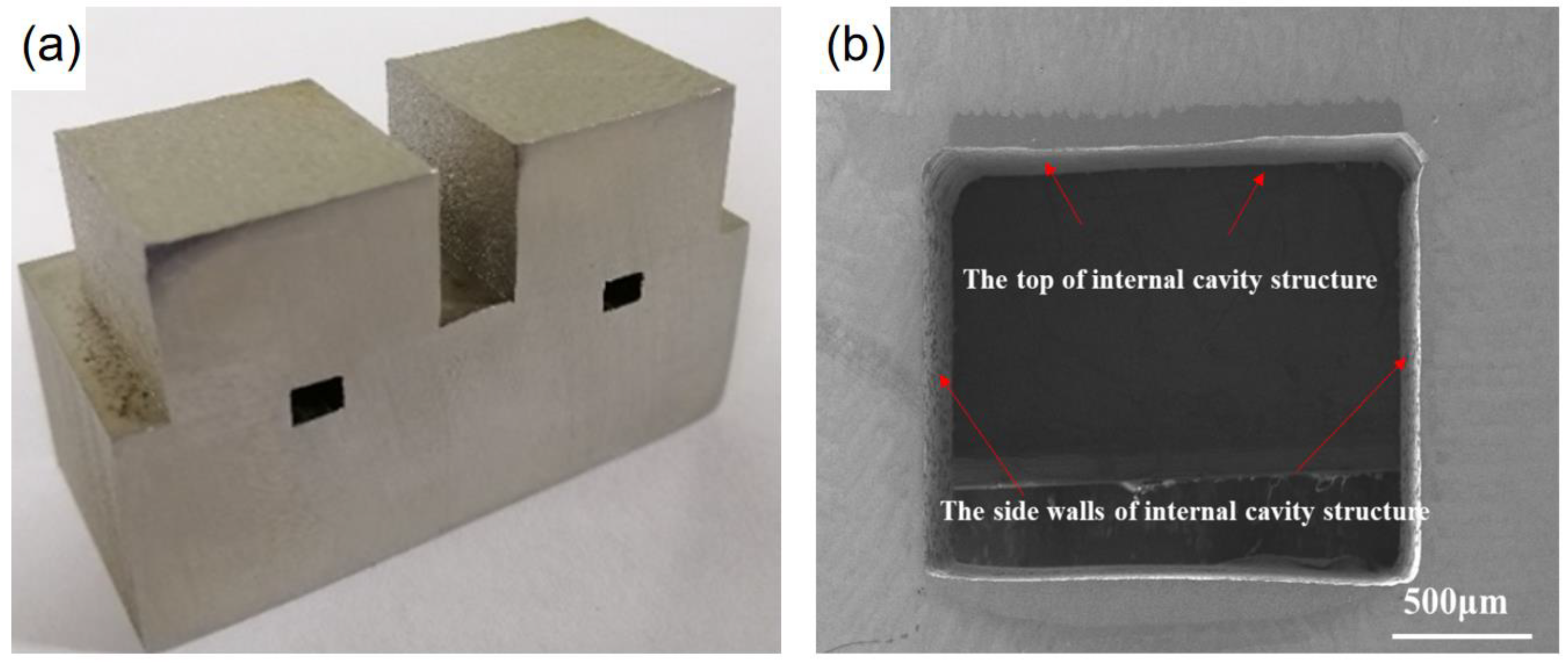
- When the laser power is 240 W, the top of the internal channel seems to be most perpendicular to the sidewalls. And the DMLS areas have the least defects such as porosity.
- (4)
- The hybrid manufacturing process successfully solved the problems of poor surface quality and powder adhesion in the closed inner cavity, which provides a reference for the research process of the manufactured microchannel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Martucci, A.; Aversa, A.; Lombardi, M. Ongoing Challenges of Laser-Based Powder Bed Fusion Processing of Al Alloys and Potential Solutions from the Literature—A Review. Materials 2023, 16, 1084. [Google Scholar] [CrossRef] [PubMed]
- Martucci, A.; Aversa, A.; Bondioli, F.; Fino, P.; Lombardi, M. Synergic strategies to improve the PBF-LB\M processability of a cracking-sensitive alloy. Mater. Des. 2022, 224, 111396. [Google Scholar] [CrossRef]
- Mussatto, A. Research progress in multi-material laser-powder bed fusion additive manufacturing: A review of the state-of-the-art techniques for depositing multiple powders with spatial selectivity in a single layer. Results Eng. 2022, 16, 100769. [Google Scholar] [CrossRef]
- Robinson, J.; Arjunan, A.; Baroutaji, A.; Martí, M.; Molina, A.T.; Serrano-Aroca, Á.; Pollard, A. Additive manufacturing of anti-SARS-CoV-2 copper-tungsten-silver alloy. Rapid Prototyp. J. 2021, 27, 1831–1849. [Google Scholar] [CrossRef]
- Li, C.; Liu, D.; Liu, G. Surface characteristics enhancement and morphology evolution of selective-laser-melting (SLM) fabricated stainless steel 316L by laser polishing. Opt. Laser Technol. 2023, 162, 109246. [Google Scholar] [CrossRef]
- Xu, Z.; Ouyang, W.; Jiao, J. Investigation on repairing 30CrMnSiNi2A steel with laser additive and subtractive hybrid remanufacturing technology. Opt. Lasers Eng. 2023, 160, 107254. [Google Scholar] [CrossRef]
- Gora, W.; Tian, Y.; Cabo, A. Enhancing surface finish of additively manufactured titanium and cobalt chrome elements using laser based finishing. Phys. Procedia 2016, 83, 258–263. [Google Scholar] [CrossRef]
- Bobana, J.; Ahmed, A. Improving the surface integrity and mechanical properties of additive manufactured stainless steel components by wire electrical discharge polishing. J. Mater. Process. Technol. 2021, 291, 117013. [Google Scholar] [CrossRef]
- Metelkova, J.; Ordnung, D.; Kinds, Y. Novel strategy for quality improvement of up-facing inclined surfaces of LPBF parts by combining laser-induced shock waves and in situ laser remelting. J. Mater. Process. Technol. 2021, 290, 116981. [Google Scholar] [CrossRef]
- Zhang, S.; Gong, M.; Zeng, X. Residual stress and tensile anisotropy of hybrid wire arc additive-milling subtractive manufacturing. J. Mater. Process. Technol. 2021, 293, 117077. [Google Scholar] [CrossRef]
- Yang, Y.; Gong, Y.; Qu, S. Additive/subtractive hybrid manufacturing of 316L stainless steel powder: Densification, micro-hardness and residual stress. J. Mech. Sci. Technol. 2019, 33, 5797–5807. [Google Scholar] [CrossRef]
- Liou, F.; Slattery, K.; Kinsella, M.; Newkirk, J.; Chou, H.-N.; Landers, R. Applications of a hybrid manufacturing process for fabrication of metallic structures. Rapid Prototyp. J. 2007, 13, 236–244. [Google Scholar] [CrossRef]
- Liu, C.; Yan, D.; Tan, J. Development and Experimental Validation of a Hybrid Selective Laser Melting and CNC Milling System. Addit. Manuf. 2020, 36, 101550. [Google Scholar] [CrossRef]
- Li, L.; Haghighi, A.; Yang, Y. A novel 6-axis hybrid additive-subtractive manufacturing process: Design and case studies. J. Manuf. Process. 2018, 33, 150–160. [Google Scholar] [CrossRef]
- Soshi, M.; Ring, J.; Young, C. Innovative grid molding and cooling using an additive and subtractive hybrid CNC machine tool. CIRP Ann. 2017, 66, 401–404. [Google Scholar] [CrossRef]
- Lei, Y.; Cui, W.; Newkirk, J. Build Strategy Investigation of Ti-6Al-4V Produced Via a Hybrid Manufacturing Process. JOM J. Miner. Met. Mater. Soc. 2018, 70, 1706–1713. [Google Scholar]
- Liu, Y.; Ouyang, W.; Wu, H. Improving surface quality and superficial microstructure of LDED Inconel 718 superalloy processed by hybrid laser polishing. J. Mater. Process. Technol. 2022, 300, 117428. [Google Scholar] [CrossRef]
- Liu, Y.; Sun, S.; Wang, J. Tribological behaviors of LDED Inconel 718 samples polished with a hybrid laser polishing technique. J. Mater. Res. Technol. 2023, 25, 633–646. [Google Scholar] [CrossRef]
- Yang, Y.; Gong, Y.; Li, C.; Wen, X.; Sun, J. Mechanical performance of 316 L stainless steel by hybrid directed energy deposition and thermal milling process. J. Mater. Process. Technol. 2021, 291, 117023. [Google Scholar] [CrossRef]
- Du, W.; Bai, Q.; Zhang, B. Machining characteristics of 18Ni-300 steel in additive/subtractive hybrid manufacturing. Int. J. Adv. Manuf. Technol. 2018, 95, 2509–2519. [Google Scholar] [CrossRef]
- Jeng, J.; Lin, M. Mold fabrication and modification using hybrid processes of selective laser cladding and milling. J. Mater. Process. Technol. 2001, 110, 98–103. [Google Scholar] [CrossRef]
- Pan, Z.; Zhang, H.; Liu, X. Influence of micro-rolling on the strength and ductility of plasma-arc additively manufactured Ti–6Al–4V alloys. J. Mater. Res. Technol. 2022, 21, 465–473. [Google Scholar] [CrossRef]
- Tian, X.; Wu, L.; Li, D. Roadmap for Additive Manufacturing: Toward Intellectualization and Industrialization. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 1100014. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Ni | Mo | Mn | Si | C | Fe |
|---|---|---|---|---|---|---|---|
| 316L SS powder | 17.09 | 10.61 | 2.38 | 1.17 | 0.59 | 0.013 | Bal |
| No. | P/W | V/mm/s | Δ/mm | d/μm |
|---|---|---|---|---|
| 1 | 180 | 920 | 0.12 | 30 |
| 2 | 200 | 920 | 0.12 | 30 |
| 3 | 220 | 920 | 0.12 | 30 |
| 4 | 240 | 920 | 0.12 | 30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiao, J.; Sun, S.; Xu, Z.; Wang, J.; Sheng, L.; Gao, J. Fabricating Inner Channels in Laser Additive Manufacturing Process via Thin-Plate-Preplacing Method. Materials 2023, 16, 6406. https://doi.org/10.3390/ma16196406
Jiao J, Sun S, Xu Z, Wang J, Sheng L, Gao J. Fabricating Inner Channels in Laser Additive Manufacturing Process via Thin-Plate-Preplacing Method. Materials. 2023; 16(19):6406. https://doi.org/10.3390/ma16196406
Chicago/Turabian StyleJiao, Junke, Shengyuan Sun, Zifa Xu, Jiale Wang, Liyuan Sheng, and Jicheng Gao. 2023. "Fabricating Inner Channels in Laser Additive Manufacturing Process via Thin-Plate-Preplacing Method" Materials 16, no. 19: 6406. https://doi.org/10.3390/ma16196406