
Diffusion of Alloying Cobalt Oxide (II, III) into Electrical Steel

Abstract
:1. Introduction
Related Work
2. Materials and Methods
2.1. Material
2.2. Preparation Samples
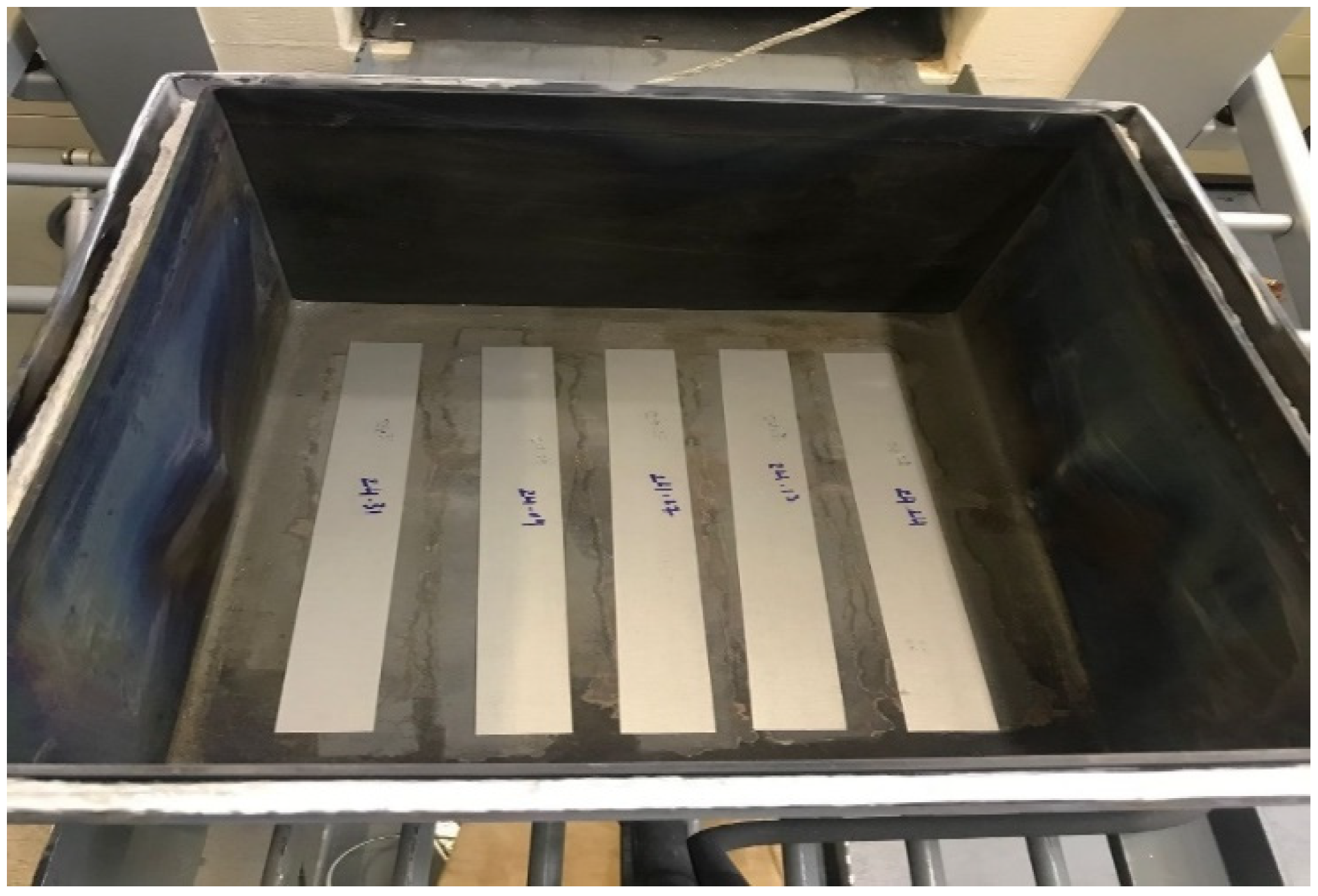
2.2.1. Preparation of Uncoated Samples
2.2.2. Preparation of Samples with Coating
Samples Coated with Co3O4
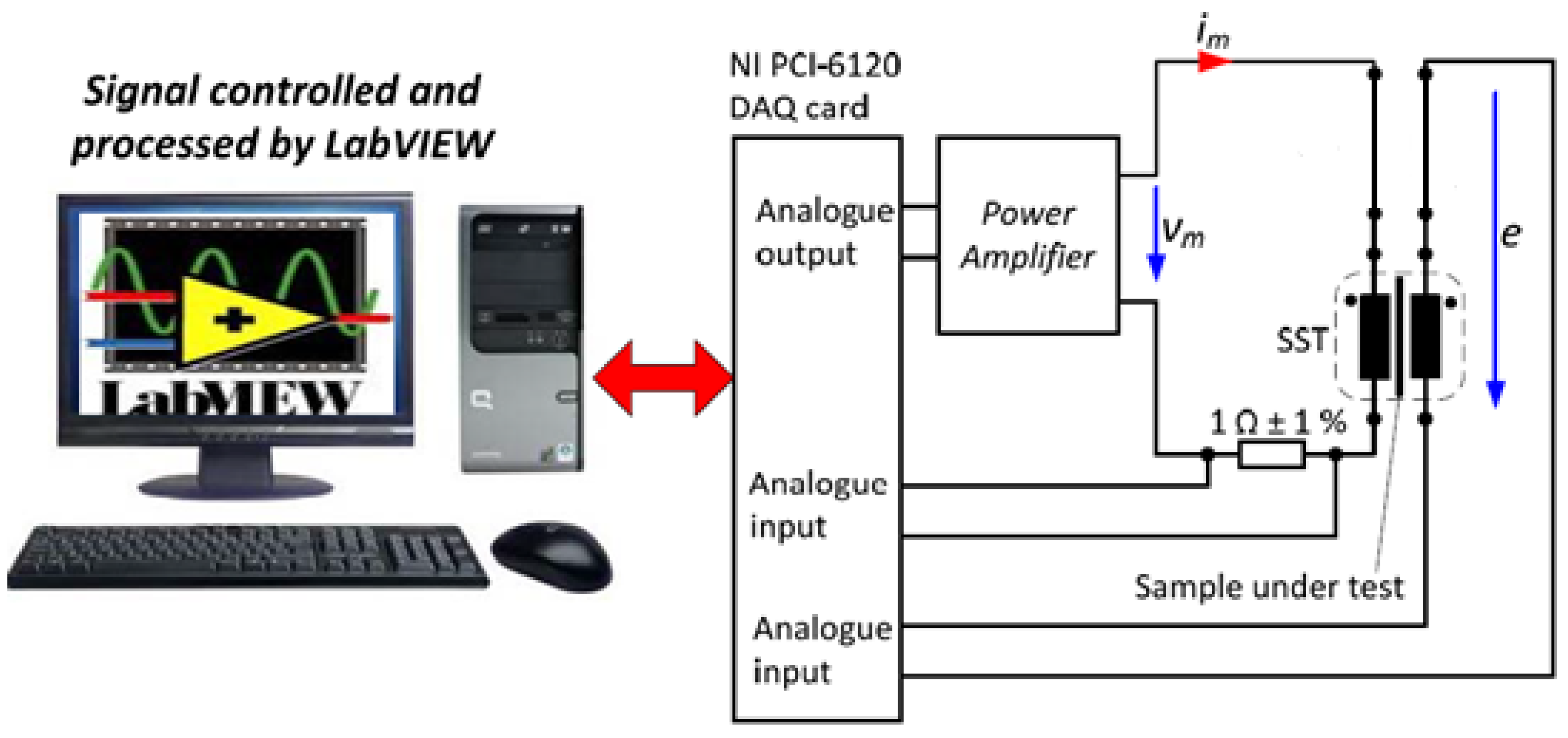
2.3. Magnetic Property Measurements by SST
2.4. Characterisation of Microstructure
2.5. Method for Separating Core Loss
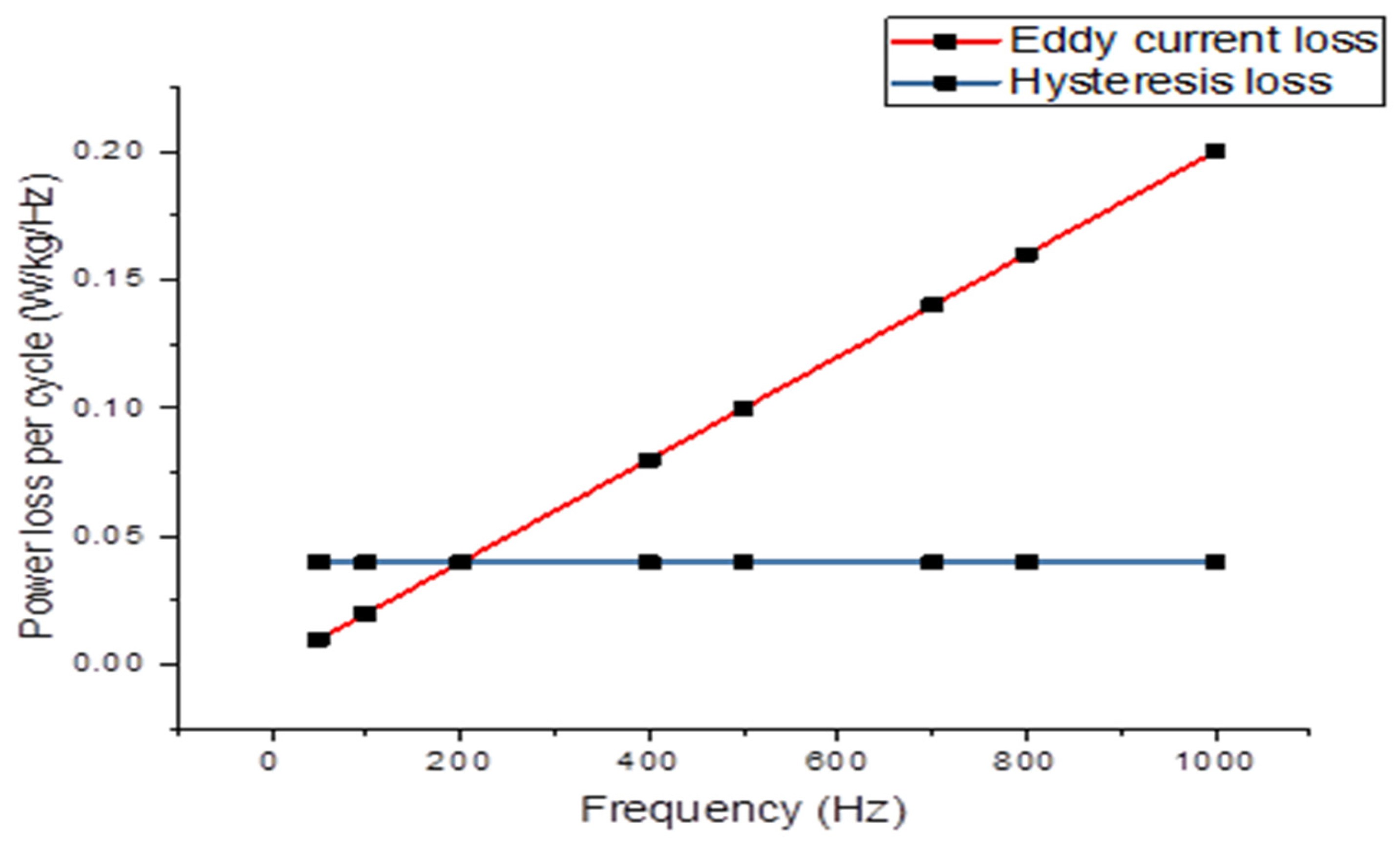
2.6. Core Loss Separation
3. Results and Discussion
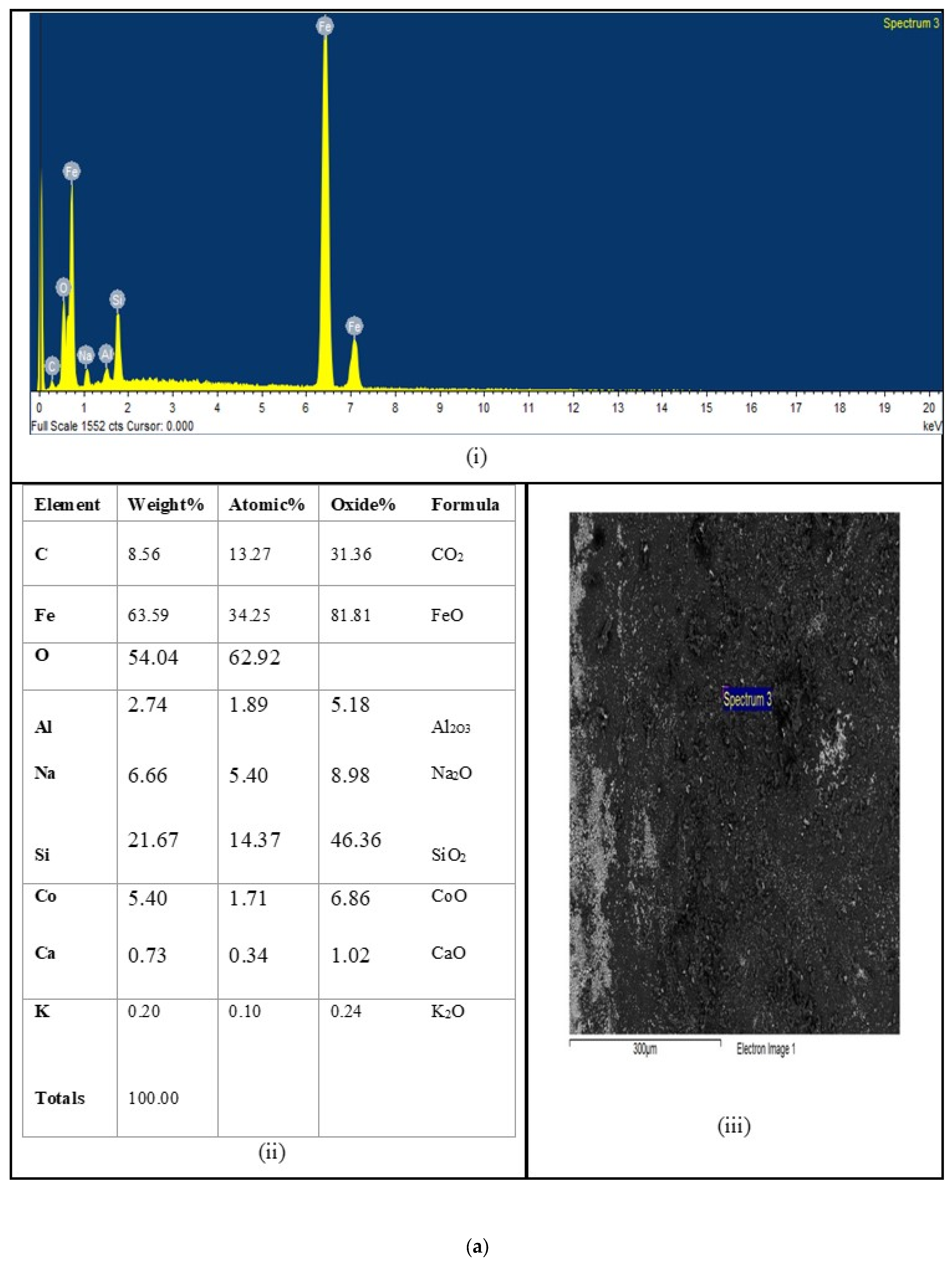
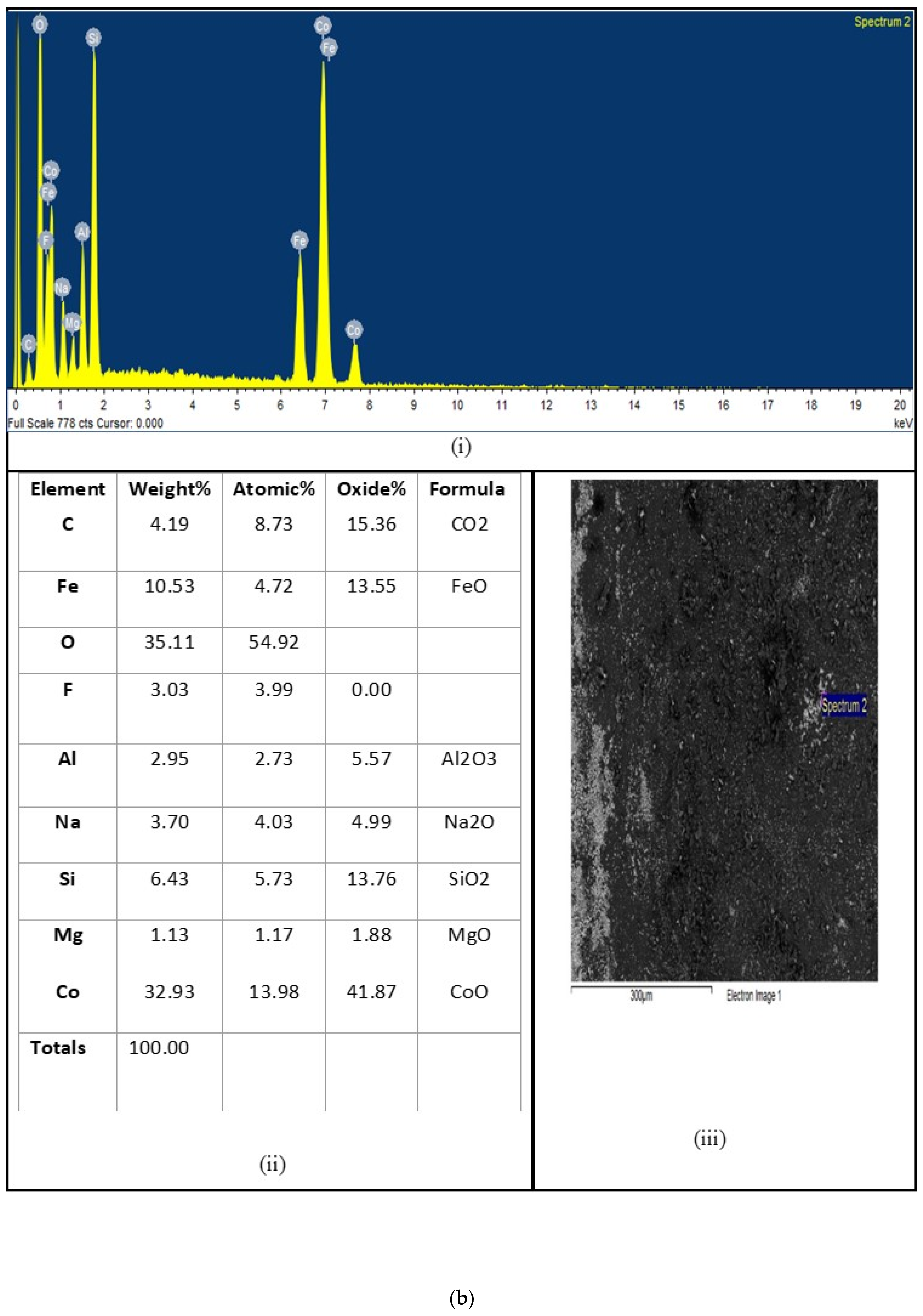
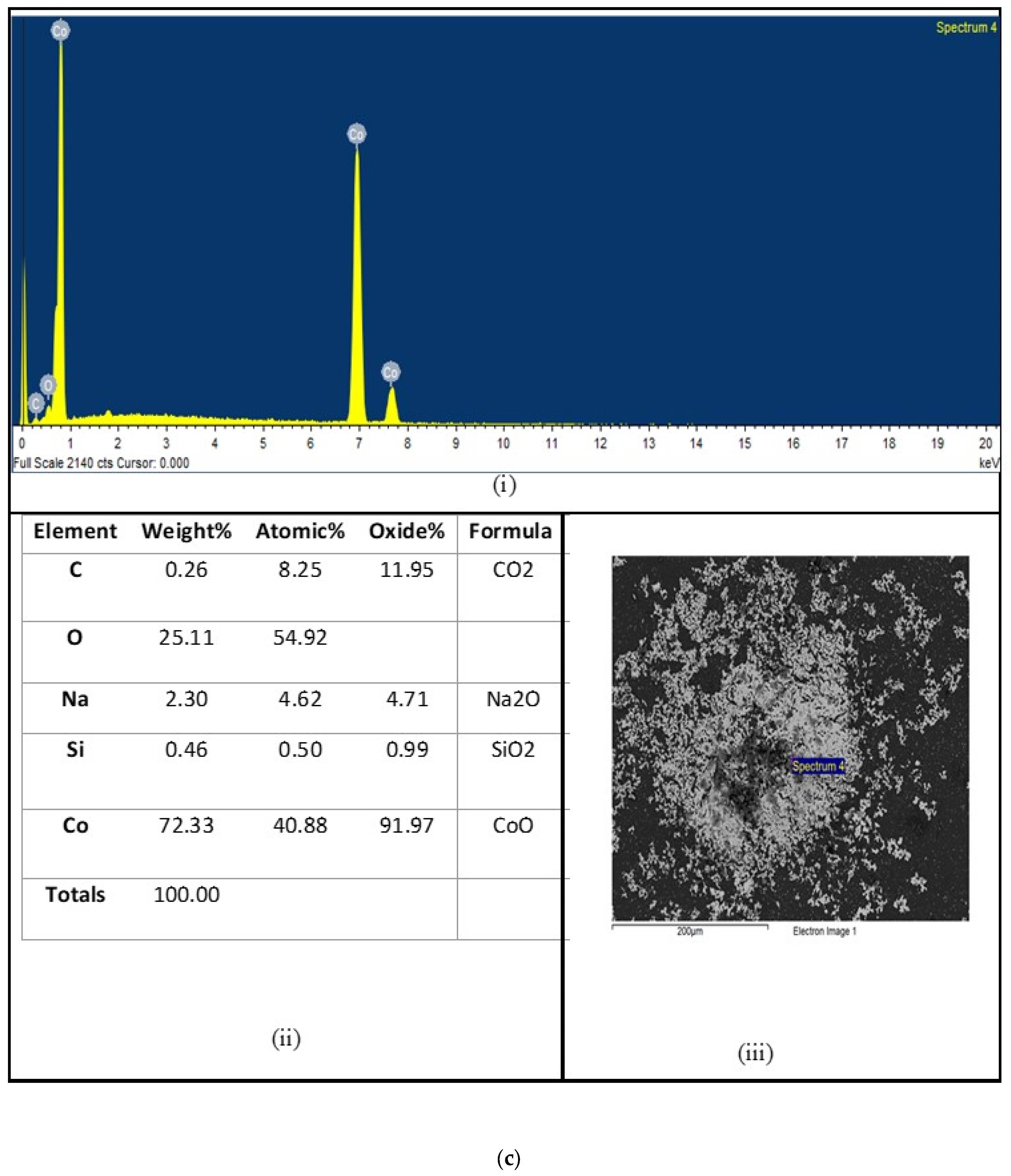
3.1. Results of SEM Observations
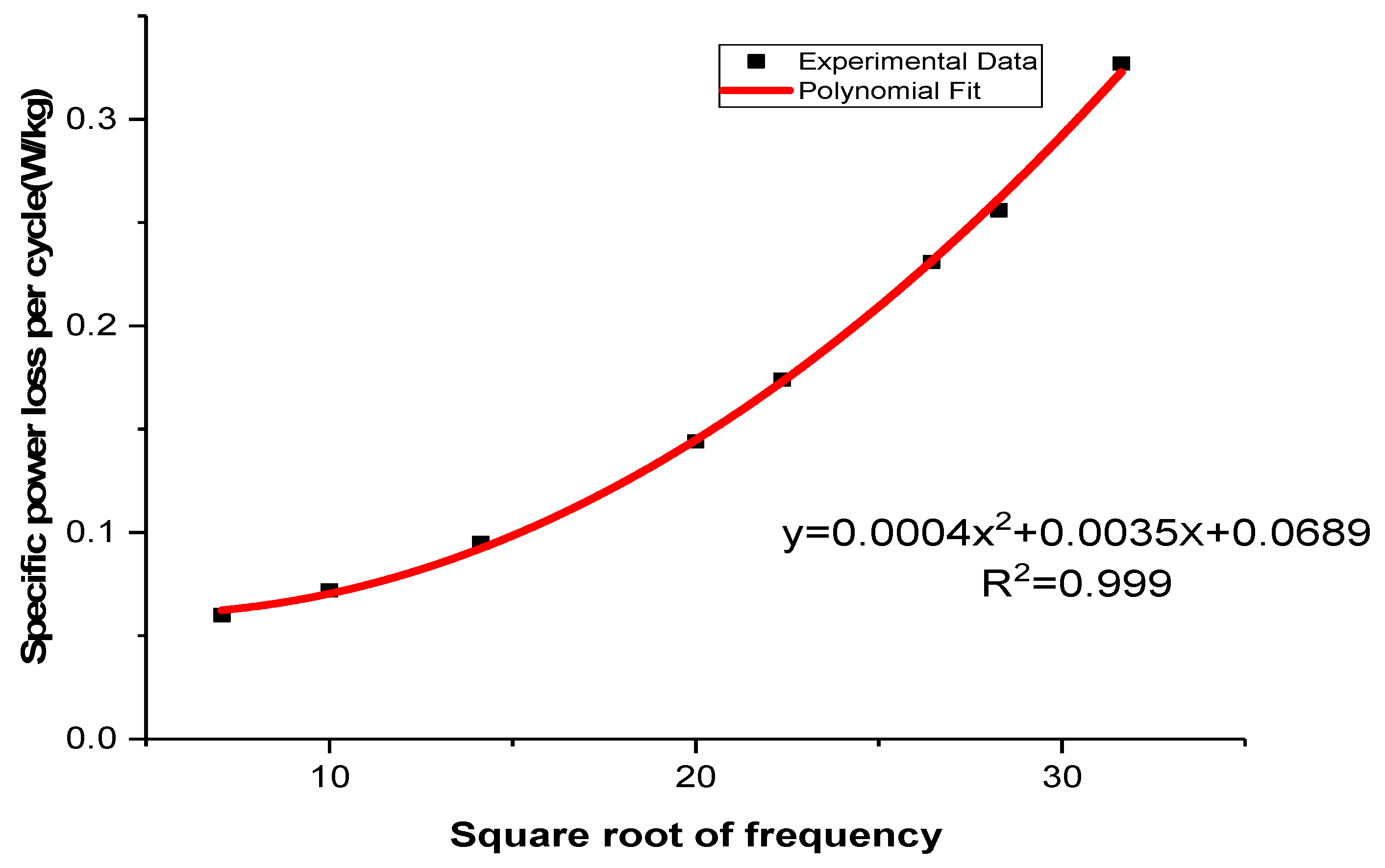
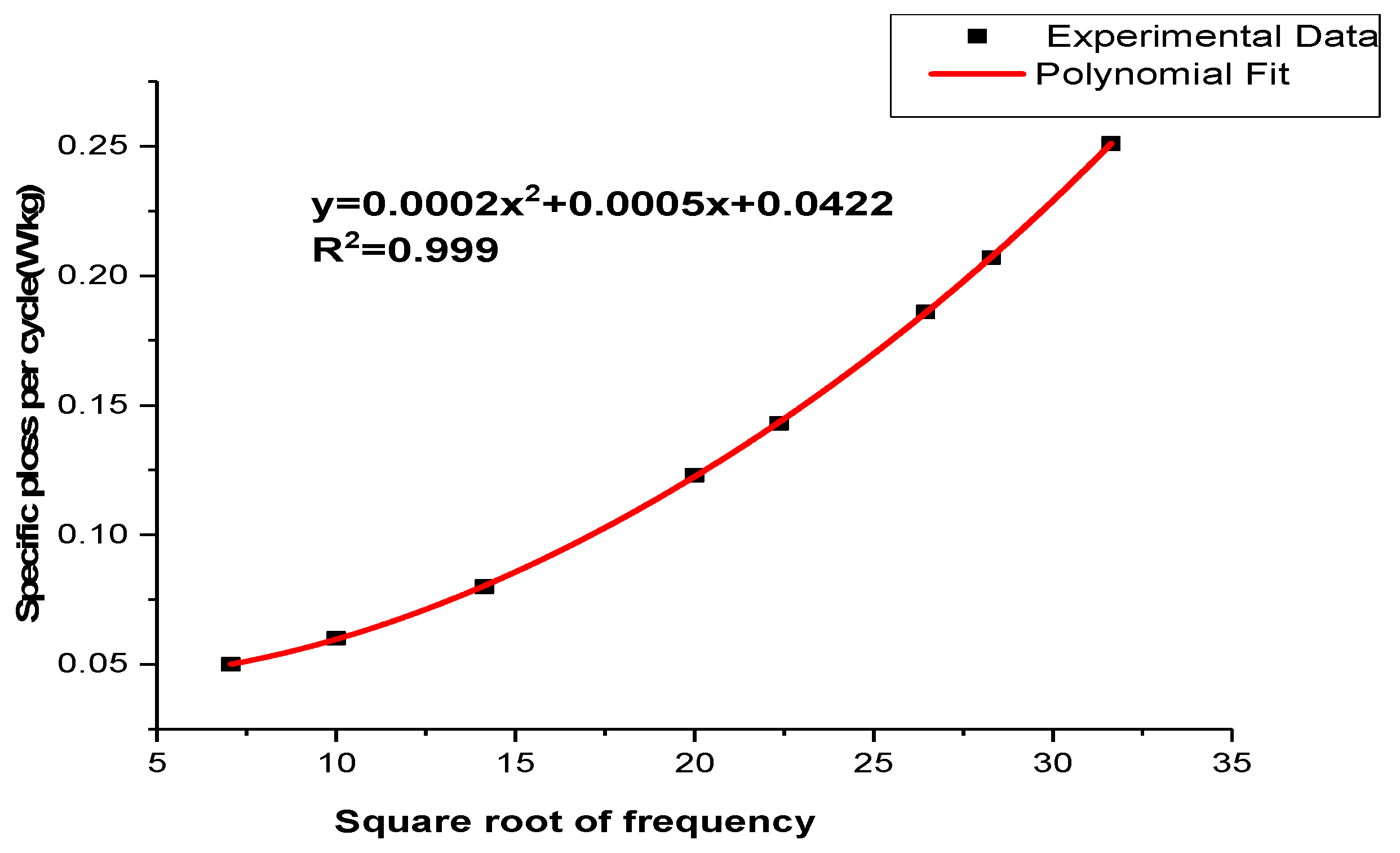
3.2. Results of Magnetic Testing
3.3. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hayakawa, Y. Electrical Steels. Encycl. Mater. Met. Alloys 2021, 2, 208–213. [Google Scholar] [CrossRef]
- Du, Y.; O’Malley, R.J.; Buchely, M.F.; Kelly, P. Effect of rolling process on magnetic properties of Fe-3.3 wt% Si non-oriented electrical steel. Appl. Phys. A 2022, 128, 765. [Google Scholar] [CrossRef]
- Ouyang, G.; Chen, X.; Liang, Y.; Macziewski, C.; Cui, J. Review of Fe-6.5 wt%Si high silicon steel—A promising soft magnetic material for sub-kHz application. J. Magn. Magn. Mater. 2019, 481, 234–250. [Google Scholar] [CrossRef]
- Tanaka, I.; Yashiki, H. Magnetic properties and recrystallization texture evolutions of phosphorus-bearing non-oriented electrical steel sheets. ISIJ Int. 2007, 47, 1666–1671. [Google Scholar] [CrossRef]
- Ko, W.S.; Park, J.Y.; Byun, J.Y.; Lee, J.K.; Kim, N.J.; Lee, B.J. Manipulation of surface energy anisotropy in iron using surface segregation of phosphorus: An atomistic simulation. Scr. Mater. 2013, 68, 329–332. [Google Scholar] [CrossRef]
- Cullity, B.D.; Graham, C.D. Introduction to Magnetic Magnetic Materials, 2nd ed.; Wiley: New Jersey, NJ, USA, 2009; p. 322. [Google Scholar]
- Silveyra, J.M.; Ferrara, E.; Huber, D.L.; Monson, T.C. Soft magnetic materials for a sustainable and electrified world. Science 2018, 362, eaao0195. [Google Scholar] [CrossRef]
- Moses, A.J. Electrical steels. Past, present and future developments. IEE Proc. A Phys. Sci. Meas. Instrum. Manag. Educ. Rev. 1990, 137, 233–245. [Google Scholar] [CrossRef]
- Moses, A.J. Energy efficient electrical steels: Magnetic performance prediction and optimization. Scr. Mater. 2012, 67, 560–565. [Google Scholar] [CrossRef]
- Liu, H.T.; Li, H.L.; Wang, H.; Liu, Y.; Gao, F.; An, L.Z.; Zhao, S.Q.; Liu, Z.Y.; Wang, G.D. Effects of initial microstructure and texture on microstructure, texture evolution and magnetic properties of non-oriented electrical steel. J. Magn. Magn. Mater. 2016, 406, 149–158. [Google Scholar] [CrossRef]
- Mănescu, V.; Păltânea, G.; Gavrilă, H. Hysteresis model and statistical interpretation of energy losses in non-oriented steels. Phys. B Condens. Matter 2016, 486, 12–16. [Google Scholar] [CrossRef]
- Kadyrzhanov, K.K.; Rusakov, V.S.; Fadeev, M.S.; Kiseleva, T.Y.; Kozlovskiy, A.L.; Kenzhina, I.E.; Zdorovets, M.V. Study of magnetic properties of Fe100-xNix nanostructures using the Mössbauer spectroscopy method. Nanomaterials 2019, 9, 757. [Google Scholar] [CrossRef] [PubMed]
- Kozlovskiy, A.; Kenzhina, I.; Zdorovets, M. Synthesis, phase composition and magnetic properties of double perovskites of A(FeM)O 4-x type (A=Ce; M=Ti). Ceram. Int. 2019, 45, 8669–8676. [Google Scholar] [CrossRef]
- Leuning, N.; Steentjes, S.; Stöcker, A.; Kawalla, R.; Wei, X.; Dierdorf, J.; Hirt, G.; Roggenbuck, S.; Korte-Kerzel, S.; Weiss, H.A.; et al. Impact of the interaction of material production and mechanical processing on the magnetic properties of non-oriented electrical steel. AIP Adv. 2018, 8, 047601. [Google Scholar] [CrossRef]
- Barros, J.; Schneider, J.; Verbeken, K.; Houbaert, Y. On the correlation between microstructure and magnetic losses in electrical steel. J. Magn. Magn. Mater. 2008, 320, 2490–2493. [Google Scholar] [CrossRef]
- Landgraf, F.J.G.; Emura, M. Losses and permeability improvement by stress relieving fully processed electrical steels with previous small deformations. J. Magn. Magn. Mater. 2002, 242–245, 152–156. [Google Scholar] [CrossRef]
- Paolinelli, S.C.; da Cunha, M.A. Effect of stress relief annealing temperature and atmosphere on the magnetic properties of silicon steel. J. Magn. Magn. Mater. 2006, 304, 599–601. [Google Scholar] [CrossRef]
- Centner, M.; Hanitsch, R.; Schäfer, U. Comparison of high-speed induction motors employing cobalt-iron and silicon electrical steel. In Proceedings of the 2008 18th International Conference on Electrical Machines, Vilamoura, Portugal, 6–9 September 2008; pp. 1–6. [Google Scholar] [CrossRef]
- Kołtunowicz, T.N.; Zukowski, P.; Sidorenko, J.; Bayev, V.; Fedotova, J.A.; Opielak, M.; Marczuk, A. Ferromagnetic resonance spectroscopy of CoFeZr-Al2O3 granular films containing “FeCo core—oxide shell” nanoparticles. J. Magn. Magn. Mater. 2017, 421, 98–102. [Google Scholar] [CrossRef]
- Cossale, M.; Krings, A.; Soulard, J.; Boglietti, A.; Cavagnino, A. Practical Investigations on Cobalt-Iron Laminations for Electrical Machines. IEEE Trans. Ind. Appl. 2015, 51, 2933–2939. [Google Scholar] [CrossRef]
- Żukowski, P.; Gałaszkiewicz, P.; Bondariev, V.; Okal, P.; Pogrebnjak, A.; Kupchishin, A.; Ruban, A.; Pogorielov, M.; Kołtunowicz, T.N. Comparative Measurements and Analysis of the Electrical Properties of Nanocomposites TixZr1−xC+α-Cy (0.0 ≤ x ≤ 1.0). Materials 2022, 15, 7908. [Google Scholar] [CrossRef]
- Krings, B.A.; Cossale, M.; Tenconi, A.; Soulard, J.; Cavagnino, A.; Boglietti, A. Magnetic Materials Used in Electrical Machines. IEEE Ind. Appl. Mag. 2017, 23, 21–28. [Google Scholar] [CrossRef]
- Moses, A.J.; Thursby, G.J. Assessment of a novel method of improving the characteristics of electrical steels by a surface diffusion technique. J. Mater. Sci. 1983, 18, 1650–1656. [Google Scholar] [CrossRef]
- Küppers, D.; Kranz, J.; Hubert, A. Coercivity and domain structure of silicon-iron single crystals. J. Appl. Phys. 1968, 39, 608–609. [Google Scholar] [CrossRef]
- Anayi, F.; Moses, A.J.; Jenkins, K. Effect of aluminium diffusion into electrical steel on power loss under flux distortion conditions. J. Magn. Magn. Mater. 2003, 254–255, 36–38. [Google Scholar] [CrossRef]
- Elgamli, E.; Anayi, F.; Shouran, M. Impact of manganese diffusion into non-oriented electrical steel on power loss and permeability at different temperatures. Front. Mater. 2023, 9, 1108308. [Google Scholar] [CrossRef]
- Cogent Power, “Typical data for SURA ® M250-35A,” no. June, p. 2008, 2008. Available online: https://www.tatasteeleurope.com/sites/default/files/m250-35a.pdf (accessed on 7 September 2023).
- Cogent Power, “Typical data for SURA ® M330-35A,” p. 1, 2009. Available online: https://www.tatasteeleurope.com/sites/default/files/m330-35a.pdf (accessed on 7 September 2023).
- IEC 60404-2; Magnetic Materials—Part 2: Methods of Measurement of the Magnetic Properties of Electrical Steel Sheet and Strip by Means of an Epstain Frame. IEC: Geneva, Switzerland, 1996; Volume 1, pp. 2–5.
- IEC 60404-3; Magnetic Materials Methods of Measurement of the Magnetic Properties of Electrical Steel Strip and Sheet by Means of a Single Sheet Tester. IEC: Geneva, Switzerland, 1992; Volume 1, pp. 2–5.
- Bertotti, G. General Properties of Power Losses in Soft Ferromagnetic Materials. IEEE Trans. Magn. 1987, 24, 621–630. [Google Scholar] [CrossRef]
- Somkun, S. Magnetostriction and Magnetic Anisotropy in Non-Oriented Electrical Steels and Stator Core Laminations. Ph.D. Thesis, Cardiff University, Cardiff, UK, 2010. [Google Scholar]
- National Instruments. DAQ NI 6115/6120 User Manual Multifunction I/O Devices for PCI/PXI/CompactPCI Bus Computers; National Instruments: Austin, TX, USA, 2002. [Google Scholar]
- Mthombeni, T.L.; Pillay, P. Physical basis for the variation of lamination core loss coefficients as a function of frequency and flux density. In Proceedings of the IECON 2006—32nd Annual Conference on IEEE Industrial Electronics, Paris, France, 6–10 November 2006; pp. 1381–1387. [Google Scholar] [CrossRef]
- Chen, Y.; Pillay, P. An improved formula for lamination core loss calculations in machines operating with high frequency and high flux density excitation. In Proceedings of the Conference Record of the 2002 IEEE Industry Applications Conference. 37th IAS Annual Meeting (Cat. No.02CH37344), Pittsburgh, PA, USA, 13–18 October 2002; Volume 2, pp. 759–766. [Google Scholar] [CrossRef]
- Ibrahim, M.; Pillay, P. Advanced testing and modeling of magnetic materials including a new method of core loss separation for electrical machines. IEEE Trans. Ind. Appl. 2012, 48, 1507–1515. [Google Scholar] [CrossRef]
- Ionel, D.M.; Popescu, M.; Dellinger, S.J.; Miller, T.J.E.; Heideman, R.J.; McGilp, M.I. On the variation with flux and frequency of the core loss coefficients in electrical machines. IEEE Trans. Ind. Appl. 2006, 42, 658–667. [Google Scholar] [CrossRef]
- Boon, C.R.; Robey, J.A. Eddy-current losses in thin ferromagnetic sheets. Proc. Inst. Electr. Eng. 1958, 105, 337–342. [Google Scholar] [CrossRef]
- Mayergoyz, I.; Serpico, C. Nonlinear diffusion of electromagnetic fields and excess eddy current losses. J. Appl. Phys. 1999, 85, 4910–4912. [Google Scholar] [CrossRef]
- Williams, H.J.; Shockley, W.; Kittel, C. Studies of the propagation velocity of a ferromagnetic domain boundary. Phys. Rev. 1950, 80, 1090–1094. [Google Scholar] [CrossRef]
- Li, Z.; Ying, Y.; Wang, N.; Zheng, J.; Yu, J.; Li, W.; Qiao, L.; Cai, W.; Li, J.; Huang, H.; et al. Effect of compressive stress on power loss of Mn–Zn ferrite for high-frequency applications. Ceram. Int. 2022, 48, 17723–17728. [Google Scholar] [CrossRef]
- Jeffrey, M.; Sheehan, P.E.P. Method of Refining Magnetic Domains of Barrier-Coated Electrical Steels Useng Metallic Contaminants. US4904314A, 27 February 1990. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade | C wt.% | Al wt.% | Si wt.% | Fe wt.% |
|---|---|---|---|---|
| M330 | 0.0035 | 0.3000 | 2.4000 | Balance |
| Grade | Thickness (mm) | Resistivity (μΩcm) | Elastic Modulus, Rolling Directions (N/mm2) | Elastic Modulus, Transverse Directions (N/mm2) | Yield Strength (N/mm2) |
|---|---|---|---|---|---|
| M330 | 0.35 | 2.4000 | 200,000 | 210,000 | 315 |
| Magnetising Frequency (Hz) | Measured Power Loss (W/kg) | Power Loss per Cycle (W/kg).sec |
|---|---|---|
| 50 | 3.00 | 0.06 |
| 100 | 7.19 | 0.072 |
| 200 | 19.01 | 0.096 |
| 400 | 57.80 | 0.144 |
| 500 | 87.00 | 0.174 |
| 700 | 163 | 0.23 |
| 1000 | 327 | 0.327 |
| Frequency (Hz) | Measured Power Loss (W/kg) | Pe (W/k) | Ph (W/kg) | Pa (W/kg) | Pc = Pe + Ph + Pa (W/kg) | |
|---|---|---|---|---|---|---|
| 50 | 3.00 | 0.1 | 3.44 | 0.637 | 4.17 | 0.28 |
| 100 | 7.19 | 0.4 | 6.89 | 1.75 | 9.04 | 0.20 |
| 200 | 19.01 | 1.6 | 13.78 | 4.95 | 20.33 | 0.06 |
| 400 | 57.80 | 6.4 | 27.80 | 14 | 48.2 | −0.12 |
| 500 | 87 | 10 | 34.45 | 39.13 | 83.58 | −0.04 |
| 700 | 163 | 19.6 | 48.23 | 64.82 | 132.56 | −0.22 |
| 1000 | 327 | 40 | 68.9 | 110.77 | 219.67 | −0.48 |
| Magnetising Frequency (Hz) | Measured Power Loss (W/kg) | Power Loss per Cycle (W/kg).sec |
|---|---|---|
| 50 | 2.88 | 0.058 |
| 100 | 6.78 | 0.068 |
| 200 | 17.50 | 0.088 |
| 400 | 49.41 | 0.123 |
| 500 | 71.99 | 0.144 |
| 700 | 130.35 | 0.186 |
| 1000 | 251.80 | 0.251 |
| Frequency (Hz) | Measured Power Loss (W/kg) | Pe (W/kg) | Ph (W/kg) | Pa (W/kg) | PC = Pe + Ph + Pa (W/kg) | |
|---|---|---|---|---|---|---|
| 50 | 2.88 | 0.5 | 2.11 | 0.177 | 2.78 | −0.03 |
| 100 | 6.78 | 2 | 4.22 | 0.50 | 6.72 | −0.008 |
| 200 | 17.50 | 8 | 8.44 | 1.41 | 17.85 | 0.02 |
| 400 | 49.41 | 32 | 16.88 | 4.00 | 52.88 | 0.06 |
| 500 | 71.99 | 50 | 21.1 | 5.60 | 76.70 | 0.06 |
| 700 | 130.35 | 98 | 29.55 | 9.26 | 136.80 | 0.04 |
| 1000 | 251.80 | 200 | 42.21 | 15.81 | 258.01 | 0.02 |
| Magnetising Frequency (Hz) | Eddy Current Power Loss (W/kg) by Extrapolation Method | Eddy Current Power Loss (W/kg) by Equation (13) |
|---|---|---|
| 50 | 0.5 | 0.37 |
| 100 | 2 | 1.55 |
| 200 | 8 | 6.88 |
| 400 | 32 | 24.12 |
| 500 | 50 | 37.30 |
| 700 | 98 | 72.25 |
| 1000 | 200 | 147.45 |
| Magnetising Frequency (Hz) | Measured Power Loss with Uncoating (W/kg) | Measured Power Loss with Coating. (W/kg) | Reduction in Power Loss (%) |
|---|---|---|---|
| 50 | 3.00 | 2.88 | 4 |
| 100 | 7.19 | 6.78 | 6 |
| 200 | 19.01 | 17.50 | 8 |
| 400 | 57.80 | 49.41 | 15 |
| 500 | 87.00 | 71.99 | 18 |
| 700 | 163 | 130.35 | 21 |
| 1000 | 327 | 251.80 | 23 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elgamli, E.; Anayi, F. Diffusion of Alloying Cobalt Oxide (II, III) into Electrical Steel. Materials 2023, 16, 6315. https://doi.org/10.3390/ma16186315
Elgamli E, Anayi F. Diffusion of Alloying Cobalt Oxide (II, III) into Electrical Steel. Materials. 2023; 16(18):6315. https://doi.org/10.3390/ma16186315
Chicago/Turabian StyleElgamli, Elmazeg, and Fatih Anayi. 2023. "Diffusion of Alloying Cobalt Oxide (II, III) into Electrical Steel" Materials 16, no. 18: 6315. https://doi.org/10.3390/ma16186315