
Automated Fiber Placement Path Planning and Analysis of Pressure Vessels
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Placement Path Planning of Pressure Vessel
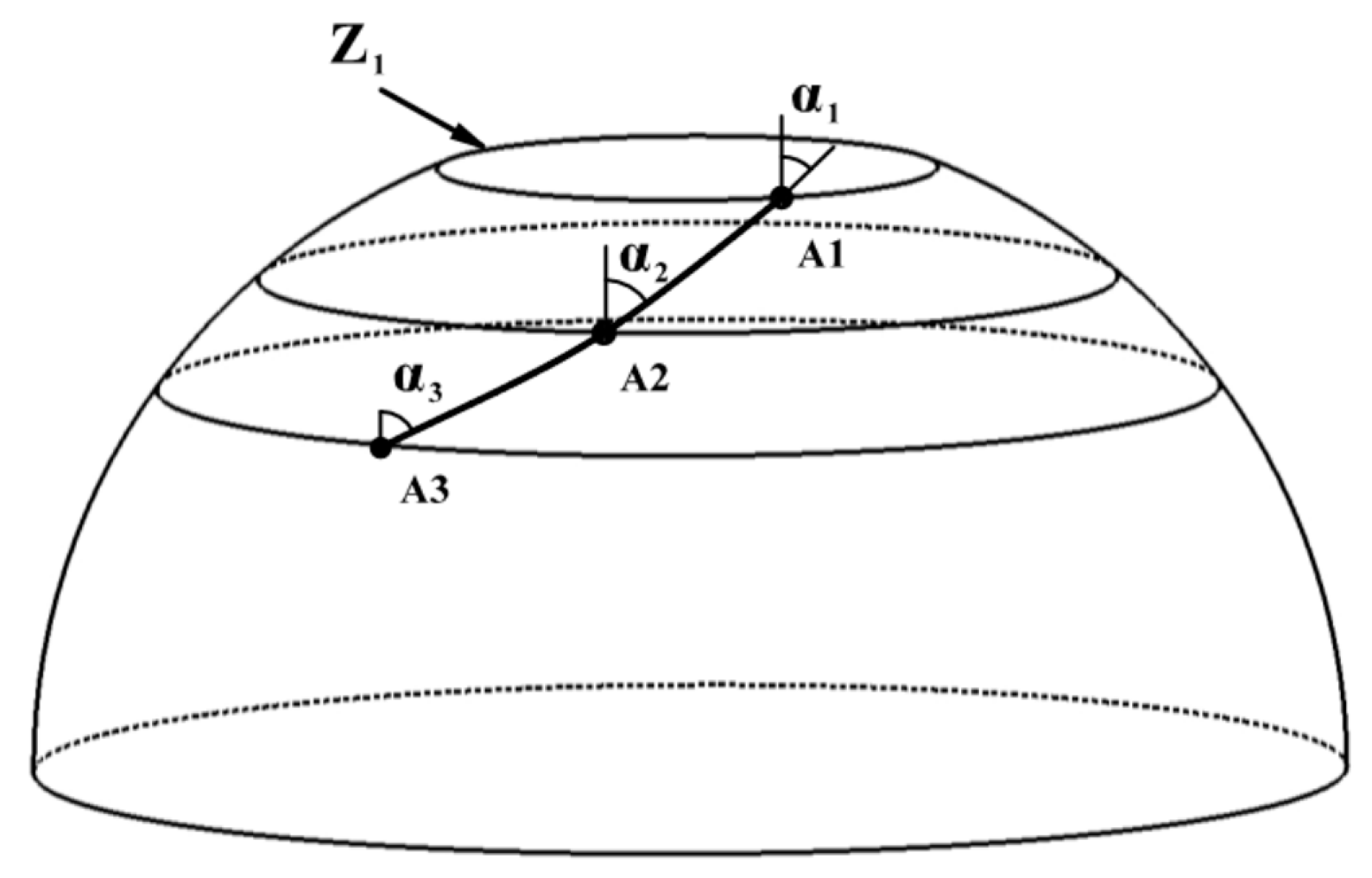
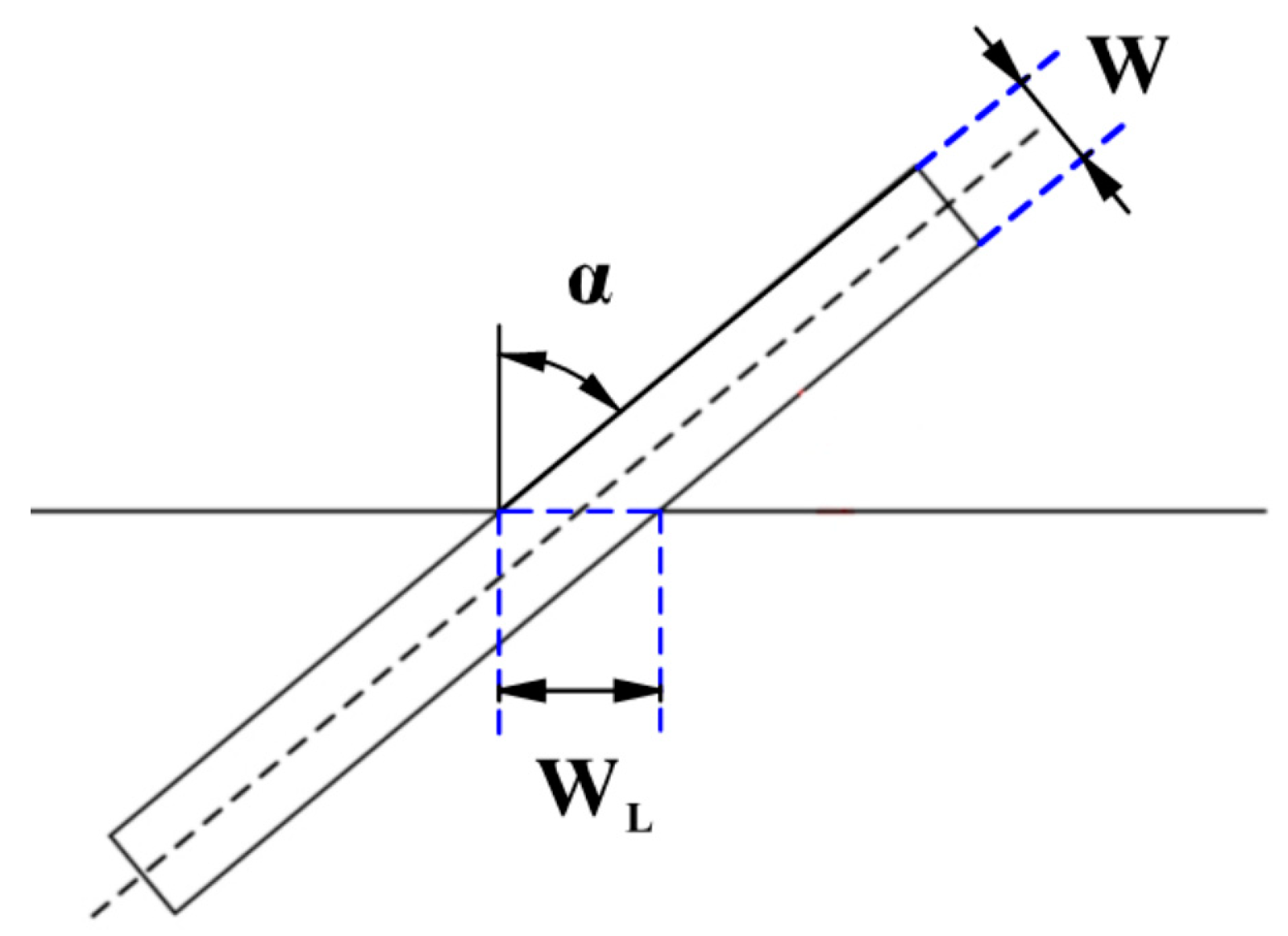
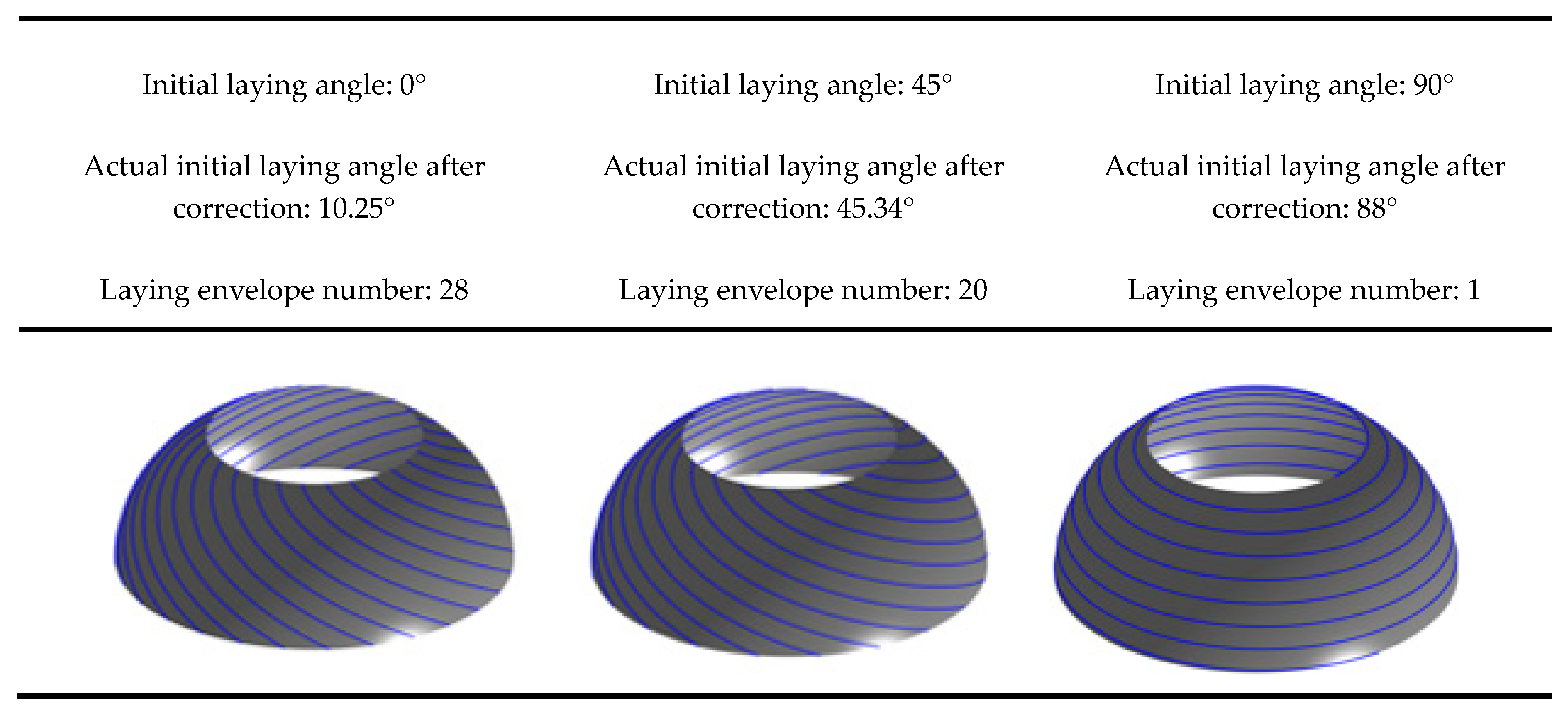
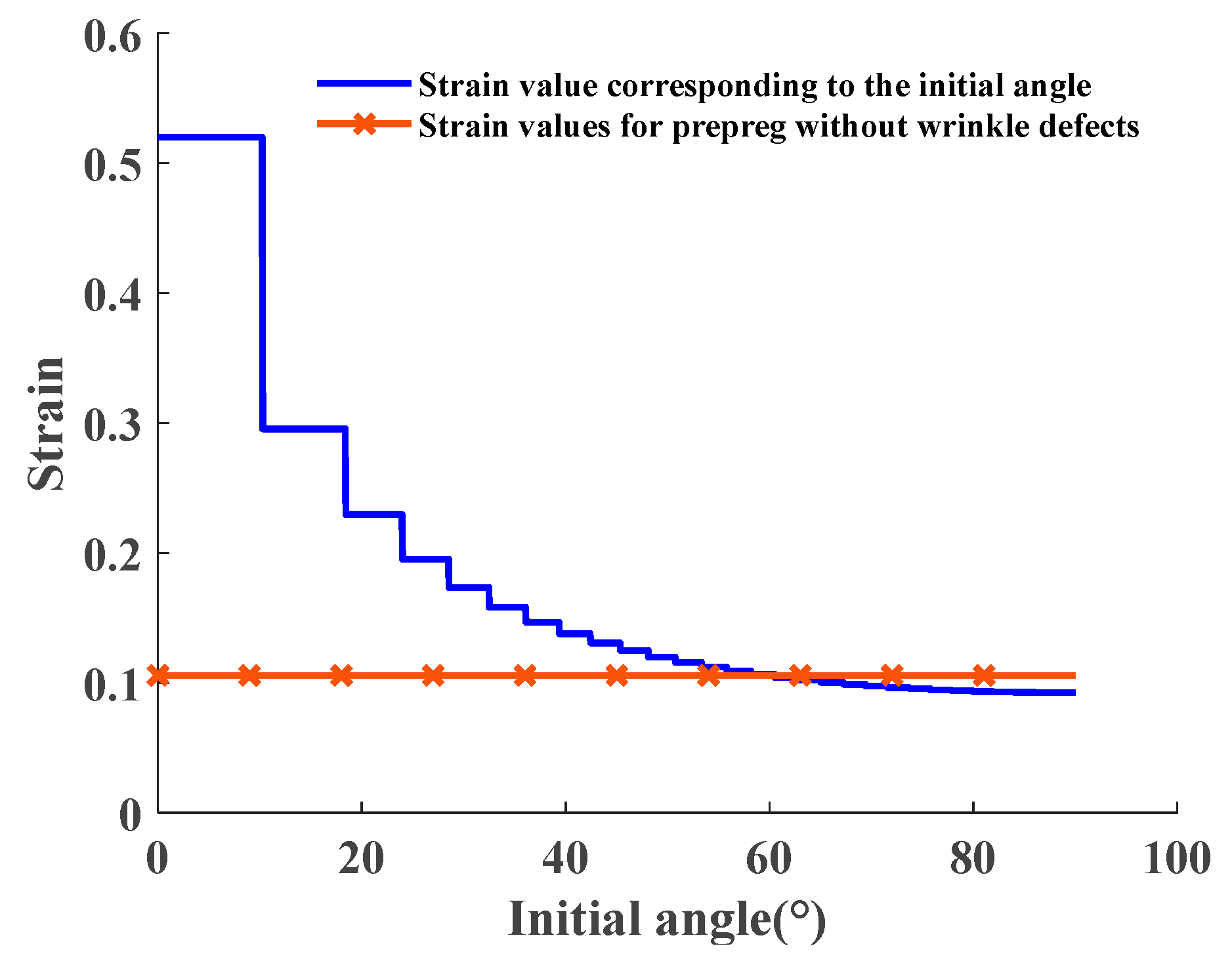
2.1. Placement Path Planning for Wrinkle-Free Defects in the Ellipsoidal Dome Section
2.2. Placement Path Planning for Defect-Free Algorithm in the Ellipsoidal Dome Section
2.3. Placement Path Planning for Wrinkle-Free Defects in the Cylinder Section
3. Full Coverage
4. Motion Control Analysis for the Placement Path of Pressure Vessel
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lin, L.; Wang, X.; Yang, B.; Zhang, L.; Zhao, Z.; Qu, X.; Lu, Y.; Jiang, X.; Lu, S. Conditionmonitoring of composite overwrap pressure vessels based on buckypaper sensor and MXene sensor. Compos. Commun. 2021, 25, 100699. [Google Scholar] [CrossRef]
- Daghighi, S.; Weaver, P.M. Three-dimensional effects influencing failure in bend-free, variable stiffness composite pressure vessels. Compos. Struct. 2021, 262, 113346. [Google Scholar] [CrossRef]
- Zu, L.; Xu, H.; Jia, X.; Zhang, Q.; Wang, H.; Zhang, B. Winding path design based on mandrel profile updates of composite pressure vessels. Compos. Struct. 2020, 235, 111766. [Google Scholar] [CrossRef]
- Li, H.; Li, M. Constant Winding Angle Curve on Revolution Surface and its Application. Comput. Des. 2022, 144, 103160. [Google Scholar] [CrossRef]
- Xiao, R.; Shi, J.; Xiao, J. Study of Allowable Interlaminar Normal Stress Based on the Time–Temperature Equivalence Principle in Automated Fiber Placement Process. Polymers 2021, 13, 4180. [Google Scholar] [CrossRef] [PubMed]
- Jiang, J.; He, Y.; Wang, H.; Ke, Y. Modeling and experimental validation of compaction pressure distribution for automated fiber placement. Compos. Struct. 2021, 256, 113101. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Mitsui, K.; Hirano, Y.; Todoroki, A.; Suzuki, Y. Optimization of curvilinear fiber orientation of composite plates and its experimental validation. Compos. Struct. 2021, 255, 112956. [Google Scholar] [CrossRef]
- Yan, L.; Chen, Z.C.; Shi, Y.; Mo, R. An accurate approach to roller path generation for robotic fibre placement of free-form surface composites. Robot. Comput. Manuf. 2014, 30, 277–286. [Google Scholar] [CrossRef]
- Bruyneel, M.; Zein, S. A modified Fast Marching Method for defining fiber placement trajectories over meshes. Comput. Struct. 2013, 125, 45–52. [Google Scholar] [CrossRef]
- Wang, X.; An, L.; Zhang, L.; Zhou, L. Uniform coverage of fibres over open-contoured freeform structure based on arc-length parameter. Chin. J. Aeronaut. 2008, 21, 571–577. [Google Scholar] [CrossRef]
- Shirinzadeh, B.; Cassidy, G.; Oetomo, D.; Alici, G. Trajectory generation for open-contoured structures in robotic fibre placement. Robot. Comput. Manuf. 2007, 23, 380–394. [Google Scholar] [CrossRef]
- Zhao, C.; Xiao, J.; Huang, W.; Huang, X.; Gu, S. Layup quality evaluation of fiber trajectory based on prepreg tow deformability for automated fiber placement. J. Reinf. Plast. Compos. 2016, 35, 1576–1585. [Google Scholar] [CrossRef]
- Wehbe, R.; Tatting, B.; Rajan, S.; Harik, R.; Sutton, M.; Gürdal, Z. Geometrical modeling of tow wrinkles in automated fiber placement. Compos. Struct. 2020, 246, 112394. [Google Scholar] [CrossRef]
- Belhaj, M.; Hojjati, M. Wrinkle formation during steering in automated fiber placement: Modeling and experimental verification. J. Reinf. Plast. Compos. 2018, 37, 396–409. [Google Scholar] [CrossRef]
- Brasington, A.; Sacco, C.; Halbritter, J.; Wehbe, R.; Harik, R. Automated fiber placement: A review of history, current technologies, and future paths forward. Compos. Part C Open Access 2021, 6, 100182. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, X.; Pei, J.; Zhou, Y. Review of automated fibre placement and its prospects for advanced composites. J. Mater. Sci. 2020, 55, 7121–7155. [Google Scholar] [CrossRef]
- Mu, Z.; Xu, W.; Liang, B. Avoidance of multiple moving obstacles during active debris removal using a redundant space manipulator. Int. J. Control Autom. Syst. 2017, 15, 815–826. [Google Scholar] [CrossRef]
- Doan, N.C.N.; Lin, W. Optimal robot placement with consideration of redundancy problem for wrist-partitioned 6R articulated robots. Robot. Comput. Manuf. 2017, 48, 233–242. [Google Scholar] [CrossRef]
- Wu, B.; Zhang, D.; Luo, M.; Zhang, Y. Collision and interference correction for impeller machining with non-orthogonal four-axis machine tool. Int. J. Adv. Manuf. Technol. 2013, 68, 693–700. [Google Scholar] [CrossRef]
- Belnoue, J.P.-H.; Mesogitis, T.; Nixon-Pearson, O.J.; Kratz, J.; Ivanov, D.S.; Partridge, I.K.; Potter, K.D.; Hallett, S.R. Understanding and predicting defect formation in automated fibre placement pre-preg laminates. Compos. Part A Appl. Sci. Manuf. 2017, 102, 196–206. [Google Scholar] [CrossRef]
- Brampton, C.J.; Wu, K.C.; Kim, H.A. New optimization method for steered fiber composites using the level set method. Struct. Multidiscip. Optim. 2015, 52, 493–505. [Google Scholar] [CrossRef]
- Zucco, G.; Rouhi, M.; Oliveri, V.; Cosentino, E.; O’higgins, R.M.; Weaver, P.M. Continuous tow steering around an elliptical cutout in a composite panel. AIAA J. 2021, 59, 5117–5129. [Google Scholar] [CrossRef]
- Gurdal, Z.; Tatting, B.; Wu, K. Tow-placement technology and fabrication issues for laminated composite structures. In Proceedings of the 46th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference, Austin, TX, USA, 18–21 April 2005. [Google Scholar] [CrossRef]
- Debout, P.; Chanal, H.; Duc, E. Tool path smoothing of a redundant machine: Application to Automated Fiber Placement. Comput. Des. 2011, 43, 122–132. [Google Scholar] [CrossRef]
- Qu, W.; He, R.; Cheng, L.; Yang, D.; Gao, J.; Wang, H.; Yang, Q.; Ke, Y. Placement suitability analysis of automated fiber placement on curved surfaces considering the influence of prepreg tow, roller and AFP machine. Compos. Struct. 2021, 262, 113608. [Google Scholar] [CrossRef]
- Zu, L.; Xu, H.; Wang, H.; Zhang, B.; Zi, B. Design and analysis of filament-wound composite pressure vessels based on non-geodesic winding. Compos. Struct. 2019, 207, 41–52. [Google Scholar] [CrossRef]
- Zu, L.; Xu, H.; Zhang, Q.; Jia, X.; Zhang, B.; Li, D. Design of filament-wound spherical pressure vessels based on non-geodesic trajectories. Compos. Struct. 2019, 218, 71–78. [Google Scholar] [CrossRef]
- Zhang, P.; Sun, R.; Zhao, X.; Hu, L. Placement suitability criteria of composite tape for mould surface in automated tape placement. Chin. J. Aeronaut. 2015, 28, 1574–1581. [Google Scholar] [CrossRef]
















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, B.; Wen, L.; Xiao, J.; Wang, S.; Ren, P.; Wang, L.; Zu, L.; Hou, X. Automated Fiber Placement Path Planning and Analysis of Pressure Vessels. Materials 2023, 16, 6187. https://doi.org/10.3390/ma16186187
Wang B, Wen L, Xiao J, Wang S, Ren P, Wang L, Zu L, Hou X. Automated Fiber Placement Path Planning and Analysis of Pressure Vessels. Materials. 2023; 16(18):6187. https://doi.org/10.3390/ma16186187
Chicago/Turabian StyleWang, Bo, Lihua Wen, Jinyou Xiao, Shiyu Wang, Ping Ren, Liqiang Wang, Lei Zu, and Xiao Hou. 2023. "Automated Fiber Placement Path Planning and Analysis of Pressure Vessels" Materials 16, no. 18: 6187. https://doi.org/10.3390/ma16186187