
Effects of TiC, Si, and Al on Combustion Synthesis of Ti3SiC2/TiC/Ti5Si3 Composites

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
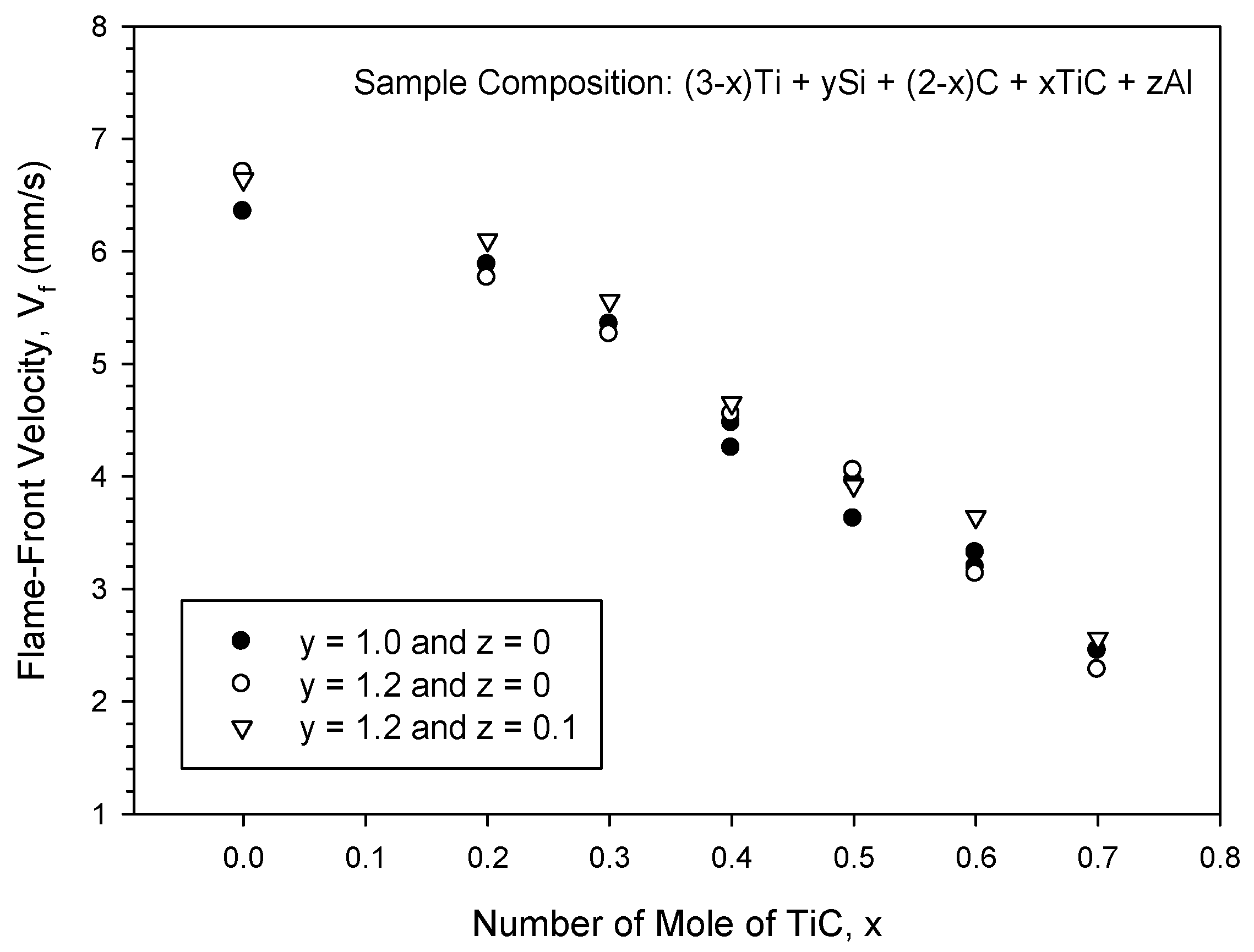
3.1. Combustion Wave Kinetics
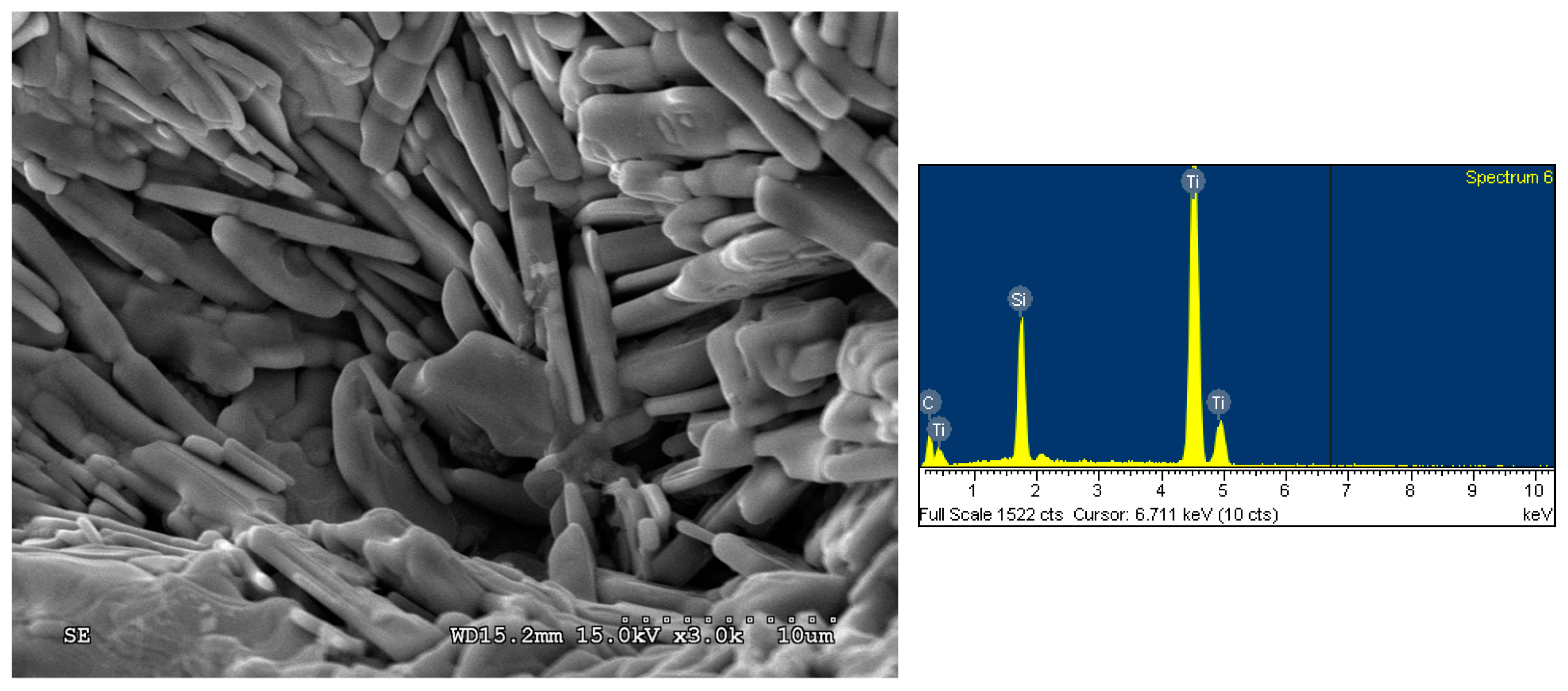
3.2. Composition and Microstructure Analyses of Synthesized Products
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Barsoum, M.W. MN+1AXN phases: A new class of solids; thermodynamically stable nanolaminates. Prog. Solid State Chem. 2000, 28, 201–281. [Google Scholar] [CrossRef]
- Ding, W.; Hu, B.; Fu, S.; Wan, D.; Bao, Y.; Feng, Q.; Grasso, S.; Hu, C. Ultra-fast thermal shock evaluation of Ti2AlC ceramic. Materials 2022, 15, 6877. [Google Scholar] [CrossRef]
- Gu, G.; Shang, J.; Lin, D. Effect of Ti3SiC2 and Ti3AlC2 particles on microstructure and wear resistance of microarc oxidation layers on TC4 alloy. Materials 2022, 15, 9078. [Google Scholar] [CrossRef]
- Fu, Y.; Li, Z.; Gao, W.; Zhao, D.; Huang, Z.; Sun, B.; Yan, M.; Liu, G.; Liu, Z. Exploring hydrogen incorporation into the Nb4AlC3 MAX Phases: Ab initio calculations. Materials 2022, 15, 7576. [Google Scholar] [CrossRef]
- Goc, K.; Przewoźnik, J.; Witulska, K.; Chlubny, L.; Tokarz, W.; Strączek, T.; Michalik, J.M.; Jurczyk, J.; Utke, I.; Lis, J.; et al. Structure, morphology, heat capacity, and electrical transport properties of Ti3(Al,Si)C2 materials. Materials 2021, 14, 3222. [Google Scholar] [CrossRef] [PubMed]
- Hu, W.; Huang, Z.; Wang, Y.; Li, X.; Zhai, H.; Zhou, Y.; Chen, L. Layered ternary MAX phases and their MX particulate derivative reinforced metal matrix composite: A review. J. Alloys Compd. 2021, 856, 157313. [Google Scholar] [CrossRef]
- Zhang, Z.; Duan, X.; Jia, D.; Zhou, Y.; van der Zwaag, S. On the formation mechanisms and properties of MAX phases: A review. J. Eur. Ceram. Soc. 2021, 41, 3851–3878. [Google Scholar] [CrossRef]
- Mo, Y.; Rulis, P.; Ching, W.Y. Electronic structure and optical conductivities of 20 MAX-phase compounds. Phys. Rev. B 2012, 86, 165122. [Google Scholar] [CrossRef]
- Son, W.; Duong, T.; Talapatra, A.; Prehn, E.; Tan, Z.; Radovic, M.; Arróyave, R. Minimal effect of stacking number on intrinsic cleavage and shear behavior of Tin+1AlCn and Tan+1AlCn MAX phases. J. Appl. Phys. 2018, 123, 225102. [Google Scholar] [CrossRef]
- Hu, C.; Zhang, H.; Li, F.; Huang, Q.; Bao, Y. New phases’ discovery in MAX family. Int. J. Refract. Met. Hard Mater. 2013, 36, 300–312. [Google Scholar] [CrossRef]
- Gonzalez-Julian, J. Processing of MAX phases: From synthesis to applications. J. Am. Ceram. Soc. 2021, 104, 659–690. [Google Scholar] [CrossRef]
- Gonzalez-Julian, J.; Go, T.; Mack, D.E.; Vaßen, R. Thermal cycling testing of TBCs on Cr2AlC MAX phase substrates. Surf. Coat. Technol. 2018, 340, 17–24. [Google Scholar] [CrossRef]
- Murty, K.L.; Charit, I. Structural materials for Gen-IV nuclear reactors: Challenges and opportunities. J. Nucl. Mater. 2008, 383, 189–195. [Google Scholar] [CrossRef]
- Fashandi, H.; Andersson, M.; Eriksson, J.; Lu, J.; Smedfors, K.; Zetterling, C.M.; Lloyd Spetz, A.; Eklund, P. Single-step synthesis process of Ti3SiC2 ohmic contacts on 4H-SiC by sputter-deposition of Ti. Scr. Mater. 2015, 99, 53–56. [Google Scholar] [CrossRef]
- Trandafir, M.M.; Neaţu, F.; Chirica, I.M.; Neaţu, S.; Kuncser, A.C.; Cucolea, E.I.; Natu, V.; Barsoum, M.W.; Florea, M. Highly efficient ultralow Pd loading supported on MAX phases for chemoselective hydrogenation. ACS Catal. 2020, 10, 5899–5908. [Google Scholar] [CrossRef]
- Perevislov, S.N.; Sokolova, T.V.; Stolyarova, V.L. The Ti3SiC2 MAX phases as promising materials for high temperature applications: Formation under various synthesis conditions. Mater. Chem. Phys. 2021, 267, 124625. [Google Scholar] [CrossRef]
- El-Raghy, T.; Barsoum, M.W. Processing and mechanical properties of Ti3SiC2: I, Reaction path and microstructure evolution. J. Am. Ceram. Soc. 1999, 82, 2849–2854. [Google Scholar] [CrossRef]
- Li, S.B.; Zhai, H.X. Synthesis and reaction mechanism of Ti3SiC2 by mechanical alloying of elemental Ti, Si, and C powders. J. Am. Ceram. Soc. 2005, 88, 2092–2098. [Google Scholar] [CrossRef]
- Li, J.F.; Matsuki, T.; Watanabe, R. Mechanical-alloying-assisted synthesis of Ti3SiC2 powder. J. Am. Ceram. Soc. 2002, 85, 1004–1006. [Google Scholar] [CrossRef]
- Zou, Y.; Sun, Z.; Hashimoto, H.; Cheng, L. Reaction mechanism in Ti–SiC–C powder mixture during pulse discharge sintering. Ceram. Int. 2010, 36, 1027–1031. [Google Scholar] [CrossRef]
- Islak, B.Y.; Ayas, E. Evaluation of properties of spark plasma sintered Ti3SiC2 and Ti3SiC2/SiC composites. Ceram. Int. 2019, 45, 12297–12306. [Google Scholar] [CrossRef]
- Wozniak, J.; Petrus, M.; Cygan, T.; Adamczyk-Cieślak, B.; Moszczyńska, D.; Olszyna, A.R. Synthesis of Ti3SiC2 phases and consolidation of MAX/SiC composites—Microstructure and mechanical properties. Materials 2023, 16, 889. [Google Scholar] [CrossRef]
- Lyu, L.; Qiu, X.; Yue, H.; Zhou, M.; Zhu, H. Corrosion behavior of Ti3SiC2 in flowing liquid lead–bismuth eutectic at 500 °C. Materials 2022, 15, 7406. [Google Scholar] [CrossRef] [PubMed]
- Yeh, C.L.; Shen, Y.G. Effects of SiC addition on formation of Ti3SiC2 by self-propagating high-temperature synthesis. J. Alloys Compd. 2008, 461, 654–660. [Google Scholar] [CrossRef]
- Meng, F.; Liang, B.; Wang, M. Investigation of formation mechanism of Ti3SiC2 by self-propagating high-temperature synthesis. Int. J. Refract. Met. Hard Mater. 2013, 41, 152–161. [Google Scholar] [CrossRef]
- Sun, H.Y.; Kong, X.; Yi, Z.Z.; Wang, Q.B.; Liu, G.Y. The difference of synthesis mechanism between Ti3SiC2 and Ti3AlC2 prepared from Ti/M/C (M = Al or Si) elemental powders by SHS technique. Ceram. Int. 2014, 40, 12977–12981. [Google Scholar] [CrossRef]
- Korchagin, M.A.; Gavrilov, A.I.; Grishina, I.V.; Dudina, D.V.; Ukhina, A.V.; Bokhonov, B.B.; Lyakhov, N.Z. Self-propagating high-temperature synthesis of Ti3SiC2 and Ti3AlC2 single-phase MAX phases in mechanically activated mixtures of initial reactants. Combust. Explos. Shock Waves 2022, 58, 46–53. [Google Scholar] [CrossRef]
- Li, C.; Zhang, F.; He, J.; Yin, F. Microstructure evolution and mechanical properties of reactive plasma sprayed Ti3SiC2-Ti5Si3-TiC composite coatings. Mater. Chem. Phys. 2020, 254, 123495. [Google Scholar] [CrossRef]
- Zhang, F.; Zhao, L.; Yu, G.; Chen, J.; Yan, S.; He, J.; Yin, F. Effect of annealing temperature on microstructure and mechanical properties of plasma sprayed TiC-Ti5Si3-Ti3SiC2 composite coatings. Surf. Coat. Technol. 2021, 422, 127581. [Google Scholar] [CrossRef]
- Radhakrishnan, R.; Williams, J.J.; Akinc, M. Synthesis and high-temperature stability of Ti3SiC2. J. Alloys Compd. 1999, 285, 85–88. [Google Scholar] [CrossRef]
- Liu, X.; Jiang, Y.; Zhang, H.; Yu, L.; Kang, J.; He, Y. Porous Ti3SiC2 fabricated by mixed elemental powders reactive synthesis. J. Eur. Ceram. Soc. 2015, 35, 1349–1353. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, L.; Jiang, W.; Chen, L. Fabrication of high purity Ti3SiC2 from Ti/Si/C with the aids of Al by spark plasma sintering. J. Alloys Compd. 2007, 437, 203–207. [Google Scholar] [CrossRef]
- Sun, Z.; Yang, S.; Hashimoto, H. Effect of Al on the synthesis of Ti3SiC2 by reactively sintering Ti–SiC–C powder mixtures. J. Alloys Compd. 2007, 439, 321–325. [Google Scholar] [CrossRef]
- Peng, M.; Shi, X.; Zhu, Z.; Wang, M.; Zhang, Q. Facile synthesis of Ti3SiC2 powder by high energy ball-milling and vacuum pressureless heat-treating process from Ti–TiC–SiC–Al powder mixtures. Ceram. Int. 2012, 38, 2027–2033. [Google Scholar] [CrossRef]
- Xu, B.; Chen, Q.; Li, X.; Meng, C.; Zhang, H.; Xu, M.; Li, J.; Wang, Z.; Deng, C. Synthesis of single-phase Ti3SiC2 from coarse elemental powders and the effects of excess Al. Ceram. Int. 2019, 45, 948–953. [Google Scholar] [CrossRef]
- Gubarevich, A.V.; Tamura, R.; Maletaskić, J.; Yoshida, K.; Yano, T. Effect of aluminum addition on yield and microstructure of Ti3SiC2 prepared by combustion synthesis method. Mater. Today Proc. 2019, 16, 102–108. [Google Scholar] [CrossRef]
- Levashov, E.A.; Mukasyan, A.S.; Rogachev, A.S.; Shtansky, D.V. Self-propagating high-temperature synthesis of advanced materials and coatings. Int. Mater. Rev. 2017, 62, 203–239. [Google Scholar] [CrossRef]
- Xu, J.; Ma, P.; Zou, B.; Yang, X. Reaction behavior and formation mechanism of ZrB2 and ZrC from the Ni-Zr-B4C system during self-propagating high-temperature synthesis. Materials 2023, 16, 354. [Google Scholar] [CrossRef]
- Akopdzhanyan, T.; Abzalov, D.; Moskovskikh, D.; Abedi, M.; Romanovski, V. Combustion synthesis of magnesium-aluminum oxynitride MgAlON with tunable composition. Materials 2023, 16, 3648. [Google Scholar] [CrossRef] [PubMed]
- Yeh, C.L.; Lin, J.Z. Combustion synthesis of Cr-Al and Cr-Si intermetallics with Al2O3 additions from Cr2O3-Al and Cr2O3-Al-Si reaction systems. Intermetallics 2013, 33, 126–133. [Google Scholar] [CrossRef]
- Zou, Y.; Sun, Z.; Tada, S.; Hashimoto, H. Effect of Al addition on low-temperature synthesis of Ti3SiC2 powder. J. Alloys Compd. 2008, 461, 579–584. [Google Scholar] [CrossRef]
- Ivleva, T.P.; Merzhanov, A.G. Three-dimensional spinning waves in the case of gas-free combustion. Dokl. Phys. 2000, 45, 136–141. [Google Scholar] [CrossRef]
- Munir, Z.A.; Anselmi-Tamburini, U. Self-propagating exothermic reactions: The synthesis of high-temperature materials by combustion. Mater. Sci. Rep. 1989, 3, 277–365. [Google Scholar] [CrossRef]
- Yeh, C.L.; Zheng, F.Y. Formation of TiB2-MgAl2O4 composites by SHS metallurgy. Materials 2023, 16, 1615. [Google Scholar] [CrossRef] [PubMed]
- Binnewies, M.; Milke, E. Thermochemical Data of Elements and Compounds; Wiley-VCH Verlag GmbH: Weinheim, Germany, 2002. [Google Scholar]
- Gauthier, V.; Cochepin, B.; Dubois, S.; Vrel, D. Self-propagating high-temperature synthesis of Ti3SiC2: Study of the reaction mechanisms by time-resolved X-ray diffraction and infrared thermography. J. Am. Ceram. Soc. 2006, 89, 2899–2907. [Google Scholar] [CrossRef]
- Wu, E.; Kisi, E.H.; Riley, D.P.; Smith, R.I. Intermediate phases in Ti3SiC2 synthesis from Ti/SiC/C mixtures studies by time-resolved neutron diffraction. J. Am. Ceram. Soc. 2002, 85, 3084–3086. [Google Scholar] [CrossRef]
- Riley, D.P.; Kisi, E.H.; Hansen, T.C.; Hewat, A.W. Self-propagating high-temperature synthesis of Ti3SiC2: I, ultra-high-speed neutron diffraction study of the reaction mechanism. J. Am. Ceram. Soc. 2002, 85, 2417–2424. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Methods | Reactant Mixtures | Synthesized Products | Refs. |
|---|---|---|---|
| SPS (1500 °C for 20 min) | 3Ti/SiC/C | Ti3SiC2/TiC/Ti5Si3 composite | [20] |
| SPS (1400 °C for 15 min) | Ti/1.1Si/2TiC/0.2Al 2.2Si/3TiC/0.2Al | Pure Ti3SiC2 Ti3SiC2/SiC composite | [21] |
| SPS (1280 °C for 36 min) | 3Ti/Si/2C/0.2Al | Pure Ti3SiC2 | [32] |
| SPS (1200 °C for 30 min) | 3Ti/SiC/C/0.15Al | Pure Ti3SiC2 | [33] |
| Reactive sintering (1350 °C for 3 h) | 3TiH2/1.2Si/2C | Pure Ti3SiC2 | [31] |
| Reactive sintering (1280 °C for 1 h) | 4Ti/TiC/2SiC/0.2Al | Ti3SiC2/TiC composite | [34] |
| Reactive sintering (1400 °C for 2 h) | 3Ti/1.5Si/1.9C/0.5Al | Pure Ti3SiC2 | [35] |
| Reactive sintering (1300 °C for 2 h) | Ti/Si/2TiC/0.2Al | Pure Ti3SiC2 | [41] |
| SHS | 3Ti/Si/2C, Ti/Si/2TiC, and 3Ti/SiC/C | Ti3SiC2/TiC/Ti5Si3 composite | [25] |
| SHS | 3Ti/Si/2C/0.2Al | Ti3SiC2/TiC composite | [36] |
| SHS | 2.5Ti/1.2Si/1.5C/0.5TiC/0.1Al | Ti3SiC2/TiC/Ti5Si3 composite | This work |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yeh, C.-L.; Lai, K.-L. Effects of TiC, Si, and Al on Combustion Synthesis of Ti3SiC2/TiC/Ti5Si3 Composites. Materials 2023, 16, 6142. https://doi.org/10.3390/ma16186142
Yeh C-L, Lai K-L. Effects of TiC, Si, and Al on Combustion Synthesis of Ti3SiC2/TiC/Ti5Si3 Composites. Materials. 2023; 16(18):6142. https://doi.org/10.3390/ma16186142
Chicago/Turabian StyleYeh, Chun-Liang, and Kuan-Ling Lai. 2023. "Effects of TiC, Si, and Al on Combustion Synthesis of Ti3SiC2/TiC/Ti5Si3 Composites" Materials 16, no. 18: 6142. https://doi.org/10.3390/ma16186142