
The Effects of the Pre-Anodized Film Thickness on Growth Mechanism of Plasma Electrolytic Oxidation Coatings on the 1060 Al Substrate
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Sample Preparation Method
2.2. Coating Characterizations
3. Results and Discussion
3.1. Voltage–Time Response
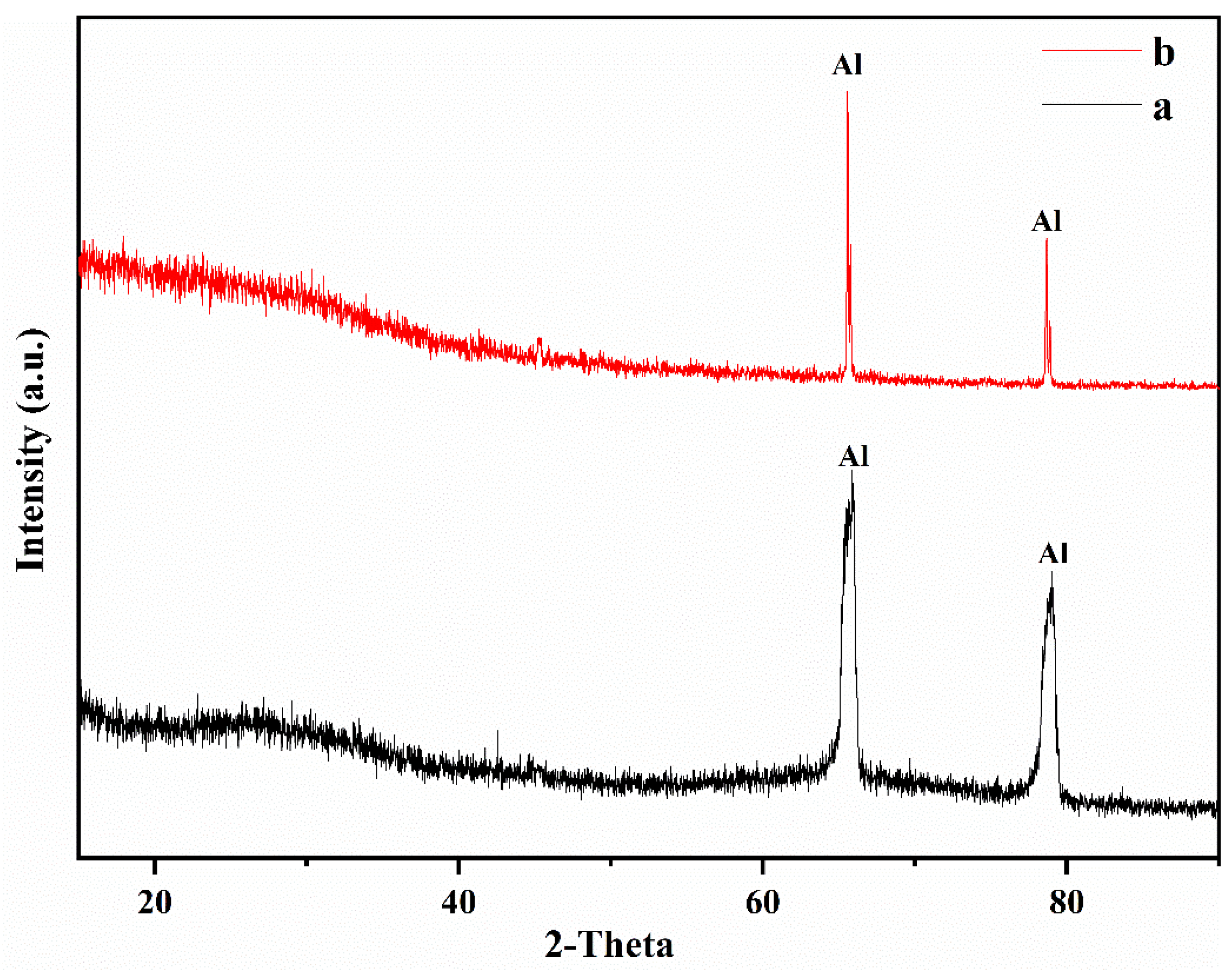
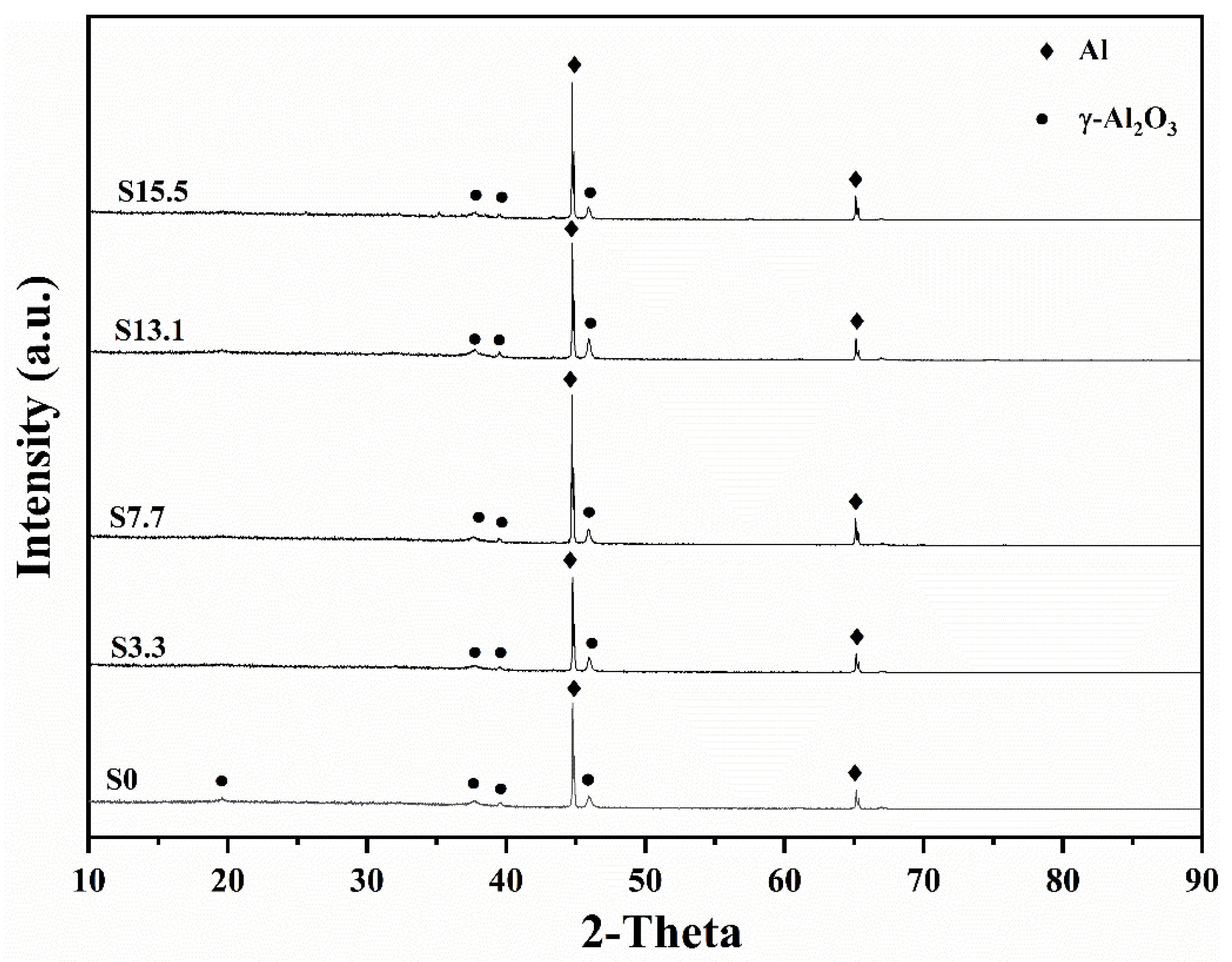
3.2. Phase Composition
3.3. Surface Microstructures of Coatings
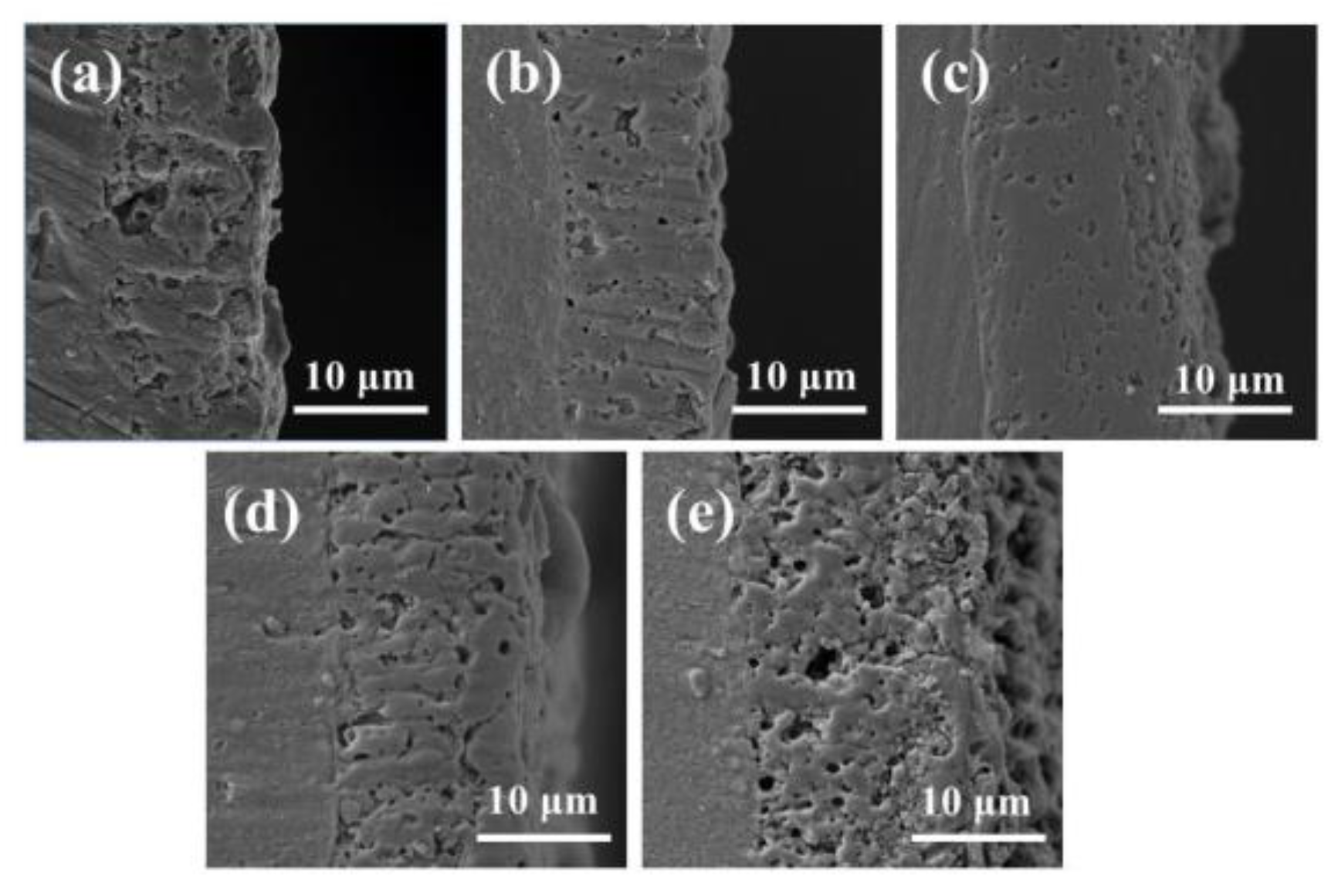
3.4. Coating Cross Sections and Thicknesses
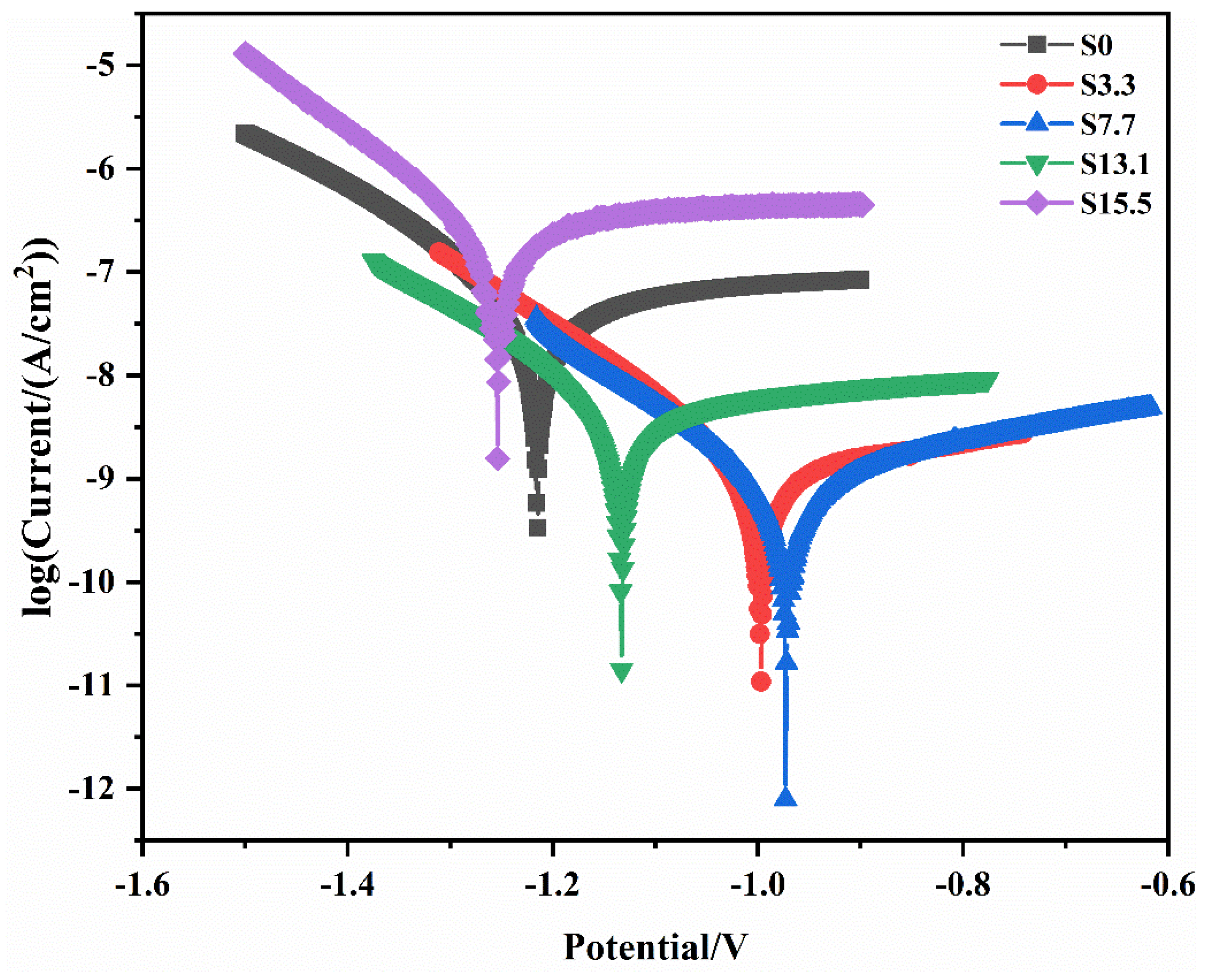
3.5. Corrosion Behavior
3.6. PEO Coating Growth Mechanism under Soft Sparking
4. Conclusions
- The pre-anodized film promoted the early occurrence of soft sparking and maintained the sparks throughout the PEO process. In the soft-sparking state, reactions constantly occurred in the coating, leading to an increase in its density.
- The coating with the pre-anodized film consisted of Al and γ-Al2O3 phases. Early in the anodizing stage, sparks appeared on the surface of the film, and the surface layer was heated to produce γ-Al2O3. When the voltage reached the breakdown voltage, the remainder of the coating was broken through, and the phase transition of the coating occurred.
- The presence of the pre-anodized film changes the final morphology of the coating. The pre-anodized film allowed the volume of the PEO coating cavity to be reduced, increasing the density of the PEO coating. When the thickness of the pre-anodized layer was ≥13.1 μm, the number of plasma discharges occurring inside the coating increased, and the escape of the gases generated by the reaction became difficult, increasing the volume of the cavity between the exterior and interior of the coating.
- As the thickness of the pre-anodized film increased, the thickness of the PEO coating first increased and then decreased. At a pre-anodized film thickness of 7.7 μm, the PEO coating exhibited its maximum thickness of 14.3 μm. When the thickness of the pre-anodizing film increased beyond 13.1 μm, the PEO coating grew slowly, and its thickness decreased.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Walsh, F.C.; Low, C.T.; Wood, R.J.; Stevens, K.T.; Archer, J.; Poeton, A.R.; Ryder, A. Plasma electrolytic oxidation (PEO) for production of anodised coatingss on lightweight metal (Al, Mg, Ti) alloys. Trans. Inst. Met. Finish. 2009, 87, 122–135. [Google Scholar] [CrossRef]
- Kaseem, M.; Fatimah, S.; Nashrah, N.; Ko, Y.G. Recent progress in surface modification of metals coated by plasma electrolytic oxidation: Principle, structure, and performance. Prog. Mater. Sci. 2021, 117, 100735. [Google Scholar] [CrossRef]
- Wang, D.D.; Liu, X.T.; Wu, Y.K.; Han, H.P.; Yang, Z.; Su, Y.; Zhang, X.Z.; Wu, G.R.; Shen, D.J. Evolution process of the plasma electrolytic oxidation (PEO) coatings formed on aluminum in an alkaline sodium hexametaphosphate ((NaPO3)6) electrolyte. J. Alloys Compd. 2019, 798, 129–143. [Google Scholar] [CrossRef]
- Matykina, E.; Arrabal, R.; Skeldon, P.; Thompson, G.E. Investigation of the growth processes of coatings formed by AC plasma electrolytic oxidation of aluminum. Electrochim. Acta 2009, 54, 6767–6778. [Google Scholar] [CrossRef]
- Sela, S.; Borodianskiy, K. Synthesis of ceramic surface on Zr alloy using plasma electrolytic oxidation in molten salt. Surf. Interfaces 2023, 36, 102533. [Google Scholar] [CrossRef]
- Clyne, T.W.; Troughton, S.C. A review of recent work on discharge characteristics during plasma electrolytic oxidation of various metals. Int. Mater. Rev. 2019, 64, 127162. [Google Scholar] [CrossRef]
- Sobolev, A.; Peretz, T. Konstantin Borodianskiy, Fabrication and Characterization of Ceramic Coating on Al7075 Alloy by Plasma Electrolytic Oxidation in Molten Salt. Coatings 2020, 10, 933. [Google Scholar] [CrossRef]
- Yerokhin, A.L.; Nie, X.; Leyland, A.; Matthews, A.; Dowey, S.J. Plasma electrolysis for surface engineering. Surf. Coat. Technol. 1999, 122, 73–93. [Google Scholar] [CrossRef]
- Wang, D.D.; Liu, X.T.; Wang, Y.; Zhang, Q.; Li, D.L.; Liu, X.; Su, H.; Zhang, Y.; Yu, S.X.; Shen, D. Role of the electrolyte composition in establishing plasma discharges and coatings growth process during a micro–arc oxidation. Surf. Coat. Technol. 2020, 402, 12634. [Google Scholar] [CrossRef]
- Nominé, A.; Troughton, S.C.; Nominé, A.V.; Henrion, G.; Clyne, T.W. High speed video evidence for localised discharge during plasma electrolytic oxidation. Surf. Coat. Technol. 2015, 269, 125–130. [Google Scholar] [CrossRef]
- Troughton, S.C.; Nominé, A.; Nominé, A.V.; Henrion, G.; Clyne, T.W. Synchronised electrical monitoring and high speed video of bubble growth associated with individual discharges during plasma electrolytic oxidation. Appl. Surf. Sci. 2015, 359, 405–411. [Google Scholar] [CrossRef]
- Lu, X.; Blawert, C.; Kainer, K.U.; Zheludkevich, M.L. Investigation of the formation mechanisms of plasma electrolytic oxidation coatings on Mg alloy AM50 using particles. Electrochim. Acta 2016, 196, 680–691. [Google Scholar] [CrossRef]
- Cheng, Y.; Cao, J.; Mao, M.; Xie, H.; Skeldon, P. Key factors determining the development of two morphologies of plasma electrolytic coatings on an Al–Cu–Li alloy in aluminate electrolytes. Surf. Coat. Technol. 2016, 291, 239–249. [Google Scholar] [CrossRef]
- Hussein, R.O.; Nie, X.; Northwood, D.O.; Yerokhin, A.Y.; Matthews, A. Spectroscopic study of electrolytic plasma and discharging behaviour during the plasma electrolytic oxidation (PEO) process. J. Phys. D Appl. Phys. 2010, 43, 10523. [Google Scholar] [CrossRef]
- Hussein, R.O.; Nie, X.; Northwood, D.O. An investigation of ceramic coatings growth mechanisms in plasma electrolytic oxidation (PEO) processing. Electrochim. Acta 2013, 112, 111–119. [Google Scholar] [CrossRef]
- Jaspard, F.; Czerwiec, T.; Henrion, G.; Belmonte, T.; Dujardin, L.; Viola, A.; Beauvir, J. Tailored aluminium oxide layers by bipolar current adjustment in the Plasma Electrolytic Oxidation (PEO) process. Surf. Coat. Technol. 2007, 201, 8677–8682. [Google Scholar] [CrossRef]
- Cheng, Y.L.; Xue, Z.G.; Wang, Q.; Wu, X.Q.; Matykina, E.; Skeldon, P.; Thompson, G.E. New findings on properties of plasma electrolytic oxidation coatings from study of an Al–Cu–Li alloy. Electrochim. Acta 2013, 107, 358–378. [Google Scholar] [CrossRef]
- Rogov, A.B.; Yerokhin, A.; Matthews, A. The role of cathodic current in plasma electrolytic oxidation of aluminum: Phenomenological concepts of the “soft sparking” mode. Langmuir 2017, 33, 11059–11069. [Google Scholar] [CrossRef]
- Gebarowski, W.; Pietrzyk, S. Influence of the cathodic pulse on the formation and morphology of oxide coatings on aluminium produced by plasma electrolytic oxidation. Arch. Metall. Mater. 2013, 58, 241–245. [Google Scholar] [CrossRef]
- Hakimizad, A.; Raeissi, K.; Santamaria, M.; Asghari, M. Effects of pulse current mode on plasma electrolytic oxidation of 7075 Al in Na2WO4 containing solution: From unipolar to soft–sparking regime. Electrochim. Acta 2018, 284, 618–629. [Google Scholar] [CrossRef]
- Melhem, A.; Henrion, G.; Czerwiec, T.; Briançon, J.L.; Duchanoy, T.; Brochard, F.; Belmonte, T. Changes induced by process parameters in oxide layers grown by the PEO process on Al alloys. Surf. Coat. Technol. 2011, 205, 133–136. [Google Scholar] [CrossRef]
- Tsai, D.S.; Chen, G.W.; Chou, C.C. Probe the micro arc softening phenomenon with pulse transient analysis in plasma electrolytic oxidation. Surf. Coat. Technol. 2019, 357, 235–243. [Google Scholar] [CrossRef]
- Matykina, E.; Arrabal, R.; Skeldon, P.; Thompson, G.E.; Baqunguer, P. AC PEO of aluminium with porous alumina precursor films. Surf. Coat. Technol. 2010, 205, 1668–1678. [Google Scholar] [CrossRef]
- Martin, J.; Akoda, K.; Ntomprougkidis, V.; Ferry, O.; Maizeray, A.; Bastien, A.; Brenot, P.; Ezo’o, G.; Henrion, G. Duplex surface treatment of metallic alloys combining cold-spray and plasma electrolytic oxidation technologies. Surf. Coat. Technol. 2020, 392, 125756. [Google Scholar] [CrossRef]
- Leontiev, A.P.; Roslyakov, I.V.; Napolskii, K.S. Complex influence of temperature on oxalic acid anodizing of aluminium. Electrochim. Acta 2019, 319, 88–94. [Google Scholar] [CrossRef]
- Martin, J.; Nominé, A.; Brochard, F.; Briançon, J.-L.; Noël, C.; Belmonte, T.; Czerwiec, T.; Henrion, G. Delay in micro–discharges appearance during PEO of Al: Evidence of a mechanism of charge accumulation at the electrolyte/oxide interface. Appl. Surf. Sci. 2017, 410, 29–41. [Google Scholar] [CrossRef]
- Chime, U.K.; Ezema, F.I.; Marques-Hueso, J. Porosity and hole diameter tuning on nanoporous anodic aluminium oxide membranes by one-step anodization. Optik 2018, 174, 558–562. [Google Scholar] [CrossRef]
- Rogov, A.B.; Matthews, A.; Yerokhin, A. Role of cathodic current in plasma electrolytic oxidation of Al: A quantitative approach to in-situ evaluation of cathodically induced effects. Electrochim. Acta 2019, 317, 221–231. [Google Scholar] [CrossRef]
- Rogov, A.B.; Matthews, A.; Yerokhin, A. Relaxation kinetics of plasma electrolytic oxidation coated Al electrode: Insight into the role of negative current. J. Phys. Chem. C 2020, 124, 23784–23797. [Google Scholar] [CrossRef]
- Kalra, K.C.; Singh, K.C.; Singh, M. Electrical breakdown of anodic films on titanium in aqueous electrolytes. J. Electroanal. Chem. 1994, 371, 73–78. [Google Scholar] [CrossRef]
- Snezhko, L.A.; Erokhin, A.L.; Kalinichenko, O.A.; Misnyankin, D.A. Hydrogen release on the anode in the course of plasma electrolytic oxidation of aluminum. Mater. Sci. 2016, 52, 421–430. [Google Scholar] [CrossRef]
- Wang, R.Q.; Wu, Y.K.; Wu, G.R.; Chen, D.; He, D.L.; Li, D.G.; Guo, C.; Zhou, Y.; Shen, D.; Nash, P. An investigation about the evolution of microstructure and composition difference between two interfaces of plasma electrolytic oxidation coatings on Al. J. Alloys Compd. 2018, 753, 272–281. [Google Scholar] [CrossRef]
- Fatimah, S.; Kamil, M.P.; Kwon, J.H.; Kaseem, M.; Ko, Y.G. Dual incorporation of SiO2 and ZrO2 nanoparticles into the oxide layer on 6061 Al alloy via plasma electrolytic oxidation: Coatings structure and corrosion properties. J. Alloys Compd. 2017, 707, 358–364. [Google Scholar] [CrossRef]
- Martin, J.; Nominé, A.; Ntomprougkidis, V.; Migot, S.; Bruy, S.; Soldera, F.; Belmonte, T.; Henrion, G. Formation of a metastable nanostructured mullite during plasma electrolytic oxidation of aluminium in “soft” regime condition. Mater. Des. 2019, 180, 107977. [Google Scholar] [CrossRef]
- Dunleavy, C.S.; Golosnoy, I.O.; Curran, J.A.; Clyne, T.W. Characterisation of discharge events during plasma electrolytic oxidation. Surf. Coat. Technol. 2009, 203, 3410–3419. [Google Scholar] [CrossRef]
- Oh, Y.J.; Mun, J.I.; Kim, J.H. Effects of alloying elements on microstructure and protective properties of Al2O3 coatings formed on aluminum alloy substrates by plasma electrolysis. Surf. Coat. Technol. 2009, 204, 141–148. [Google Scholar] [CrossRef]
- Mortazavi, G.; Jiang, J.; Meletis, E.I. Investigation of the plasma electrolytic oxidation mechanism of titanium. Appl. Surf. Sci. 2019, 488, 370–382. [Google Scholar] [CrossRef]
- Wang, S.; Liu, X.; Yin, X.; Du, N. Influence of electrolyte components on the microstructure and growth mechanism of plasma electrolytic oxidation coatings on 1060 aluminum alloy. Surf. Coat. Technol. 2020, 381, 12521. [Google Scholar] [CrossRef]
- Duan, H.; Li, Y.; Xia, X.; Chen, S. Transient voltage–current characteristics: New insights into plasma electrolytic oxidation process of aluminium alloy. Int. J. Electrochem. Sci. 2012, 7, 7619–7630. [Google Scholar] [CrossRef]
- Nominé, A.; Martin, J.; Henrion, G.; Belmonte, T. Effect of cathodic micro-discharges on oxide growth during plasma electrolytic oxidation (PEO). Surf. Coat. Technol. 2015, 269, 131–137. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Si | Cu | Mg | Zn | Mn | Ti | V | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Content | ≥99.6 | ≤0.25 | ≤0.05 | ≤0.03 | ≤0.05 | ≤0.03 | ≤0.03 | ≤0.05 | ≤0.35 |
| Electrolyte Information | Electrical Parameters | ||
|---|---|---|---|
| Na2SiO3 | 3 g/L | Frequency | 500 Hz |
| (NaPO3)6 | 5 g/L | Duty cycle | 30% |
| KOH | 1 g/L | Anodic current density | 300 mA·cm−2 |
| Conductivity | 13.96 mS·cm−1 | Cathodic current density | 600 mA·cm−2 |
| pH | 12.1 | Ton | 600 μs |
| Toff | 400 μs | ||
| Sample | Ecorr (V/SCE) | icorr (A/cm2) | βa (mV·dec−1) | –βc (mV·dec−1) | Rρ (kΩ·cm2) |
|---|---|---|---|---|---|
| S0 | −1.2163 | 3.537 × 10−8 | 8.342 | 2.944 | 2.671 × 104 |
| S3.3 | −1.0037 | 1.270 × 10−9 | 8.410 | 2.209 | 3.419 × 105 |
| S7.7 | −0.9744 | 8260 × 10−10 | 7.459 | 3.785 | 5.260 × 105 |
| S13.1 | −1.1334 | 4.180 × 10−9 | 7.717 | 2.594 | 1.039 × 105 |
| S15.5 | −1.2560 | 2.066 × 10−7 | 8.189 | 2.634 | 2.102 × 103 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gong, W.; Ma, R.; Du, A.; Zhao, X.; Fan, Y. The Effects of the Pre-Anodized Film Thickness on Growth Mechanism of Plasma Electrolytic Oxidation Coatings on the 1060 Al Substrate. Materials 2023, 16, 5922. https://doi.org/10.3390/ma16175922
Gong W, Ma R, Du A, Zhao X, Fan Y. The Effects of the Pre-Anodized Film Thickness on Growth Mechanism of Plasma Electrolytic Oxidation Coatings on the 1060 Al Substrate. Materials. 2023; 16(17):5922. https://doi.org/10.3390/ma16175922
Chicago/Turabian StyleGong, Wanting, Ruina Ma, An Du, Xue Zhao, and Yongzhe Fan. 2023. "The Effects of the Pre-Anodized Film Thickness on Growth Mechanism of Plasma Electrolytic Oxidation Coatings on the 1060 Al Substrate" Materials 16, no. 17: 5922. https://doi.org/10.3390/ma16175922