1. Introduction
The Nb
5Si
3 intermetallic compound has been considered as a potential material for high-performance structural application due to its high melting point (2520 °C), low density (7.1 g/cm
3), and excellent strength retention at elevated temperatures [
1,
2,
3]. However, due to the relatively low fracture toughness of 1–3 MPa·m
1/2 at ambient temperatures [
4], a ductile niobium-based solid solution (Nb
ss) was brought into Nb
5Si
3 to achieve a balance of low fracture toughness and high temperature strength [
5,
6,
7,
8,
9,
10,
11,
12]. As for the as-cast Nb-Si alloy, with the increase in Si content, the volume fraction of ductile Nb
ss phase decreased, thereby significantly lowering the fracture toughness [
13,
14]. It was reported that the fracture toughness of Nb-10Si and Nb-16Si alloys were 12 MPa·m
1/2 and 4.5 MPa·m
1/2, respectively [
15]. In order to improve the fracture toughness of Nb-Si alloys, a number of reinforcement elements such as Ti, Mo, and B were added as well [
16,
17]. Wang et al. [
18] reported that the fracture toughness of Nb-16Si alloy improved after increasing the Hf content. Furthermore, the addition of B could also enhance the fracture toughness of a Nb-10W-10Si alloy [
19].
Preparing unidirectionally solidified alloys and laminated composites has also been shown to be an efficient method of enhancing fracture toughness. Ye et al. [
20] found that excellent fracture toughness of 14.5 MPa·m
1/2 and 18.7 MPa·m
1/2 could be exhibited by unidirectionally solidified Nb-Si and Nb-Si-Ti alloys, respectively. A Nb
5Si
3/Nb/Nb
5Si
3 laminate with a relatively high fracture toughness of 7.1–11.5 MPa·m
1/2 was fabricated by hot pressing the Nb
5Si
3 compacts and Nb foil at 1200 °C for 5 h [
21]. However, since the thickness of the Nb
5Si
3 compacts and Nb foil were 4 mm and 0.25 mm, respectively, the fracture toughness apparently changed into the distance changes of notch from the Nb/Nb
5Si
3 interface. Thus, the thickness of Nb
ss and Nb
5Si
3 layers should be decreased, and the in situ laminated Nb/Nb
5Si
3 composite with micron-sized multi-layer structures was fabricated from the previous work [
22].
Furthermore, it was reported that the Nb-16Si-10Mo-15W alloy could be strengthened by addition a solution to B in the Nb
5Si
3 phases [
23,
24,
25]. Similarly, it was confirmed that a C atom could also dissolve in the Nb
3Al phase [
26,
27,
28]. Due to fact that the C atom has a smaller radius than the B atom, the strengthening effect of adding a solid solution to C in the Nb
5Si
3 would be probably better than that of B. Reports regarding the addition of C to a Nb/Nb
5Si
3 alloy are scarce in the open literature. It is unclear whether and to what extent the addition of C can improve the fracture toughness of a Nb/Nb
5Si
3 alloy. Therefore, the aim of this work was to prepare in situ laminated Nb/Nb
5Si
3 composites supplemented with C via spark plasma sintering, evaluate the effect of C on the microstructure and mechanical properties of the composites, and identify the strengthening and toughening mechanisms.
3. Results and Discussion
Figure 2 shows XRD patterns of the Nb-50Si and Nb-40Si-10C composites. It was found that the obtained Nb-50Si composite exhibited an XRD pattern typical of Nb
ss and α-Nb
5Si
3. However, following the addition of C, Nb
2C and γ-Nb
5Si
3 were present in the Nb-40Si-10C composite. This indicated that the addition of C promoted the formation of the metastable γ-Nb
5Si
3 phase and high temperature β-Nb
5Si
3 phase. Additionally, it should be pointed out that SiC was not identified in the patterns. The PDF card numbers of the phases involved in the
Figure 1 are shown in
Table 1.
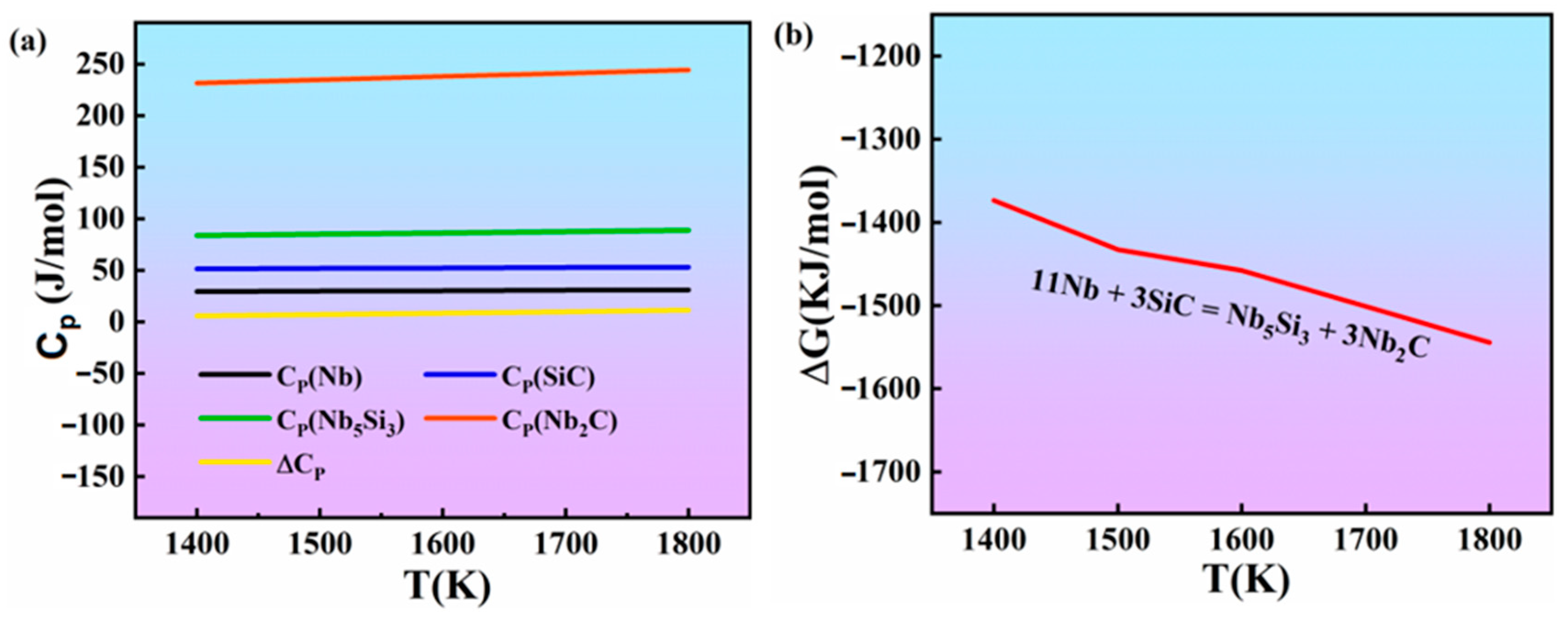
It was assumed that little SiC remained in the material. The following reaction was induced:
The thermodynamic results of reaction (1) are listed in the following reaction (reaction (2)) according to the thermodynamic data shown in
Table 2.
The standard Gibbs free energy of reaction (1) can be expressed as (3), according to the calculation of the second approximation equation of thermodynamics:
The molar heat capacities of the various substances in reaction (1) at 1400–1800 K and the standard Gibbs free energy at different temperatures is shown in
Figure 3. As shown in
Figure 3, with increasing temperature, the standard Gibbs free energy of the reaction (1) decreased, and all the values were negative. Therefore, according to the above results, reaction (1) occurred during the sintering process. Therefore, all of the XRD patterns show the absence of SiC in the Nb/Nb
5Si
3 composites.
Figure 4 shows the microstructures of the composites. Through WDS, alternately distributed Nb
ss layers (point 1 in
Table 3) and niobium compound layers can be observed. In the Nb-50Si composite, the average thicknesses of the Nb
ss layers were decreased from 25 μm to 12.7 μm with increasing sintering time, confirm Si element diffusion from the Nb
5Si
3 layers (point 2 in
Table 3) to the Nb
ss layers during sintering. Interestingly, with the addition of C, we observed that the microstructures of the composites significantly changed. According to the WDS results shown in
Table 3, the Nb
2C particle (3–5 μm) was present in the Nb
ss layers and exhibited a morphology different from the carbide in as-cast Nb-20Ti-12.5C-Mo-Hf alloys [
29]. In addition, a lot of fine carbide (nano-sized) was also observed in the Nb
ss layer. The formation mechanism of the carbide will be discussed later. Secondly, both C-rich (point 4) and C-poor (point 3) Nb
5Si
3 were observed in the compound layers, which can be attributed to the different diffusion rates of the Si and C atoms in Nb. Due to the lighter atomic mass and smaller atomic radius of C compared to Si, the diffusion rate of C should be higher than Si, leading to the longer diffusion distance of the C element. As a result, the C-rich Nb
5Si
3 is closer to the Nb
ss layers. A relatively high oxygen content of 1.3 wt% was detected in the Nb
ss layer of the Nb-50Si composite. This was due to the fact that the dipping and stacking of the Nb foils was preformed in the air. Due to the fine Nb and Si powders, it is very difficult to avoid the physisorption of oxygen during the synthesis of the composites. However, interestingly, we observed that the O content (point 5) in the Nb
ss layer decreased to 0.3 wt.% in the Nb-40Si-10C composite.
Figure 4.
Microstructure of alloys: (
a) Nb-50Si alloy; (
b) Nb-40Si-10C alloy. Points 1–7 refer to the WDS punctual analysis summarized in
Table 4.
Figure 4.
Microstructure of alloys: (
a) Nb-50Si alloy; (
b) Nb-40Si-10C alloy. Points 1–7 refer to the WDS punctual analysis summarized in
Table 4.
The decrease in oxygen content can be explained via thermodynamic calculation. It is assumed that NbO exists in the material, and the following reactions can be assumed:
According to the relevant thermodynamic constants in
Table 4, the thermodynamic calculation of reaction (4) is as follows:
Figure 5a shows the molar constant pressure heat capacities of the various substances in reaction (4) in the range of 1400–2000 K, which were calculated according to the second approximate equation of thermodynamics and allows one to obtain the standard Gibbs free energy of reaction (4) at different temperatures.
As can be seen from
Figure 5b, with increasing temperature, the standard Gibbs free energy of the reaction decreases. When the temperature reaches 1900 K (~1627 °C), the standard Gibbs free energy is negative. As the sintering temperature of the alloy is higher than 1750 °C, reaction (4) can proceed smoothly with the sintering process, according to the above thermodynamic calculation results.
Figure 6 shows typical SEM micrographs from the fracture surfaces of sintered composites after the TPB tests. It can be seen from
Figure 6a that the fracture surface of the Nb-50Si composite basically exhibited an intergranular fracture mode in conjunction with some cleavage fracture features in the Nb
5Si
3 layer. Meanwhile, transgranular cracking and some ridge-like features were observed in the Nb
ss layer. However, more transgranular cracking and some ridge-like features were observed due to the presence of the brittle Nb
2C phase. This proved that the addition of C changed the fracture mechanisms of the composites. Additionally, regarding the Nb-40Si-10C composite (
Figure 6b), partial dimples were observed in the Nb
ss layer.
In order to investigate the formation mechanisms of the Nb
2C phase in the Nb
ss layer, the order of the reactions in the sintering layer was evaluated via thermodynamic calculation. As can be seen from
Figure 4, three elements, namely Nb, Si, and C, were observed in the sintering layers. Furthermore, the C atoms tended to spread throughout the Nb
ss layers. Hence, what needs to be confirmed is whether the following two reactions occurred during the sintering process:
According to the thermodynamic constants shown in
Table 5, thermodynamic reactions (6) and (7) can be calculated as follows:
The molar heat capacity
of the various substances at 1000–1600 K are shown in
Figure 7. Therefore, the standard Gibbs free energy
in reactions (6) and (7) at different temperatures could be obtained by using the second approximation equation of thermodynamics. It can be seen from
Table 5 that, when the temperature was above 1000 K, the standard Gibbs free energy in reactions (6) and (7) decreased with increasing temperature. Furthermore, all of the values of the standard Gibbs free energy shown in
Figure 7 are negative. This proves that reactions (6) and (7) could occur during the sintering process. In other words, even though Nb
2C remained in the compound layers, it can react with Si and enter into C. It was indicated that a part of the carbon in the solid solution of Nb
5Si
3 and the others diffuses into the Nb
ss layers and then reacts with Nb, forming Nb
2C.
Figure 8 shows TEM micrographs typical of Nb/Nb
5Si
3 composites. A large number of dislocations and other defects in the Nb foils are noted in
Figure 8a.
Figure 8b presents the region’s selection in
Figure 8a, which is about 500 nm in diameter. The polycrystalline rings can be observed in
Figure 8b, which indicates that there are multiple grains in this region. Therefore, it can be suggested that the grain size of raw Nb foil is below 500 nm and that there are many grain boundaries in the raw Nb foil, providing a channel for the diffusion of C atoms. During the sintering process, the C atoms rapidly spread into the Nb
ss and react with Nb in situ to form micron Nb
2C particles in the Nb
ss layer.
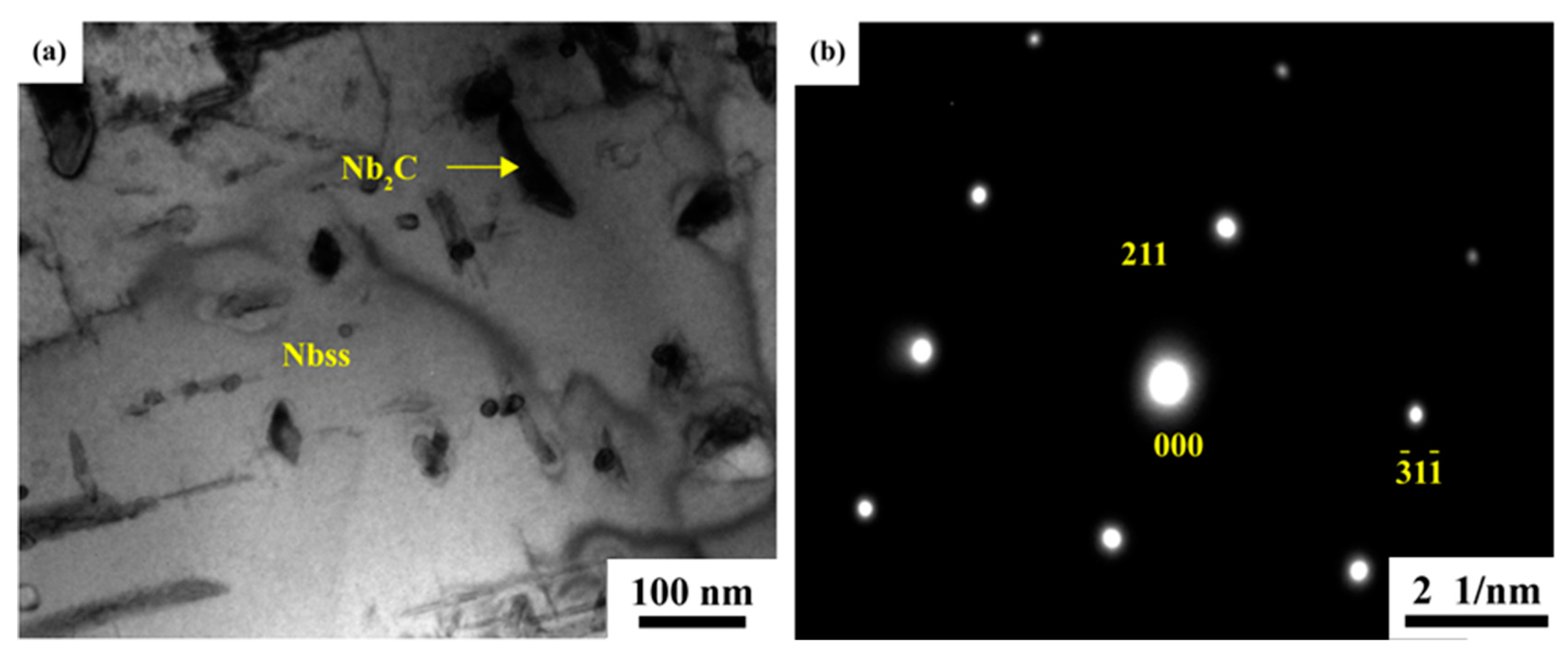
Figure 9 shows TEM images of the micron Nb
2C particles in the Nb-40Si-10C alloy and diffraction patterns of Nb
ss/Nb
2C. Nb
ss and Nb
2C were observed in the Nb/Nb
5Si
3 composites, and the zone axes along [001] and [010] are presented, respectively. Furthermore, the phase relationship is [001]
Nbss//[010]
Nb2C, (200)
Nbss//(101)
Nb2C. The appearance of nano-sized Nb
2C is mainly due to a change in the solid solubility of C in Nb
ss. According to the Nb-C binary phase diagram [
30], it is clear that when the temperature is above 1500 °C, the solid solubility of C in Nb
ss decreases considerably with decreasing temperature. Therefore, when the prepared Nb/Nb
5Si
3 composites are subjected to cooling at a sintering temperature of 1750 °C, a lot of nano-sized Nb
2C can be precipitated from Nb
ss.
Figure 10 shows TEM images and diffraction patterns typical of nanometer Nb
2C in the Nb-40Si-10C alloy. Club-shaped nano-sized Nb
2C particles can be observed in
Figure 10a, the length and width values of which are 100–300 nm and 70–130 nm, respectively. Nb
2C was also observed in the Nb-40Si-10C alloy, and the zone axes along [21
] are presented in
Figure 10b.
The lattice constants of each phase can be obtained by analyzing and calculating the XRD patterns of the different components of the alloy using the Jade software (MDI Jade 6.0).
Table 6 shows the lattice parameters of Nb
ss and α-Nb
5Si
3 in the composites. Regarding the Nb-50Si and Nb-40Si-10C composites, the lattice parameters of Nb
ss and α-Nb
5Si
3 decreased with the addition of C. The assumption that C atoms mainly occupy the substitutional sites in Nb
ss and α-Nb
5Si
3 can be confirmed by the fact that the atomic radius of C is smaller than that of Nb and/or Si, thereby forming a replacement solid solution.
The average compressive 0.2% flow stress at 1400 °C and fracture toughness at ambient temperature are shown in
Table 7. It can be seen that the mechanical properties of the Nb/Nb
5Si
3 composites were significantly enhanced following the addition of C. This could be attributed to the following three reasons: Firstly, the C in Nb
ss and Nb
5Si
3 played a key role in solution strengthening and improving high-temperature strength. The dissolution of carbon atoms in both the Nb
ss and Nb
5Si
3 lattices was predominantly located at substitutional sites and decreased the lattice parameters, increasing the deformation resistance. As a result, the compressive strength is influenced by the content of the strengthened phase, i.e., Nb
2C. As mentioned in
Table 7, with the addition of C, the volume fraction of the plastic phase decreased, while that of the strengthened phase increased. Lastly, the precipitated fine carbide played a role in enhancing the compressive strength. Allameh et al. [
31] reported that, with the addition of TiC particles, some dislocations in the TiC particles were observed, and it was also reported that their interactions played a significant role in strengthening the 44Nb-35Ti-6Al-5Cr-8V-1W-0.5Mo-0.5Hf (at.%) alloy. Therefore, it can be inferred that nanoscale Nb
2C in the Nb/Nb
5Si
3 composites will produce similar strengthening effects.
It also can be seen from
Table 7 that the fracture toughness of the composites improved with the addition of C. This can be attributed to the following reasons. First, as mentioned in
Figure 4, the O content in the Nb
ss layer can be reduced or eliminated with the addition of C. This observation also corresponded well to the fracture morphology results shown in
Figure 6. It is known that a large amount of energy could be absorbed from the plastic deformation of the Nb
ss. When the plasticity of Nb
ss increased, more energy could be consumed, resulting in an increase in the fracture toughness of the composites. The ductility of Nb
ss can exhibit a strong resistance to crack initiation during the plastic deformation of 44Nb-35Ti-6Al-5Cr-8V-1W-0.5Mo-0.3Hf (at.%), as reported by Sikka and Loria [
32].
Second, the fracture toughness can be affected by some physical properties. According to the Ashby model [
33], the toughness increment Δ
KC can be expressed as Equation (10):
where
E,
Vf,
σ0, and
a0 are the Young’s modulus (GPa), volume fraction, yield strength at ambient temperature (MPa), and radius of the Nb
ss phase (m), respectively, and
C is the material constant representing the degree of constraint imposed upon a ductile particle from the brittle matrix. In the current work, since the Nb
ss phase became deformed without interface decohesion (
Figure 3), the parameter
C is taken to be 1.6 [
34]. The volume fraction and average radius of the Nb
ss can be obtained from
Figure 3. The Young’s modulus and Vickers hardness were measured, and the yield strength
σ0 (MPa) of Nb
ss phase can be estimated from the Vickers hardness of the Nb
ss phase using the following equation [
35]:
The mechanical and physical properties of the composites are presented in
Table 8. Clearly, due to the existence of nano-sized carbide, all of the Young’s modulus, Vickers hardness, and yield strength values were increased in the C-doped composites. It has been reported that, the hardness and Young’s modulus of Nb
2C is higher than that of Nb
ss [
36]. With the addition of C, Nb
ss was transformed to Nb
2C. Based on the rule of mixtures [
32], the hardness and Young’s modulus of the Nb
ss layer would increase, leading to an increase in yield strength, according to Equation (11).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}