
The Effects of Partial Replacement of Ground Granulated Blast Furnace Slag by Ground Wood Ash on Alkali-Activated Binder Systems

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Testing Methods
3. Results and Discussions
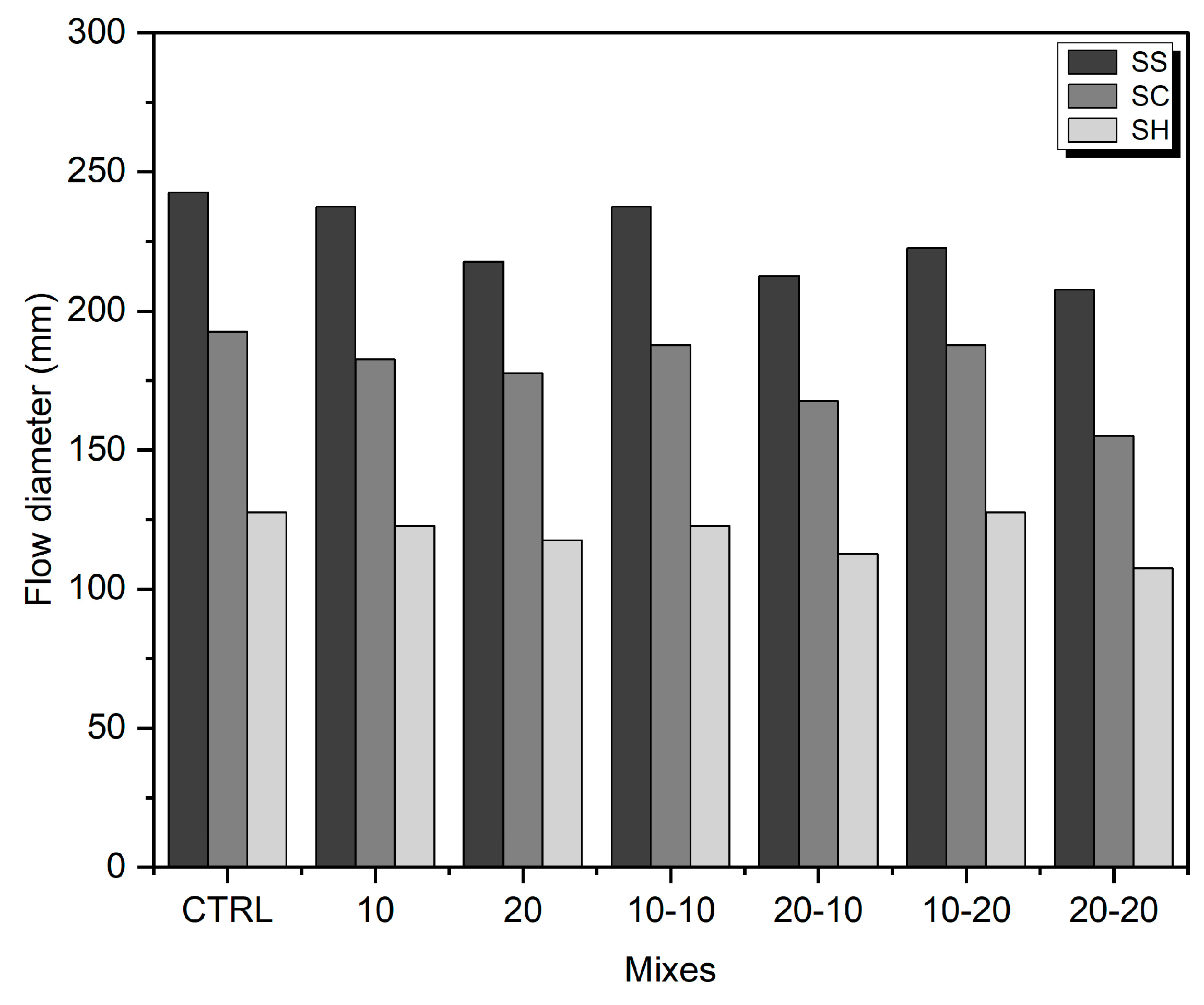
3.1. Workability
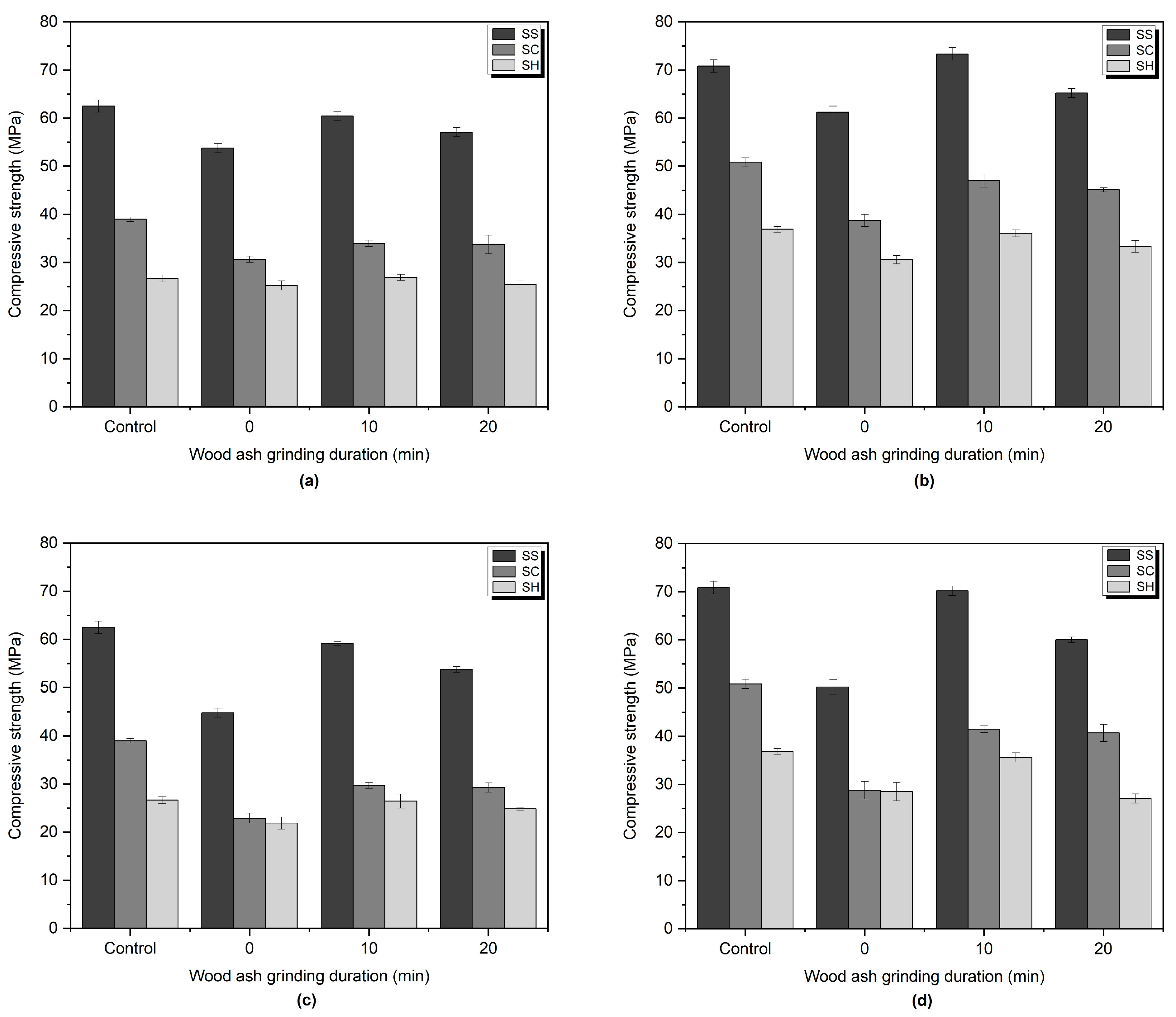
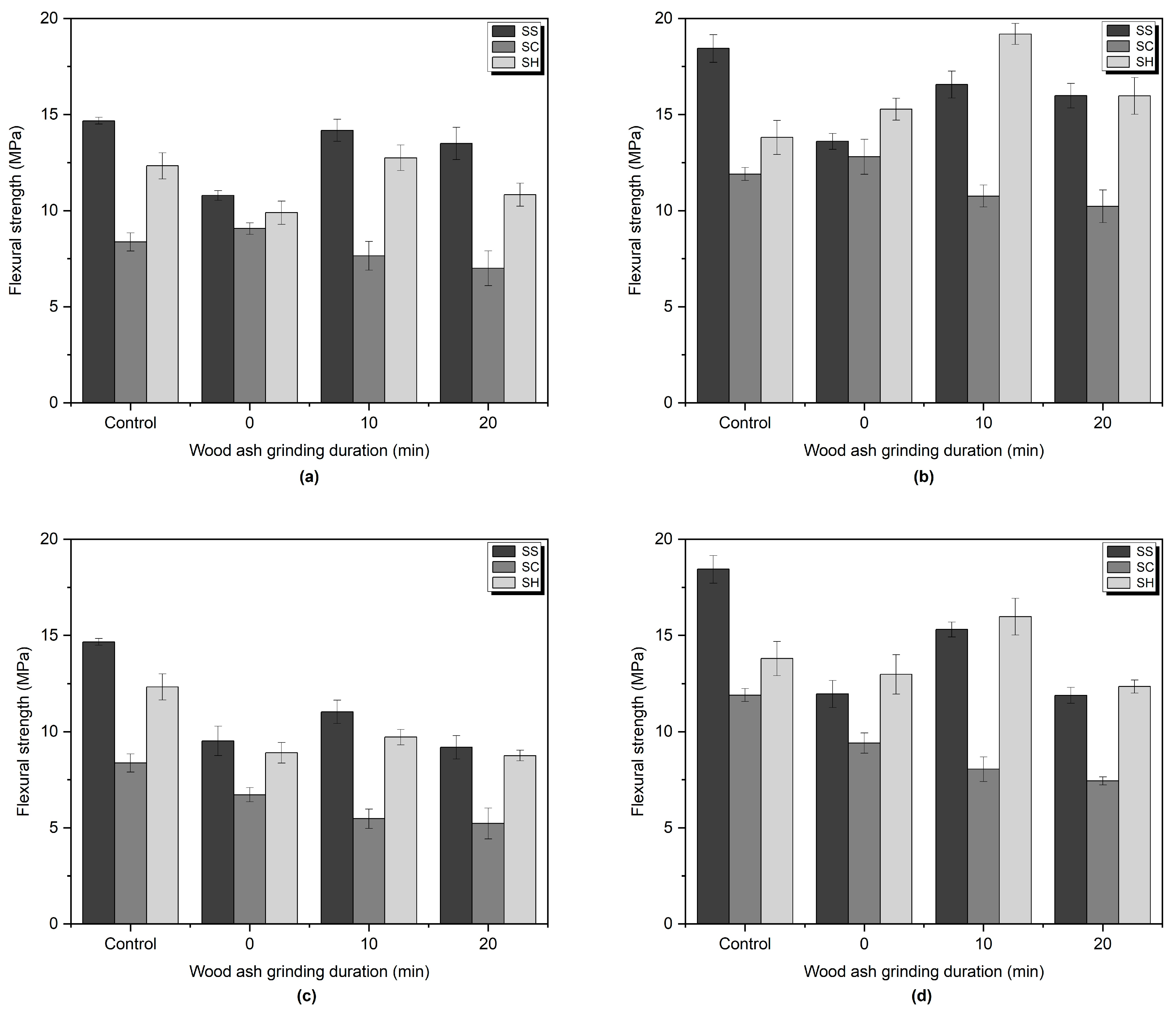
3.2. Mechanical Properties
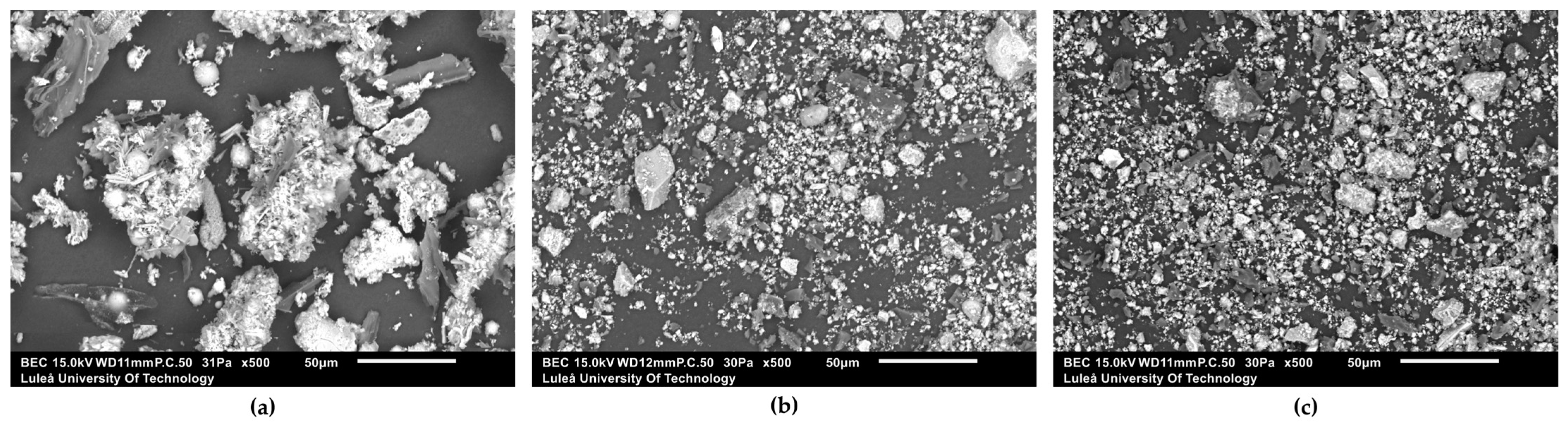
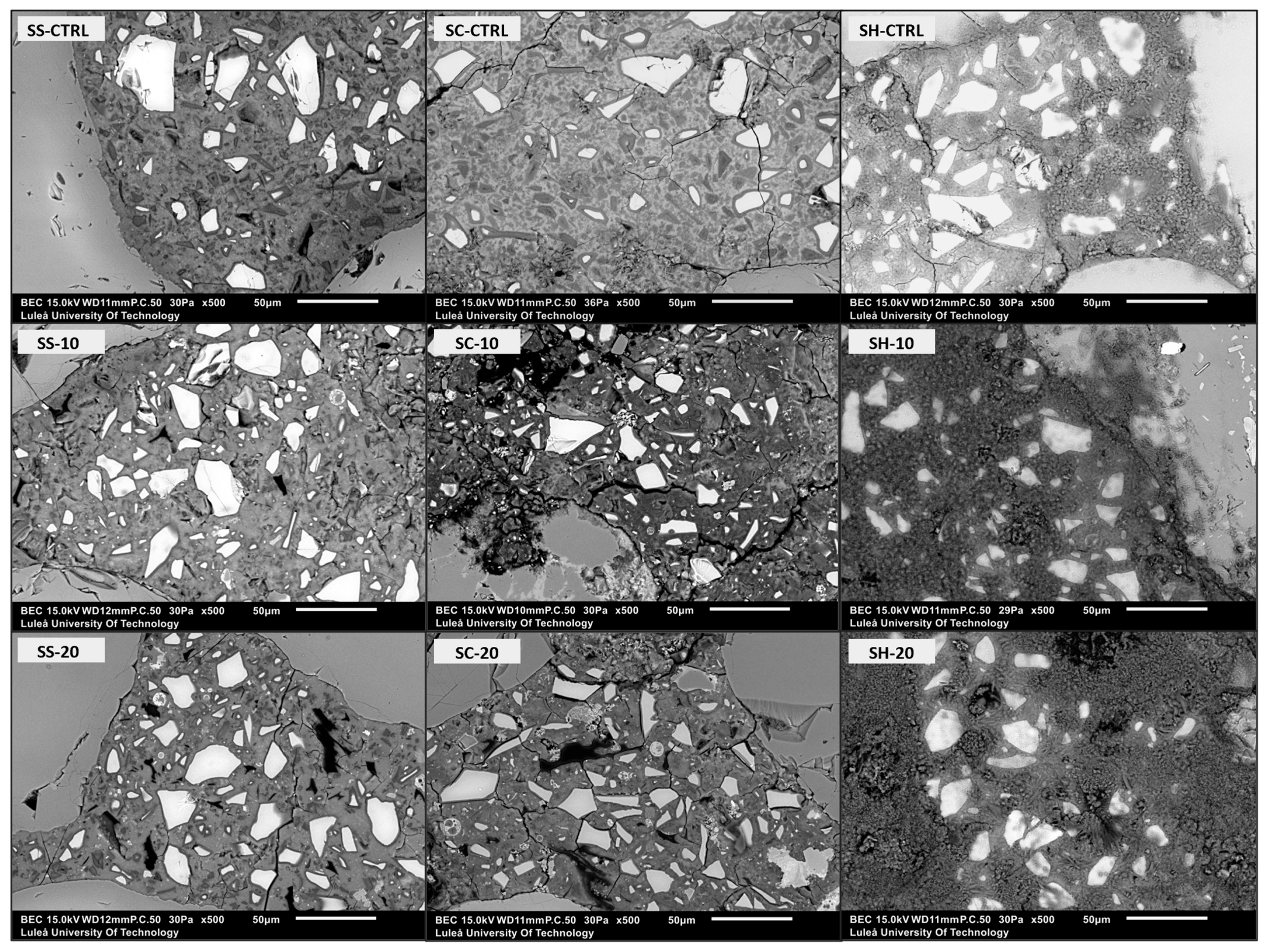
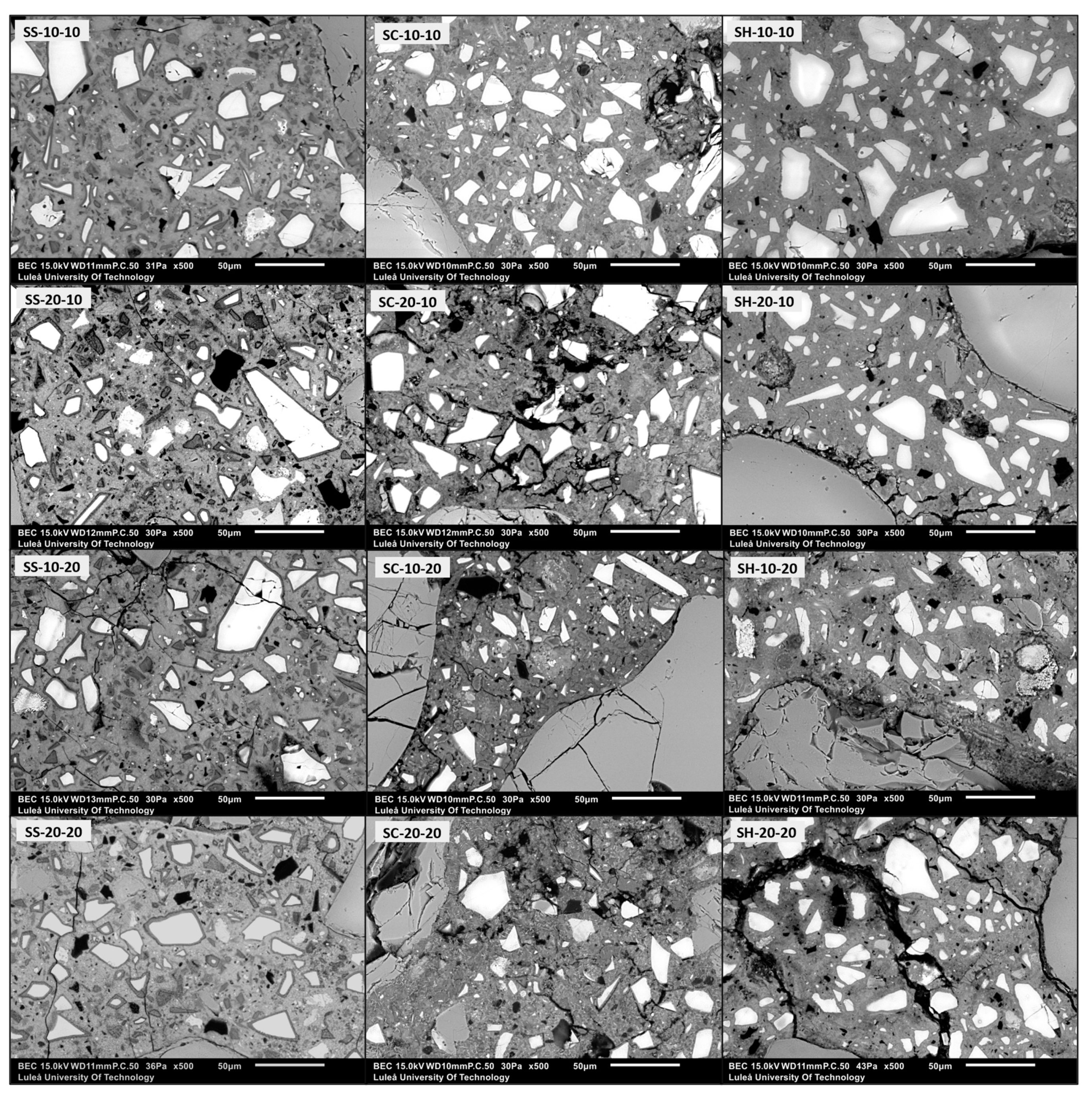
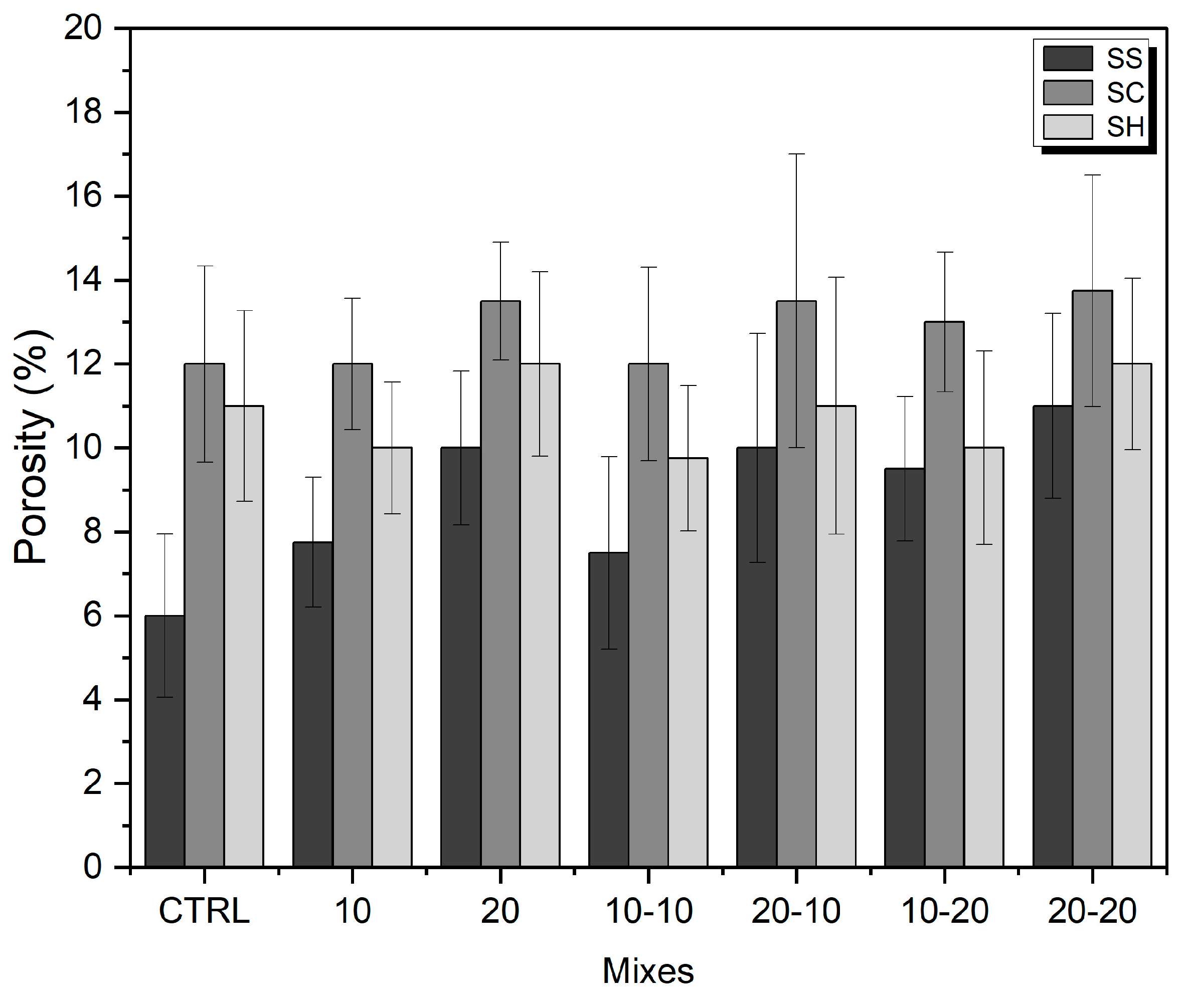
3.3. Microstructural Investigation
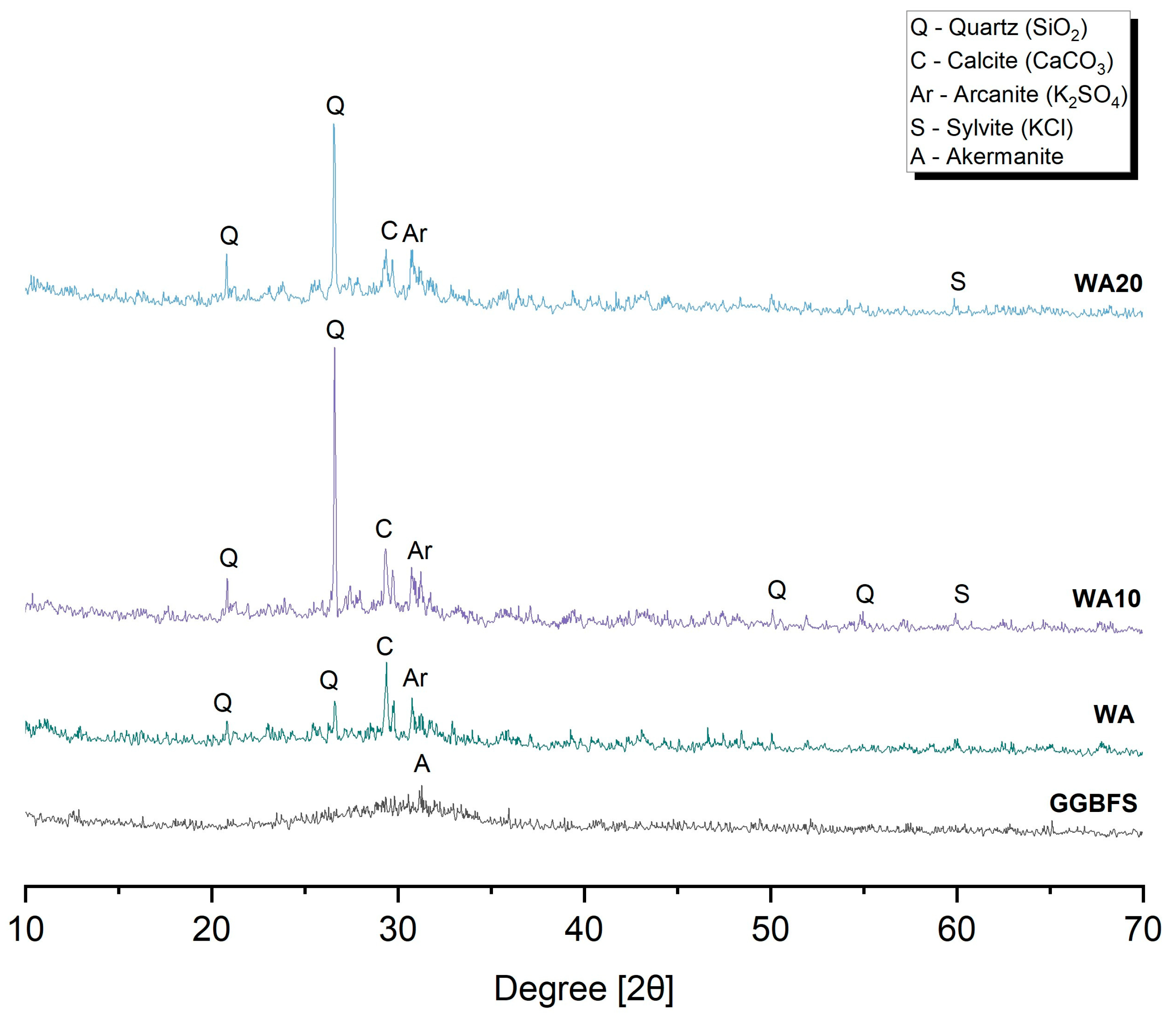
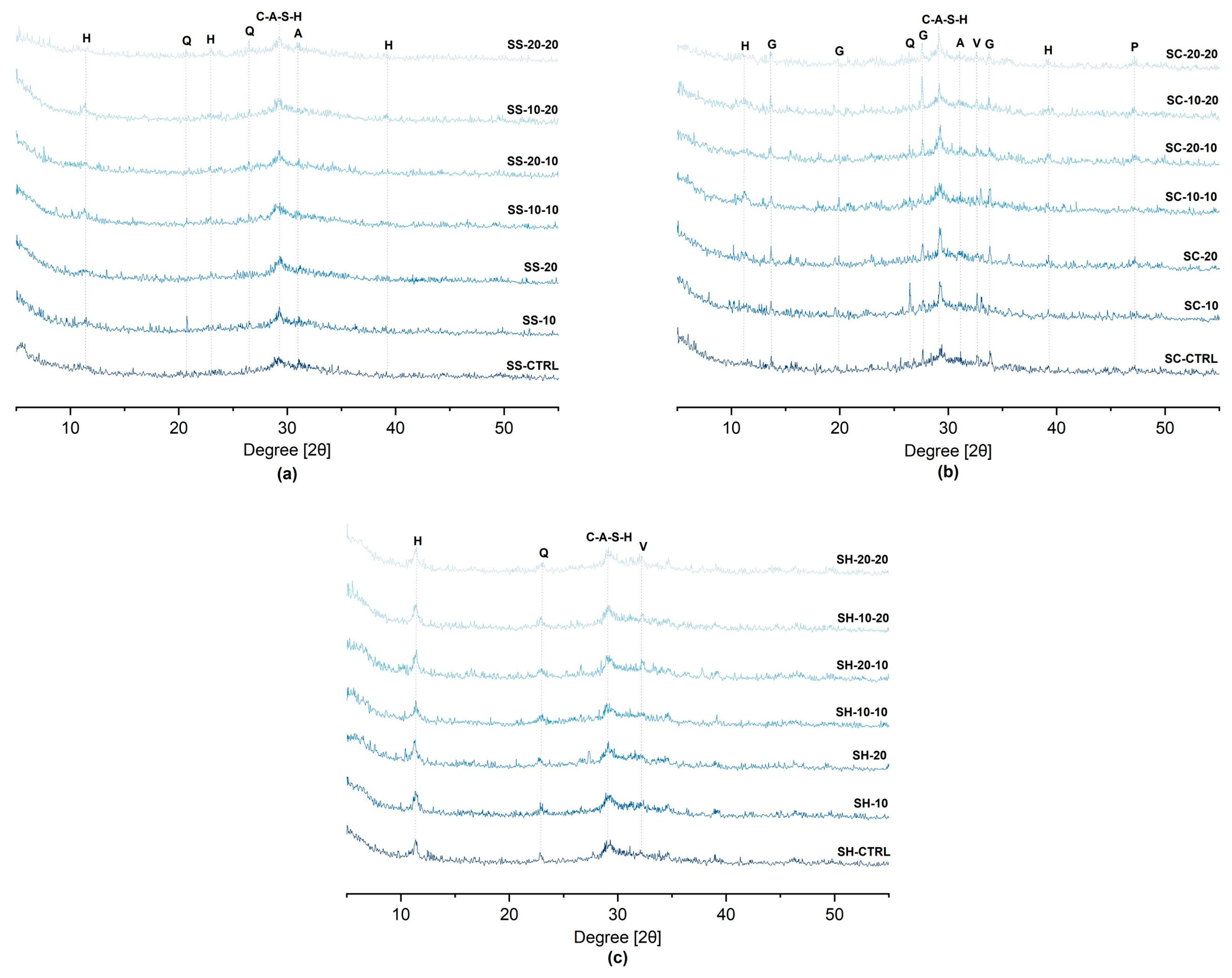
3.4. Phase Development
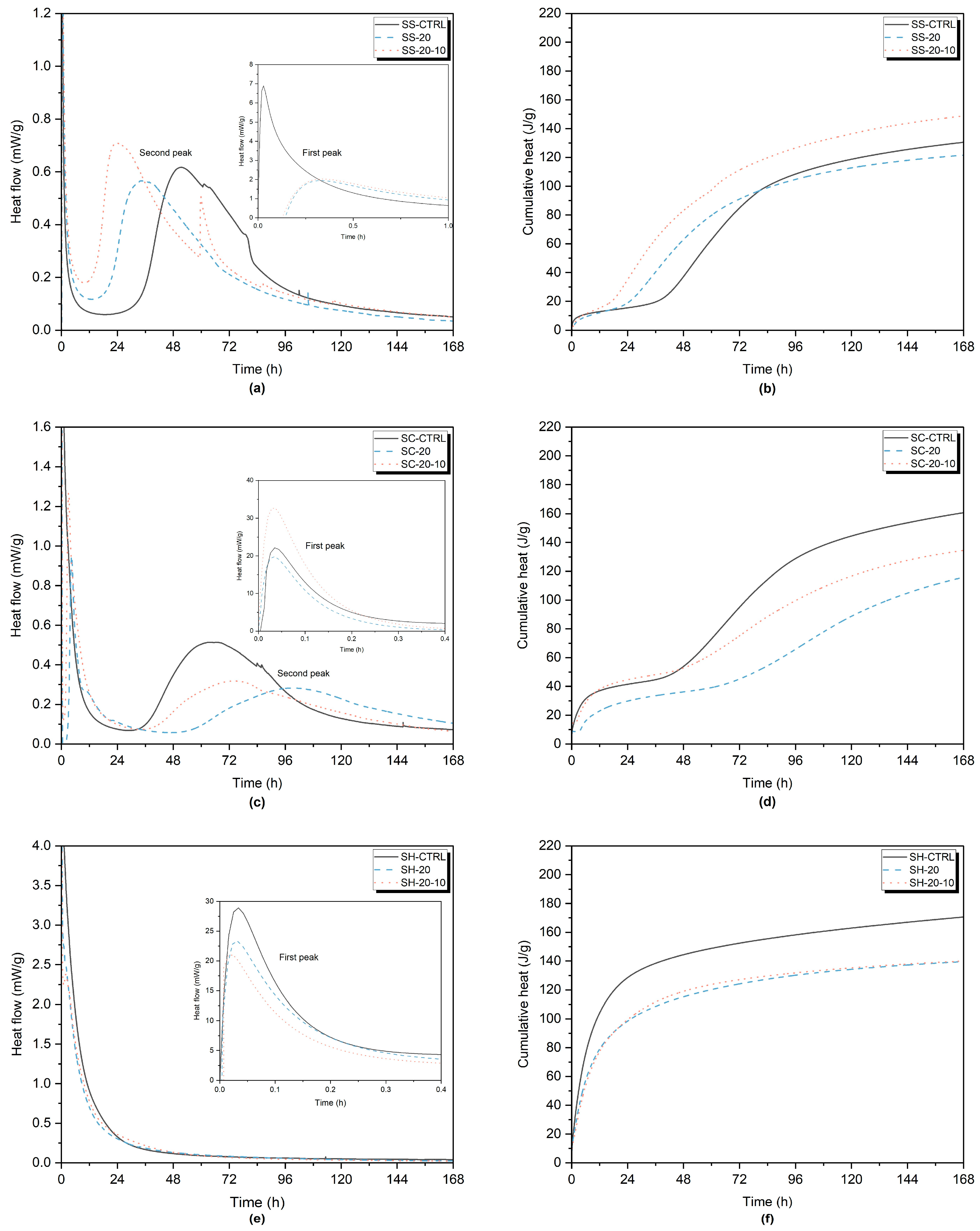
3.5. Reaction Heat Development
4. Conclusions
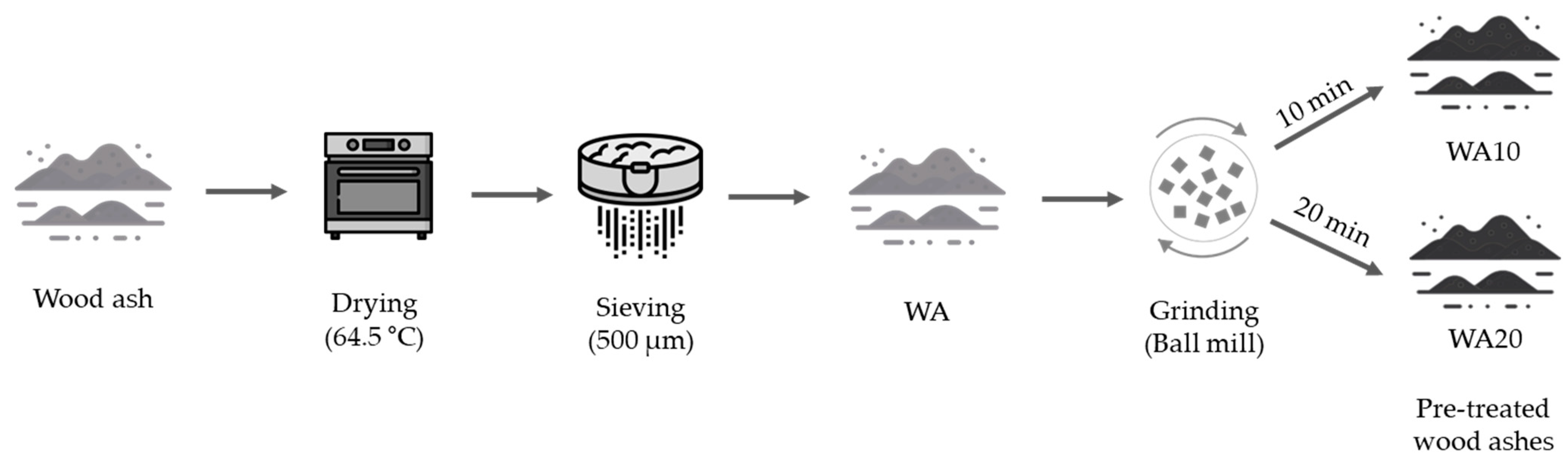
- It has been observed that the grinding of wood ash reduces the particle size and has a positive effect on the mechanical strength, and the optimum grinding time is 10 min.
- The SS-activated mortars had the highest compressive strength values. Moreover, SS-activated 10 wt% 10 min ground wood ash improved the compressive strength compared to the control sample.
- The flexural strength results showed similar trend as the compressive strength. However, SH-activated samples exhibited unexpectedly high results which needs further investigation.
- Increasing the wood ash ratio increased the porosity for all alkali-activator types. Of these, the microstructure of SS-activated mortars had the most homogeneous and denser structure while SC-activated mortars had the most porous.
- The XRD results confirmed that the formation of C-A-S-H was the main reaction product for all the samples.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Monteiro, P.J.M.; Miller, S.A.; Horvarth, A. Towards Sustainable Concrete. Nat. Mater. 2017, 16, 698–699. [Google Scholar] [CrossRef]
- Teixeira, E.R.; Camões, A.; Branco, F.G. Valorisation of Wood Fly Ash on Concrete. Resour. Conserv. Recycl. 2019, 145, 292–310. [Google Scholar] [CrossRef]
- Thomas, B.S.; Yang, J.; Mo, K.H.; Abdalla, J.A.; Hawileh, R.A.; Ariyachandra, E. Biomass Ashes from Agricultural Wastes as Supplementary Cementitious Materials or Aggregate Replacement in Cement/Geopolymer Concrete: A Comprehensive Review. J. Build. Eng. 2021, 40, 102332. [Google Scholar] [CrossRef]
- Ramos, T.; Matos, A.M.; Sousa-Coutinho, J. Mortar with Wood Waste Ash: Mechanical Strength Carbonation Resistance and ASR Expansion. Constr. Build. Mater. 2013, 49, 343–351. [Google Scholar] [CrossRef]
- de Brito, J.; Kurda, R. The Past and Future of Sustainable Concrete: A Critical Review and New Strategies on Cement-Based Materials. J. Clean. Prod. 2021, 281, 123558. [Google Scholar] [CrossRef]
- Tripathi, N.; Hills, C.D.; Singh, R.S.; Singh, J.S. Offsetting Anthropogenic Carbon Emissions from Biomass Waste and Mineralised Carbon Dioxide. Sci. Rep. 2020, 10, 958. [Google Scholar] [CrossRef] [Green Version]
- Teker Ercan, E.E.; Andreas, L.; Cwirzen, A.; Habermehl-Cwirzen, K. Wood Ash as Sustainable Alternative Raw Material for the Production of Concrete—A Review. Materials 2023, 16, 2557. [Google Scholar] [CrossRef]
- Teixeira, E.R.; Mateus, R.; Camões, A.F.; Bragança, L.; Branco, F.G. Comparative Environmental Life-Cycle Analysis of Concretes Using Biomass and Coal Fly Ashes as Partial Cement Replacement Material. J. Clean. Prod. 2016, 112, 2221–2230. [Google Scholar] [CrossRef] [Green Version]
- Ukrainczyk, N.; Vrbos, N.; Koenders, E.A.B. Reuse of Woody Biomass Ash Waste in Cementitious Materials. Chem. Biochem. Eng. Q. 2016, 30, 137–148. [Google Scholar] [CrossRef]
- Bakhoum, E.S.; Amir, A.; Osama, F.; Adel, M. Prediction Model for the Compressive Strength of Green Concrete Using Cement Kiln Dust and Fly Ash. Sci. Rep. 2023, 13, 1864. [Google Scholar] [CrossRef]
- Provis, J.L. Geopolymers and Other Alkali Activated Materials: Why, How, and What? Mater. Struct. Constr. 2014, 47, 11–25. [Google Scholar] [CrossRef]
- Luukkonen, T.; Abdollahnejad, Z.; Yliniemi, J.; Kinnunen, P.; Illikainen, M. One-Part Alkali-Activated Materials: A Review. Cem. Concr. Res. 2018, 103, 21–34. [Google Scholar] [CrossRef]
- Şanal, İ. Significance of Concrete Production in Terms of Carbondioxide Emissions: Social and Environmental Impacts. J. Polytech. 2018, 0900, 369–378. [Google Scholar] [CrossRef] [Green Version]
- Flower, D.J.M.; Sanjayan, J.G. Greenhouse Gas Emissions Due to Concrete Manufacture. In Handbook of Low Carbon Concrete; Butterworth-Heinemann: Amsterdam, The Netherlands, 2017; Volume 12, pp. 1–16. [Google Scholar] [CrossRef]
- Humad, A.M.; Habermehl-Cwirzen, K.; Cwirzen, A. Effects of Fineness and Chemical Composition of Blast Furnace Slag on Properties of Alkali-Activated Binder. Materials 2019, 12, 3447. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Long, H.V. Optimizing Mixtures of Alkali Aluminosilicate Cement Based on Ternary By-Products. Civ. Eng. J. 2021, 7, 1264–1274. [Google Scholar] [CrossRef]
- Jiang, M.; Chen, X.; Rajabipour, F.; Hendrickson, C.T. Comparative Life Cycle Assessment of Conventional, Glass Powder, and Alkali-Activated Slag Concrete and Mortar. J. Infrastruct. Syst. 2014, 20, 04014020. [Google Scholar] [CrossRef]
- Awoyera, P.O.; Adesina, A.; Sivakrishna, A.; Gobinath, R.; Kumar, K.R.; Srinivas, A. Alkali Activated Binders: Challenges and Opportunities. In Proceedings of the Materials Today: Proceedings; Elsevier Ltd.: Amsterdam, The Netherlands, 2020; Volume 27, pp. 40–43. [Google Scholar]
- Puertas, F.; González-Fonteboa, B.; González-Taboada, I.; Alonso, M.M.; Torres-Carrasco, M.; Rojo, G.; Martínez-Abella, F. Alkali-Activated Slag Concrete: Fresh and Hardened Behaviour. Cem. Concr. Compos. 2018, 85, 22–31. [Google Scholar] [CrossRef]
- Owaid, H.M.; Al-Rubaye, M.M.; Al-Baghdadi, H.M. Use of Waste Paper Ash or Wood Ash as Substitution to Fly Ash in Production of Geopolymer Concrete. Sci. Rev. Eng. Environ. Sci. 2021, 30, 464–476. [Google Scholar] [CrossRef]
- Luo, L.; Yao, W.; Liang, G.; Luo, Y. Workability, Autogenous Shrinkage and Microstructure of Alkali-Activated Slag/Fly Ash Slurries: Effect of Precursor Composition and Sodium Silicate Modulus. J. Build. Eng. 2023, 73, 106712. [Google Scholar] [CrossRef]
- Cui, P.; Wan, Y.; Shao, X.; Ling, X.; Zhao, L.; Gong, Y.; Zhu, C. Study on Shrinkage in Alkali-Activated Slag–Fly Ash Cementitious Materials. Materials 2023, 16, 3958. [Google Scholar] [CrossRef]
- Lao, J.C.; Huang, B.T.; Fang, Y.; Xu, L.Y.; Dai, J.G.; Shah, S.P. Strain-Hardening Alkali-Activated Fly Ash/Slag Composites with Ultra-High Compressive Strength and Ultra-High Tensile Ductility. Cem. Concr. Res. 2023, 165, 107075. [Google Scholar] [CrossRef]
- Sigvardsen, N.M.; Kirkelund, G.M.; Jensen, P.E.; Geiker, M.R.; Ottosen, L.M. Impact of Production Parameters on Physiochemical Characteristics of Wood Ash for Possible Utilisation in Cement-Based Materials. Resour. Conserv. Recycl. 2019, 145, 230–240. [Google Scholar] [CrossRef]
- Lazik, P.-R.; Bošnjak, J.; Cetin, E.; Kücük, A. Application of Wood Ash as a Substitute For Fly Ash And Investigation of Concrete Properties. Otto-Graf-J. 2020, 19, 103–118. [Google Scholar]
- Ban, C.C.; Ken, P.W.; Ramli, M. Mechanical and Durability Performance of Novel Self-Activating Geopolymer Mortars. In Proceedings of the Procedia Engineering; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; Volume 171, pp. 564–571. [Google Scholar]
- Siddique, R. Utilization of Wood Ash in Concrete Manufacturing. Resour. Conserv. Recycl. 2012, 67, 27–33. [Google Scholar] [CrossRef]
- Amaral, R.C.; Rohden, A.B.; Garcez, M.R.; Andrade, J.J. de O. Reuse of Wood Ash from Biomass Combustion in Non-structural Concrete: Mechanical Properties, Durability, and Eco-efficiency. J. Mater. Cycles Waste Manag. Vol. 2022, 24, 2439–2454. [Google Scholar]
- Carević, I.; Baričević, A.; Štirmer, N.; Šantek Bajto, J. Correlation between Physical and Chemical Properties of Wood Biomass Ash and Cement Composites Performances. Constr. Build. Mater. 2020, 256, 119450. [Google Scholar] [CrossRef]
- The European Commission’s Knowledge Centre for Bioeconomy. Brief on Biomass for Energy in the European Union; European Comission: Brussels, Belgium, 2018. [Google Scholar]
- Tripathi, N.; Hills, C.D.; Singh, R.S.; Atkinson, C.J. Biomass Waste Utilisation in Low-Carbon Products: Harnessing a Major Potential Resource. NPJ Clim. Atmos. Sci. 2019, 2, 35. [Google Scholar] [CrossRef] [Green Version]
- Etiégni, L.; Campbell, A.G. Physical and Chemical Characteristics of Wood Ash. Bioresour. Technol. 1991, 37, 173–178. [Google Scholar] [CrossRef]
- James, A.K.; Thring, R.W.; Helle, S.; Ghuman, H.S. Ash Management Review-Applications of Biomass Bottom Ash. Energies 2012, 5, 3856–3873. [Google Scholar] [CrossRef] [Green Version]
- Udoeyo, F.F.; Inyang, H.; David, Y.T.; Oparadu, E.E. Potential of Wood Waste Ash as an Additive in Concrete. J. Mater. Civ. Eng. 2006, 18, 605. [Google Scholar] [CrossRef]
- Cheah, C.B.; Ramli, M. The Implementation of Wood Waste Ash as a Partial Cement Replacement Material in the Production of Structural Grade Concrete and Mortar: An Overview. Resour. Conserv. Recycl. 2011, 55, 669–685. [Google Scholar] [CrossRef]
- Maresca, A.; Hansen, M.; Ingerslev, M.; Astrup, T.F. Column Leaching from a Danish Forest Soil Amended with Wood Ashes: Fate of Major and Trace Elements. Biomass Bioenergy 2018, 109, 91–99. [Google Scholar] [CrossRef] [Green Version]
- Ottosen, L.M.; Hansen, E.Ø.; Jensen, P.E.; Kirkelund, G.M.; Golterman, P. Wood Ash Used as Partly Sand and/or Cement Replacement in Mortar. Int. J. Sustain. Dev. Plan. 2016, 11, 781–791. [Google Scholar] [CrossRef] [Green Version]
- Berra, M.; Mangialardi, T.; Paolini, A.E. Reuse of Woody Biomass Fly Ash in Cement-Based Materials. Constr. Build. Mater. 2015, 76, 286–296. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Baxter, D.; Andersen, L.K.; Vassileva, C.G. An Overview of the Chemical Composition of Biomass. Fuel 2010, 89, 913–933. [Google Scholar] [CrossRef]
- Sigvardsen, N.M.; Geiker, M.R.; Ottosen, L.M. Reaction Mechanisms of Wood Ash for Use as a Partial Cement Replacement. Constr. Build. Mater. 2021, 286, 122889. [Google Scholar] [CrossRef]
- Garcia, M.D.L.; Sousa-Coutinho, J. Strength and Durability of Cement with Forest Waste Bottom Ash. Constr. Build. Mater. 2013, 41, 897–910. [Google Scholar] [CrossRef]
- Carević, I.; Pečur, I.B.; Štirmer, N. Durability Properties of Cement Composities with Wood Biomass Ash. In Proceedings of the 4th International Conference of Service Life Design for Infrastructures (SLD4), RILEM WEEK 2018, Delft, The Netherlands, 27–30 August 2018. [Google Scholar]
- Rajamma, R.; Ball, R.J.; Tarelho, L.A.C.; Allen, G.C.; Labrincha, J.A.; Ferreira, V.M. Characterisation and Use of Biomass Fly Ash in Cement-Based Materials. J. Hazard. Mater. 2009, 172, 1049–1060. [Google Scholar] [CrossRef] [PubMed]
- Chowdhury, S.; Maniar, A.; Suganya, O.M. Strength Development in Concrete with Wood Ash Blended Cement and Use of Soft Computing Models to Predict Strength Parameters. J. Adv. Res. 2015, 6, 907–913. [Google Scholar] [CrossRef] [Green Version]
- Elinwa, A.U.; Ejeh, S.P. Effects of the Incorporation of Sawdust Waste Incineration Fly Ash in Cement Pastes and Mortars. J. Asian Archit. Build. Eng. 2004, 3, 1–7. [Google Scholar] [CrossRef]
- Abdullahi, M. Characteristics of Wood ASH/OPC Concrete. Leonardo Electron. J. Pract. Technol. 2006, 8, 9–16. [Google Scholar]
- Cheah, C.B.; Part, W.K.; Ramli, M. The Hybridizations of Coal Fly Ash and Wood Ash for the Fabrication of Low Alkalinity Geopolymer Load Bearing Block Cured at Ambient Temperature. Constr. Build. Mater. 2015, 88, 41–55. [Google Scholar] [CrossRef]
- Samsudin, M.H.; Chee Ban, C. Granulated Blast Furnace Slag and High Calcium Wood Ash (GGBS-HCWA) for the Fabrication of Geopolymer Mortar. Adv. Environ. Biol. 2015, 9, 22–25. [Google Scholar]
- Abdulkareem, O.A.; Ramli, M.; Matthews, J.C. Production of Geopolymer Mortar System Containing High Calcium Biomass Wood Ash as a Partial Substitution to Fly Ash: An Early Age Evaluation. Compos. Part B Eng. 2019, 174, 106941. [Google Scholar] [CrossRef]
- Cheah, C.B.; Part, W.K.; Ramli, M. The Long Term Engineering Properties of Cementless Building Block Work Containing Large Volume of Wood Ash and Coal Fly Ash. Constr. Build. Mater. 2017, 143, 522–536. [Google Scholar] [CrossRef]
- Candamano, S.; De Luca, P.; Frontera, P.; Crea, F. Production of Geopolymeric Mortars Containing Forest Biomass Ash as Partial Replacement of Metakaolin. Environments 2017, 4, 74. [Google Scholar] [CrossRef] [Green Version]
- De Rossi, A.; Simão, L.; Ribeiro, M.J.; Hotza, D.; Moreira, R.F.P.M. Study of Cure Conditions Effect on the Properties of Wood Biomass Fly Ash Geopolymers. J. Mater. Res. Technol. 2020, 9, 7518–7528. [Google Scholar] [CrossRef]
- Silva, G.J.B.; Santana, V.P.; Wójcik, M. Investigation on Mechanical and Microstructural Properties of Alkali-Activated Materials Made of Wood Biomass Ash and Glass Powder. Powder Technol. 2021, 377, 900–912. [Google Scholar] [CrossRef]
- Bajare, D.; Bumanis, G.; Shakhmenko, G.; Justs, J. Obtaining Composition of Geopolymers (Alkali Activated Binders) from Local Industrial Wastes. In Proceedings of the 3rd International Conference Civil Engineering ′11, Jelgava, Latvia, 12–13 May 2011; pp. 50–56. [Google Scholar]
- Ates, F.; Park, K.T.; Kim, K.W.; Woo, B.-H.; Kim, H.G. Effects of Treated Biomass Wood Fly Ash as a Partial Substitute for Fly Ash in a Geopolymer Mortar System. Constr. Build. Mater. 2023, 376, 131063. [Google Scholar] [CrossRef]
- Doudart de la Grée, G.C.H.; Florea, M.V.A.; Keulen, A.; Brouwers, H.J.H. Contaminated Biomass Fly Ashes—Characterization and Treatment Optimization for Reuse as Building Materials. Waste Manag. 2016, 49, 96–109. [Google Scholar] [CrossRef]
- Sigvardsen, N.M.; Geiker, M.R.; Ottosen, L.M. Phase Development and Mechanical Response of Low-Level Cement Replacements with Wood Ash and Washed Wood Ash. Constr. Build. Mater. 2021, 269, 121234. [Google Scholar] [CrossRef]
- Rosales, J.; Cabrera, M.; Beltrán, M.G.; López, M.; Agrela, F. Effects of Treatments on Biomass Bottom Ash Applied to the Manufacture of Cement Mortars. J. Clean. Prod. 2017, 154, 424–435. [Google Scholar] [CrossRef]
- Tole, I.; Rajczakowska, M.; Humad, A.; Kothari, A.; Cwirzen, A. Geopolymer Based on Mechanically Activated Air-Cooled Blast Furnace Slag. Materials 2020, 13, 1134. [Google Scholar] [CrossRef] [Green Version]
- Aydin, S.; Baradan, B. Effect of Activator Type and Content on Properties of Alkali-Activated Slag Mortars. Compos. Part B Eng. 2014, 57, 166–172. [Google Scholar] [CrossRef]
- Li, Y.; Sun, Y. Preliminary Study on Combined-Alkali-Slag Paste Materials. Cem. Concr. Res. 2000, 30, 963–966. [Google Scholar] [CrossRef]
- Chang, J.J. A Study on the Setting Characteristics of Sodium Silicate-Activated Slag Pastes. Cem. Concr. Res. 2003, 33, 1005–1011. [Google Scholar] [CrossRef]
- Carević, I.; Serdar, M.; Štirmer, N.; Ukrainczyk, N. Preliminary Screening of Wood Biomass Ashes for Partial Resources Replacements in Cementitious Materials. J. Clean. Prod. 2019, 229, 1045–1064. [Google Scholar] [CrossRef]
- ASTM-C1437; Standard Test Method for Flow of Hydraulic Cement Mortar. ASTM International: West Conshohocken, PA, USA, 2015; pp. 6–7.
- Rossen, J.E.; Scrivener, K.L. Optimization of SEM-EDS to Determine the C–A–S–H Composition in Matured Cement Paste Samples. Mater. Charact. 2017, 123, 294–306. [Google Scholar] [CrossRef] [Green Version]
- Scrivener, K.L. Backscattered Electron Imaging of Cementitious Microstructures: Understanding and Quantification. Cem. Concr. Compos. 2004, 26, 935–945. [Google Scholar] [CrossRef]
- Telhaj, K.; Hedlund, H.; Cwirzen, A. Hybrid Interfacial Transition Zone between Wet—On—Wet Casted Concrete—Microstructure and Mechanical Properties. Materials 2022, 15, 6511. [Google Scholar] [CrossRef]
- Cwirzen, A.; Penttala, V. Aggregate-Cement Paste Transition Zone Properties Affecting the Salt-Frost Damage of High-Performance Concretes. Cem. Concr. Res. 2005, 35, 671–679. [Google Scholar] [CrossRef]
- Ikumapayi, O.M.; Akinlabi, E.T.; Adedeji, P.A.; Akinlabi, S.A. Comparative Analysis of Milling Time on the Particle Sizes of Coal Fly Ash and Wood Fly Ash Using Otsu Method for Thresholding. J. Phys. Conf. Ser. 2019, 1378, 042075. [Google Scholar] [CrossRef]
- Kirkelund, G.M.; Ottosen, L.M.; Jensen, P.E.; Goltermann, P. Greenlandic Waste Incineration Fly and Bottom Ash as Secondary Resource in Mortar. Int. J. Sustain. Dev. Plan. 2016, 11, 719–728. [Google Scholar] [CrossRef] [Green Version]
- BS EN 196-1; Methods of Testing Cement. Part 1 Determination of Strength. European Committee for Standardization: Brussels, Belgium, 2005; p. 36.
- ASTM C1702-17; Standard Test Method for Measurement of Heat of Hydration of Hydraulic Cementitious Materials Using Isothermal Conduction Calorimetry. ASTM International: West Conshohocken, PA, USA, 2017.
- Hamzaoui, R.; Bouchenafa, O.; Guessasma, S.; Leklou, N.; Bouaziz, A. The Sequel of Modified Fly Ashes Using High Energy Ball Milling on Mechanical Performance of Substituted Past Cement. Mater. Des. 2016, 90, 29–37. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, R. Mechanical Activation of Fly Ash: Effect on Reaction, Structure and Properties of Resulting Geopolymer. Ceram. Int. 2011, 37, 533–541. [Google Scholar] [CrossRef]
- Rissanen, J.; Ohenoja, K.; Kinnunen, P.; Romagnoli, M.; Illikainen, M. Milling of Peat-Wood Fly Ash: Effect on Water Demand of Mortar and Rheology of Cement Paste. Constr. Build. Mater. 2018, 180, 143–153. [Google Scholar] [CrossRef]
- Peng, Y.X.; Ni, X.; Zhu, Z.C.; Yu, Z.F.; Yin, Z.X.; Li, T.Q.; Liu, S.Y.; Zhao, L.L.; Xu, J. Friction and Wear of Liner and Grinding Ball in Iron Ore Ball Mill. Tribol. Int. 2017, 115, 506–517. [Google Scholar] [CrossRef]
- Candamano, S.; Crea, F.; Romano, D.; Iacobini, I. Workability, Strength and Drying Shrinkage of Structural Mortar Containing Forest Biomass Ash in Partial Replacement of Cement. In Advanced Materials Research; Trans Tech Publications Ltd.: Bach, Switzerland, 2014; Volume 1051, pp. 737–742. [Google Scholar]
- Esteves, T.C.; Rajamma, R.; Soares, D.; Silva, A.S.; Ferreira, V.M.; Labrincha, J.A. Use of Biomass Fly Ash for Mitigation of Alkali-Silica Reaction of Cement Mortars. Constr. Build. Mater. 2012, 26, 687–693. [Google Scholar] [CrossRef]
- Silvestro, L.; Scolaro, T.P.; Ruviaro, A.S.; dos Santos Lima, G.T.; Gleize, P.J.P.; Pelisser, F. Use of Biomass Wood Ash to Produce Sustainable Geopolymeric Pastes. Constr. Build. Mater. 2023, 370, 130641. [Google Scholar] [CrossRef]
- Silva, T.H.; Lara, L.F.S.; Silva, G.J.B.; Provis, J.L.; Bezerra, A.C.S. Alkali-Activated Materials Produced Using High-Calcium, High-Carbon Biomass Ash. Cem. Concr. Compos. 2022, 132, 104646. [Google Scholar] [CrossRef]
- Senneca, O.; Salatino, P.; Chirone, R.; Cortese, L.; Solimene, R. Mechanochemical Activation of High-Carbon Fly Ash for Enhanced Carbon Reburning. Proc. Combust. Inst. 2011, 33, 2743–2753. [Google Scholar] [CrossRef]
- Marjanović, N.; Komljenović, M.; Baščarević, Z.; Nikolić, V. Improving Reactivity of Fly Ash and Properties of Ensuing Geopolymers through Mechanical Activation. Constr. Build. Mater. 2014, 57, 151–162. [Google Scholar] [CrossRef]
- Aydin, S.; Karatay, Ç.; Baradan, B. The Effect of Grinding Process on Mechanical Properties and Alkali-Silica Reaction Resistance of Fly Ash Incorporated Cement Mortars. Powder Technol. 2010, 197, 68–72. [Google Scholar] [CrossRef]
- Cheah, C.B.; Samsudin, M.H.; Ramli, M.; Part, W.K.; Tan, L.E. The Use of High Calcium Wood Ash in the Preparation of Ground Granulated Blast Furnace Slag and Pulverized Fly Ash Geopolymers: A Complete Microstructural and Mechanical Characterization. J. Clean. Prod. 2017, 156, 114–123. [Google Scholar] [CrossRef]
- Dai, X.; Ren, Q.; Aydin, S.; Yardimci, M.Y.; De Schutter, G. Accelerating the Reaction Process of Sodium Carbonate-Activated Slag Mixtures with the Incorporation of a Small Addition of Sodium Hydroxide/Sodium Silicate. Cem. Concr. Compos. 2023, 141, 105118. [Google Scholar] [CrossRef]
- Fu, Q.; Bu, M.; Zhang, Z.; Xu, W.; Yuan, Q.; Niu, D. Hydration Characteristics and Microstructure of Alkali-Activated Slag Concrete: A Review. Engineering 2022, 20, 162–179. [Google Scholar] [CrossRef]
- Dai, X.; Aydin, S.; Yardimci, M.Y.; De Schutter, G. Early Structural Build-up, Setting Behavior, Reaction Kinetics and Microstructure of Sodium Silicate-Activated Slag Mixtures with Different Retarder Chemicals. Cem. Concr. Res. 2022, 159, 106872. [Google Scholar] [CrossRef]
- Vu, V.A.; Cloutier, A.; Bissonnette, B.; Blanchet, P.; Duchesne, J. The Effect of Wood Ash as a Partial Cement Replacement Material for Making Wood-Cement Panels. Materials 2019, 12, 2766. [Google Scholar] [CrossRef] [Green Version]
- Sigvardsen, N.M. Utilisation of Wood Ash in Cement-Based Materials. Ph.D. Thesis, Technical University of Denmark, Kongens Lyngby, Denmark, 2020. [Google Scholar]
- Sklivaniti, V.; Tsakiridis, P.E.; Katsiotis, N.S.; Velissariou, D.; Pistofidis, N.; Papageorgiou, D.; Beazi, M. Valorisation of Woody Biomass Bottom Ash in Portland Cement: A Characterization and Hydration Study. J. Environ. Chem. Eng. 2017, 5, 205–213. [Google Scholar] [CrossRef]
- Dai, X.; Aydin, S.; Yardimci, M.Y.; Lesage, K.; de Schutter, G. Influence of Water to Binder Ratio on the Rheology and Structural Build-up of Alkali-Activated Slag/Fly Ash Mixtures. Constr. Build. Mater. 2020, 264, 120253. [Google Scholar] [CrossRef]
- Scrivener, K.L.; Lothenbach, B.; De Belie, N.; Gruyaert, E.; Skibsted, J.; Snellings, R.; Vollpracht, A. TC 238-SCM: Hydration and Microstructure of Concrete with SCMs: State of the Art on Methods to Determine Degree of Reaction of SCMs. Mater. Struct. Constr. 2015, 48, 835–862. [Google Scholar] [CrossRef] [Green Version]
- Humad, A.M.; Kothari, A.; Provis, J.L.; Cwirzen, A. The Effect of Blast Furnace Slag/Fly Ash Ratio on Setting, Strength, and Shrinkage Of Alkali-Activated Pastes and C. Front. Mater. 2019, 6, 9. [Google Scholar] [CrossRef] [Green Version]
- Melo Neto, A.A.; Cincotto, M.A.; Repette, W. Drying and Autogenous Shrinkage of Pastes and Mortars with Activated Slag Cement. Cem. Concr. Res. 2008, 38, 565–574. [Google Scholar] [CrossRef]
- Collins, F.; Sanjayan, J.G. Microcracking and Strength Development of Alkali Activated Slag Concrete. Cem. Concr. Compos. 2001, 23, 345–352. [Google Scholar] [CrossRef]
- Hu, X.; Shi, C.; Shi, Z.; Zhang, L. Compressive Strength, Pore Structure and Chloride Transport Properties of Alkali-Activated Slag/Fly Ash Mortars. Cem. Concr. Compos. 2019, 104, 103392. [Google Scholar] [CrossRef]
- Cao, R.; Zhang, S.; Banthia, N.; Zhang, Y.; Zhang, Z. Interpreting the Early-Age Reaction Process of Alkali-Activated Slag by Using Combined Embedded Ultrasonic Measurement, Thermal Analysis, XRD, FTIR and SEM. Compos. Part B Eng. 2020, 186, 107840. [Google Scholar] [CrossRef]
- Wang, S.D.; Scrivener, K.L. Hydration Products of Alkali Activated Slag Cement. Cem. Concr. Res. 1995, 25, 561–571. [Google Scholar] [CrossRef]
- Caron, R.; Patel, R.A.; Miron, G.D.; Le Galliard, C.; Lothenbach, B.; Dehn, F. Microstructure Development of Slag Activated with Sodium Silicate Solution: Experimental Characterization and Thermodynamic Modeling. J. Build. Eng. 2023, 71, 106398. [Google Scholar] [CrossRef]
- Haha, M.B.; Lothenbach, B.; Le Saout, G.; Winnefeld, F. Influence of Slag Chemistry on the Hydration of Alkali-Activated Blast-Furnace Slag—Part I: Effect of MgO. Cem. Concr. Res. 2011, 41, 955–963. [Google Scholar] [CrossRef]
- Bernal, S.A.; Provis, J.L.; Myers, R.J.; San Nicolas, R.; van Deventer, J.S.J. Role of Carbonates in the Chemical Evolution of Sodium Carbonate-Activated Slag Binders. Mater. Struct. Constr. 2014, 48, 517–529. [Google Scholar] [CrossRef]
- Bernal, S.A.; Provis, J.L.; Rose, V.; Mejía De Gutierrez, R. Evolution of Binder Structure in Sodium Silicate-Activated Slag-Metakaolin Blends. Cem. Concr. Compos. 2011, 33, 46–54. [Google Scholar] [CrossRef]
- Scrivener, K.; Ouzia, A.; Juilland, P.; Kunhi Mohamed, A. Advances in Understanding Cement Hydration Mechanisms. Cem. Concr. Res. 2019, 124, 105823. [Google Scholar] [CrossRef]
- Provis, J.L.; van Deventer, J.S.J. Alkali Materials Activated State-of-the-Art Report; Springer: Dordrecht, The Netherlands, 2014; Volume 13, ISBN 978-94-007-7671-5. [Google Scholar]
- Bílek, V.; Kalina, L.; Novotný, R. Structural Build-up and Breakdown of Alkali-Activated Slag Pastes with Different Order of Lignosulfonate and Activator Addition. Constr. Build. Mater. 2023, 386, 131557. [Google Scholar] [CrossRef]
- Provis, J.L.; Bernal, S.A. Geopolymers and Related Alkali-Activated Materials. Annu. Rev. Mater. Res. 2014, 44, 299–327. [Google Scholar] [CrossRef]
- Gijbels, K.; Pontikes, Y.; Samyn, P.; Schreurs, S.; Schroeyers, W. Effect of NaOH Content on Hydration, Mineralogy, Porosity and Strength in Alkali/Sulfate-Activated Binders from Ground Granulated Blast Furnace Slag and Phosphogypsum. Cem. Concr. Res. 2020, 132, 106054. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (%) | WA | WA10 | WA20 | GGBFS |
|---|---|---|---|---|
| SiO2 | 22.40 | 22.30 | 21.70 | 34.80 |
| Al2O3 | 6.75 | 6.87 | 6.77 | 11.30 |
| Fe2O3 | 2.62 | 3.11 | 3.39 | 0.42 |
| CaO | 15.10 | 16.00 | 15.60 | 40.80 |
| K2O | 8.25 | 8.96 | 9.27 | 0.99 |
| MgO | 2.69 | 2.84 | 2.84 | 11.40 |
| MnO | 0.80 | 0.85 | 0.82 | 0.32 |
| P2O5 | 2.81 | 2.96 | 2.97 | <0.02 |
| TiO2 | 0.30 | 0.30 | 0.28 | 1.46 |
| Na2O | 1.46 | 1.48 | 1.47 | 0.58 |
| LOI (1000 °C) | 29.70 | 32.30 | 31.30 | −1.81 |
| Alkali content (K2O + Na2O) | 9.71 | 10.44 | 10.74 | 1.57 |
| pH | 10.48 | 10.62 | 10.78 | 10.38 |
| Mortar Mix ID | Wood Ash Grinding Time (min) | Slag:Wood Ash Ratio | Alkali Activator Type | Alkali Activator Dosage | Alkali Modulus (Ms) | pH of Alkali Solution |
|---|---|---|---|---|---|---|
| SS-CTRL | - | 100:0 | SS | 10% | 1 | 12.84 |
| SS-10 | 0 | 90:10 | SS | 10% | 1 | 12.84 |
| SS-20 | 0 | 80:20 | SS | 10% | 1 | 12.84 |
| SS-10-10 | 10 | 90:10 | SS | 10% | 1 | 12.84 |
| SS-20-10 | 10 | 80:20 | SS | 10% | 1 | 12.84 |
| SS-10-20 | 20 | 90:10 | SS | 10% | 1 | 12.84 |
| SS-20-20 | 20 | 80:20 | SS | 10% | 1 | 12.84 |
| SC-CTRL | - | 100:0 | SC | 10% | - | 11.24 |
| SC-10 | 0 | 90:10 | SC | 10% | - | 11.24 |
| SC-20 | 0 | 80:20 | SC | 10% | - | 11.24 |
| SC-10-10 | 10 | 90:10 | SC | 10% | - | 11.24 |
| SC-20-10 | 10 | 80:20 | SC | 10% | - | 11.24 |
| SC-10-20 | 20 | 90:10 | SC | 10% | - | 11.24 |
| SC-20-20 | 20 | 80:20 | SC | 10% | - | 11.24 |
| SH-CTRL | - | 100:0 | SH | 10 M | - | 12.95 |
| SC-10 | 0 | 90:10 | SH | 10 M | - | 12.95 |
| SC-20 | 0 | 80:20 | SH | 10 M | - | 12.95 |
| SH-10-10 | 10 | 90:10 | SH | 10 M | - | 12.95 |
| SH-20-10 | 10 | 80:20 | SH | 10 M | - | 12.95 |
| SH-10-20 | 20 | 90:10 | SH | 10 M | - | 12.95 |
| SH-20-20 | 20 | 80:20 | SH | 10 M | - | 12.95 |
| Sample | Ca/Si | Ca/Al | Al/Si | Na/Si |
|---|---|---|---|---|
| SS-CTRL | 0.71 | 4.15 | 0.18 | 0.42 |
| SS-10 | 0.65 | 3.72 | 0.18 | 0.67 |
| SS-20 | 0.72 | 3.55 | 0.21 | 0.56 |
| SS-10-10 | 0.79 | 3.79 | 0.22 | 0.57 |
| SS-20-10 | 0.75 | 3.70 | 0.22 | 0.57 |
| SS-10-20 | 0.90 | 3.42 | 0.29 | 0.45 |
| SS-20-20 | 0.75 | 3.37 | 0.24 | 0.49 |
| SC-CTRL | 0.81 | 3.12 | 0.29 | 0.45 |
| SC-10 | 0.72 | 3.19 | 0.24 | 0.69 |
| SC-20 | 0.71 | 3.16 | 0.24 | 0.57 |
| SC-10-10 | 1.05 | 3.94 | 0.30 | 0.67 |
| SC-20-10 | 1.22 | 3.70 | 0.35 | 1.07 |
| SC-10-20 | 0.75 | 3.37 | 0.24 | 0.48 |
| SC-20-20 | 0.91 | 3.01 | 0.37 | 0.67 |
| SH-CTRL | 0.63 | 3.80 | 0.17 | 1.89 |
| SH-10 | 0.55 | 3.40 | 0.14 | 3.53 |
| SH-20 | 0.70 | 3.69 | 0.20 | 3.79 |
| SH-10-10 | 0.98 | 3.94 | 0.26 | 1.15 |
| SH-20-10 | 0.71 | 3.51 | 0.22 | 1.36 |
| SH-10-20 | 0.81 | 4.04 | 0.21 | 1.60 |
| SH-20-20 | 0.89 | 3.65 | 0.25 | 1.25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Teker Ercan, E.E.; Cwirzen, A.; Habermehl-Cwirzen, K. The Effects of Partial Replacement of Ground Granulated Blast Furnace Slag by Ground Wood Ash on Alkali-Activated Binder Systems. Materials 2023, 16, 5347. https://doi.org/10.3390/ma16155347
Teker Ercan EE, Cwirzen A, Habermehl-Cwirzen K. The Effects of Partial Replacement of Ground Granulated Blast Furnace Slag by Ground Wood Ash on Alkali-Activated Binder Systems. Materials. 2023; 16(15):5347. https://doi.org/10.3390/ma16155347
Chicago/Turabian StyleTeker Ercan, Ece Ezgi, Andrzej Cwirzen, and Karin Habermehl-Cwirzen. 2023. "The Effects of Partial Replacement of Ground Granulated Blast Furnace Slag by Ground Wood Ash on Alkali-Activated Binder Systems" Materials 16, no. 15: 5347. https://doi.org/10.3390/ma16155347