
Strengthening Mechanisms and Retention Properties of Sintered Iron-Based Matrix Material for Metallic-Diamond Tools

Abstract
:1. Introduction
2. Experimental Method
2.1. Materials
2.2. Characterization
3. Results and Discussion
3.1. Powder Characterization
3.2. Composite Characterization
3.2.1. Density and Hardness Measurements
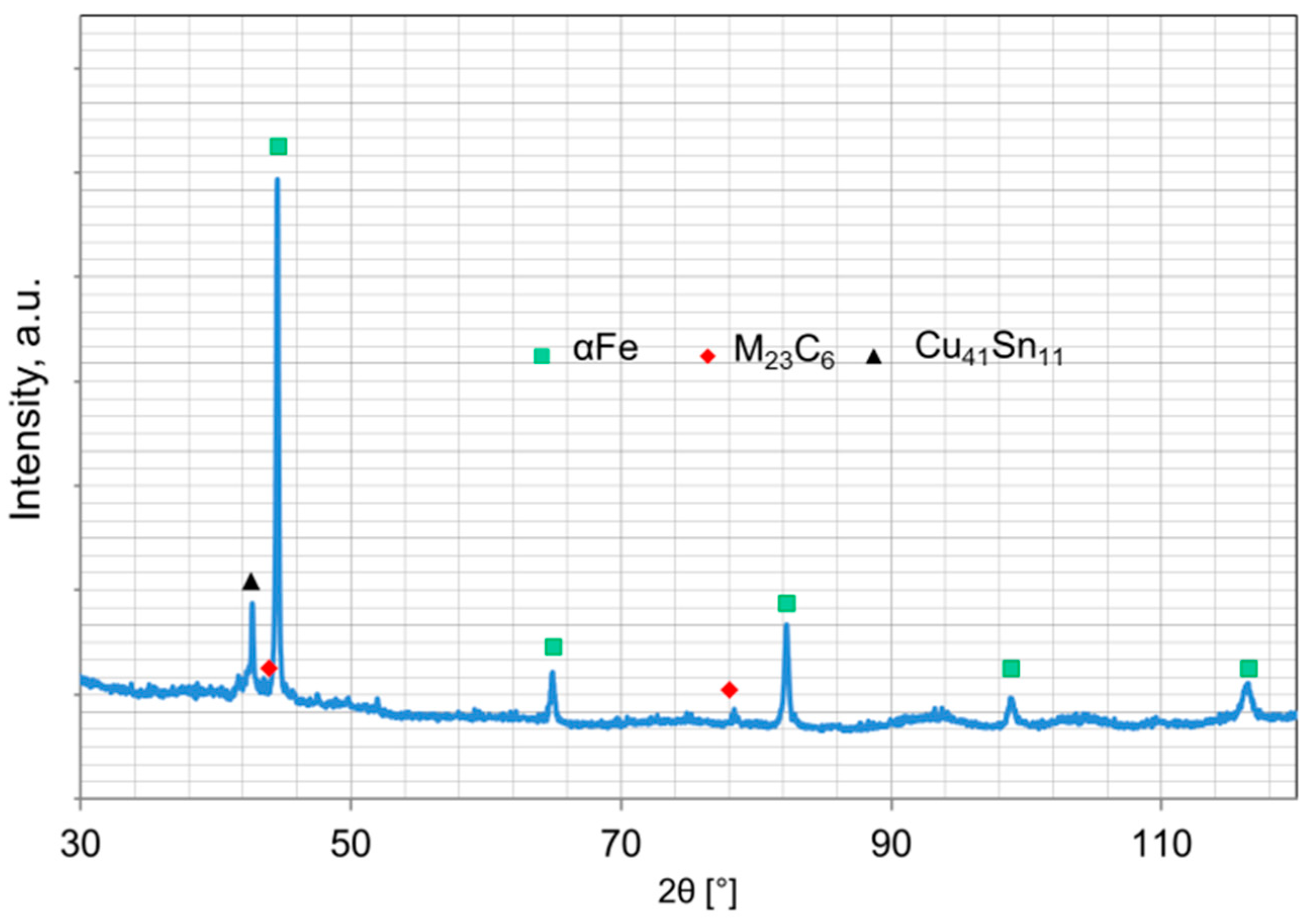
3.2.2. X-ray Diffraction
3.2.3. Wear Test
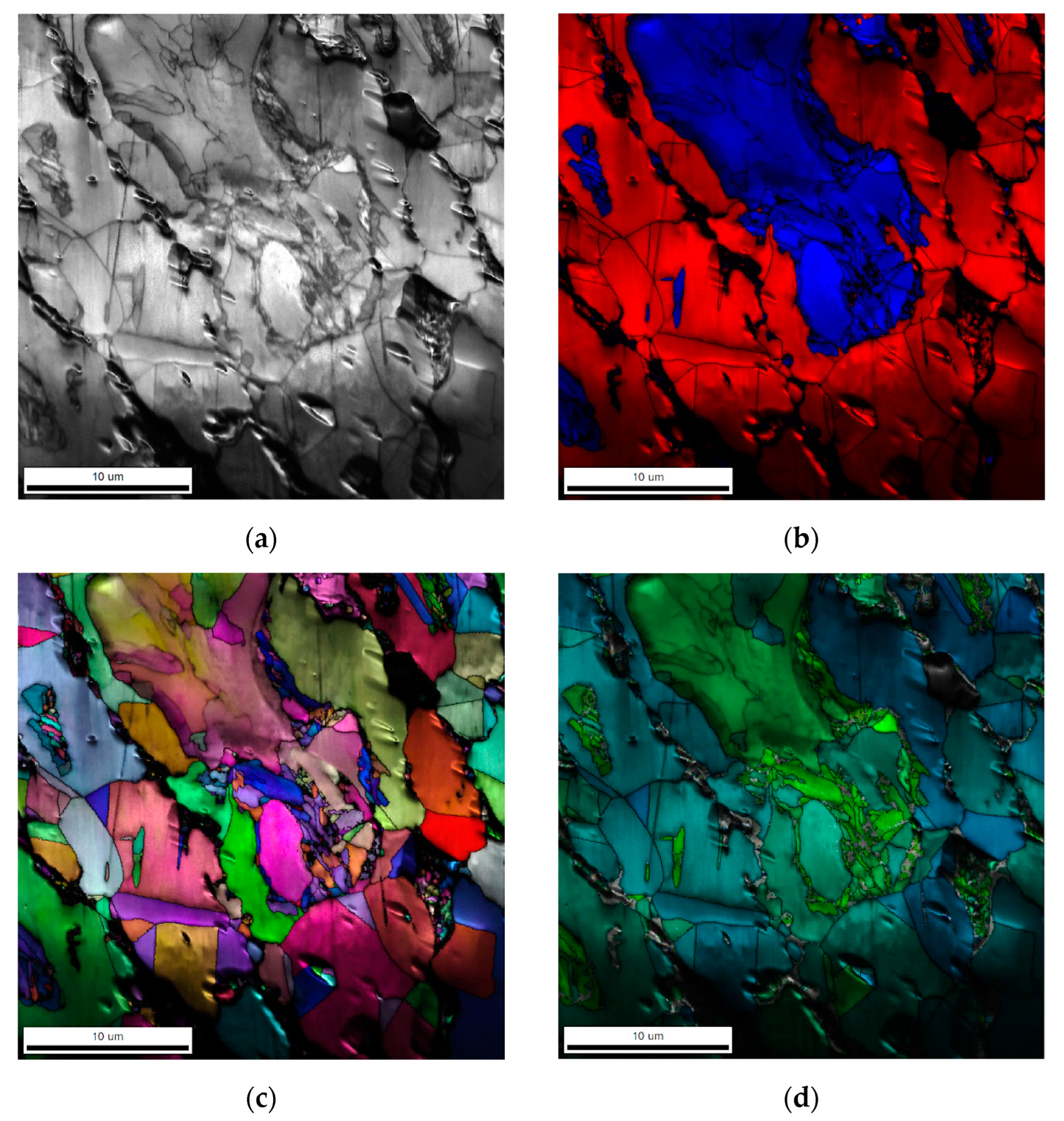
3.2.4. Microscopic Observation
3.2.5. Retention Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kompella, S. Increased profitability through diamond coatings: The impact of diamond coatings on tool-maker and end-user economics. Diam. Appl. Tecnol. 2005, 42, 83–89. [Google Scholar]
- Engels, J.A.; Egan, D. Using coated diamonds in diamond impregnated tools. In Proceedings of the EuroPM2003 Conference Proceedings, Valencia, Spain, 20–22 October 2003; Volume 1, pp. 121–127. [Google Scholar]
- Dey, N.; Meng, Y. Titanium Chromium Alloy Coated Diamond Crystals for Use in Saw Blade Segments and Method for Their Production. U.S. Patent 6,319,608 B1, 20 November 2001. [Google Scholar]
- Kompella, S. Selecting superabrasive coatings for improved tool performance. In Proceedings of the Intertech 2006 Conference, Atlanta, GA, USA, 24–26 April 2006. [Google Scholar]
- Hsieh, Y.Z.; Lin, S.T. Diamond tool bits with iron alloys as the binding matrices. Mater. Chem. Phys. 2001, 72, 121–125. [Google Scholar] [CrossRef]
- Żak-Szwed, M.; Konstanty, J.; Zielińska-Lipiec, A. Iron-base PM matrix alloys for diamond impregnated tools. Int. J. Powder Metall. 2009, 45, 36. [Google Scholar]
- Konstanty, J.; Stephenson, T.F.; Tyrała, D. Novel Fe−Ni−Cu−Sn matrix materials for the manufacture of diamond-impregnated tools. Diam. Tool. J. 2011, 2, 26–29. [Google Scholar]
- Romański, A.; Tokarski, T.; Tyrała, D. Sintered Fe-Ni-Cu-Sn-C Alloys Made of Ball-Milled Powders. Arch. Metall. Mater. 2014, 59, 947–950. [Google Scholar] [CrossRef]
- Li, M.; Sun, Y.; Meng, Q.; Wu, H.; Gao, K.; Liu, B. Fabrication of Fe-Based Diamond Composites by Pressureless Infiltration. Materials 2016, 9, 1006. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- de Oliveira, L.J.; Bobrovnitchii, G.S.; Filgueira, M. Processing and characterization of impregnated diamond cutting tools using a ferrous metal matrix. Int. J. Refract. Met. Hard Mater. 2007, 25, 328–335. [Google Scholar] [CrossRef]
- Hou, M.; Wang, L.; Guo, S.; Yang, L.; Gao, J.; Hu, T.; Ye, X. Fabrication of FeCu matrixed diamond tool bits using microwave hot-press sintering. Arab. J. Sci. Eng. 2019, 44, 6277–6284. [Google Scholar] [CrossRef]
- Chen, F.; Yan, Z.; Liu, Z.; Long, Y.; Fu, N.; Zhang, F.; Liu, B.; Liu, Y. Preparation and properties of Al2O3-reinforced Cu-Ni-Sn metallic matrix for applications in diamond-cutting tools. Diam. Relat. Mater. 2020, 109, 108025. [Google Scholar] [CrossRef]
- Tyrała, D.; Romański, A.; Konstanty, J. The Effects of Powder Composition on Microstructure and Properties of Hot-Pressed Matrix Materials for Sintered Diamond Tools. J. Mater. Eng. Perform. 2020, 29, 1467–1472. [Google Scholar] [CrossRef]
- Loginov, P.A.; Sidorenko, D.A.; Bychkova, M.Y.; Zaitsev, A.A. Performance of diamond drill bits with hybrid nanoreinforced Fe-Ni-Mo binder. Int. J. Adv. Manuf. Technol. 2019, 102, 2041–2047. [Google Scholar] [CrossRef]
- Loginov, P.A.; Sidorenko, D.A.; Shvyndina, N.V.; Sviridova, T.A.; Churyumov, A.Y.; Levashov, E.A. Effect of Ti and TiH2 doping on mechanical and adhesive properties of FeCo-Ni binder to diamond in cutting tools. Int. J. Refract. Met. Hard Mater. 2019, 79, 69–78. [Google Scholar] [CrossRef]
- Ratov, B.T.; Mechnik, V.A.; Bondarenko, N.A.; Kolodnitskyi, V.M.; Kuzin, N.O.; Gevorkyan, E.S. Effect of Vanadium Nitride Additive on the Structure and Strength Characteristics of Diamond-Containing Composites Based on the Fe–Cu–Ni–Sn Matrix, Formed by Cold Pressing Followed by Vacuum Hot Pressing. J. Superhard Mater. 2021, 43, 423–434. [Google Scholar] [CrossRef]
- Hu, H.X.; Chen, W.; Deng, C.; de Yang, J. Effect of Fe prealloyed powder and the sintering process on the matrix properties of impregnated diamond bits. J. Mater. Res. Technol. 2021, 12, 150–158. [Google Scholar] [CrossRef]
- Sun, L.; Pan, J.; Lin, C. A new approach to improve the performance of diamond sawblades. Mater. Lett. 2002, 57, 1010–1014. [Google Scholar] [CrossRef]
- Levashov, E.; Kurbatkina, V.; Alexandr, Z. Improved Mechanical and Tribological Properties of Metal Matrix Composites Dispersion-Strengthened by Nanoparticles. Materials 2010, 3, 97–109. [Google Scholar] [CrossRef] [Green Version]
- de Oliveira, L.J.; Cabral, S.C.; Filgueira, M. Influence of a TiC coating on diamonds. Mater. Sci. Eng. Technol. 2014, 45, 114–122. [Google Scholar] [CrossRef]
- Zhang, C.; Cai, Z.; Wang, R.; Peng, C.; Qiu, K.; Wang, N. Microstructure and thermal properties of Al/W-coated diamond composites prepared by powder metallurgy. Mater. Des. 2016, 95, 39–47. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, H.; Wu, C.; Yin, Z.; Liu, C.; Huang, Y.; Liu, J.; Shi, Z. The Interface and Fabrication Process of Diamond/Cu Composites with Nanocoated Diamond for Heat Sink Applications. Metals 2021, 11, 196. [Google Scholar] [CrossRef]
- Bączek, E.; Konstanty, J.; Romański, A.; Podsiadło, M.; Cyboroń, J. Processing and Characterization of Fe-Mn-Cu-Sn-C Alloys Prepared by Ball Milling and Spark Plasma Sintering. J. Mater. Eng. Perform. 2018, 29, 1475–1483. [Google Scholar] [CrossRef] [Green Version]
- Konstanty, J.; Bączek, E.; Romański, A.; Tyrała, D. Wear-resistant iron-based Mn–Cu–Sn matrix for sintered diamond tools. Powder Metall. 2018, 61, 43–49. [Google Scholar] [CrossRef]
- Konstanty, J.; Tyrała, D. Wear Mechanism of Iron-Base Diamond Impregnated Tool Composites. Wear 2013, 303, 533–540. [Google Scholar] [CrossRef]
- Malkiewicz, T. Metallurgy of Iron Alloys; PWN: Warsaw, Poland, 1976. [Google Scholar]
- Geels, K. The true microstructure of materials. Structure 2000, 35, 5–13. [Google Scholar]
- Romański, A. Development of Matrix Materials in Metal-Diamond Tool Sinters; AGH University of Science and Technology: Kraków, Poland, 2015. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Powder Grade | Chemical Composition, wt.% | ||||
|---|---|---|---|---|---|---|
| Fe | Mn | Cu | Sn | C | ||
| Iron | NC 100.24 | 100 | … | … | … | … |
| Ferromanganese | XH1210 | Bal | 80 | … | … | 7.0 |
| Ferromanganese | XH1218 | Bal | 80.5 | … | … | 1.5 |
| Tin–bronze | NAM40-80/20 | … | … | 80 | 20 | … |
| Alloy Version | Density(2) [g cm−3] | HRB(2) | [μm/20·m] |
|---|---|---|---|
| Fe-Mn-Cu-Sn-C | 7.75 ± 0.01 | 103 ± 1 | 138.7 ± 1.2 |
| Fe-Ni-Cu-Sn-C(1) | 7.90 ± 0.09 | 101 ± 2 | 99.7 ± 5.06 |
| Co-20%WC | 9.25 ± 0.01 | 113 ± 2 | 177.1 ± 9.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cygan-Bączek, E.; Romański, A. Strengthening Mechanisms and Retention Properties of Sintered Iron-Based Matrix Material for Metallic-Diamond Tools. Materials 2023, 16, 5307. https://doi.org/10.3390/ma16155307
Cygan-Bączek E, Romański A. Strengthening Mechanisms and Retention Properties of Sintered Iron-Based Matrix Material for Metallic-Diamond Tools. Materials. 2023; 16(15):5307. https://doi.org/10.3390/ma16155307
Chicago/Turabian StyleCygan-Bączek, Elżbieta, and Andrzej Romański. 2023. "Strengthening Mechanisms and Retention Properties of Sintered Iron-Based Matrix Material for Metallic-Diamond Tools" Materials 16, no. 15: 5307. https://doi.org/10.3390/ma16155307